网络首发时间: 2019-04-29 09:09
稀有金属 2020,44(12),1233-1239 DOI:10.13373/j.cnki.cjrm.xy18100017
Ti-22Al-25Nb合金扩散连接工艺及连接机制研究
付明杰 曾元松 钱健行 刘刚
中国航空制造技术研究院塑性成形技术航空科技重点实验室数字化塑性成形技术与装备北京市重点实验室
哈尔滨工业大学金属精密热加工国际级重点实验室
摘 要:
针对Ti-22Al-25Nb合金(Ti2 AlNb合金)板材在温度为950~980℃、气压为2.0~3.5 MPa、时间为2~3 h下的真空扩散连接工艺及机制进行了研究。结果表明:影响Ti2 AlNb合金扩散连接焊合率的最主要因素为表面粗糙度(Ra),当Ra小于0.2μm时,焊合率可在950℃,2.0 MPa下达到90%以上。揭示了Ti2 AlNb合金扩散连接机制,通过采用单相区扩散连接对比试验和静态热处理试验,认为固溶温度下的扩散连接主要在压应力作用下,B2相和B2相的扩散连接是通过冷却析出的等轴O相颗粒实现焊缝连接;低于固溶温度扩散连接,O相与O相之间的连接通过大角度晶界转变为小角度晶界和晶界移动实现连接,而B2相与O相则通过应力诱发相变生成的B2相实现连接。
关键词:
Ti2AlNb合金 ;扩散连接 ;显微组织 ;
中图分类号: TG453.9
作者简介: 付明杰(1981-),男,内蒙古赤峰人,博士,高级工程师,研究方向:高温钛合金、金属间化合物等超塑成形/扩散连接工艺及理论研究,电话:010-85701427,E-mail:fumj@bamtri.com;
收稿日期: 2018-10-23
基金: 国家科技部支持(万人计划)项目(2069999)资助;
Diffusion Bonding Process and Mechanism of Ti-22Al-25Nb Alloy
Fu Mingjie Zeng Yuansong Qian Jianhang Liu Gang
Aeronautical Key Laboratory for Plastic Forming Technology,Beijing Key Laboratory of Digital Plasticity Forming Technology and Equipment,AVIC Manufacturing Technology Institute
National Key Laboratory for Precision Hot Processing of Metals,Harbin Institute of Technology
Abstract:
The diffusion bonding processing and mechanism of Ti-22Al-25Nb alloy(Ti2 AlNb alloy)under the conditions of temperature of 950~980 ℃,pressure of 2.0~3.5 MPa and holding time of 2~3 h were studied.The results showed the most important factor effecting quantity of diffusion bonding welding was roughness of material(Ra),welding rate could be better than 90% when the Rawas less than 0.2 μm under 950 ℃ and 2.0 MPa.The diffusion bonding and static heat treatment experiments were carried out at β phase zone,it was supposed that the mechanism of diffusion bonding of B2 phases was bonded through O phase precipitated at grain boundary of B2 phases under compressive stress.Diffusion bonding was applied below solution temperature,the main control mechanism of diffusion bonding between O phase and O phase was grain boundary transferred from high angle boundaries(HAB)to low angle boundaries(LAB)and sliding parallel to the compressive direction to form a grain.The bonding of B2 phase and O phase was through stress induced transformation of O phase to B2 phase.
