���±�ţ�1004-0609(2012)06-1738-09
��Zn��-6016���Ͻ����ֽ����ļ�����ǥ������ֵģ��
�ܵ��䣬�� ƽ���� ������ �٣��¸���
(���ϴ�ѧ ���������Ƚ������������ص�ʵ���ң���ɳ 410082)
ժ Ҫ����ǥ�������ƻ���ٸ�/�����ֽ������⺸�ӹ�����FeAl���Խ����仯�����������Ч���շ��������ù��˼��������������κ�ǥ�ϣ���1.2 mm��DC56D+ZF��п�ֺ�6016���Ͻ�ƽ���Լ����м����Ӻ����飬����MATLAB��������Ժ��ӹ��̵�ʵ���������һ���Ļ��������½�����̬�¸�/�����ֽ������⺸���۳���״����ѧģ�ͣ�������̬��״���Ʒ�����ֵ�����õ��۳ؼ�����״�ֲ�������������������ӹ��ղ����������Ѻ��ӳ��Σ�������ʽ����������ɨ��羵��X���������ǵ��ֶ��о����ӽ�ͷ������Ľ�����֯����ҪԪ�طֲ���������ɡ�������������Ӽ������������ڸְ��ϵ�����ԽӺ���ʱ�����ӹ��ʺͺ����ٶȶ��۳ؼ�����״��Ӱ��ϴ����ż���ʵ������������ӣ������ź����ٶȵ����ӣ�����ȴ��dz�������ӹ���Ϊ1 600~1 800 W�������ٶ�v=30 mm/s���뽹��D=0 mmʱ��������������ã����������ơ�����ȱ�ݣ����ӽ�ͷ�������һ��̨��״�ṹ����ƽ̨����/�����ӽ����������ԵĽ��ޣ�����������Һ̬�����ڸ�ĸ�ı����ϵ���ʪ��������չ�����ã��°�����/���ۺϽϺã�Fe��AlԪ�صĻ�������Ƚϴ�δ�γ����Ե�FeAl���Խ����仯���Fe��Al������ɢ�Ǹ���������ϵ���Ҫԭ��
�ؼ��ʣ�������ǥ�������ֽ�������ֵ���㣻�����仯����
��ͼ����ţ�TG113.26+3 ���� ���ױ�־�룺A
Laser welding-brazing and numerical simulation of zinc-coated steel and 6016 aluminum alloy
ZHOU Dian-wu, WU Ping, PENG Li, ZHANG Yi, CHEN Gen-yu
(State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body, Hunan University, Changsha 410082, China)
Abstract: The laser welding-brazing is an effective process to inhibit or reduce FeAl brittle intermetallic compound produced during laser welding-brazing of steel and aluminum alloy. The laser lap welding test was carried out based on the DC56D+ZF galvanized steel with thickness of 1.2 mm and the 6016 aluminum alloy with the fiber laser. The Matlab software was used, according to the actual situation of welding process, the steel and aluminum dissimilar metal laser welding pool shapes of the mathematical model in the flight quasi-steady state was established under a certain basic assumption. Based on the quasi-steady numerical equations, the shape of molten pool geometry distribution was obtained. The welding process parameters were adjusted through the experiments to get the best welding forming. By optical microscopy, scanning electron microscopy and X-ray diffractometry, the microstructure, element distribution and phase composition of the steel/aluminum interface were studied. The results show that when the welding beam irradiates at the aluminum-seam interface, the welding power and welding speed have great influence on pool geometry. With the laser power increasing, the penetration increases; while with the welding speed increasing, the penetration depth becomes shallow. When the welding power is 1 600-1 800 W, the welding speed v is 30 mm/s and the defocus distance D is 0 mm, the best forming of welding is obtained, no cracks, holes and other defects are seen, and there is a bench-shape structure in the welding joint area. In the platform area, there is obvious boundary between the steel and aluminum. The interface bonding relies on the liquid aluminum on the wetting, filling and spreading of steel surface. In the concave region, the steel/aluminum fusion is better. The width is large for Fe and Al elements mixing zone, and FeAl brittle intermetallic compounds do not form, the thermal diffusion bonding between Fe and Al is the main reason for the region.
