Fabrication and flexural strength of porous Si3N4 ceramics with Li2CO3 and Y2O3 as sintering additives
��Դ�ڿ������ϴ�ѧѧ��(Ӣ�İ�)2020���9��
�������ߣ������� ������
����ҳ�룺2548 - 2556
Key words��sintering additive; flexural strength; porosity; glassy phase; Si3N4 porous ceramics
Abstract: By employing sintering additives of Li2CO3 and Y2O3, porous Si3N4 ceramics are prepared after experiencing the processes of sintering and post-vacuum heat treatment at 1680 and 1550 ��C, respectively. The experimental results demonstrate the completed phase transformation from �� to ��-Si3N4 in Si3N4 ceramic samples with a amount of 1.60 wt% Li2CO3 (0.65 wt% Li2O) and 0.33 wt% Y2O3 additives. The as-synthesized porous Si3N4 ceramics exhibit high flexural strength ((126.7��2.7) MPa) and high open porosity of 50.4% at elevated temperature (1200 ��C). These results are attributed to the significant role of added Li2CO3 as sintering additive, where the volatilization of intergranular glassy phase occurs during sintering process. Therefore, porous Si3N4 ceramics with desired mechanical property prepared by altering the addition of sintering additives demonstrate their great potential as a promising candidate for high temperature applications.
Cite this article as: HU Hai-long, LUO Shi-bin. Fabrication and flexural strength of porous Si3N4 ceramics with Li2CO3 and Y2O3 as sintering additives [J]. Journal of Central South University, 2020, 27(9): 2548-2556. DOI: https://doi.org/10.1007/s11771-020-4480-1.

J. Cent. South Univ. (2020) 27: 2548-2556
DOI: https://doi.org/10.1007/s11771-020-4480-1

HU Hai-long(������)1, 2, LUO Shi-bin(������)1
1. School of Aeronautics and Astronautics, Central South University, Changsha 410083, China;
2. Research Center in Intelligent Thermal Structures for Aerospace, Central South University,Changsha 410083, China
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2020
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2020
Abstract: By employing sintering additives of Li2CO3 and Y2O3, porous Si3N4 ceramics are prepared after experiencing the processes of sintering and post-vacuum heat treatment at 1680 and 1550 ��C, respectively. The experimental results demonstrate the completed phase transformation from �� to ��-Si3N4 in Si3N4 ceramic samples with a amount of 1.60 wt% Li2CO3 (0.65 wt% Li2O) and 0.33 wt% Y2O3 additives. The as-synthesized porous Si3N4 ceramics exhibit high flexural strength ((126.7��2.7) MPa) and high open porosity of 50.4% at elevated temperature (1200 ��C). These results are attributed to the significant role of added Li2CO3 as sintering additive, where the volatilization of intergranular glassy phase occurs during sintering process. Therefore, porous Si3N4 ceramics with desired mechanical property prepared by altering the addition of sintering additives demonstrate their great potential as a promising candidate for high temperature applications.
Key words: sintering additive; flexural strength; porosity; glassy phase; Si3N4 porous ceramics
Cite this article as: HU Hai-long, LUO Shi-bin. Fabrication and flexural strength of porous Si3N4 ceramics with Li2CO3 and Y2O3 as sintering additives [J]. Journal of Central South University, 2020, 27(9): 2548-2556. DOI: https://doi.org/10.1007/s11771-020-4480-1.
1 Introduction
Porous silicon nitride (Si3N4) ceramics have been widely used in many fields, such as high temperature gas filter, catalyst supports, particle filter, gas membrane and optoelectronics owing to their excellent mechanical properties, thermal shock resistance and corrosion resistance, desired spectral emission range with modulated morphology [1-7]. The typical processing routes for the synthesis of high strength porous Si3N4 ceramics usually involve the high temperature sintering with a large amount of sintering additives, which are mainly the highly cost rare-earth oxides [8-13]. Such an economic issue is now becoming a hurdle for their practical applications. It is believed that the quantity and chemistry of the glassy phase are determined by the amount of additives, thus affecting mechanical properties including fracture toughness and flexural strength [14-17]. It is generally believed that the formation of eutectic liquid with a large volume induced can result in the substantial degradation of these high-temperature properties, because the modulus of rupture of materials decreases rapidly as a result of the softening glassy phase, resulting in the material deformation by viscous shear in the grain boundary [18-21]. On the other hand, nano-modification approach is also exploited on the surface of Si3N4 ceramics by using nano-SiO2 to reduce the oxidation weight gain [22]. Therefore, it makes the preparation of high-performance porous ceramics with chosen amount of sintering additives at low temperature for high-temperature application to be of high significance.