Keyword:
Ti2AlNb alloy; diffusion bonding; microstructure;
Received: 2018-10-23
由于Ti-Al系金属间化合物的有序结构和本征脆性
[1 ,2 ,3 ]
,致使其焊接工艺性较差,目前对Ti2 Al Nb合金较为合适的焊接方法有电子束焊接
[4 ]
和真空固态扩散焊,真空固态扩散焊属于非熔化焊,接头具有与母材相同的组织,且性能与母材相当,也是实现超塑成形/扩散连接(SPF/DB)组合工艺制备空心夹层结构的最优焊接工艺。
邹贵生等
[5 ,6 ,7 ]
采用Gleeble 1500D热模拟试验机对Ti-22Al-25Nb合金(Ti2 Al Nb合金)进行了固态扩散焊,当温度高于970℃,压力大于7 MPa时可实现良好的界面冶金结合。另外他们还采用TLP焊接方法实现了Ti-22Al-25Nb合金的连接,选用的中间层为Ti-15Cu-15Ni合金箔,采用20 MPa的压力才能实现较好的焊接接头。合肥工业大学李贝贝等
[8 ]
采用真空热压法对Ti2 Al Nb合金进行了扩散连接工艺及性能研究,获得较佳的扩散连接工艺参数为温度950℃,压力10~15 MPa,时间为120 min。哈尔滨工业大学李万青等
[9 ]
采用固相扩散方法研究了扩散时间、压力、温度对Ti3 Al和Ti2 Al Nb界面组织的影响,发现5~7 MPa的连接压力为合适压力,压力过大,会导致接头母材中B2相晶粒在一定程度上长大、粗化。