Key words: laser welding-brazing; dissimilar metal; numerical simulation; intermetallic compound
���������������ȼ�;����ԡ����ܼ��ŵ���Ч�ֶΡ����������������������������ص���Ҫ;��������ڵ�һ���ϳ������ԣ�����ϳ������Գ�ַ��Ӳ�ͬ���ϵ����ܡ��ɱ����ƣ��Ӷ������ܺͳɱ�Լ���£��Ϻ�ʵ��������Ч����ͨ��������������ϽṹҪ�����ֲ�ͬ���͵IJ��Ͻ�������(���-��������-������-þ��)���Ը�/�����ֽ����������Ӷ��ԣ�����֮��Ĺ��ܶȺܵͣ�����ṹ����������ѧ���ܲ������ԣ�����Ӧ����FeAl���Խ����仯����[1-2]�����ڴ�ͳ�ۺ�������������Դ����ȷ���ƣ������⺸�������У�Ӧ��Ӧ��С����˼��⺸�Ǹ�/�������뺸�ӷ���[3-8]��FeAl���Խ����仯����Ҳ��ΪӰ�켤�⺸�ӽ�ͷ���ܵ���Ҫ���ء�
���ƻ����FeAl���Խ����仯�����������Ч�ķ�����ͨ��������ǥ�����գ�ʹ���ۻ�������ĸ�IJ��ۻ��������ۻ�������Һ̬���ڸ�ĸ�������õ���չ�Ժ�Һ̬����̬�ְ���Ӵ����۳�������������ɢ���ã�ʵ���۳�����ʱ�γ����õĺ��ӽ�ͷ���������ֽ������ϼ�����ǥ����ʵ���о���������ܶ�ѧ�߿�չ���о�������DHARMENDRA��[9]��DP600��п�ֺ�AA6016���Ͻ�Ϊʵ����ϣ�ʹ��Nd:YAG������������ʱ�ں��촦���뺬85%Zn��15%Al(��������)�ĺ���ǥ�ϣ����������ǥ���ĺ��ӽ�ͷ��ͨ���о�ǥ�ϵ���ʪ�Ƕȡ�������ò�������仯�����Ӱ��ͽ�ͷ��ѧ���ܣ��ó����������ѧ���ܽ�ͷ��Ҫ��ĺ���ǥ�������ٶȺ����˵Ľ����仯�����ĺ�ȡ������ַ�����Ҫ����ǥ�ϣ������豸���ӣ�ͬʱǥ�ϵļ���Խ�ͷǿ��Ӱ��ϴ������[10]������ֱ�������ڵ��۵�Ľ���ĸ�ģ������ۻ�ͨ�����ۻ���ʵ�֣����۵��ĸ��ά�ֹ�̬������3 mm��6016���Ͻ��TC4�ѺϽ����ǥ���о���KREIMEYER��[11]�����������ڸ��۵���ѺϽ��ϣ�ͨ���ȴ����ۻ����Ͻ𣬶��ѺϽ𱣳ֹ�̬����δ���뺸��ǥ�ϵ������£�ʵ����0.8 mm��Ti6Al4V��1.0 mm��AlMg0.4Si1.2�Լ�0.8 mm��Ti6Al4V��1.15 mm��AA6016����ǥ�����ӡ�MATHIEU��[12]��AA-6016���Ͻ�͵�̼��Ϊʵ����ϣ���Nd:YAG��������ͨ��������˿(88%Al��12%Si(��������))������SiԪ�صļ���������ʪ�����Һ�ڸֲı��淢��ëϸ������������չ�����ã�������ǿ��Fe��Al֮������������������ʵĸ�/�����ӽ�ͷ��
�������������������ö�п����6016���Ͻ�Ϊ�о������ڲ������κ�ǥ�ϵ������£����м����Ӻ����飬����MATLAB��������Ժ��ӹ��̵�ʵ���������һ���Ļ��������½�����̬�µĸ�/�����ֽ������⺸���۳���״����ѧģ�ͣ�������̬��״���Ʒ�����ֵ�����õ��۳ؼ�����״�ֲ�������������������ӹ��ղ����������Ѻ��ӳ��Σ�������ʽ����������ɨ��羵��X���������ǵ��ֶ��о����ӽ�ͷ������Ľ�����֯����ҪԪ�طֲ���������ɡ��о��������Ϊ���⺸�Ӷ���ϳ����ṹ�ṩ��Ҫ������ָ���ͼ���֧�֡�
1 ʵ��
1.1 ʵ���豸�����
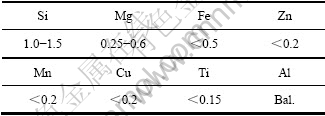
