Effect of aluminum particle on properties of viscous medium during warm viscous pressure bulging
��Դ�ڿ������ϴ�ѧѧ��(Ӣ�İ�)2018���9��
�������ߣ������� ������ ���� WANG Zhong-jin(���ҽ�)
����ҳ�룺2085 - 2092
Key words��warm viscous pressure forming; aluminum particles; thermal conductivity; forming efficiency
Abstract: Incorporating aluminum particles into viscous medium was proposed to improve the thermal conductivity of the viscous medium and the efficiency of warm viscous pressure forming (WVPF) process. The influence of aluminum particles on a viscous medium was investigated through settling, thermal conductivity, and compression experiments. Warm viscous pressure bulging (WVPB) experiments were conducted on polyetherimide (PEI) and AZ31B magnesium alloy sheets to determine the influence of the aluminum particles size and fraction on the forming efficiency and formed specimens based on the heating preparation times and profile curves, wall thicknesses and surface roughness values of the bulging specimens. The results show that the thermal conductivity of the viscous medium and the WVPF efficiency can be greatly improved via the addition aluminum particles with appropriate size and fraction under certain temperature condition, but have less influence on other properties of viscous medium.
Cite this article as: GAO Tie-jun, LV Yang-jie, LIU Qing, WANG Zhong-jin. Effect of aluminum particle on properties of viscous medium during warm viscous pressure bulging [J]. Journal of Central South University, 2018, 25(9): 2085�C2092. DOI: https://doi.org/10.1007/s11771-018-3898-1.

J. Cent. South Univ. (2018) 25: 2085-2092
DOI: https://doi.org/10.1007/s11771-018-3898-1

GAO Tie-jun(������)1, LV Yang-jie(������)1, LIU Qing(����)1, WANG Zhong-jin(���ҽ�)2
1. Faculty of Aerospace Engineering, Shenyang Aerospace University, Shenyang 110136, China;
2. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2018
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2018
Abstract: Incorporating aluminum particles into viscous medium was proposed to improve the thermal conductivity of the viscous medium and the efficiency of warm viscous pressure forming (WVPF) process. The influence of aluminum particles on a viscous medium was investigated through settling, thermal conductivity, and compression experiments. Warm viscous pressure bulging (WVPB) experiments were conducted on polyetherimide (PEI) and AZ31B magnesium alloy sheets to determine the influence of the aluminum particles size and fraction on the forming efficiency and formed specimens based on the heating preparation times and profile curves, wall thicknesses and surface roughness values of the bulging specimens. The results show that the thermal conductivity of the viscous medium and the WVPF efficiency can be greatly improved via the addition aluminum particles with appropriate size and fraction under certain temperature condition, but have less influence on other properties of viscous medium.
Key words: warm viscous pressure forming; aluminum particles; thermal conductivity; forming efficiency
Cite this article as: GAO Tie-jun, LV Yang-jie, LIU Qing, WANG Zhong-jin. Effect of aluminum particle on properties of viscous medium during warm viscous pressure bulging [J]. Journal of Central South University, 2018, 25(9): 2085�C2092. DOI: https://doi.org/10.1007/s11771-018-3898-1.
1 Introduction
Warm viscous pressure forming (WVPF) technology has been proposed with regard to the formation of magnesium alloys, aluminum alloys, composites, and other lightweight materials [1�C6]. The properties of a viscous medium are used to improve the deformation properties and forming quality of the aforementioned materials at an appropriate temperature. In the WVPF process, the viscous medium should have good thermal stability to satisfy the forming temperature range of the material. It should also have good thermal conductivity, so that the forming temperature can be rapidly attained. Based on recent investigations, non-vulcanized silicone rubbers were commonly used as viscous medium. These materials have good thermal stability and high temperature performance; however, they are poor heat conductors and have low thermal conductivity [7]. Therefore, they do not promote heat transfer during the WVPF process, which results in a long heating period and influences the production efficiency (the necessary heating period is usually more than 30 min). The thermal conductivity of the viscous medium can be improved via the addition of metal particles, this can significantly shorten the production cycle and improve the production efficiency [8, 9]. This method can be used to further develop and optimize WVPF technology.