In order to lower the sintering temperature, the desired sintering additive or an added flux such as rare-earth oxides (Re2O3, where Re=Y, Er, Yb) [23-25] and metal multilayers [26] contributes to a low melting eutectic liquid phase formed for the synthesis of ceramics synthesis. However, the quantity of this adding sintering additive played a crucial role in altering the defect chemistry, leading to the change of mechanical property. For instance, if there is sufficient additive, the densification process would occur due to the grain growth and rearrangement caused by the capillary force of formed eutectic liquid phase. On the other hand, the sintering additive disappears or volatilizes during the sintering process, which in turn greatly benefits the fabrication of porous ceramics.
Herein, the low temperature sintering technique with sintering additives of Y2O3 and Li2CO3 is developed to produce high performance porous Si3N4 ceramics for high temperature application. For comparison purpose, samples with sintering additive Y2O3 is also prepared under the same conditions. In general, the sintering additives of Li2CO3, Li2O, Li2CO3-Y2O3 and Li2O3-Y2O3 are commonly used to fabricate various dense ceramics at low temperatures [27-32]. However, Li2CO3 possesses a low melting point of 723 ��C, which can diffuse and form the liquid phase before volatilization. Moreover, the rapid volatilization of Li2O happens above 1300 ��C [27, 31]. This character of Li2O would be conversely beneficial to the preparation of porous Si3N4 ceramics. Therefore, when the sintering additive Li2O is offered to prepare porous Si3N4 ceramics, the high temperature properties are expected to be promising, owing to the added amount as well as the consequence of Li2O volatilization.
In this work, by using Y2O3 and Li2CO3 as sintering additives, porous Si3N4 ceramics are fabricated through sintering and post-vacuum heat treatment approach, where the porosity and microstructure variation of as-prepared Si3N4 ceramics in regards to their mechanical property are discussed and analyzed.
2 Experimental procedure
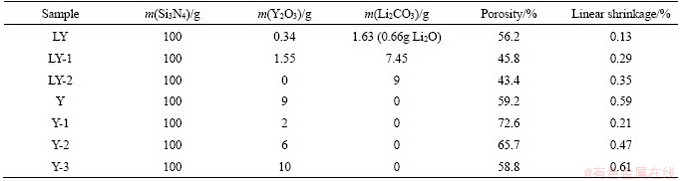
Commercially available ��-Si3N4 (0.5 mm, purity��95 wt%, UBE Co., Ltd., Tokyo, Japan) was used as the starting powder. Li2CO3 (99% purity, Sinopharm Chemical Reagent Co., Ltd., Shanghai, China) and Y2O3 (5.0 mm; purity ��99.99wt%; Yuelong Company, Shanghai, China) were used as the sintering additives. Table 1 lists the composition of the slurries performed in this work and the porosity of samples after sintering and post-vacuum heat treatment at 1680 and 1550 ��C. Homogeneous slurries with Y2O3-Li2CO3 (defined as sample LY) and Y2O3 (defined as sample Y) as sintering additives were respectively obtained by the high energy planetary ball milling with Si3N4 balls in Si3N4jars for 2 h. After vacuum drying and sieving through 100 mesh screen, the powder mixture of 2.5 g was uniaxially pressed in a stainless steel die with the pressure of 10 MPa to form a pellet with the dimensions of 5.0 mm��10.0 mm��50.0 mm. The pellets of green compacts were placed in graphite resistance furnace to sinter at 1680 ��C for 2 h under a nitrogen pressure of 0.1 MPa with Si3N4 powder covered. The sintered samples were then post-heat treated at 1550 ��C for 4 h under vacuum.
Table 1 Composition of starting powder using Li2CO3 and Y2O3 as sintering additives and porosity of samples after sintering and post-vacuum heat treatment at 1680 and 1550 ��C
The specimens were machined into rectangles bars with the dimensions of 3.0 mm��4.0 mm��36.0 mm to measure the flexural strength via the three-point bending test (Instron5566, INSTRON, Norwood, MA); the supporting distance of 30.0 mm and a cross-head speed of 0.5 mm/min were used. The open porosity and the bulk density were measured by the Archimedes displacement method. The pore size distribution of sintered samples was measured by intrusion porosimeter (Poresizer 9320, USA). The phase composition was determined by X-ray diffractometer (D/MAX-RBX, Japan) with CuK�� radiation. Scanning electron microscope (FEI Nova SEM 450) was used to observe the morphology of the fracture surface. The percentage of ��-Si3N4 in specimen was evaluated by analyzing the XRD spectra with the Gazzara and Messier equation [33].
 (1)
(1)
where I��(101) and I��(210) are the diffraction intensities of the (101) and (210) planes of ��-Si3N4, respectively; I��(102) and I��(210) are the intensities of (102) and (210) planes of ��-Si3N4, respectively.