ʵ�����YLR-4000����˼�������������������ӹ��豸������������������Ϊ4 000 W����������ļ���ģʽΪTEM00������Ϊ1 070 nm������PRICIETER�ĺ��ӽ�ͷ��ֱ���Ϊ150 nm������30 ��m�Ĺ�ǥо�����۽����ֱ��Ϊ0.4 mm��ʵ�����Ϊ1.2 mm��DC56D+ZF��п�ֺ�6016���Ͻ�İ�ģ�����Ҫ��ѧ�ɷֱַ����1��2���С�
��1 DC56D+ZF��п�ֵĻ�ѧ�ɷ�
Table 1 Chemical composition of zinc-coated steel sheet (mass fraction, %)

��2 6016���Ͻ�Ļ�ѧ�ɷ�
Table 2 Chemical composition of 6016 aluminum alloy (mass fraction, %)
1.2 ʵ�鷽��
����Zn�ְ���6016���Ͻ���Ϻ��üон����м����Ӻ����飬����ʱ������װ�з�ʽ����ͼ1����һ��ֱ�ӽ��������ڸְ�֮�ϣ����Ӽ�����ƫת15�������������ϣ��ڶ��齫����ߴ�ֱ�Ϊ35 mm��80 mm��35 mm��20 mm������ԽӺ����ڸְ��ϣ����Ӽ����������ڶԽӷ��ϡ������Ͻ����ڼ��⺸��ʱ�����ǿ�������γɺ��졣ͬʱ��Ľϱ�������V�Ͳۡ�����ƴ���൱����������Ԥ�ȿ�����϶�������ں����γɡ���ʵ��ѡȡ�ڶ���װ�з�ʽ������ʱ����Ar�Ժ����۳ؽ���ͬ�ᱣ����Ϊ��ߺ�����������ǰ������и��35 mm��100 mm����������240��ɰֽ��ĥ��ȥ���������㣬ͬʱ���ӱ���ֲڶȣ������Ӽ������������ʡ�����ñ�ͪ��ϴ��ȥ���ۣ����ɴ�����
�����������������۲��/������ı�����ò����������ij�������������������и�ȡ������ĥ��������4%(��������)��HNO3��Һ��ʴ���Ʊ������Լ���������ʽ��������������/������Ľ�����֯���õ�ֱ���Ϊ1.0 nm��JSM-6400F�䳡����߷ֱ�ɨ��羵���㺸���������ò���Դ�����EDS������������ҪԪ�صijɷֲַ�������Fe��AlԪ�ػ�����Ŀ��ȣ���Bruker D8-Advance 40 kV 40 mA Cu K�� X���������Ƿ��������������Ҫ������ɡ�
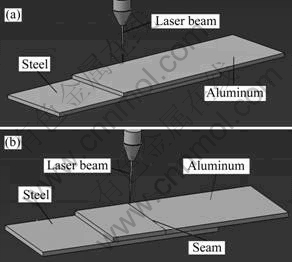
ͼ1 ��/��������ǥ��װ�з�ʽ
Fig. 1 Clamping means for laser welding-brazing of steel and aluminum: (a) Aluminum and steel direct lap welding; (b) Upper aluminum stitching
2 �������輰��ѧģ��
2.1 ��ֵ����Ļ�������
Ϊ������/�����ֽ������⺸���۳���״����ѧģ�ͣ��������µĻ������裺
1) ���ӹ�������Ϊ���ȡ�����ͬ�ԣ��Ҳ��ϵ����������ܲ���(����ȡ��ܶȡ��ȴ���ϵ���Լ�����ɢϵ����)�������¶ȷ����仯�������dz�����
2) ��������֮��û�������Ĵ��ݺ�������ת�ƣ����������۳���ȷ�����ȴ���������������
3) �����ǹ�������Ķ�����ʧ��
4) �ٶ������Լ��ij�ʼ�¶�����Χ�����¶���ͬ��
5) �����ȶ�״̬����������ϵȡ�ڼ�����������ϣ����ٶ�v��x�᷽���ƶ�����ͼ2��ʾ�����������ƶ�����ϵ�ڣ�ֻҪ���⺸�ӹ��̳�����һ��ʱ�䣬��������Χ�Ŀռ��¶ȳ������������ȶ��IJ���״̬��
2.2 �۳���״�Ŀ��Ʒ���
���Ƹ�˹�ֲ��ļ��������z�᷽��ֱ���������ϣ����Ժ㶨���ٶ�v(mm/s)��x���������˶����ƶ�����ϵ(x, y, z)��ԭ��Ϊ������������ĵ㣬��ͼ2��ʾ������������ǰ���£����ڸ�/�����⺸���۳أ���/Һ�ֽ��桢��/Һ�ֽ������̬����ƽ�ⷽ�̷ֱ��ʾΪ[13]