With regard to vulcanization and curing processes, at present, silicone rubber is commonly filled with metals or nonmetals and their oxides, nitrides, carbides, and other particles, which have properties of high thermal conductivity and low thermal expansion, to improve its thermal conductivity. MU et al [10] incorporated ZnO particles into silicone rubber; the thermal conductivity of the material increased from 0.17 to 0.56 W/(m��K). GAO et al [11] incorporated spherical Al2O3 particles into methyl vinyl silicone rubber; the thermal conductivity of the material increased from 0.15 to 2.25 W/(m��K). At present, such filler materials primarily include Al, Cu, Mg, Fe, Al2O3, SiC, ZnO, and graphite. The fillers typically consist of fibrous, spherical, and flake-like particles [12], which primarily exist at the nanometer, micrometer, and millimeter scales [13, 14]. However, during WVPF, the silicone rubber is unvulcanized and exists in a semiliquid state; the flow properties of the viscous medium will considerably change under heating conditions. Therefore, it is difficult to maintain the density of the filler particles within the viscous medium. The sinking or floating of the particles within the viscous medium, owing to the different densities of the viscous medium and filler particles, should be considered. Meanwhile, the hardness of the filler particles and their mass fraction should be appropriately determined, and should not influence the properties of the viscous medium. Amongst existing filler materials, aluminum is considered an ideal filler material with regard to WVPF technology because of its low density, high thermal conductivity, and low hardness.
In this work, with regard to a forming process, the parameters about size and filling mass fractions of aluminum particles in a viscous medium were determined using settling experiments and thermal conductivity experiments. Meanwhile, the influence of the aluminum particles on forming efficiency and the formed specimens was analyzed based on the heating preparation times and the profiles, wall thicknesses, and surface roughness values of the polyetherimide (PEI) and AZ31B magnesium alloy sheet bulging specimens.
2 Properties of experimental materials
2.1 Properties of viscous medium
A colorless silicone rubber polymer with a certain liquidity and relatively high viscosity was selected as the experimental viscous medium. The polymer was copolymerized with dimethyl siloxane and a small amount of vinyl silicone; its molecular mass, density and room-temperature viscosity are 600 kg/mol, 1.20 g/cm3 and 25.3 kPa��s, respectively [3]. The heat resistance temperature of the viscous medium was 250 ��C. When the temperature exceeds 250 ��C, the viscous medium decomposes into cyclic siloxane oligomers and other small molecules, and generated much smoke. The flow properties of the viscous medium at various temperatures are shown in Figure 1. The viscous medium reflects the characteristics of both semi-solids and semi-liquids because of its low fluidity at room temperature. As the temperature increases, the physical properties of the viscous medium change significantly, especially the fluidity.
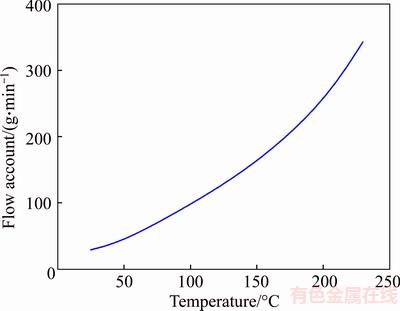
Figure 1 Flow property of viscous medium at various temperatures
2.2 Properties of aluminum particles
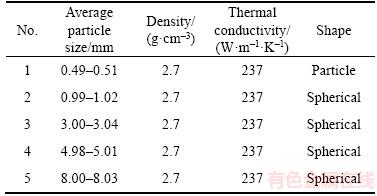
Aluminum particles with a density of 2.70 g/cm3 were selected as filler. The sizes of the aluminum particles were determined as 0.5, 1.0, 3.0, 5.0 and 8.0 mm, respectively. The properties of the aluminum particles are shown in Table 1.