3 Results and discussion
Figure 1 shows the open porosity of LY and Y samples after being sintered at 1680 ��C with post vacuum heat treatment at 1550 ��C. The open porosity has been separately measured for the samples after completing their flexural strength measurement under room temperature (RT) and high temperature (HT). After the vacuum heat treatment at 1550 ��C, the open porosity of LY and Y samples both increased compared with the same corresponding samples sintered at 1680 ��C. And the Y samples always indicate higher porosity than LY samples, no matter which heat treatment is performed (such as sintering at 1680 ��C, or alternatively sintering at 1680 ��C combined with post vacuum heat treatment at 1550 ��C). It suggests that the densification of LY samples is facilitated by sintering additives LiCO3-Y2O3 at a relatively low sintering temperature. This is related to the formation of low eutectic temperature and low viscosity Li-Si-O-N liquid phase during the sintering processing [27, 32]. It exhibits that the density of LY samples is higher than that of the Y samples. When the vacuum heat treatment is implemented at 1550 ��C, the large volatilization of Li is related to intergranular glassy phase accompanied with some ��-Si3N4 grains growth impingement (in Figure 2) occurring [29], thus leading to the increased porosity for both LY samples. For Y samples, the increased porosity can be ascribed to the change of microstructure morphology after further vacuum heat treatment. In particular, when the mechanical property is measured at high temperature of 1200 ��C, the open porosity of both samples significantly decreases, while the total porosity actually shows no apparent difference. This can be explained by the fact that the formation of Li-Si-O-N liquid phase started to flow and refilled up the porosity and aggregated in the grain boundaries [31]. Moreover, when the mechanical property is measured at high temperature of 1200 ��C, the open porosity of both samples significantly decreases, resulting in the enhanced strength. This can be explained by the fact that the formation of Li-Si-O-N liquid phase starts to flow and refills up the porosity, and aggregates in the grain boundaries. When measured at 1200 ��C, no contribution of the porosity came from the volatilization phenomenon of intergranular glassy phase, as it theoretically would occur above 1200 ��C.
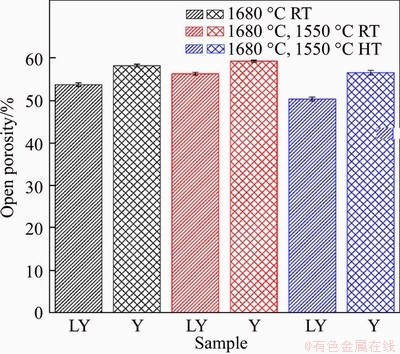
Figure 1 Porosity of LY and Y samples after sintering at 1680 ��C and post vacuum heat treated at 1550 ��C (room temperature abbreviated to RT and high temperature abbreviated to HT)
SEM micrographs of LY and Y samples sintered at 1680 ��C with the post vacuum heat treatment at 1550 ��C are shown in Figure 2.
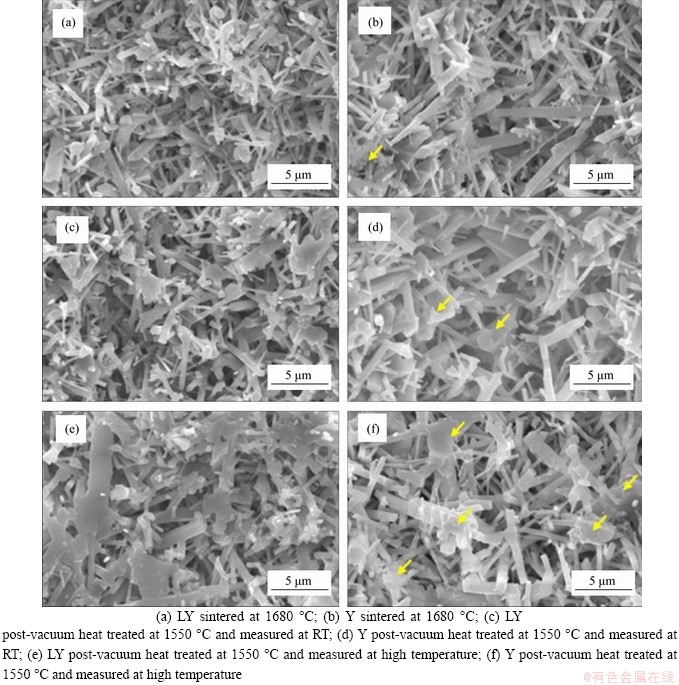
Figure 2 Scanning electron microscopy of samples:
Compared with the LY samples, Y samples contain much glassy phase, which is induced by the high amount of 8.26 wt% Y2O3 sintering additives, as indicated by the yellow arrow in Figures 2(b), (d) and (f). In addition, a large number of rod-like ��-Si3N4 grains are observed in both LY and Y samples. Based on Eq. (1), the fractions of ��-Si3N4 in Figure 3 for LY and Y samples after being sintered at 1680 ��C can be determined, showing the values of about 96% and 94%, respectively. However, after post-vacuum heat treatment at 1550 ��C, the phase transformation of ������-Si3N4 is almost completed in both samples. This demonstrates that the complete phase of ��-Si3N4 can be achieved by adding a small amount of Li2CO3 and Y2O3. After flexural strength was measured at the high temperature of 1200 ��C, some large ��-Si3N4 grains are formed for both LY and Y samples under this high temperature measuring condition, which can be explained by Ostwald ripening mechanism, as shown in Figures 2(e) and (f).