 (1)
(1)
 (2)
(2)
ʽ�У�qlaserΪ���������ܶȣ�x��y��zΪ������������ꣻkl��ks�ֱ�Ϊ����Һ�������ȴ���ϵ�����������ȴ���ϵ����Lb��Lm�ֱ�Ϊ���ϵ�����DZ�Ⱥ��ۻ�DZ�ȣ�sl��ss �ֱ��ʾ���ϵ���/Һ����� ��/Һ���棻Ts��Tl�ֱ�Ϊ���Ϲ��������¶Ⱥ�Һ�������¶ȣ���Ϊ�����ܶȡ�
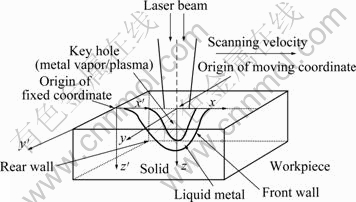
ͼ2 ��/�����⺸���۳ؼ�����״����ģ��
Fig. 2 Calculation model for laser welding pool shape of steel and aluminum
�������Ƶ��������/Һ�ཻ�������ѧ����ʽΪ

 (3)
(3)
ͬ�����ó���/Һ�ཻ�������ѧ����ʽΪ

 (4)
(4)
ʽ�У�AΪ���϶Լ��������������ʣ�PΪ����ʣ�cpΪ���϶�ѹ�����ݣ�TmΪ�����۵㣻TbΪ���Ϸе㣻T0Ϊ��ʼ�¶ȣ�R0Ϊ�����߰뾶��KlΪ��/Һ������
��Ӱ�����ӵ�����ϵ���� ��KsΪ��/Һ��������Ӱ�����ӵ�����ϵ����
��KsΪ��/Һ��������Ӱ�����ӵ�����ϵ����
 ��xml��xms�ֱ�Ϊ��/Һ����
��xml��xms�ֱ�Ϊ��/Һ����
��/Һ����ĵײ���x�����ϵ�λ������ ��
�� ��Ll��LsΪ��/Һ�ֽ����Һ�ֽ����
��Ll��LsΪ��/Һ�ֽ����Һ�ֽ����
��ʼ���ȱ����� ��
��
 ��
�� ��
�� �ֱ�Ϊ����
�ֱ�Ϊ����
�������ĵ��۳�ǰ�ص���/Һ�����/Һ����֮��ľ��룬 ��
�� ��
�� ��
�� �ֱ�Ϊ����������ĵ��۳غ��ص���/Һ�����/Һ����֮��ľ��룬
�ֱ�Ϊ����������ĵ��۳غ��ص���/Һ�����/Һ����֮��ľ��룬 ��
�� ��
��
2.3 �������
��/�����ֽ������⺸�ӣ�����ʱ�ϲ�������ȡ1.2 mm���²�ְ���Ϊ���������ٶ����Ӽ����������������ϣ���/������ĸ�ĵ������Բ������3 ���С�
3 ���������
3.1 ���������
FeAl���Խ����仯������Ӱ���/�����⺸�ӽ�ͷ���ܵ���Ҫ���أ�Ϊ���⼤�⺸�����γɽ϶��FeAl���Խ����仯�������ʱ�ۻ��۵�͵����壬���ְ岻�ۻ��������ۻ���ʹ��Һ�ڸְ�����ʪ����չ�����˺��ӹ����У�����������������Ҫ��ȷ�ؿ��ơ�ʵ�鷢�֣������Ӽ���ʵ���1 600 Wʱ�����������벻�㣬���岻���ۻ������γ�һ��ϸ�ߣ�δ�γ��۳أ���ʵ�ֺ��ӣ������Ӽ���ʸ���1 800 Wʱ��������������ߣ�����ְ嶼�ۻ�������������νϲ���ڴ�����ɫ�����ʡ����ƺ�����ȱ�ݣ���ͼ3(a)��ʾ�����챳������������ò��̫ƽ������ͼ3(b)��ʾ���������������淢�֣�����ᴩ�����ģ�����һ�ຸ�췢�����ݣ��ϱ�����ڰ��ӣ��±�����������������νϲ��ͼ3(c)��ʾ��
ͼ4��ʾΪ���ӹ�����1 600~1 800 W֮��ʱ�������桢���漰��������ò�����ֺ���������̬���ã�δ������ɫ���ʣ������Կɼ������ơ����ס�δ�ںϵ�ȱ�ݣ�������òƽ�����������δ������̬�仯���ְ�δ�������������÷���������ɫ�ı䡣����淢�֣��ϲ������ۻ��γ��۳أ��۳ر�������ݺ�¡�����أ��۳صײ����²�ĸְ����ýӺϡ�
��3 �ֺ��������������ܲ���[14-16]
Table 3 Thermophysical properties parameters of steel and aluminum[14-16]

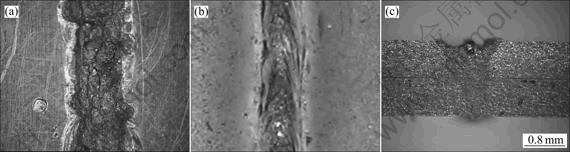
ͼ3 ������P��1 800 Wʱ��/�ּ��⺸�Ӻ�����ò