Table 1 Properties of aluminum particles
2.3 Properties of PEI and AZ31B sheets
In the case of the warm viscous pressure bulging (WVPB) experiment, a PEI sheet with low strength, good surface quality and light transmittance was selected for this work. In addition, a AZ31B sheet, with poor deformation properties and relatively high strength, was also selected for this work [15�C19]. The thicknesses of the PEI and AZ31B sheets were determined to be 1.7 mm and 0.8 mm, respectively, whilst the experimental temperatures were 150 and 200 ��C, respectively, due to the optimum forming performances were reached at these temperatures. The relationships between the engineering stresses and strains of the PEI and AZ31B sheets are shown in Figure 2. At 150 ��C, the PEI sheet has a yield strength, tensile strength and elongation of 29.7 MPa, 41.6 MPa and 66.8%, respectively [3]. At 200 ��C, the AZ31B sheet has a yield strength, tensile strength and elongation of 97.6 MPa,116.1 MPa and 26.1%, respectively [2].
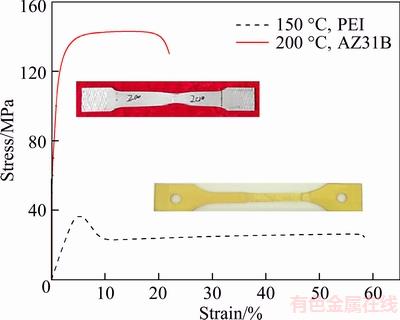
Figure 2 Engineering stress�Cstrain curves of PEI and AZ31B sheets
3 Influence of aluminum filler particles on viscous medium
3.1 Experimental scheme
Owing to the different densities of the viscous medium and aluminum particles, the aluminum particles can settle in the viscous medium during the forming process. The settling velocity is related to the size of the particles, as well as the time and temperature. The settling mechanism associated with aluminum particles in a viscous medium is complex; therefore, a particular experimental method should be adopted to achieve certain settling conditions. In this experiment, aluminum particles with various sizes were placed into test-tubes, with diameters of 25 mm, which were filled with the viscous medium. Subsequently, the test-tubes were heated to the setting temperature using a heating box; the temperatures used during the experiment were 50, 100, 150, 200 and 250 ��C respectively. The settling velocity (mm/h) of the particles was recorded; the accuracy of the distance measurement was 0.1 mm. Using a formula regarding settling velocity, the settling velocity of particles in a viscous medium at various temperatures can be determined as:
v=l/t (1)
where v is the settling velocity of the particles in the viscous medium (mm/h); l is the settling distance of the particles in the viscous medium (mm); and t is the settling time of the particles in the viscous medium (h).
Subsequently, the aluminum filler particles were incorporated into the viscous medium at mass fractions of 10%, 20%, 30%, 40% and 50%, respectively; the viscous medium and the aluminum filler particles were mixed using a blender to ensure the uniform distribution of the fillers. The thermal conductivities of the viscous medium, with aluminum filler particles at various mass fractions, were measured using a DXR-2 hotline thermal conductivity meter. The principle is through the thermocouple at the midpoint of the hotline to measure the changes of temperature of the hotline over time. The size and mass fraction of the aluminum particles were optimized based on the results of the experiment involving the settling of the aluminum particles and the results of the thermal conductivity measurements of the viscous medium filled with the aluminum particles.
On this basis, considering that the compressibility of the viscous medium can be influenced by the aluminum filler particles, each viscous medium, filled with aluminum filler particles of various sizes at various mass fractions, was placed into a cylinder with a diameter of 60 mm (filling height of 100 mm) to carry out compression experiments. The viscous medium was compressed at a rate of 5 mm/min under different temperature conditions. Subsequently, according to Eq.(2) of bulk modulus of fluid or semiliquid compression, the volume bulk modulus at different temperatures is calculated [20], which provides an important reference for the determination of the compression performance of the viscous medium during the forming process.
 (2)
(2)
where �� is the bulk modulus (MPa); V is the volume of the viscous medium (mm3); ��p is the difference in the pressure values of the viscous medium; ��V is the value of the volume change under ��p.