Figure 4 shows the flexural strength of LY and Y samples after being sintered at 1680 ��C with post vacuum heat treatment at 1550 ��C. After post-vacuum heat treatment at 1550 ��C, the flexural strength of sample Y rapidly degrades compared with that of the sample before vacuum heat treatment, which can be affected by the intergranular glassy phase owing to the post heat treatment. However, the flexural strength of sample LY drops slightly. In general, the change of flexural strength is affected by the change of porosity and morphology evolution of grains [13, 14]. This is consistent with the result of this experiment as shown in Figure 1 and Figures 2(c) and (d), showing the slight change of open porosity and the growth of ��-Si3N4 grains which give rise to the increasing porosity due to the impingement and interlocking of grains. To investigate the effect of residual intergranular glassy phase on the high temperature performance of Si3N4 ceramics, the flexural strength of both samples is characterized at 1200 ��C.
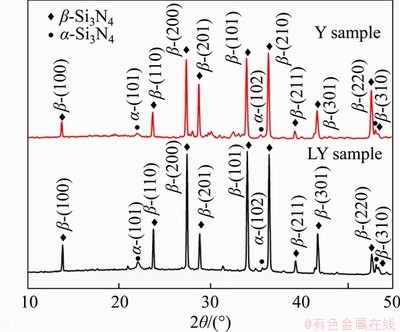
Figure 3 XRD patterns of samples LY and Y after being sintered at 1680 ��C
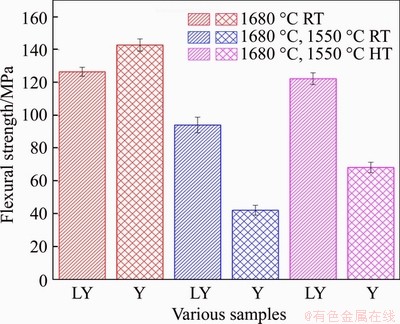
Figure 4 Flexural strength of samples LY and Y after being sintered at 1680 ��C and post-heat treated at 1550 ��C
Despite that the open porosity of both LY and Y samples measured at high temperature shows a decrease by 3%-6% compared to that of measured at RT (Figure 1), the flexural strength of the sample LY is significantly enhanced and it reaches up to 126.7 MPa while the sample Y is only 66.5 MPa. It demonstrates that the volatilization of intergranular glassy phase plays a crucial role for the elevated temperature mechanical property because it serves a flowing path for the inward diffusion of oxygen. It is believed that the oxidation of silicon nitride would be quite slow if the sample contained less glassy phase [34]. This is because the passivating layer of silica formed on the surface of silicon nitride for better protection. On the contrary, for the large amount sintering additive added Y samples, the significant degraded flexural strength at high temperature is observed owing to the substantially formed glassy phase, which deteriorates the high temperature mechanical property [10, 17, 18]. Therefore, with less sintering additive addition, after post-vacuum heat treatment, the high flexural strength of 126.7 MPa with open porosity of 50.4% can be achieved for the LY sample. It is observed that the samples with fine pores distributed among the rod-like Si3N4 grains. The pore size distributions of the LY and Y samples after being sintered at 1680 ��C with post vacuum heat treatment at 1550 ��C are plotted in Figure 5. Both samples show narrow pore distributions with pore size of 0.7 mm (LY) and 0.9 mm (Y), respectively. The higher porosity can be attributed to the protruding large fibrous grains, contributing to large inter particle voids.
Consequently, by using low level of sintering additives, the as-synthesized porous Si3N4 ceramics sintered at a temperature of 1680 ��C exhibit high flexural strength (126.7 MPa), high open porosity of 50.4% at high temperature (1200 ��C), and good size distribution. In general, owing to the high eutectic temperature and high viscosity of Y2O3-SiO2 liquid phase, the liquid phase through which the mass transportation occurred is not sufficient enough until high amount of sintering additive Y2O3 added up to 8.26 wt%. But the formation of eutectic liquid with a large volume induced by sintering additives would result in the significant degradation of high-temperature properties, because the modulus of rupture of materials rapidly decreases due to the softening of the glassy phase, resulting in the material deformation by viscous shear in the grain boundary [18, 35]. Nevertheless, the Li2CO3-Y2O3 addition provides low eutectic temperature and low viscosity phase, contributing to the high mass transportation and the homogenization. Furthermore, using sintering additive Li2CO3-Y2O3 instead of large amount of rare-earth oxides, in conjunction with the volatilized intergranular glassy phase, it demonstrates its promising applications at high temperature with the reduced preparation cost. Inductively coupled plasma atomic emission spectroscopy (ICP-AES) is used to quantitatively determine the concentration of chemical elements of LY samples through identifying the intensity of emission. The residual Li concentrations of LY samples after sintering and heat treatment are 0.061 wt% and 0.014 wt%, showing the volatilization ratio of 77.05%. Therefore, it reveals that significant amount of glass phase is volatilized.