Fig. 3 Macro-morphologies of steel and aluminum at laser powder over 1 800 W: (a) Surface of weld; (b) Back of weld; (c) Cross section of weld

ͼ4 ������PΪ1 600~1 800 Wʱ��/�ּ��⺸�Ӻ�����ò
Fig. 4 Macro-morphologies of steel and aluminum at laser powder of 1 600-1 800 W: (a) Surface of weld; (b) Back of weld; (c) Cross section of weld
3.2 �����۳���״
�����۳���״�DZ�֤���������Ĺؼ������ӹ��ղ�����ѡȡֱ��Ӱ���۳صļ�����״������Ӱ�캸����������ˣ�ȷ��ȡ�۳ؼ�����״�ͺ��ӹ��ղ����Ĺ�ϵ���ڿ��ƺ��Ƽ��⺸������������Ҫ������MATLAB��������ǿ�����ֵ���㡢���������ͼ�δ����ȹ��ܣ��ܷ���ش��������ַ�����⡢��ֵ����ϡ�ͳ�Ƽ��Ż��ȶ������⣬����⼤����ǥ�������۳���ѧģ�͵�����ƽ̨��Ϊ�˱��о�ͨ��������2.2����������̬���۳���״��ѧģ�ͣ��Բ�ͬ���ղ����¸�/������������۳ؼ�����״���м��㡣
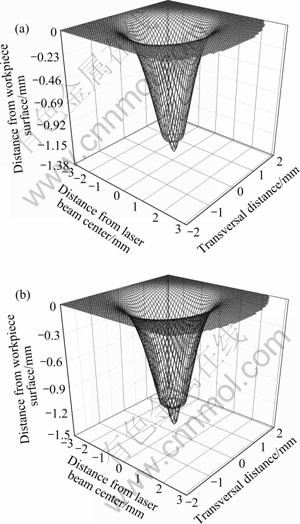
ͼ5��ʾΪ���ֺ����ٶ�v=30 mm/s���䣬���ӹ�����1 000��1 200��1 400��1 600��1 800��2 000�� 2 200��2 400��2 600 Wʱ���⺸���۳صļ�����״���������֣������ӹ��ʴ��ڻ����1 400 W����ʱ�����Ӽ��������ϲ����壬Ҳ�ۻ���һ�����²�ְ壬��/�����洦�۳ؼ�����״����һ���̶ȵ�ͻ�䣬���ӽ�ͷ�������һ��̨��״�ṹ��ͼ6��ʾΪ���ֺ��ӹ���1 800 W���䣬�����ٶ���10��15��20��25��30��35��40��45��50 mm/sʱ�����۳صļ�����״���������֣������ӹ��ٶ�С�ڻ����40 mm/sʱ�����ӽ�ͷ�������һ��̨��״�ṹ��
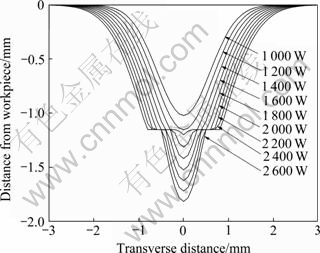
ͼ5 ��ͬ���ӹ����µĺ����۳���״�ֲ�
Fig. 5 Distribution of welding pool shape under different welding powers
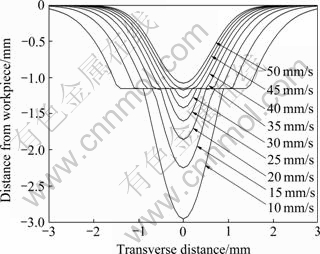
ͼ6 ��ͬ�����ٶ��µ��۳���״�ֲ�
Fig. 6 Distribution of welding pool shape under different welding speeds
ͨ����/�����⺸�������ĺû��ܶ�����ص�Ӱ�죬���У����ӹ��ղ�����Ӱ��ռ������λ����Ҫ��������ʡ������ٶȼ��뽹���ȡ������ֱ�Ӿ�������ܶȵĴ�С�������ʹ�С����������������١��ۻ����������º�����䲻�㣻���ʹ����ֻ�������������γɵ����������β��϶Լ�������ջ���ʹ�����������ɽ������⺸���ٶ�Ӱ�캸���۳ش��ڵ�ʱ�䣬����������ʱ��ij��̣�����Ӱ���ڲ��������������������ٶȹ��죬�۳��ڲ��ϼ�����ȴ���ò���ϸ���ľ�����ijЩ����������������ơ�������䲻�㡣��ͼ5��6��ʾ�����۳���ֵ����ļ�����״���������ӹ��ʺͺ����ٶȵĸı���۳ؼ�����״Ӱ��ϴ����ż���ʵ������������ӣ������ź����ٶȵ����ӣ�����ȴ��dz��
ͼ7��ʾΪ���ӹ���Ϊ1 600~1 800 W�������ٶ�v=30 mm/s���뽹��D=0 mmʱ���߷ֱ�ɨ��羵�۲����������ĺ�����ò(�ù��������º��ӽ�ͷ�����桢���漰����溸����������ã���ͼ4��ʾ)�����ֺ��ӽ�ͷ�������۳ص��²���Һ̬���ְ�ĽӺ����ᾧ���̺�Ҳ����һ��̨��״�ṹ����̨�ṹ��ƽ̨����/�����ֽ����������ԵĽ��ޣ������°�����/���ۺϽϺá�
��ͼ7��ʾ�ĺ�����ò����������һ��̨��״�Ľṹ��������Ϊ���������ֲ��ϵ����Բ�����ͬ���ں��Ӽ��������´��ڲ�ͬ���ۻ�״̬����һ������̨�ṹ���°�����/�����ֽ����ۺϵ���ȴ�ԼΪ0.35 mm��������Ӧ��ͼ8��ʾΪ��/�����ֽ���̨�ṹ���°������۳����0.40 mm������Ӧ�ļ��⺸�ӹ�������Ϊ�����ӹ���P=1 800 W�������ٶ�v=30 mm/s�����ǵ������۳ؽᾧ�����γɺ��ӽ�ͷ�Ĺ�����Ҫ����һ���̶���������ֵ�����۳ؼ�����״����һЩ���裬�����Ѻ��ӳ��εĹ������飬��ˣ������Ӽ������������ڸְ��ϵ�����ԽӺ���ʱ�������ӹ�����1 600~1 800 W֮�䡢�����ٶ�v=30 mm/s���뽹��D=0 mmʱ���Ƚ�����ʵ�ָ�/�����ֽ����ļ�����ǥ�����ӡ�
ͼ7 ���������ĺ�����ò
Fig. 7 Cross-section morphology of weld of sample
ͼ8 ��/Һ�ֽ������ά��״
Fig. 8 Welding pool shape of solid and liquid interface: (a) P=1 600 W; (b) P=1 800 W
3.3 ���ӽ�ͷ������֯
���ý�������������/��������洦�Ľ�������������ĸ���������ϴִ���ͼ9(a)��ʾ��̨�ṹ��ƽ̨���֡������ֽ�����������(��ͼ9(b)��ʾ)������Ϊ�����ļ�����ǥ��������ͼ9(c)��ʾΪ�����۳���ò���²�ְ�δ�ܽ�ʴ���á�ͼ9(d)��ʾΪ̨�ṹ���°�����(������ɢ��)�����Կ����۳ؽ��������ĸ��֮�����һ���ۺϡ�
3.4 ���ӽ�ͷ��������XRD����
ͼ10��ʾΪ���ӹ���Ϊ1 600~1 800 W�������ٶ�v=30 mm/s���뽹��D=0 mmʱ�����ӽ�ͷ�������EDSԪ�ص���Ժ�������λ�ü����Խ����ͼ10(a)�У�ɨ��λ���ں�����������Ǹֲģ��ұ������Ͻ𡣴�ͼ10(b)�ɿ�������ĸ������AlԪ�غ����Ƚϸߣ�FeԪ�غ����ϵ͡�̨�ṹ���°��������ֽ�������������ͻ�䣬FeԪ�غ����������ߣ�AlԪ�غ�����Ȼ���ͣ�Fe��Al���Ի�ϣ������ֺ�����ϵ�ڸ�ĸ�����������ȶ���
ͼ11��ʾΪ��������X��������Ľ�һ���������������̨�ṹ���°�������Ȼ���ڽ϶��Al��FeԪ�أ�����δ�������Ե�FeAl�����仯���
3.5 ����������
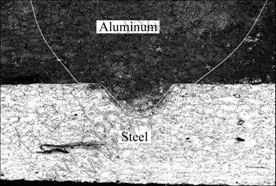
���и�/��������ǥ��ʱ��������������dz���Ҫ���������벻��ʱ�����۵��Al���ۻ�����������������ʱ��Al�ﵽ�۵������е㣬�γ��۳غͳף�ͬʱ�����������µ������塣�¶�Խ�ߣ������۳غͳ����Խ������й��µ��������Ӱ�죬������һ���ּ��������ɵ����²�ְ壬ʹ�ְ��¶ȴﵽ�۵㣬ʹ�ְ��ۻ������¸ְ��۳غ������۳�����һ�壬����Һ̬Fe��Һ̬Alֱ�ӽӴ���������/�������۳���Fe��Al��C��Mg��Ԫ�ػ���о�����ɢ������ɢ�������£�Fe��Al��ֻ�ϣ���������ѧ��Ӧ���γ�FeAl���Խ����仯���DHARMENDRA��[6]��DP600��п�ֺ�AA6016���Ͻ�Ϊʵ����ϣ�ʹ��Nd:YAG������������ʱ�ں��촦���뺬85%Zn��15%Al(��������)�ĺ���ǥ�ϣ���������溸����ò��ͼ12��ʾ�������γ�FeAl�����仯��������˺�ȵ�FeAl�����仯����������ȴ���ơ����㡱������Fe/Al�����ϣ���δ�Լ��⺸�ӽ�ͷ���ܲ���������Ӱ�졣
