DOI�� 10.11817/j.issn.1672-7207.2019.11.013
���������ھ�Ŀ������ȿ���
�ܽ���1, 2, 3,����1, 2, 3,���﷼1, 3, 4,�ΰ���2,��渣5,����6
��1. �����Ƽ���ѧ ��е����ѧԺ��������100083��
2. �����Ƽ���ѧ ���Ұ�������Ƚ�װ�����̼����о����ģ�������100083��
3. �����Ƽ���ѧ �˹������о�Ժ��������100083��
4. �������칤ҵѧԺ ���繤��ѧԺ���ӱ� �ȷ���065000��
5. ���ս����Ϣ�Ƽ�����˾������ �Ͼ���210045��
6. �Ͼ������ɷ�����˾������ �Ͼ���210035��
ժҪ:���ij�����CVC plus���Ǹɹ�ҵ�������ڰ���ƫ�������Կ��Ƶ����⣬���ֳ����ƹ��̹��ռ������������ݽ��и��ٲɼ��ͷ�����ͨ������ת���������ͼ��ɽ������������ھ����ݼ���������ʷ�������ݽ��������������ɭ��Ԥ��ģ�ͣ�Ӧ�����ɷַ����Լ�����������ɢ�������������ݵ�Ԥ������ͨ�����������ھ�Ϳ��Ʊ���Ӱ��������ʵ�ֲ�ͬ��Ʒ����״̬�¹ؼ����Ʊ����Ŀ��ٶ�λ��������Ӧ���ڵ��������ؼ����ղ����������ԣ�������ά����Ԫ���ģ�����ڵ������Եķ���������о����������3�ֵ����������ȷֱ��½�30.9%��14.7%��23.9%�����������ھ�����ĵ������Կ�����Ч���ư��ȿ����������Ϊ�����������������о��ṩ�ο���
�ؼ���:����������������ھ��ο��ƣ���Ԥ�⣻���ɭ�֣���������
��ͼ�����:TG333.5+1 ���ױ�־��:A ���±��:1672-7207��2019��11-2743-10
Wide and heavy plate crown control based on data mining
CAO��Jianguo1, 2, 3, JIANG��Jun1, 2, 3, ZHAO��Qiufang1, 3, 4, HE��Anrui2, LI��Cunfu5, SUN��Xudong6
(1. School of Mechanical Engineering, University of Science and Technology Beijing, Beijing 100083, China��
2. National Engineering Research Center of Flat Rolling Equipment,University of Science and Technology Beijing, Beijing 100083, China��
3. Institute of Artificial Intelligence, University of Science and Technology Beijing, Beijing 100083, China��
4. Mechanical Engineering Department, North China Institute of Aerospace Engineering, Langfang 065000, China��
5. Jiangsu Jinheng Information Technology Corp, Nanjing 210045, China��
6. Nanjing Iron & Steel Co. Ltd., Nanjing 210035, China)
Abstract: Considering that the crown of a wide and heavy plate CVC plus large mainstay industrial rolling mill was too large and difficult to control, rolling process and crown quality data were collected and analyzed. Standard data mining data sets were established through data conversion, extraction and integration. Based on historical production data, wide and heavy plate crown random forest prediction model was established. Principal component analysis and subtractive clustering discretization methods were used to preprocess the data. The rapid positioning of key control variables under different product quality conditions was realized by mining association rules and evaluating the influence of control variables. Then, it was applied to