本文以实际工程应用为目标,采用可实现工业化生产的参数开展Ti-22Al-25Nb合金的扩散连接工艺及连接机制研究,为其超塑成形/扩散连接组合工艺提供支持。
1实验
1.1材料
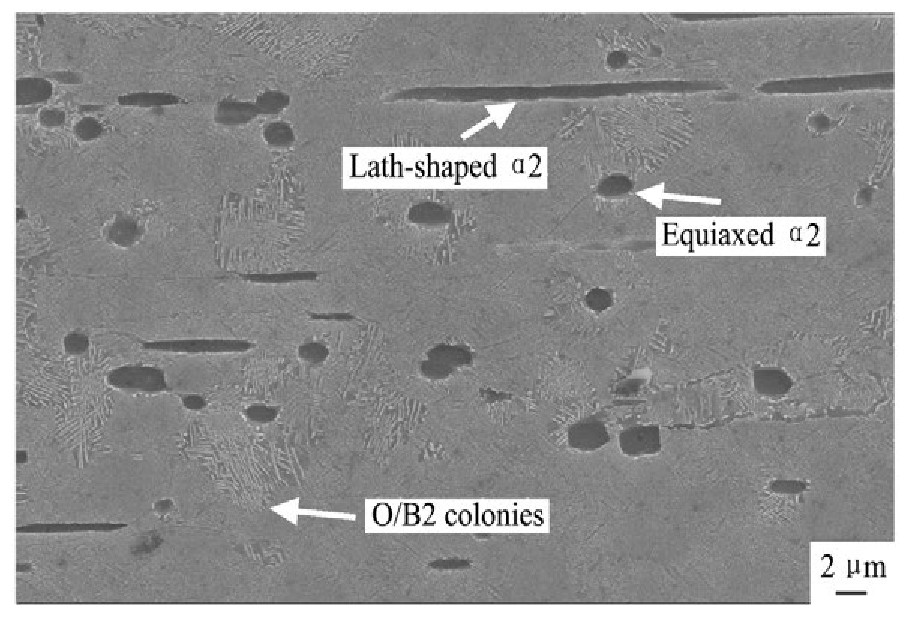
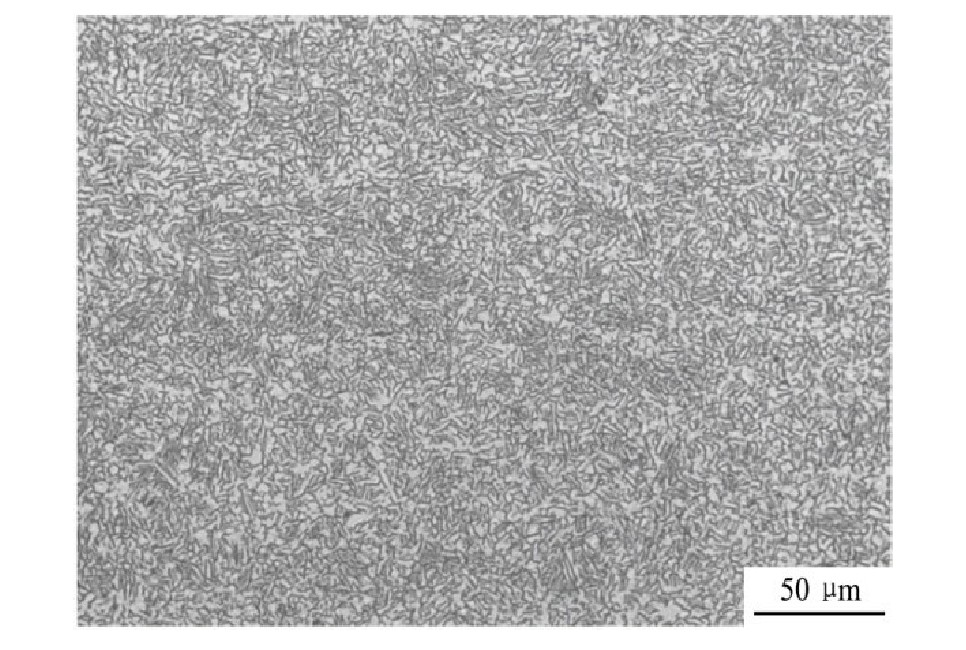
实验材料由钢铁研究总院提供的1.0 mm厚的M态Ti-22Al-25Nb(%,原子分数)合金板材,实测化学成分如表1所示。采用热处理方法测得相变点温度为1040℃。其轧制方向的扫描电子显微镜(SEM)原始组织如图1所示,由α2+O/B2团簇组成,其中α2形貌为长条状和等轴颗粒。
1.2方法
扩散连接试样表面状态分别选取原始母材和经600# 砂纸研磨。利用电火花线切割方法加工成30 mm×35 mm的试片,表面经除油、酸洗后烘干。扩散连接在300t SPF/DB设备上进行,扩散连接温度分别选择为980和950℃,压力为3.5和2.0MPa,时间为2和3 h。将两片叠加的Ti2 Al Nb试片放入TC4钛合金包套中,扩散连接过程中包套始终保持抽真空,对模具通入高纯氩气对包套施压。保温、保压结束后随炉冷却降温,600℃出炉。采用线切割加工出10 mm×15 mm的金相试样,采用OLYMPUS BX41M金相显微镜(OM)和ZEISS SU-PRA55场发射扫描电子显微镜(SEM)进行显微组织观察分析。采用JEOL JXA-8530F场发射电子探针分析仪(EPMA)进行微区成分分析。
表1 Ti2 Al Nb合金的实测化学成分 下载原图