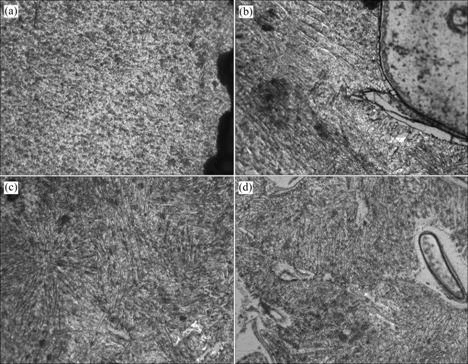
ͼ9 ��/�����ӽ�ͷ������֯
Fig. 9 Microstructures of steel and aluminum welded joint: (a) Base metal of aluminum side; (b) Platform area; (c) Morphology in fusion zone; (d) Thermal diffusion zone
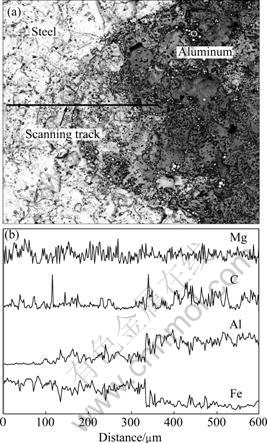
ͼ10 �����Ӻ�����ò��/�����ӽ�ͷԪ���߷ֲ�
Fig. 10 Morphology of sample joint area(a) and elements distribution of steel and aluminum welded joint(b)
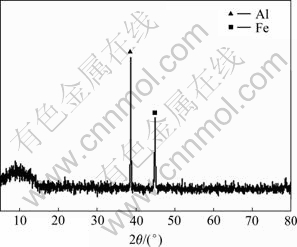
ͼ11 ��/�����ӽ�ͷ��ṹ��XRD��
Fig. 11 XRD pattern of phase structure in steel and aluminum welded joint
�Ա��о����ԣ����ӹ���Ϊ1 600~1 800 W�������ٶ�v=30 mm/s���뽹��D=0 mmʱ������������������ʣ����ۻ��γ��۳أ��������ɺ��ӳʹ������µ������塣���������͵���������ֹ����������ְ�Ĵ��ݡ��ڸ�/�����ӽ�ͷ̨�ṹ���°��������ڴ�����λ���۳صĵײ������������ߣ���������ֽ�������ǿ�ҵ�����ã�ʹ�ø�/���ڸò��ֵĽ�������γ�һ�����Ե�����ɢ������Ȼ���µ�����������ú��۳ؽ���Һ�Ĵ��ڣ�����ʱ������������ֱ�Ӵﵽ��������ͨ�����������Һ̬��������������������Fe��AlԪ�ص���ɢ������ǿ����Ȼδ�γ����ơ����㡱��������Fe/Al�����ϵ����˺��FeAl�����仯�����( ��ͼ10��ʾ��X��������������)������/�����ֽ������ӽ�ͷ̨�ṹ�°�������Fe��AlԪ�ص�����ɢ����Fe/Al�����ϵ���Ҫԭ��
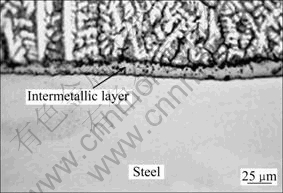
ͼ12 ��/�����⺸�ӽ�ͷ�γɵ�FeAl�����仯����[6]
Fig. 12 FeAl brittle intermetallic compound formed in steel and aluminum welded joint[6]
�ڸ�/�����ӽ�ͷ̨�ṹ��ƽ̨����̬��Feֱ�Ӻ�Һ̬��Al��Ӵ���Һ̬Al�ڹ�̬Fe������ʪ����ʪ�Ǧ�������������Fs��Һ���������FlҺ�̱�������Fsl������������ƽ��ʽ��
 (9)
(9)
����[16]��������Һ�ڸְ���������õ���ʪ�ԣ�����ʪ�Ǧȣ�20oʱ����ʪ����Һ�ڸֲı��淢��ëϸ������������չ�����ã���/�����⺸�ӽᾧ�����γ����ú��ӽ�ͷ����ˣ��Ա��о����ԣ���/�����ӽ�ͷ̨�ṹ��ƽ̨����/�����ֽ��������������Ŀ��ܾ�����Щ������չ�����á�
4 ����
1) ���Ӽ������������ڸְ��ϵ�����ԽӺ���ʱ����ʵ�ָ�/��������ǥ�������˵ĺ��ӹ��ղ���Ϊ���ӹ���Ϊ1 600~1 800 W�������ٶ�v=30 mm/s���뽹��D=0 mm��
2) ��/��������ǥ��������������ã����������ơ�����ȱ�ݡ�
3) ��/��������ǥ�����ӽ�ͷ�������һ��̨��״�ṹ����ƽ̨������/�����ֽ����������ԵĽ��ޣ�����������Һ̬�����ڸ�ĸ�ı����ϵ���ʪ��������չ�����ã����°�����Fe��AlԪ�صĻ�������Ƚϴ�δ�γ����Ե�FeAl���Խ����仯���Fe��Al������ɢ�Ǹ���������ϵ���Ҫԭ��
REFERENCES
[1] ���ǽ�. �������Ӽ���[M]. ����: ��е��ҵ������, 2007.