3.2 Experimental results and discussion
Figure 3 shows the results of the experiment regarding the settling velocity of the aluminum particles of various sizes within the viscous medium at various temperatures. At a constant temperature, the settling velocity increases rapidly as the particle size increases. Meanwhile, as the particle size is maintained, the settling velocity increases at an increasing rate as the temperature increases gradually. Consequently, the properties of the viscous medium change significantly as the temperature increases. The increase in the liquidity and the reduction in the viscosity lead to an increase in the settling velocity. This is caused by a reduction in the resistance force during the settling process. During the WVPB process, according to experimental process and experience, the settling velocity of 0�C5 mm/h is chosen as permitted settling velocity considered the effect of settling velocity on thermal conductivity of viscous medium. This signifies that the particles are allowed to travel only 5 mm in one hour. As the temperature increases, the permitted size of the aluminum particles decreases. At 50 ��C, the permitted aluminum particle sizes are 0.5, 1, 3, 5 and 8 mm,respectively. However, when the temperature reaches 200 and 250 ��C, only particles with sizes of 0.5 and 1 mm are permitted.
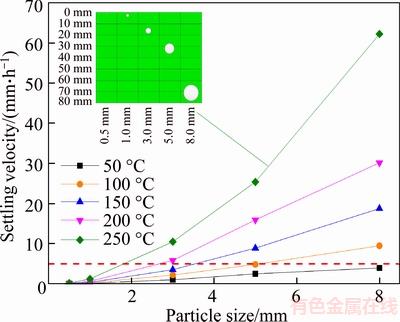
Figure 3 Settling velocity of aluminum particles of various sizes within a viscous medium at various temperatures
Figure 4 shows the thermal conductivity of each viscous medium with aluminum filler particles of various sizes at various mass fractions, based on the experimental results. The thermal conductivity slightly increases with the increase of particle size under the same filling mass fraction. Such as when mass fraction is 40%, the thermal conductivities with particles of 0.5, 1, 3, 5 and 8 mm are 0.682, 0.707, 0.734, 0.771 and 0.781 W/(m��K), respectively. Large particles are more effective with regard to enhancing the thermal conductivity of the viscous medium. This is because there are fewer ��matrix�Cfiller�� interfaces when filling large particles at the same mass fraction. The smaller area of the ��matrix�Cfiller�� interface, with high heat resistance, can reduce heat loss and lead to excellent heat transmission. Meanwhile, the thermal conductivity increases with the increase of filling mass fraction with the same particles size. When particles size is 3 mm, the thermal conductivities with mass fractions of 0%, 10%, 20%, 30%, 40% and 50% are 0.151, 0.226, 265, 0.311, 0.734 and 0.922 W/(m��K), respectively. Compared with no filling particles with thermal conductivity of 0.151 W/(m��K), when the mass fraction increases from 0% to 30%, the thermal conductivity gently increases by one time; when that increases from 30% to 40%, the thermal conductivity sharply increases by closely four times. At low mass fraction, the filler particles are in an isolated state; however, as the mass fraction increases, the distance between the filler particles decreases. This can form thermally conductive pathways and lead to substantial increases in the thermal conductivity.
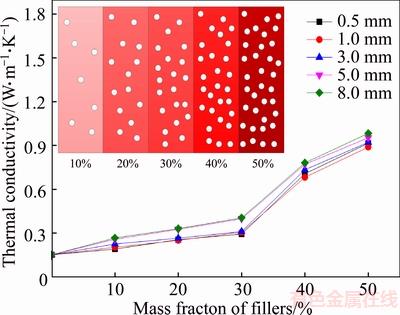
Figure 4 Thermal conductivity of each viscous medium with aluminum filler particles of various sizes at various mass fractions
According to Figures 3 and 4, considering the characteristics of the viscous medium during warm pressure forming, the bulk modulus of each viscous medium, without filler particles, and with filler particle size of 0.5, 1 and 3 mm, at mass fractions of 30% and 40%, was measured. The results obtained at various temperatures are shown in Figure 5. As the temperature increases, the bulk modulus of the viscous medium decreases. As the size and mass fraction of the aluminum particles increase, the bulk modulus of the viscous medium increases. These results demonstrate that the incorporation of aluminum filler particles can improve the bulk modulus and anti-compressibility of a viscous medium during WVPF.