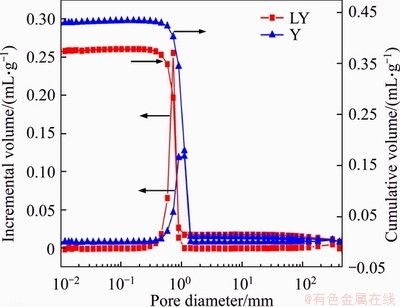
Figure 5 Pore size distribution of LY and Y samples after being sintered at 1680 ��C and post vacuum heat treated at 1550 ��C
To further analyze the effect of added sintering additive on mechanical property of the fabricated porous ceramics, contribution of this sintering additive can be divided into the following stages as shown in Figure 6. First, initial state; Second, diffusion at the grain boundary, forming the liquid phase, due to the fact that the sintering additive contributes to the formation of intergranular crystalline or glassy phase during the sintering process, which plays a crucial role in promoting the densification of ceramics; Third, solution reprecipitation process, during which the grain growth and rearrangement occur, which is caused by the capillary force of formed eutectic liquid phase; Forth, volatilization, during which as the time and temperature kept holding or increasing, the intergranular glassy phase starts to volatize. In this work, as the amount of 0.98 wt% (0.33 wt% Y2O3+0.65 wt% Li2O) is exploited to prepare porous Si3N4 ceramics, thus, very less glassy phase would be remained at the grain boundary after excluding the volatilized part, where the following schematic reaction sequence is about to happen: Si3N4+Y2O3+Al2O3+Li2CO3 amorphous Li-Al-Y- Si-O-N. Furthermore, the space or void left by the volatilized glass phase serves a flowing path for the inward diffusion of oxygen, consequently degrading the oxygen content in the ceramics. Therefore, the volatilization of intergranular glassy phase contributes to the elevated temperature mechanical property of porous Si3N4 ceramics.
amorphous Li-Al-Y- Si-O-N. Furthermore, the space or void left by the volatilized glass phase serves a flowing path for the inward diffusion of oxygen, consequently degrading the oxygen content in the ceramics. Therefore, the volatilization of intergranular glassy phase contributes to the elevated temperature mechanical property of porous Si3N4 ceramics.
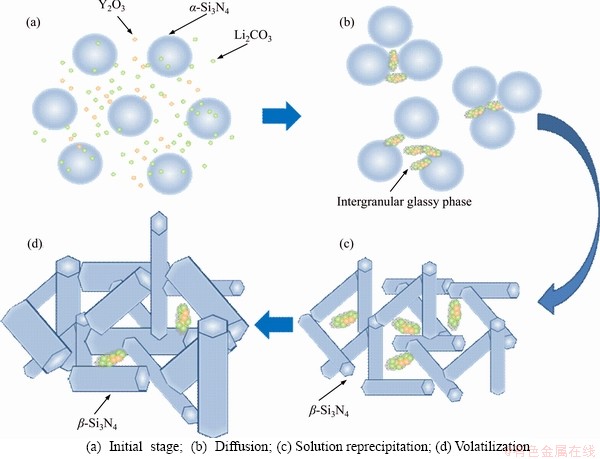
Figure 6 Stages of for transient liquid phase sintering with sintering additive:
To reveal the significance of the results reported in this work, comparison of the flexural strength and porosity is summarized in Figure 7 between our experimental results and those reported in literatures [3, 4, 30, 35-43], showing the high significance of using a small amount of sintering additive to achieve both high porosity and high mechanical strength of porous Si3N4 ceramics for high temperature application. For the reported results as indicated in Figure 7, sintering additive with a range of 3 wt%-8 wt% is used to achieve their desirable porosity and mechanical property; however, 0.98 wt% additive including both Y2O3 and Li2O was employed to obtain the relatively high porosity with high flexural strength at both room temperature and high temperature. Therefore, it is revealed that using the developed technique in this work is highly cost-effective and efficient to prepare porous Si3N4 ceramics.