the adjustment strategy of key control process parameters for typical wide and heavy plates. A three-dimensional finite element coupling model was established for simulation and analysis of adjustment strategy. The results show that the crown of three typical wide and thick plates are reduced by 30.9%, 14.7% and 24.0%, respectively. The proposed adjustment strategy based on data mining can effectively improve the control of plate crown, and provides reference for the profile and flatness control of wide and heavy plate.
Key words: wide and heavy plate mill; data mining; profile and flatness control; crown prediction; random forest; association rules
��������ҵ�Ը�ǿ���߸֡�ѹ�������塢�������������������ǶԿ�������������Ҫ�������Ͽ���������������ο����ѳ�Ϊ������������ƵĹؼ�����֮һ���ر��Ƕ��ڻ��������ǡ�����������ƽ̨�������豸�ȸְ�������Ŀ�����Ʒ����������5 m������ǿ�������������������[1]����Ϊ�����ܶ���εĿ������ƹ��̣�Ƶ���Ĺ��仯�����˿�����������ο��Ƶ��Ѷȡ���������ƹ����а���Ӱ�����ط��ӣ�������Խ��л�����ģ�������ȶ�ʵ�ֿ������ȸ߾�����Ч���ơ�ͬʱ������ȱ���ʵ��Ĵ��������ͷ�����������������̻��۵Ĵ�����Ҫ���ƹ�������δ�ܵõ���ֵ����á������ھ���Ϊ20����ĩ������������ܷ����������ܹ��Ӻ����������Զ�����DZ�����õ�֪ʶ�����������ھ����������ھ��Ʒ���ռ�����������ҵ����չ�������ھ���о���ϣ���������ھ�Ӧ���ڸ�����ҵ�������ơ������Ľ��ȷ��档������ѧ�����к�����ƹ�����ֵģ��[2-3]�����ο��Ʋ���[4-5]����ѧģ��[6-7]�ȷ���ȡ���˷ḻ�ɹ������������ڿ������ο����о���Ҳȡ���˻�����չ��PRINZ��[8]��Կ�������ƹ����еĺ��Գ����⣬���һ�ֻ��ڿ����λ��������ǰ�����Ʋ��ԣ��ڹ�ҵӦ������Ч����˿����ƽ����״�Ŀ��ƾ��ȣ���־����[9]����֪ʶ���ֺ������ھ�ķ���������һ�ֽ�֪ʶģ�ͺ���ѧģ�����ϵ����Ƹ��ɷ���ģ�ͣ�ͨ����ģ�����ɵĹ�̽������ƿ�����߿������������������[10]�Դ��ֳ�Ʒ������������ΪĿ�꣬���ù��������ھ�õ����ֿ�������ȱ�������״̬�Ķ�Ӧ��ϵ��������ӷ��������������������д����������ۺ�����������ij�����CVC plus���Ǹ��������й������ܹ��������������CVC plus���ε��Ƚ��İ��ο����ֶΣ�������������Ť�������ҹ�����ѹ�����Ŀ��������֮һ��ʵ�������д��ڰ���ƫ�������Կ��Ƶ����⡣�������߽�������ھ��Լ�����������ص㣬������ʷ���ݽ����߾��ȵİ���Ԥ��ģ�ͣ�����ɢ��״̬�ռ��϶Ի������ɷַ���������ȡ�Ĺؼ����Ʊ�����Ԥ�����״̬����й��������ھ�Ͽ��Ʊ���Ӱ��������ʵ�ֲ�ͬ��������״̬�¹ؼ����Ʊ����Ŀ��ٶ�λ�Լ����ȵ���Ч���ƣ����������ģ������������������ѣ�ʵ�ֶ���ʷ�������̺���Ϣ�ij�����ã�Ϊ�������ȿ����о��ṩ�ο���
1 �ֳ����ݲɼ������
����ij�����CVC plus���Ǹɹ�ҵ�������õ����ܶ���εĿ������Ʒ�ʽ���ܹ�������С���Ϊ8 mm��������Ϊ4 850 mm�Լ���ȳ���100 mm�ĸ�Ʒ�ʿ��������ơ��ֳ�����210��Q345�ֿ������ȣ����������ͼ1��ʾ����ʵ�����������У���������һ��Ҫ�����Ϊ0.12 mm���ң�0~0.15 mm���ڿɽ��ܷ�Χ�����ȳ���0.15 mmʱ��ʾ�ȿ���Ӧ�����㹻�����ӣ����ȳ���0.2 mmʱ�ж�Ϊ���ϸ����ֳ��ɼ������У����ȴ���0.2 mm�Ŀ����ռ��Ϊ6.2%������Ϊ0.15~0.20 mm�Ŀ����ռ��Ϊ35.7%��������������ƴ��ڽϴ�������ռ䡣ͬʱ���������Ʒ���࣬��ͬ�����������ƹ��մ��ڲ��죬������11���Ρ�13���Ρ�15���κ�17���εȵĿ������ƹ��̣����ƹ��̹��ղ�����Ϊ���ӣ�Ϊ�����������������о������˽ϴ��谭��
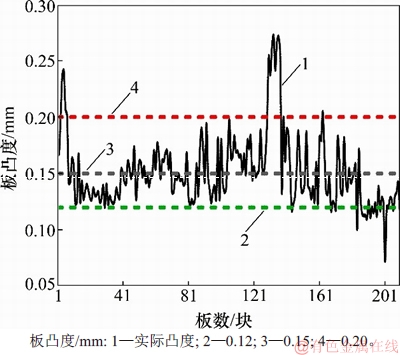
ͼ1��Q345�ְ���ȷֲ�
Fig. 1��Distribution of Q345 steel plate crown
2 ��������Ԥ��ģ�͵Ľ���
Ϊ��ʱ��ȡ��Ч��ʩ���������������ķ������������ȿ�����Ҫͨ������ʷ�������ݷ�����ʵ�ִ����ƿ�������������Ԥ���ж�������б�Ҫ�����߾��ȵĿ�������Ԥ��ģ�ͽ����о�����Ȼ��������˹������㷨���к�ǿ�ķ����Ժ���ѧϰ�������������������ѵ�������������̶ȹ��߲������׳��ֹ���ϵ�����[11]��Ϊ��߰���Ԥ���ȷ�Ⱥ��ȶ��ԣ��������ɭ�ּ��ɷ�����������Ԥ��ģ�͡�
2.1��ѡȡԤ������
���ڿ����������Ҫ�ھ����ν��а��ȿ��ƣ����ѡȡ����10�����ȶ����ƽε����ƹ������ݽ���Ԥ�����ݼ��������б��������������ָ��������ƹ��̿��Ʊ�������dthick_en_1������1����������ں�ȡ������ֳ����飬ѡȡ���������γ��ں�ȡ�������ʹܹ��������ڵ�83�����Ʊ�����Ϊ��ѡ���ͱ�����Ϊ��С���ͱ���ά�ȹ��߶�Ԥ��ģ�ͼ���Ч�ʵ�Ӱ�죬�Խ��ͱ�������һ��ɸѡ�����ݾ������Խ��ͱ�������Ҫ�Խ�����������ı���ͱ���ȡֵ�����ɶ�Ӧ�����ɭ��ģ�ͣ������������(out of bag, OOB)��OOB���仯Խ������ͱ�������Ҫ��Խ��[12]��ͬʱ�������ݼ�����ʮ�۽�����֤(10-fold cross-validation)���õ�OOB�����������ı仯��ϵ����ͼ2��ʾ����ͼ2���Եó�����������Ϊ42��ʱ��OOB�����С����ˣ�ѡȡ��Ҫ��������ǰ42λ�ı�����Ϊ���ɭ��Ԥ��ģ�͵�Ԥ�����ӡ�
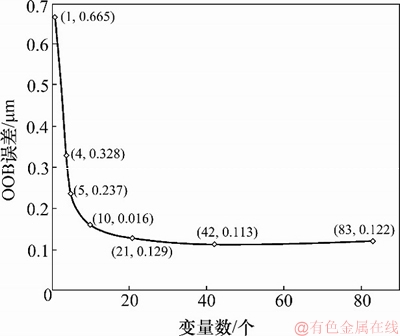
ͼ2��OOB�����������仯����
Fig. 2��OOB error curve with variable number
2.2������ѡ����Ż�
���ɭ��ģ������Ҫ�������ɭ�־�������ntree�;�����ÿ���ڵ㴦���ѡȡ�ĺ�ѡ������mtry��2����Ҫ������ntreeһ�㲻����100�ã�Ĭ��ֵΪ500�ã�mtryһ��ȡΪԤ����������1/3[13]��Ϊ���ⵥ����������ѡȡģ�Ͳ������ܴ�����Ԥ��ƫ����ñ����ķ���ȷ�����ɭ��ģ�Ͳ���ntree��mtry���ֵ���ֱ����ntree�ں�mtry����ȡֵ����µĴ��������������Сʱ�IJ���ֵ����ntree��mtry�����ȡֵ����mtry��ȡֵ��Χ�趨Ϊ12~18����ntree��ѡ���ȡֵ�趨Ϊ500��1 000��1 500��2 000�ã����������mtry��ntree�ı仯��ͼ3��ʾ����ͼ3��֪��mtry��ntree�����ȡֵ�ֱ�Ϊ16����1 000����
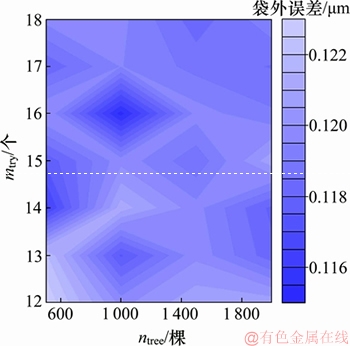
ͼ3�����������mtry��ntree�仯����
Fig. 3��OOB error variation curve with mtry and ntree
210�����������ѡ��170���������ѵ����������40��������ɲ��Լ�����������������(bootstrap)�������1 500����ѵ���������ɶ�Ӧδ��֦�ľ���������43�������������ȡ16��������Ϊ�ڵ�ķ�������������ÿ���ڵ㴦��Giniָ��Ϊ����16��������ѡ����ѵķ��ѷ�ʽ�����ѹ��̲����м�֦ʹÿ�þ���������ȵ�������ȡ1 000�þ�������������ƽ��ֵ��Ϊ���յİ���Ԥ���������ɭ��Ԥ��ģ�ͼ���������ͼ4��ʾ��
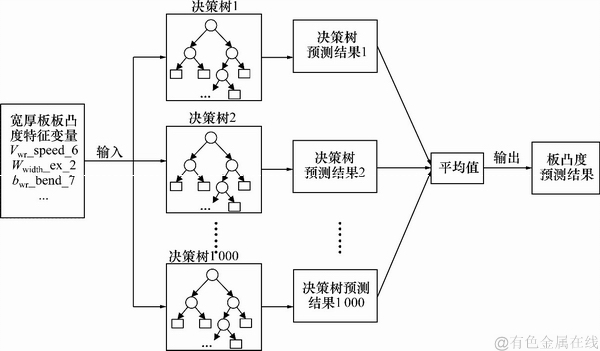
ͼ4�����ɭ��ģ�Ͱ���Ԥ���������
Fig. 4��Calculation process of plate crown using random forest prediction model
2.3������Ԥ��ģ��
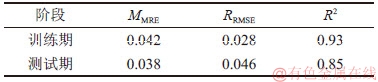