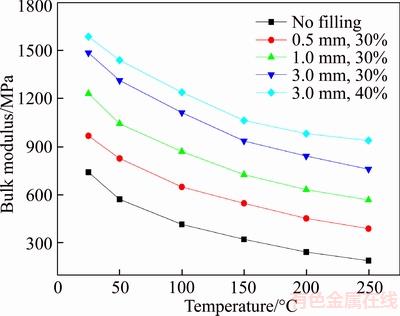
Figure 5 Bulk modulus of each viscous medium with aluminum filler particles of various sizes and mass fractions under various temperature conditions
4 Influence of aluminum particles on WVPB
4.1 Experimental scheme
The settling velocity of the aluminum particles in the viscous medium (shown in Figure 3), and the influence of the filler mass fraction on the thermal conductivity (shown in Figure 4) and bulk modulus (shown in Figure 5) of the viscous medium are considered during the WVPB experiment. Viscous medium with 3 mm sized aluminum particles at mass fractions of 0%, 40% and 50% were selected for the PEI sheet subjected to WVPB. In the case of the AZ31B sheet, the viscous medium contained aluminum filler particles with size of 1 mm and the filler mass fractions were 0% and 40%.
The principle of WVPB is shown in Figure 6. The experimental equipment consists of a mold, heating equipment, and temperature controlling equipment. Standard steel grade 1045 was used to produce the mold, which has a thermal conductivity of approximately 44�C52 W/(m��K) at temperatures of 0�C200 ��C. The inner diameter, external diameter, and fillet radius of the mold are 60, 120 and 8 mm, respectively. Prior to the WVPB experiment, the mold, viscous medium, and sheet were heated to the setting temperature using a heater, which was then maintained for a period of time to ensure uniform temperature distribution, and the time can be reduced by half compared to heating without filling particles. The temperatures used for the WVPB of the PEI and AZ31B were 150 and 200 ��C, respectively.
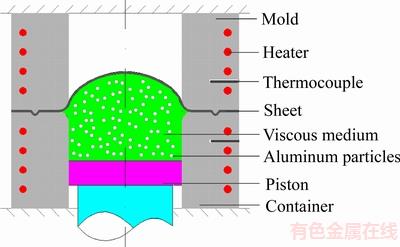
Figure 6 Principle of WVPB
4.2 Experimental results and discussion
With regard to each viscous medium with aluminum fillers at various mass fractions, the period of time necessary to achieve a uniform temperature distribution at 150 ��C is shown in Figure 7. With no filler, a period of 35 min is required to ensure a uniform temperature distribution. As the thermal conductivity of the viscous medium significantly increases, the period of time required to achieve uniform temperature distribution obviously decreases. When the filler mass fractions are 40% and 50%, periods of 15 and 13 min are required to achieve uniform temperature distributions respectively. Compared with the results achieved for the viscous medium with no fillers, the heating time reduced by more than 50% when the filler mass fraction was 40%.
To determine the influence of the aluminum filler particles on the forming quality of the sheet, a portable coordinate measurement machine was used to scan the surface of the bulging specimens. A digital model of the bulging specimen was also obtained using corresponding 3D software. Figure 8 shows the bulging specimens and profiles of the PEI sheet tested at 150 ��C using a viscous medium with aluminum filler particles. Compared with the specimens with no fillers, when 3 mm sized fillers at a mass fraction of 40% were used, the profiles of the central sections of the bulging specimens remained almost unchanged. The maximum gap between the central section profiles was only 0.43 mm; no scratches were formed on the surface of the bulging specimen when the aluminum filler particles were used. This indicates that the behavior of the viscous medium did not change significantly at this time. However, when the filler mass fraction was 50%, the bulging specimen fractured at a height of 25 mm. This is because the properties of the viscous medium change when the filler mass fraction is high. The large filler particles promote the generation of a stress concentration at the surface of the bulging specimen, which causes fracture of the bulging specimen.