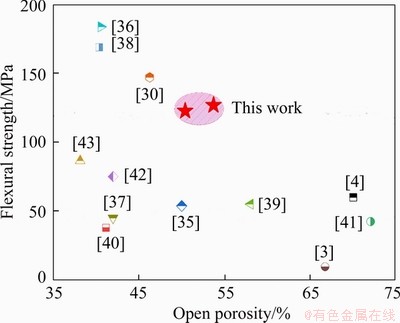
Figure 7 Comparison of porosity and flexural strength at room temperature or high temperature for porous Si3N4 ceramics
4 Conclusions
Porous Si3N4 ceramics are fabricated through sintering process at 1680 ��C with a post vacuum heat treatment at 1550 ��C by adding the Li2CO3 and Y2O3 as sintering additives. With the amount of 1.60 wt% Li2CO3 (0.65 wt% Li2O) and 0.33 wt% Y2O3 sintering additives being added, the phase transformation of ������-Si3N4 can be almost completed. The results show that porous Si3N4 ceramics measured at 1200 ��C achieves the highest flexural strength of 126.7 MPa with an open porosity of 50.4%, which is attributed to the specific added sintering additive and its volatilization of intergranular glassy phase. Consequently, the method developed in this work proves to be a cost-effective approach to synthesize porous Si3N4 ceramics for high temperature applications.
Contributors
HU Hai-long completed the experimental design, property measurement and original draft-writing of this manuscript. LUO Shi-bin assisted for the whole manuscript reviewing.
Conflict of interest
HU Hai-long and LUO Shi-bin both declare that they have no conflict of interest.
References
[1] RILEY F L. Silicon nitride and related materials [J]. J Am Ceram Soc, 2000, 83(2): 245-265.
[2] GREEN D J, COLOMBO P. Cellular ceramics: Intriguing structures, novel properties, and innovative applications [J]. MRS Bulletin, 2011, 28(4): 296-300.
[3] HU H L, ZENG Y P, XIA Y F, YAO D X, ZUO K H. High-strength porous Si3N4 ceramics prepared by freeze casting and silicon powder nitridation process [J]. Mater Lett, 2014, 133: 285-288.
[4] WANG F, GU H, YIN J, XIA Y, ZUO K, LIANG H, NING�� C, YAO D, ZENG Y. Porous Si3N4 fabrication via volume-controlled foaming and their sound absorption properties [J]. J Alloys Compd, 2017, 727: 163-167.
[5] YIN S, PAN L, FANG X, LI Y, LI Y, FENG Y, QIU T, YANG J. Porous Si3N4 ceramics prepared by aqueous gelcasting using low�Ctoxicity DMAA system: Regulatable microstructure and properties by monomer content [J]. Ceram Int, 2019, 45(8): 9994-10003.
[6] ZHANG M, CHEN Z, HUANG J, HUANG S, HU Z, FENG Z, XIONG Q, LI X. Beta-Si3N4 microcrystals prepared by carbothermal reduction-nitridation of quartz [J]. Materials (Basel), 2019, 12(21): 3622.
[7] HUANG J, ZHANG S, HUANG Z, WEN Y, FANG M, LIU Y. Catalyst-assisted synthesis and growth mechanism of ultra-long single crystal ��-Si3N4 nanobelts with strong violet�Cblue luminescent properties [J]. Cryst Eng Comm, 2012, 14(21): 7301-7305.
[8] KASIAROVA M, TATARKO P, BURIK P, DUSZA J, SAJGALIK P. Thermal shock resistance of Si3N4 and Si3N4�CSiC ceramics with rare-earth oxide sintering additives [J]. J Eur Ceram Soc, 2014, 34(14): 3301-3308.
[9] LIANG H, ZENG Y, ZUO K, XIA Y, YAO D, YIN J. Mechanical properties and thermal conductivity of Si3N4 ceramics with YF3 and MgO as sintering additives [J]. Ceram Int, 2016, 42(14): 15679-15686.
[10] LIU W, TONG W, LU X, WU S. Effects of different types of rare earth oxide additives on the properties of silicon nitride ceramic substrates [J]. Ceram Int, 2019, 45(9): 12436- 12442.
[11] XU W, YIN Z, YUAN J, WANG Z, FANG Y. Effects of sintering additives on mechanical properties and microstructure of Si3N4 ceramics by microwave sintering [J]. Mater Sci Eng A, 2017, 684: 127-134.
[12] ZHAO Y, ZHANG Y, GONG H, SUN H, LI Q. Gas pressure sintering of BN/Si3N4 wave-transparent material with Y2O3�CMgO nanopowders addition [J]. Ceram Int, 2014, 40(8): 13537-13541.
[13] ZHAO Y, ZHANG Y, GONG H, WANG X, SUN H. Effects of Y2O3�CMgO nanopowders content on mechanical and dielectric properties of porous BN/Si3N4 composites [J]. Ceram Int, 2015, 41(3): 3618-3623.