Ӧ�þ���ѵ����RFģ�ͽ��в��Լ�����Ԥ�⣬Ԥ������ͼ5��ʾ������Ԥ�����ֱ����ģ��ƽ�����������ֵMMRE�����������RRMSE��ȷ����ϵ��R2���ֱ�ͳ��ѵ���κͲ��Խ�ģ�͵�����ָ�꣬�Զ�ģ�͵Ŀɿ��Ժ;��Ƚ������ۣ�������1��ʾ���ɱ�1��֪��RFģ�;��Ƚϸߣ�������Ԥ��������δ����ѵ����Ԥ������������ԽϺã���������ӳ�����̶ȣ�RFģ��2����Ԥ�������������С��Ԥ��ֵ�Ƚ��ȶ���ȷ����ϵ����ӳԤ��ȷ�ԣ���������ѵ���ڵ�ȷ����ϵ�����ӽ�1��Ԥ�����ݻ����������ʵ����ֵ�����Ԥ��ģ���ܺ���ȷ�ض��Ƚ���Ԥ�⡣��ͼ5���Կ�����RFԤ������ʵ��ֵ��Ϊ�Ǻϡ����Ͽ�֪��RFԤ��Ч�����룬���ֳ����õķ������ܣ��ܹ������������Ԥ��Ҫ��
3 ���ڹ��������ھ�Ŀ���������������
���������ھ��������ھ��е�һ����Ҫ�����ֶΣ����������ɭ��ģ�Ͱ���Ԥ�����Ͷ�Ӧ���ƹ��̹��ղ�����1 208�����ݹ��ɵ����ݿ⣬Ӧ�ù��������е�Apriori�����㷨�����ҳ����������״̬֮���ǿ������ϵ���õ����ƹ��̹��ղ������ڰ��ȵ�Ӱ����ɣ������ڿ��ٶ�λ���ƹ�������ɰ���ƫ��Ĺؼ����ղ�����
3.1�����ɷַ��������ݽ�ά
���ڿ�������ο������ƹ�����Ӱ����ȵ����ظ��Ӷ���������������ù�ͬ���������յİ��ȣ�����������Ҫ�Դ���һ�����죬ͬʱ���ȵ�Ӱ�����Ҳ����ȫ��ͬ���ڽ��а��ȷ���ʱҪץס�ؼ����̿��Ʊ��������Դ�Ҫ���ض��ȵ�Ӱ�졣��ˣ��ڽ��й��������ھ�ǰ�б�Ҫ�������ݽ�ά������ͬʱ���ڼ������������������Ҫ���á�
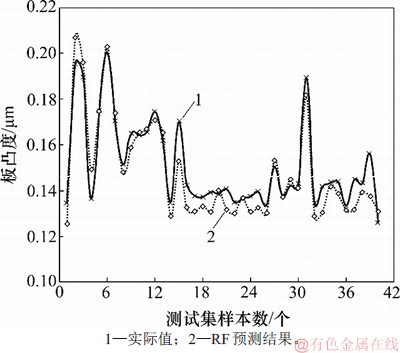
ͼ5��RFģ��Ԥ����
Fig. 5��RF model prediction results
��1��ѵ���ںͲ�����RFģ��Ԥ������
Table 1��Prediction performances of RF model in training and testing periods
���ɷַ�������õ����Խ�ά������ͨ��ij������ͶӰ����ά������ӳ�䵽��ά�Ŀռ��б�ʾ������������ͶӰ��ά�������ݵķ��������ʹ�ý��ٵ�����ά�ȣ�ͬʱ�ܹ������ݰ�����Ϣ����ʧ��Ϊ���[14]��
������������x��
 (1)
(1)
ʽ�У�p=1, 2,  , 83; n=1, 2, , 1 208��
, 83; n=1, 2, , 1 208��
��ʽ(1)����Z�����������õ������������x*Ϊ
 (2)
(2)
����x*Э������������ֵ��1, ��2, , ��p������������1, ��2, , ��p�������ɷֵĹ�����P��ʾΪ
 (3)
(3)
��ȡ����ֵ����1��13�����ɷ֣���13�����ɷֵ��ۻ�������Ϊ90.10%���������ڴ���ȫ��������Ϣ���������ɷ�����û����ȷ��ʵ�ʺ��壬������Ϊʵ�ʵĿ��Ʊ����������ɷ���Ӱ�������ı������Դ������ɷְ�������Ҫ��Ϣ�����ͨ�����ɷ��غɾ�����йؼ�������ѡȡ[15]�����ɷ��غɾ���ӳ���ɷ���ԭʼ�������������̶ȣ�ԭʼ����xj�ڵ�p�����ɷ�zi�ϵ��غ�lij���Ա�ʾΪ
 (4)
(4)
ʽ�У� ����iΪ����ֵ����ijΪ����������i�ĵ�j��������
����iΪ����ֵ����ijΪ����������i�ĵ�j��������
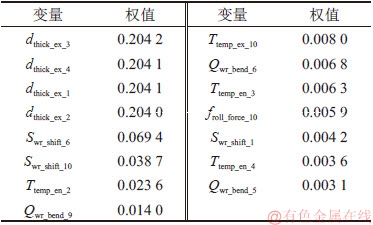
ѡ��ÿ�����ɷ���Ӱ����Ϊ�����ı�����Ϊ�ؼ����Ʊ������Դ������Ͳ�������Ĺ�ģ�����ڵ�һ���ɷְ�������Ϣ��࣬��ˣ��ӵ�һ���ɷ���ѡȡ3���ؼ����Ʊ�����ɸѡ���Ĺؼ����Ʊ������£�dthick_ex_1��dthick_ex_2��dthick_ex_3��dthick_ex_4�ֱ�Ϊ��1���Ρ���2���Ρ���3���κ͵�4���γ��ں�ȣ�Swr_shift_1��Swr_shift_6��Swr_shift_10�ֱ�Ϊ��1���Ρ���6���κ͵�10���δܹ�����Ttemp_en_2��Ttemp_en_3��Ttemp_en_4�ֱ�Ϊ��2���Ρ���3���κ͵�4��������¶ȣ�Ttemp_ex_10Ϊ��10���γ����¶ȣ�Qwr_bend_5��Qwr_bend_6��Qwr_bend_9�ֱ�Ϊ��5���Ρ���6���κ͵�9�����������froll_force_10Ϊ��10������������
�ؼ����Ʊ�����Ӱ����wָ���ǹؼ����Ʊ����������տ������ȵ�Ӱ��Ȩ�أ�����ֵ�ϵ��ڿ��Ʊ��������ɷ����Ӿ����������غ�l�ľ���ֵ������ɷֵĹ�����P�ij˻���������㹫ʽΪ
 (5)
(5)
ʽ�У�p=1, 2, , 83; n=1, 2, , 1 208��
������йؼ����Ʊ���Ӱ�����ļ��㣬������������������һ���������մӴ�С��˳��������õ��ؼ����Ʊ�����Ȩֵ�����������2��ʾ��
��2���ؼ����Ʊ���Ȩֵ
Table 2��Weight of key control variables
3.2����ֵ�����Ե���ɢ��
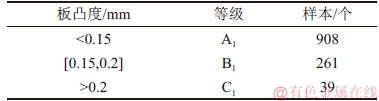
Apriori�㷨Ҫ�����ݼ��е��������ͱ���Ϊ��ɢ�ͣ���Ӧ��Apriori�㷨���й��������ھ�ǰ��������ݵ���ɢ������[16]������Ŀ�����(����������)��ɢ������ʱ������ʵ�����������֪����������һ������Ϊ0.15 mm���ң����ȳ���0.2 mmʱ�ж�Ϊ���ϸ�����һʵ����������Ľ����Ȼ���ΪA1��B1��C1��3���ȼ������3��ʾ��ͨ��Ŀ���������ɢ�������������ݼ�����Ϣ��
��3��������ɢ�����
Table 3��Discrete results of plate crown
���þ���������й�������ǰ�������Ʊ�����ֵ�����Ե���ɢ������������������Ե�ȡֵ�ֲ������ݵ�������ԣ����Եõ��������������ɢ�����[17]������Matlab���ʵ��K-means�����㷨����������ɢ����������ÿ�����Ի���Ϊ8������(��)�����ѡ��8����������Ϊ���صij�ʼ���ģ��ֱ����ʣ�������������������ĵľ��룬������������̵Ĵ��в����¼���8���ص����ġ��ظ������������̣�ֱ��ƽ���������E������
 (6)
(6)
ʽ�У�EΪ���ݼ��������������ƽ�����ͣ�qΪ�����miΪ��Ci�ľ�ֵ��kΪ�ص���Ŀ��
Ϊʹ���ݹ����Ա��ڽ��������ھ�һ������ɢ����ӳ�����������ĸ��ʶ����Swr_shift_1����ɢ��������4��ʾ��
��4��Swr_shift_1��ɢ�����
Table 4��Discrete results of Swr_shift_1

3.3������Apriori�㷨�Ĺ��������ھ�
���Xt={i1, i2, , ip} (p=1, 2, , 15)��Y={b}������i1, i2, , ip�ֱ����dthick_ex_3��dthick_ex_4��dthick_ex_1��15���ؼ����Ʊ���1��ֵ���ڵ������䣬 ��������ȡֵ��1�������䣬����A1��B1��C1��3���ȼ�����ҪѰ�ҳ�����
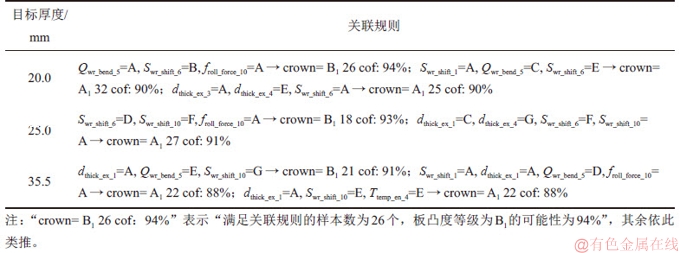
��������ȡֵ��1�������䣬����A1��B1��C1��3���ȼ�����ҪѰ�ҳ����� �Ĺ�������[18]�����ڿ������ΪB1��C1�ȼ����ִ������٣���Щ����״̬�ǽ��а��ȷ�����Ҫ�ص��о������ݣ���ˣ��ڽ��й����������ʱ������1���ϵ͵�֧�ֶȣ��趨��С֧�ֶ�Ϊ1%����С���Ŷ�Ϊ50%�����ڰ���ΪA1�Ŀ���״̬���ִ�����࣬�ڲ�����Ӧ�Ĺ�������ʱ����С���Ŷ�����Ϊ80%�Ա�֤�����������Ч�ԡ�ɸѡĿ����Ϊ20 mm��Ŀ�����Ϊ3 910 mm��Ŀ����Ϊ25 mm��Ŀ�����Ϊ3 150 mm��Ŀ����Ϊ35.5 mm��Ŀ�����Ϊ4 240 mm��3�ֵ���������Ĺ����������5��ʾ��
�Ĺ�������[18]�����ڿ������ΪB1��C1�ȼ����ִ������٣���Щ����״̬�ǽ��а��ȷ�����Ҫ�ص��о������ݣ���ˣ��ڽ��й����������ʱ������1���ϵ͵�֧�ֶȣ��趨��С֧�ֶ�Ϊ1%����С���Ŷ�Ϊ50%�����ڰ���ΪA1�Ŀ���״̬���ִ�����࣬�ڲ�����Ӧ�Ĺ�������ʱ����С���Ŷ�����Ϊ80%�Ա�֤�����������Ч�ԡ�ɸѡĿ����Ϊ20 mm��Ŀ�����Ϊ3 910 mm��Ŀ����Ϊ25 mm��Ŀ�����Ϊ3 150 mm��Ŀ����Ϊ35.5 mm��Ŀ�����Ϊ4 240 mm��3�ֵ���������Ĺ����������5��ʾ��
4 ���ڹ�������Ĺؼ����ղ����������Լ��������
4.1�����ڹ�������Ĺؼ����ղ�����������
�������ھ����ݼ��в���������ȵȼ�ΪA1ʱ��Ӧ�������������������ѡȡ���������С��������ɱ�����������Ϊ�ؼ����ղ��������IJ��ձ������6��ʾ�����������һ��ʱ�������ͬ�Ŀ�������ƹ��̸����ε����ֶε�ʹ�ûᷢ���仯���ֳ�������Ա�����ʵ�����������������������տ�������Ҳ����ڲ��졣�����ȵȼ�ΪB1��C1����ȵȼ�ΪA1��Ӧ�Ĺ��������д��ڵ���ͬ���Ʊ�����Ϊ��Ҫ�����Ĺؼ����Ʊ��������ؼ����Ʊ����IJ�������Ϊ�ƶ����ز��Ե����ݣ������ձ��������ؼ����Ʊ����趨ֵ������Ӧ��������ʵ�ֶ��ȵĿ��ơ�ͨ���ʵ������ؼ����Ʊ���ʵ�����õİ��ȿ��ƣ����Ե��ͺ�ȹ����������ѡȡ��������������Աȷ������Ϊ���ݣ��ƶ��ؼ����ղ����������ԡ�
��5��3�ֵ�����������Ĺ�������
Table 5��Association rules of samples with three typical specifications
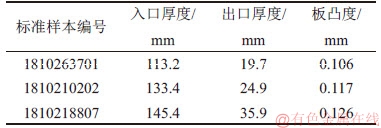
��6����������
Table 6��Standard sample set
�������Ĺؼ����ղ��������������£�
1) �ڽ���Ŀ����Ϊ20 mm��Ŀ�����Ϊ3 910 mm�Ŀ��������ʱ�����ֽ����ƹ��������£�Ӧ��С������5���ε�����������䱣����1 914~2 137 kN��Ӧ�ڵ�6���ν������ܹ����ܹ����趨Ϊ50.5~69.7 mm����ʱ������6���εĹ����ɸ��ȱ�Ϊ���ȣ���С�˵�6���εİ��ȡ�
2) �ڽ���Ŀ����Ϊ25 mm��Ŀ�����Ϊ3 150 mm�Ŀ��������ʱ�����ֽ����ƹ��������£�Ӧ��С������6���κ͵�10���εĴܹ���������6���εĴܹ�������Ϊ8~29 mm����10���εĴܹ�������Ϊ6.6~30.7 mm��
3) �ڽ���Ŀ����Ϊ35.5 mm��Ŀ�����Ϊ4 240 mm�Ŀ��������ʱ�����ֽ����ƹ��������£�Ӧ��С������5���ε���������������Ϊ2 817~3 108 kN��ͬʱ��С������10���εĸ��ܹ��������������-55.7~-33.8 mm���ھ������һ������ͨ��CVC plus�����Ĺ��������ܹ���һ����С�����İ��ȡ�
4.2�����ڹ�������Ĺؼ����ղ���������������Ԫ����
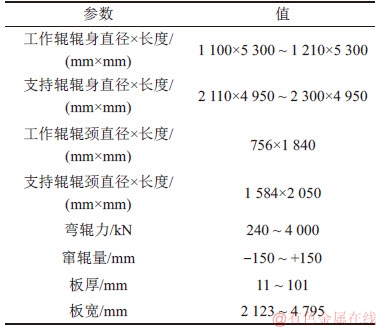
���ô���ͨ����������Ԫ����ANSYS������������һ�廯��ά����������Ԫ��Ϸ���ģ��[19-21]��ͨ����ϵ���Ա���ģ�ͻ�ȡ���ع�����״�����ص����������Ա���ģ���н��п����ؼ����ղ����������Եķ�����㣬������֤�����Ŀ����ԡ��ڽ�����ϵ���Ա���ģ��ʱ���������������ĶԳ����Լ��ϡ��������ķ��Գ��Բ����Ǽ�����Դ�����ƣ�������ϵ��1/4ģ�ͣ��Թ�������֧�ֹ�����Ӵ������Լ���������������Ӵ�����ѡ��Solid95��ʮ�ڵ�������߽Ȳε�Ԫ�����ಿ��ѡ��Solid45�˽ڵ�������Ȳε�Ԫ���ڹ�������֧�ֹ��Լ�������������֮����ܷ����Ӵ������ӽӴ���Ԫ�����ڹ�������֧�ֹ������-��Ӵ�����֧�ֹ���������ΪĿ���棬��������������Ϊ�Ӵ��棻���ڹ����������������-��Ӵ�������������������ΪĿ���棬������������Ϊ�Ӵ��棬Ŀ����ʹ�õĵ�Ԫ��ΪTarget170���Ӵ���ʹ�õĵ�Ԫ��ΪContact173[19]���ڽ������������Ա���ģ��ʱ��ȡ��ϵ��������1/4���н�ģ���������ø��Բ���ģ�ͣ���������˫���Ե���ǿ�������Բ���ģ�ͣ�����Solid164������ʵ�嵥Ԫ��������[20]����ϵ���ü����ϡ�����������Ԫ���ģ�����������ۺϹ��ΰ���ԭʼĥ�����Ρ�ĥ����κ��ȹ��Ρ���ģ�������7��ʾ������������Ԫģ����ͼ6��ʾ����������ģ�ͺ�ȷ�������Ϊ10�㡣
��7������Ԫģ�ͽ�ģ����
Table 7��Parameters of finite element model
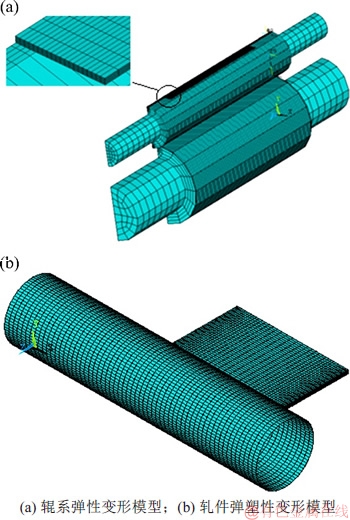
ͼ6����ά����������Ԫ���ģ��
Fig. 6��Three-dimensional elasto-plastic coupled finite element model
ѡȡ���������ƹ��ղ�����Ӧ��3���������г�ʼ�������ã����8��ʾ����������ں�ȷֱ�Ϊ112.961��145.240��137.420 mm������ȷֱ�Ϊ4 640.53��3 934.74��3 763.26 mm����������Ԫ�����������õ��İ��ȷֱ�Ϊ0.175��0.130��0.156 mm��ʵ�ʲ�õİ��ȷֱ�Ϊ0.163��0.120��0.148 mm��������Ϊ7.4%��8.3%��5.4%������Ԫģ�ͼ��㾫�����㹤��Ҫ��
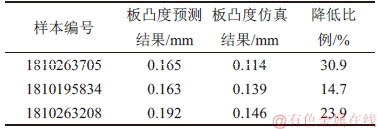
�ֱ�ѡȡ���Ϊ1810263705��1810195834��1810263208��������Ϊ����������Ӧ������Ԫ���ģ�ͽ��о���10�������ƹ��̵ķ�����㣬���������İ���Ԥ�����Լ�������������9��ʾ���ɱ�9���Կ�����3�����������İ��ȶ���0.15 mm���ڣ����ȵõ������ÿ��ƣ�˵����������Ĺؼ����ղ����������Զ��ڽ��а��ȿ�������Ч�ģ���Ϊ��չ���ȿ��ƹ�ҵʵ���ṩ�ο���
��8�����湤��
Table 8��Simulation conditions
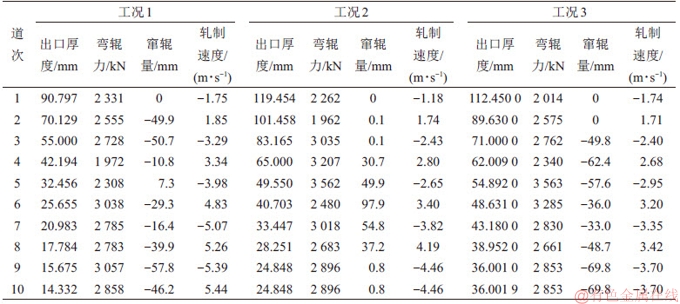
��9�����ȷ��������
Table 9��Simulation results of plate crown
5 ����
1) Ӧ�����ɭ�ּ��ɷ��������˿�������Ԥ��ģ�ͣ�ģ��Ԥ������ƽ�����������ֵ������������ȷ����ϵ���ֱ�Ϊ0.038��0.046��0.850�����ֳ����õķ������ܣ��ܹ�ʵ�ָ߾��ȵĿ�������Ԥ�⡣
2) ͨ�����ɷַ������������ݼ���83ά����15ά�����þ����������������ֵ�����Ե���ɢ��������ͨ�����������ھ�ʵ�ֶԲ�ͬ���ȿ���״̬�����ƹ��̹ؼ����Ʊ����Ŀ��ٶ�λ����Ӧ����3�ֵ��������ؼ����ղ������ز��ԡ�
3) ��������ά����������Ԫ���ģ�ͣ���3�ֵ�����ղ������ز��Խ����˷�����������ȷֱ��½���30.9%��14.7%��23.9%��˵�����ڹ�������Ĺؼ����ղ����������ԿɽϺõؿ��ư��ȣ�Ϊ��չ���������ھ�İ��ȿ��ƹ�ҵʵ���ṩ�˲ο����ݡ�
�ο����ף�
[1] ����. ����ְ���������[M]. ����: ұ��ҵ������, 2011: 257-259.
CHEN Ying. Introduction to wide and heavy steel plate mill[M]. Beijing: Metallurgical Industry Press, 2011: 257-259.
[2] FARHATNIA F, SALIMI M, MOVAHHEDY M R. Elasto-plastic finite element simulation of asymmetrical plate rolling using an ALE approach[J]. Journal of Materials Processing Technology, 2006, 177(1/2/3): 525-529.
[3] ���Ļ�, ����Ȫ, ������, ��. �к�����ƹ��̵���ֵģ��[J]. ����, 2010, 27(6): 15-21.
DING Wenhua, LI Miaoquan, JIANG Zhonghang, et al. Numerical simulation of the plate rolling process[J]. Steel Rolling, 2010, 27(6): 15-21.
[4] ��Ⱥ, ��־��, ����, ��. �к��TMCP����Ʒ�ְָ��ο��Ʋ����о�[J]. ����, 2014, 31(5): 20-22.
LI Qun, WANG Zhiyong, TIAN Peng, et al. Research of plate shape control strategy for quality steel using TMCP technology[J]. Steel Rolling, 2014, 31(5): 20-22.
[5] ����, ���嶫, �۽���, ��. ���ǰ��ε��а��������ɷ�����Լ�ģ�͵��о�[J]. �����о�, 2002, 30(1): 22-25.
SUN Lin, ZHANG Qingdong, SHAO Jiansheng, et al. Study on strategy and model of load distribution for shape control in reversible plate mill[J]. Reseach on Iron and Steel, 2002, 30(1): 22-25.
[6] �Ž���, ����ɽ, ����ѫ. ������к���������̵��ۺ���ֵ������ģ��[J]. �Ϻ���ͨ��ѧѧ��, 2008, 42(1): 32-36.
ZHANG Jinling, CUI Zhenshan, HU Hongxun. Simulation of multi-pass plate hot rolling by a mixed numerical and analytic method[J]. Journal of Shanghai Jiaotong University, 2008, 42(1): 32-36.