Figure 7 Time required for viscous medium to achieve a uniform temperature distribution
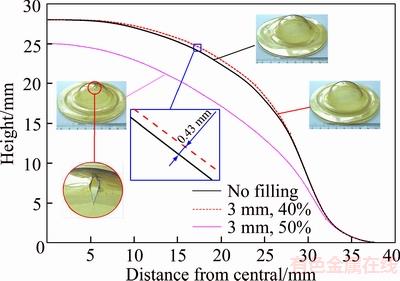
Figure 8 Bulging specimens and profiles of PEI sheet using a viscous medium with aluminum filler particles
Figure 9 shows the bulging specimens and profiles of the AZ31B sheet tested using viscous medium with and without aluminum filler particles; the forming temperature was 200 ��C, and the height of the bulging specimen was 20.4 mm. The viscous medium with the aluminum filler particle mass fraction of 40% had a small influence on the forming quality of the AZ31B sheet. The maximum gap between the central section profiles was only 0.23 mm; however, the heating time was greatly reduced.
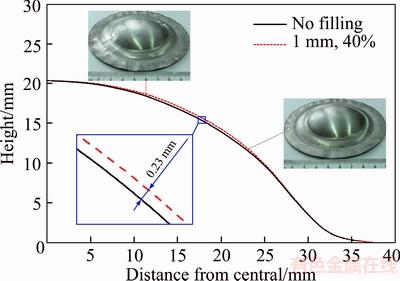
Figure 9 Bulging specimens and profiles of AZ31B sheet using viscous medium with and without aluminum filler particles
Figures 10 and 11 show the influence of the viscous medium with aluminum filler particles on the wall thickness and roughness of the PEI and AZ31B sheet bulging specimens. When the viscous medium with no filler is used, in the case of the PEI sheet bulging specimen at a height of 28 mm and temperature of 150 ��C, the maximum wall thickness reduction rate is 71.6%. When aluminum filler particles of 3 mm are incorporated into the viscous medium at a mass fraction of 40%, the respective rate decreases to 69.3%. At 200 ��C, in the case of the AZ31B sheet bulging specimen with a height of 20.4 mm, the maximum wall thickness reduction rate is 19.5% when the viscous medium with no filler is used. However, the respective rate decreases to 19.2% when aluminum filler particles of 1 mm are incorporated into the viscous medium at a mass fraction of 40%. With regard to the wall thickness reduction rate of the specimen, the viscous medium, with and without aluminum particles, has little effect on the forming performance.
As shown in Figures 10 and 11, the surface roughness values of the PEI and AZ31B sheet bulging specimens are 0.053�C0.155 ��m and 1.246�C4.702 ��m, respectively. The surface roughness decreases as the level of deformation increases. This is due to the expansion of the sheet under conditions of biaxial tensile stress, the surface area increases continually while the wall thickness decreases, and therefore, the specimen surface becomes increasingly smooth (prior to the tensile instability).
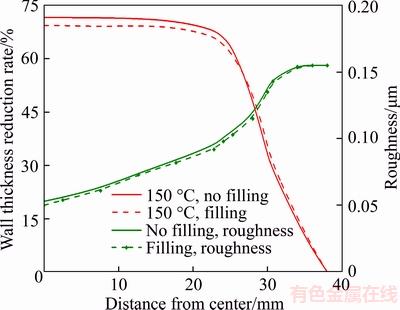
Figure 10 Influence of viscous medium with aluminum filler particles on wall thickness and roughness of PEI sheet bulging specimen
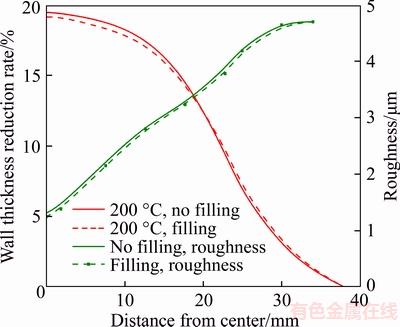
Figure 11 Influence of viscous medium with aluminum filler particles on wall thickness and roughness of AZ31B sheet bulging specimen
In summary, during the process of warm viscous pressure forming, the appropriate parameters associated with the aluminum filler particles have little impact on the performance of the viscous medium and the quality of the formed specimens; however, they can significantly shorten the time required to heat the viscous medium, improving the production efficiency.