[14] KIM J M, KO S I, KIM H N, KO J W, LEE J W, KIM H D, PARK Y J. Effects of microstructure and intergranular glassy phases on thermal conductivity of silicon nitride [J]. Ceram Int, 2017, 43(7): 5441-5449.
[15] SUN L, LIU C, ZHANG J, FANG J. Joining pre-oxidized dense Si3N4 to porous Si3N4 with ��-spodumene based glass-ceramic interlayer [J]. Appl Surf Sci, 2019, 481: 515-523.
[16] WANANURUKSAWONG R, SHINODA Y, AKATSU T, WAKAI F, ROUXEL T. Evolution of microstructure and intergranular glass chemistry in plastically deformed nanocrystalline Si3N4 ceramics [J]. J Am Ceram Soc, 2015, 98(1): 178-185.
[17] YU F L, BAI Y, HAN P D, SHI Q L, NI S, WU J H. Spark plasma sintering of ��/�� Si3N4 ceramics with MgO-Al2O3 and MgO-Y2O3 as sintering additives [J]. J Mater Eng Perform, 2016, 25(12): 5220-5224.
[18] CLARKE D R. High-temperature microstructure of a hot-pressed silicon nitride [J]. J Am Ceram Soc, 1989, 72(9): 1604-609.
[19] KUMAR A, GOKHALE A, GHOSH S, ARAVINDAN S. Effect of nano-sized sintering additives on microstructure and mechanical properties of Si3N4 ceramics [J]. Mater Sci Eng A, 2019, 750: 132-140.
[20] LU H H, CHEN C Y. Investigation of nano-silicon nitride ceramics containing an yttria sintering additive and the carbon thermal reduction reaction [J]. Ceram Int, 2016, 42(10): 12452-12459.
[21] LUO J, LI J, LI M, SHEN Q, ZHANG Y. Low-temperature densification by plasma activated sintering of Mg2Si-added Si3N4 [J]. Ceram Int, 2019, 45(12): 15128-15133.
[22] CAO S, ZHANG Y, ZHANG D, ZHANG J, ZHOU J, ZHANG J, LIU X, ZHANG J. Effect of surface nano-modification on the antioxidation properties of Si3N4 ceramics [J]. J Alloy Compd, 2018, 766: 678-685.
[23] CHOI H J, LEE J G, KIM Y W. Oxidation behavior of liquid-phase sintered silicon oxide carbide with aluminum nitride and rare-earth oxides (Re2O3, where Re=Y, Er, Yb) [J]. J Am Ceram Soc, 2002, 85(9): 2281-2286.
[24] FAN X, WANG H, NIU M, ZHANG D, ZHOU J, FAN J. Experiments and transient finite element simulation of ��-Y2Si2O7/B2O3-Al2O3-SiO2 glass coating on porous Si3N4 substrate under thermal shock [J]. Ceram Int, 2018, 44(4): 4072-4079.
[25] SAJGALIK P, SEDLACEK J, LENCES Z, DUSZA J, LIN H T. Additive-free hot-pressed silicon carbide ceramics��A material with exceptional mechanical properties [J]. J Eur Ceram Soc, 2016, 36(6): 1333-1341.
[26] LAN L, YU J, YANG Z, LI C, REN Z, WANG Q. Interfacial microstructure and mechanical characterization of silicon nitride/nickel-base superalloy joints by partial transient liquid phase bonding [J]. Ceram Int, 2016, 42(1): 1633-1639.
[27] MATOVIC B, RIXECKER G, ALDINGER F. Densification of Si3N4 with LYO2 additive [J]. J Am Ceram Soc, 2004, 87(4): 546-549.
[28] CHAO X, WANG J, XIE X, LIANG P, YANG��Z. Tailoring electrical properties and the structure evolution of (Ba0.85Ca0.15)(Ti0.90Zr0.10)1-xLi4xO3 ceramics with low sintering temperature [J]. J Electron Mater, 2015, 45(1): 802-811.
[29] HATANO K, YAMAMOTO A, DOSHIDA Y, MIZUNO Y. Microstructural control of (Li, Na, K)NbO3 ceramics using additives [J]. J Ceram Soc Jpn, 2015, 123(1439): 561-564.
[30] LI B, JIANG P, YAN M W, LI Y, HOU X M, CHEN J H. Characterization and properties of rapid fabrication of network porous Si3N4 ceramics [J]. J Alloys Compd, 2017, 709: 717-723.
[31] TIWARI V, SRIVASTAVA G. The effect of Li2CO3 addition on the structural, dielectric and piezoelectric properties of PZT ceramics [J]. Ceram Int, 2015, 41(2): 2774-2778.