[7] ����, ����, �ΰ���, ��. �߾����к��ƽ����״Ԥ��ģ�͵��о���Ӧ��[J]. ����, 2011, 46(9): 55-58, 63.
ZHAO Yang, YANG Quan, HE Anrui, et al. Research and application on prediction model for flat shape of precision plate[J]. Iron & Steel, 2011, 46(9): 55-58, 63.
[8] PRINZ K, SCHAUSBERGER F, STEINBOECK A, et al. Feedforward control of lateral asymmetries in heavy-plate hot rolling using vision-based position estimation[J]. IFAC-PapersOnLine, 2017, 50(1): 11307-11312.
[9] ��־��, ����, ����. ������������Ƹ��ɷ���ģ�͵�һ���·���[J]. �����, 2001, 7(4): 35-38.
MU Zhichun, LIU Ke, SUN Peng. A new method for building load-distributing model in plate rolling process[J]. Wide and Heavy Plate, 2001, 7(4): 35-38.
[10] ����, ����, ���¾�. ���������ھ����������������������[J]. ���̿�ѧѧ��, 2015, 37(S1): 56-64.
LI Yang, WANG Jing, ZHANG Yongjun. Quality analysis method for hot strip based on data mining[J]. Chinese Journal of Engineering, 2015, 37(S1): 56-64.
[11] HASSAN H, BADR A, ABDELHALIM M B. Prediction of O-glycosylation sites using random forest and GA-tuned PSO technique[J]. Bioinformatics and Biology Insights, 2015, 9: BBI.S26864.
[12] PAN Xiaoyong, ZHU Lin, FAN Yongxian, et al. Predicting protein�CRNA interaction amino acids using random forest based on submodularity subset selection[J]. Computational Biology and Chemistry, 2014, 53: 324-330.
[13] �̼���, �����, ����, ��. ���ھֲ����������ɭ�ֵ�������Ϊʶ��[J]. ��ѧѧ��, 2014, 34(10): 212-221.
CAI Jianxin, FENG Guocan, TANG Xin, et al. Human action recognition based on local image contour and random forest[J]. Acta Optica Sinica, 2014, 34(10): 212-221.
[14] л����, ��˼��. SPSSͳ�Ʒ����������ھ�[M]. 3��. ����:���ӹ�ҵ������, 2017: 176-178.
XIE Longhan, CAI Siqi. SPSS statistical analysis and data mining[M]. 3rd ed. Beijing: Electronic Industry Press, 2017: 176-178.
[15] SINGH J, RAM H, SODHI J S. Improving efficiency of Apriori algorithm using transaction reduction[J]. International Journal of Scientific and Research Publications, 2013, 3(1): 1-4.
[16] ��ӭ��, ��Ÿ, ����. ���ھ�����ɢ���ͱ侫�������ص�����Լ��[J]. ���������, 2018, 33(8): 1407-1414.
CHEN Yingchun, LI Ou, SUN Yu. Attribute reduction based on clustering discretization and variable precision neighborhood entropy[J]. Control and Decision, 2018, 33(8): 1407-1414.
[17] �±���, ����, ������. ���ڹ��������ھ�ĵ���������ȫ�¹��¼��ؼ�����ɸѡ[J]. �����Զ����豸, 2018, 38(4): 68-74.
CHEN Biyun, DING Jin, CHEN Shaonan. Selection of key incentives for power production safety accidents based on association rule mining[J]. Electric Power Automation Equipment, 2018, 38(4): 68-74.
[18] BORAH A, NATH B. Identifying risk factors for adverse diseases using dynamic rare association rule mining[J]. Expert Systems with Applications, 2018, 113: 233-263.
[19] �ܽ���, ����, ����, ��. UCM�����������м�������о�[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2011, 42(4): 966-971.
CAO Jianguo, ZHANG Yong, YANG Guanghui, et al. Intermediate roll contour of 6-hi UCM cold rolling mill[J]. Journal of Central South University(Science and Technology), 2011, 42(4): 966-971.
[20] �ܽ���, �ƻ�, ����, ��. �и������ĵ繤���������˵�����Ԫ����[J]. ��������ҵ��ѧѧ��, 2016, 48(1): 146-151.
CAO Jianguo, TANG Hui, YANG Guanghui, et al. Finite element analysis of edge wave for non-oriented electrical strip with high temperature phase transition[J]. Journal of Harbin Institute of Technology, 2016, 48(1): 146-151.
[21] CAO Jianguo, CHAI Xueting, LI Yanlin, et al. Integrated design of roll contours for strip edge drop and crown control in tandem cold rolling mills[J]. Journal of Materials Processing Technology, 2018, 252(2): 432-439.
���༭ �������
�ո����ڣ� 2019 -01 -09; �����ڣ� 2019 -03 -09
������Ŀ(Foundation item)���Ƽ������·�������ר��(2016IM010300)����������ƻ�����������˲���Ŀ(yzlyjfjh2015CX055)�������У��������ҵ���ר��(FRF-GF-18-010B)(Project(2016IM010300) supported by Innovation Method Fund of China; Project(yzlyjfjh2015CX055) supported by L��yang Jinfeng Program for the Innovation Leading Talents; Project(FRF-GF-18-010B) supported by the Fundamental Research Funds for the Central Universities)
ͨ�����ߣ��ܽ�������ʿ�����ڣ����»��ڴ����ݵ��������콨ģ��ȫ���̰����������ơ���ȷ���Գ������켰���Զ����ͻ����˷�������Ƥ�������������ģ̬��֪���о���E-mail: geocao@ustb.edu.cn