5 Conclusions
1) The settling velocity of the aluminum particles in the viscous medium is related to the particle size and forming temperature. When the particle size is larger than 3 mm and as the temperature increases, the settling velocity of the particles increases greatly.
2) Aluminum filler particles can improve the thermal conductivity and bulk modulus of the viscous medium. With the increase of particles size, the increase trend of thermal conductivity is slight, but the increase trend of bulk modulus is obvious. When the mass fraction is more than 30%, the thermal conductivity of the viscous medium increases substantially.
3) When the filling aluminum particles mass fraction is 40%, compared with no filler viscous medium, the effect of aluminum particles on specimens of PEI and AZ31B is less during the WVPF. When the filling aluminum particles mass fraction is 50%, filler causes specimens of PEI fracture early.
4) Considering the settling velocity of aluminum particles, the thermal conductivity and bulk modulus of viscous medium, as well as the influence of the filler on the specimens, the best filling parameters should be with size of less than 3 mm and filler mass fraction of 40%.
References
[1] WANG Zhong-jin, LIU Jian-guang, LI Yi. Fracture prediction in non-isothermal viscous pressure bulging of aluminum alloy sheet using ductile fracture criterion [J]. Journal of Central South University, 2010, 17(3): 449�C453.
[2] GAO Tie-jun, LIU Qing, ZHANG Wen-zhuo. Research on the viscous warm pressure bulging process of AZ31B magnesium alloy with different ellipticity dies [J]. Transactions of Nonferrous Metals Society of China, 2017, 27(1): 157�C162.
[3] GAO Tie-jun, LIU Qing, LV Yang-jie. Investigation on feasibility and process of PEI sheet by viscous warm pressure forming [J]. International Journal of Advanced Manufacturing Technology, 2017, 91(6): 2143�C2149.
[4] GAO Tie-jun, ZHANG Wen-zhuo, XU Meng-long, WANG Zhong-jin. Finite element analysis and experiment on viscous warm pressure bulging of AZ31B magnesium alloy [J]. Journal of Wuhan University of Technology: Mater, 2017, 32(3): 640�C644.
[5] LIU Jian-guang, PENG Qiu-cai, LIU Yan, WANG Zhong-jin. Viscous pressure bulging of aluminium alloy sheet at warm temperatures [J]. Journal of Mechanical Science and Technology, 2007, 21(10): 1505�C1511.
[6] WANG Jin-huo, LONG A C, CLIFFORD M J. Experimental measurement and predictive modelling of bending behaviour for viscous unidirectional composite materials [J]. International Journal of Material Forming, 2010, 3(2): 1253�C1266.
[7] LI Sheng-fang. Properties and application of thermal-conductive silicone rubber [J]. New Chemical Materials, 2002, 30(12): 11�C13. (in chinese)
[8] FANG Ruan-rong, WANG Jing-he. Advances in thermally conductive silicone rubber [J]. Silicone Material, 2008, 22(2): 100�C104. (in Chinese)
[9] LAMVIK M, ZHOU J. Determination of thermal conductivity for particulate material [J]. Journal of Central South University, 1998, 5(2): 117�C119.
[10] MU Qiu-hong, FENG Sheng-yu, DIAO Guang-zhao. Thermal conductivity of silicone rubber filled with ZnO [J]. Polymer Composites, 2007, 28(2): 125�C130.