LI Ya-jiang. Special connection technology[M]. Beijing: China Machine Press, 2007.
[2] ������, �� ��. ���ֽ������Ӽ���ָ��[M]. ����: ��е��ҵ������, 1997.
LIU Zhong-qing, LIU Kai. Heterogeneous metal welding technical manual[M]. Beijing: China Machine Press, 1997.
[3] �� ��, ������, ��ΰ��, ������. ��/��п�ָ�����Դ��-ǥ��ͷ�е�Al-Fe�����仯��������[J]. ����ѧ��, 2007, 28(11): 65-71.
LEI Zhen, WANG Xu-you, WANG Wei-bo, LIN Shang-yang. The aluminum/galvanizes in the steel compound heat source melt-rock drill attachment Al-Fe intermetallic compound level analysis[J]. Transactions of The China Welding Instiution, 2007, 28(11): 65-71.
[4] ���z��. ��-�ּ����Ӻ��Ĺ��ռ���֯�����о�[D]. ����: ����������ѧ, 2011.
DONG Bi-zhe. Investigation on laser welding of aluminum-steel laser lap welding and microstructure and mechanical properties[D]. Lanzhou: Lanzhou University of Technology, 2011.
[5] ����, ����Ⱥ, �����, ��С��. ���M�����ֺϽ���ǥ����ͷ����[J]. �й���ɫ����ѧ����2007, 17(4): 617-626.
NI Jia-ming, LI Li-qun, CHEN Yan-bin, FENG Xiao-song. Characteristics of laser welding-brazing joint of Al/Ti dissimilar alloys[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(4): 617-626.
[6] TORKAMANY M J, TAHAMTAN S, SABBAGHZADEH J. Dissimilar welding of carbon steel to 5754 aluminum alloy by Nd:YAG pulsed laser[J]. Materials Design, 2010, 31(1): 458-465.
[7] SHI Y, ZHANG H, TAKEHIRO W, TANG J. CW/PW dual-beam YAG laser welding of steel/aluminum alloy sheets[J]. Optics and Laser in Engineering, 2010, 48(7/8): 732-736.
[8] BOZZI S, HELBERT-ETTER A L, BAUDIN T, CRIQUUI B, KERBIGUET J G. Intermetallic compounds in Al 6016/IF-steel friction stir spot welds[J]. Materials Science and Engineering A, 2010, 527(16/17): 4505-4509.
[9] DHARMENDRA C, RAO K P, WILDEN J, REICH S. Study on laser-brazing of zinc coated steel to aluminum alloy with zinc based filler[J]. Materials Science and Engineering A, 2011, 528(1/2): 1497-1503.
[10] �� ��, �� ��, Ф��ʫ. ��/�����ֺϽ�����ǥ���������[J]. ����ѧ��, 2010, 31(8): 109-112.
LAN Tian, DONG Peng, XIAO Rong-shi. Analysis of laser deep penetration brazing of aluminium and titanium alloys[J]. Transactions of the China Welding Institution, 2010, 31(8): 109-112.
[11] KREIMEYER M, WAGNER F, VOLLERTSEN F. Laser processing of aluminum-titanium-tailored blanks[J]. Optics and Lasers in Engineering, 2005, 43(9): 1021-1035.
[12] MATHIEU A, PONTEVICCI S, VIALA J C, CICALA E, MATTEI S, GREVEY D. Laser brazing of a steel/aluminium assembly with hot filler wire[J]. Materials Science and Engineering A, 2006, 435/436(1/2): 19-28.
[13] PECHRAPA W, KAR A. Effects of phase changes on weld pool shape in laser welding[J]. Journal of Physics D: Applied Physics, 1997, 30: 3322-3329.
[14] ZHU X K. Numerical simulation of transient temperature and residual stresses in friction stir welding of 304L stainless steel [J]. Journal of Material Processing Technology, 2004, 146(2): 263-272.
[15] GOLDAK J, CHAKRAVARTI A, BIBBY M. A new finite element model for welding heat sources[J]. Metallurgical Transaction B, 1984, 15(6): 299-305.
[16] SIERRA G, PEYRE P, BEAUME F D. Steel to aluminum key-hole laser welding[J]. Materials Science and Engineering A, 2007, 447(1/2): 197-208.
(�༭ ����)
������Ŀ�����Ҹ����о���չ�ƻ�������Ŀ(2007AA042006)��������Ȼ��ѧ����������Ŀ(50805045)�����ϴ�ѧ���������Ƚ������������ص�ʵ������������(71075003)
�ո����ڣ�2011-05-13�������ڣ�2011-12-28
ͨ�����ߣ��ܵ��䣬���ڣ���ʿ���绰��13017297124��E-mail: zdwe_mail@yahoo.com.cn