[32] WEI D, WANG H. Low-temperature sintering and enhanced piezoelectric properties of random and textured PIN-PMN-PT ceramics with Li2CO3 [J]. J Am Ceram Soc, 2017, 100(3): 1073-1079.
[33] LEE D D, KANG S J, PETZOW G, GUNTER P, YOON D N. Effect of alpha to beta phase transition on the sintering of silicon nitride ceramics [J]. J Am Ceram Soc, 1990, 73(3): 767-769.
[34] CLARKE D R. High-temperature microstructure of a hot-pressed silicon nitride [J]. J Am Chem Soc, 1989, 72(9): 1604-1609.
[35] YAO D, CHEN H, ZUO K H, XIA Y, YIN J, LIANG H, ZENG Y P. High temperature mechanical properties of porous Si3N4 prepared via SRBSN [J]. Ceram Int, 2018, 44(11): 11966-11971.
[36] DING H, ZHAO Z, QI T, LI X, JI H. High ��-�� phase transition and properties of YbF3-added porous Si3N4 ceramics obtained by low temperature pressureless sintering [J]. Int J Refract Met H, 2019, 78: 131-137.
[37] HU S, LI A, FENG B, TANG X, ZHANG Y. A non-sintering fabrication method for porous Si3N4 ceramics via sol hydrothermal process [J]. Ceram Int, 2018, 44(16): 19699-19705.
[38] QI T, ZHAO Z, SUN Y, ZHAO H, LI X, JI H. Low-temperature sintered porous Si3N4 ceramics using two fluorides as sintering aid [J]. Int J Refract Met H, 2018, 76: 108-111.
[39] WAN T, YAO D, YIN J, XIA Y, ZUO K, LIANG H, ZENG Y. A novel method for preparing Si3N4 ceramics with unidirectional oriented pores from silicon aqueous slurries [J]. J Eur Ceram Soc, 2017, 37(10): 3285-3291.
[40] WANG F, GU H, YIN J, YAO D, XIA Y, ZUO K, LIANG H, NING C, ZENG Y. Porous Si3N4 ceramics fabricated through a modified incomplete gelcasting and freeze-drying method [J]. Ceram Int, 2017, 43(17): 14678-14682.
[41] YAO D, XIA Y, ZENG Y P, ZUO K H, JIANG D. Fabrication porous Si3N4 ceramics via starch consolidation�C freeze drying process [J]. Mater Lett, 2012, 68: 75-77.
[42] YE F, ZHANG J, ZHANG H, LIU L. Pore structure and mechanical properties in freeze cast porous Si3N4 composites using polyacrylamide as an addition agent [J]. J Alloys Compd, 2010, 506(1): 423-427.
[43] ZHANG X Y, WU J M, YANG J L. Pore morphology designs of porous Si3N4-based ceramics using Si3N4 and Al2O3 poly-hollow microspheres as pore-forming agents [J]. Mater Lett, 2015, 144: 39-42.
(Edited by FANG Jing-hua)
���ĵ���
Li2CO3��Y2O3�ս������Զ��Si3N4�մ��Ʊ�����ѧ���ܵ�Ӱ��
ժҪ����Li2CO3��Y2O3Ϊ�ս��������ͨ�������սᣨ1680�棩����ս�����ȴ�������(1550 ��C)Эͬ���ã��Ʊ��˶������(Si3N4)�մɡ���ѡȡ���ս�����Li2CO3��Y2O3�����ֱ�Ϊ1.60 wt% Li2CO3 (0.65 wt% Li2O) ��0.33 wt% Y2O3ʱ���������մ���a����ȫת��Ϊb�ࡣ���⣬�Ʊ��ĵ������մ��ڸ���1200 ��Cʱ�������˽ϸߵĿ�����ǿ�ȺߵĿ��ڿ�϶�ʣ��ֱ�Ϊ(126.7��2.7) MPa��50.4%����һ��̽�����ӵ��ս�����Li2CO3����ľ������ã������ս�����о��紦�γɵķǾ�����������˻ӷ����������մ��зǾ���ĺ������Ӷ��ܺõشٽ��˶�������մ����õĸ�����ѧ���ܡ���ˣ�ͨ���ı��ս����������༰������������Ч���Ʊ�������ѧ��������Ķ�������մɣ��Ӷ�ʹ�������մɲ��ϸ��õ����ڸ��½ṹ������
�ؼ��ʣ��ս�����������ǿ�ȣ���϶�ʣ������ࣻ��������մ�
Foundation item: Project(202045007) supported by the Start-up Funds for Outstanding Talents in Central South University, China
Received date: 2020-03-06; Accepted date: 2020-06-23
Corresponding author: HU Hai-long, PhD, Associate Professor; Tel: +86-731-88877495; E-mail: hailonghu@csu.edu.cn; ORCID: https://orcid.org/0000-0003-4107-2644