[11] GAO B Z, XU J Z, PENG J J. Experimental and theoretical studies of effective thermal conductivity of composites made of silicone rubber and Al2O3 particles [J]. Thermochimica Acta, 2015, 614: 1�C8.
[12] WANG Li, LI Fu-ping, SU Zheng-tao. Effective thermal conductivity behavior of filled vulcanized perfluoromethyl vinyl ether rubber [J]. Journal of Applied Polymer Science, 2008, 108(5): 2968�C2974.
[13] ZHOU Wen-ying, QI Shu-hua, ZHAO Hong-zhen. Thermally conductive silicone rubber reinforced with boron nitride particle [J]. Polymer Composites, 2007, 28(1): 23�C28.
[14] ZHOU Wen-ying, QI Shu-hua, TU Chun-chao. Thermal properties of heat conductive silicone rubber filled with hybrid fillers [J]. Journal of Composite Materials, 2008, 42(8): 173�C187.
[15] ANTONISWAMY A R, CARPENTERA J, CARTER J T. Forming-limit diagrams for magnesium AZ31B and ZEK100 alloy sheets at elevated temperatures [J]. Journal of Materials Engineering and Performance, 2013, 22(11): 3389�C3397.
[16] SHEN M L, WANG X J, YING T. Microstructure and tensile properties of AZ31B alloy and AZ31B-SiCp deformed through a multi-step process [J]. Journal of Materials Engineering and Performance, 2016, 25(10): 4608�C4616.
[17] MILES M P, FULLWOOD D, ADAMS B L. Room temperature ductility and microstructure of magnesium AZ31B sheet [J]. Journal of Materials Engineering and Performance, 2011, 20(8): 1357�C1363.
[18] RODRIGUEZ A K, KRIIDLI G, AYOUB G. Effects of the strain rate and temperature on the microstructural evolution of twin-rolled cast wrought AZ31B alloys sheets [J]. Journal of Materials Engineering and Performance, 2013, 22(10): 3115�C3125.
[19] GHAFFARI T D, WORSWICK M J. Elevated temperature constitutive behavior and simulation of warm forming of AZ31B [J]. Journal of Materials Processing Technology, 2015, 221: 40�C55.
[20] BOEHMAN A L, DAVID M A, SZYBIST J. The impact of the bulk modulus of diesel fuels on fuel injection timing [J]. Energy & Fuels, 2004, 18(6): 1877�C1882.
(Edited by FANG Jing-hua)
���ĵ���
�������������Խ������ܼ��������ε�Ӱ��
ժҪ��Ϊ�������Խ��ʵĵ������Լ���Խ������ȳ���Ч�ʣ�����˽���������䵽��Խ����еķ�����ͨ������������Խ����еij���ʵ�顢�ȵ���ʵ���ѹ��ʵ�飬ȷ�������������������������������Խ������ܵ�Ӱ�졣ͨ���������ǰ���PEI����ĺ�AZ31Bþ�Ͻ�����Խ�����������ʵ�飬ȷ��������������������������������������ʱ�䡢�����Լ����������Լ��ں�ֲ��ͱ���ֲڶȵ�Ӱ�졣�о������������һ���¶������£�ѡ����ʵ����������������������������Ϊ��Խ��ʵ���������Խ����ȵ��ʵ�����Լ�����Ч�ʵĸ��ƽ�Ϊ���ԣ�������Խ����������ܵ�Ӱ���С�����о�����Ϊ�����Խ������ȳ���Ч���ṩ�ο���
�ؼ��ʣ���Խ������ȳ��Σ����������ȵ��ʣ�����Ч��
Foundation item: Project(51575364) supported by the National Natural Science Foundation of China; Project(2014ZE54024) supported by the Aviation Science Foundation of China; Project(LJQ2015083) supported by the Liaoning Excellent Talents in University, China
Received date: 2017-06-14; Accepted date: 2017-11-13
Corresponding author: GAO Tie-jun, PhD, Professor; Tel: +86�C13504999851; E-mail: tiejun_gao@163.com; ORCID: 0000-0002-3232- 7134