Table 1 Chemical compositions of as-received Ti2 Al Nb al-loy(%,mass fraction)
图1 Ti2Al Nb合金板材原始组织
Fig.1 SEM image of as-received Ti2 Al Nb alloy
2结果与讨论
2.1扩散连接工艺参数对焊合率的影响
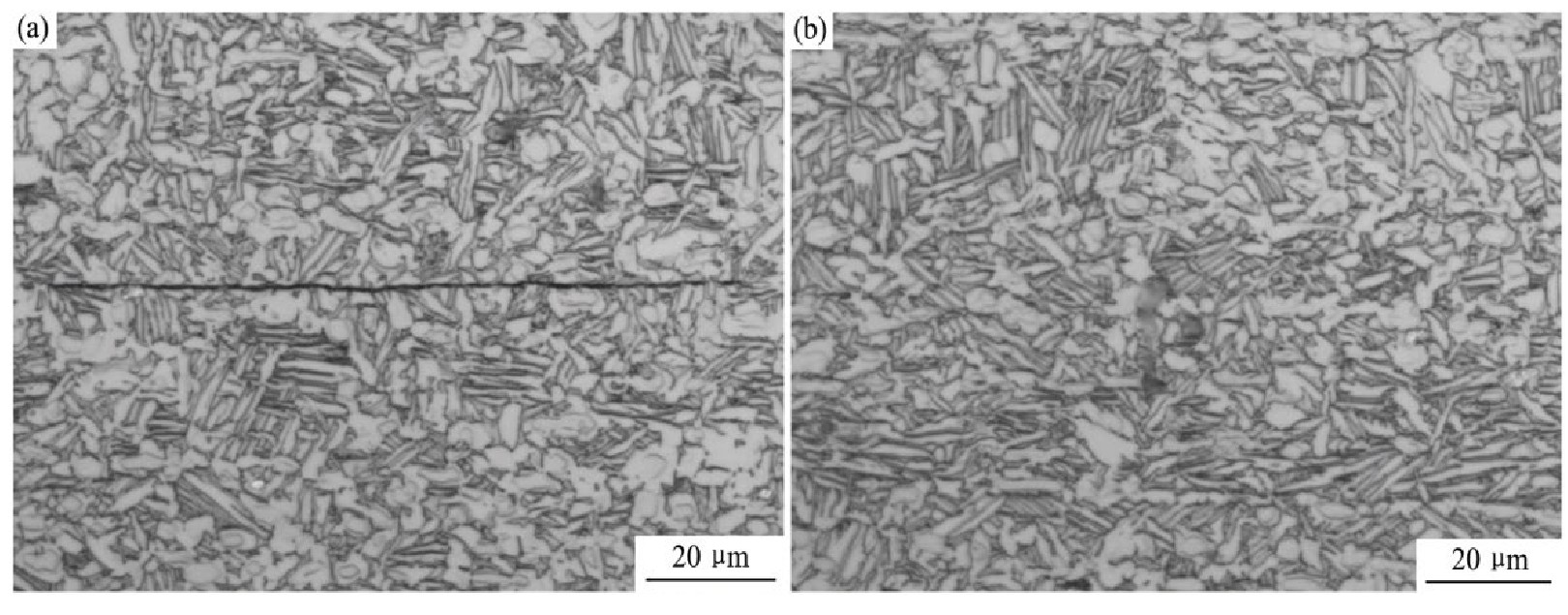
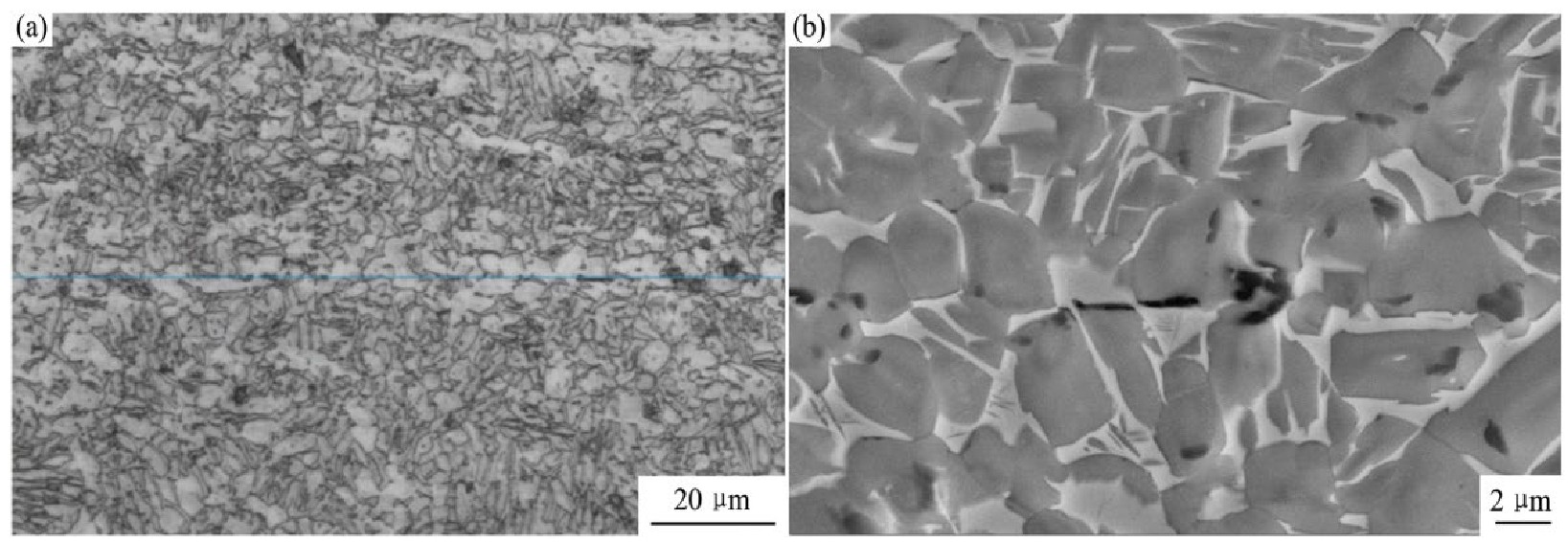
如图2所示为扩散连接参数为980℃+2.2MPa+2 h的焊缝微观组织,从焊缝的金相检测结果可以看出,焊合率不高,经统计约为70%,有连续未焊合区,也有连续焊合区,最大连续未焊合区长度可达170?m。高倍组织如图3所示。可见,对比原始组织有较大改变,980℃为固溶温度,且冷却方式为随炉冷却,冷却速度较慢,冷却至800℃的速度约1℃・min-1 。因此,析出O相片层的厚度较大,也生成较多的O相颗粒。对比焊缝两侧其他位置,焊缝处O相颗粒较多。但在980℃下O相完全固溶于β/B2相中,由此可以推断,焊缝处的等轴O相颗粒是在冷却过程中析出的。
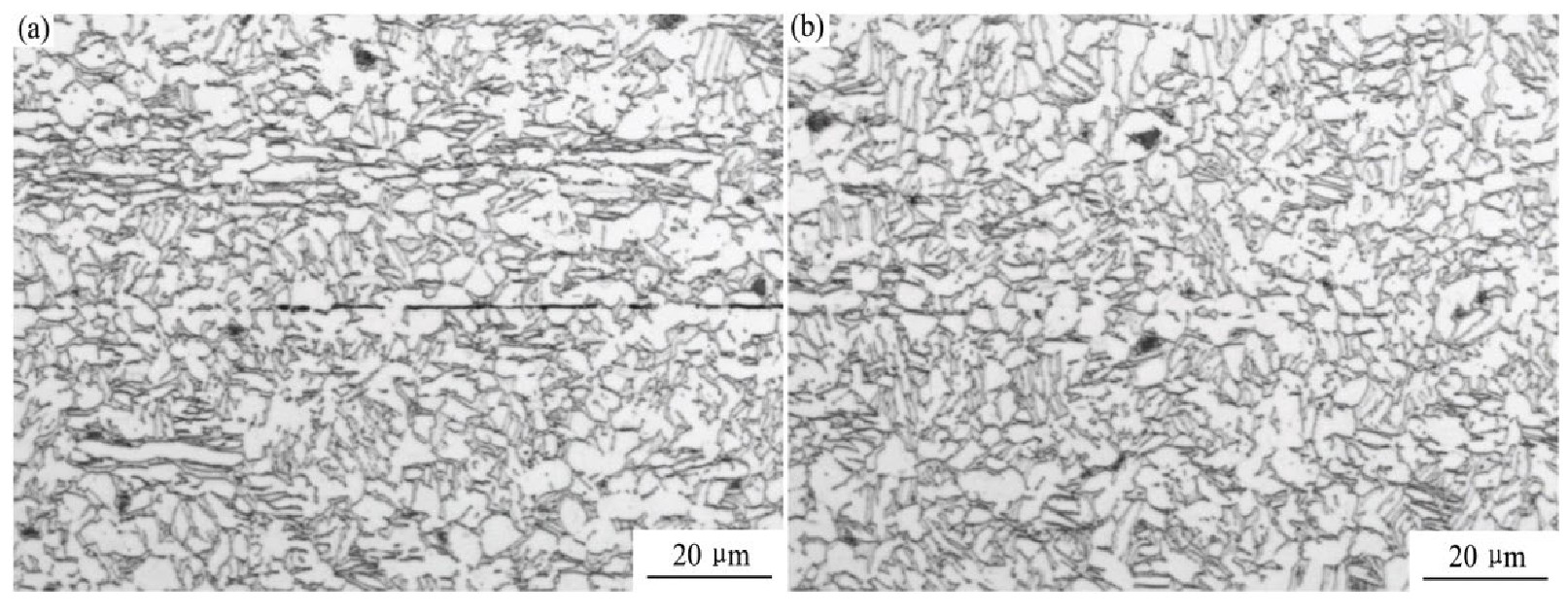
从上述结果分析来看,存在连续未焊合的可能原因是气压不够导致未发生第一阶段的物理接触。将扩散连接气压增加至3.5 MPa。结果如图4所示,焊合率与2.2 MPa的基本相同,仍然存在连续未焊合区,最大连续未焊合区的长度减小至110?m。
钛合金扩散连接工艺中,工艺参数对焊合区影响由大到小分别为温度、压力和时间。由于3.5MPa为设备的额定最大气压,将保温、保压时间延长至3 h。从结果来看,并未增加焊合率,基本与2h的相同。微观组织如图5所示。其中一个较为明显的现象是焊缝两侧O相居多,焊缝犹如一把刀将O相晶粒切开,与之前的结果相同。根据以上结果可以认为,对于Ti2 AlNb合金,扩散时间为2~3 h,压力为2.2~3.5 MPa,焊合率几乎相同,其工艺窗口中,该时间和压力参数范围属于平稳过渡区。
图2 980℃+2.2 MPa+2 h的扩散连接界面SEM照片
Fig.2 SEM images of diffusion bonding interface at 980℃+2.2 MPa+2 h
(a)Continue undiffusion bonding area;(b)Continue diffusion bonding area
图4 980℃+3.5 MPa+2 h的扩散连接界面OM照片
Fig.4 OM images of diffusion bonding interface at 980℃+3.5 MPa+2 h
(a)Continue undiffusion bonding area;(b)Continue diffusion bonding area
图3 扩散连接界面高倍组织
Fig.3 Microstructure of diffusion bonding interface
(a)OM image;(b)SEM image
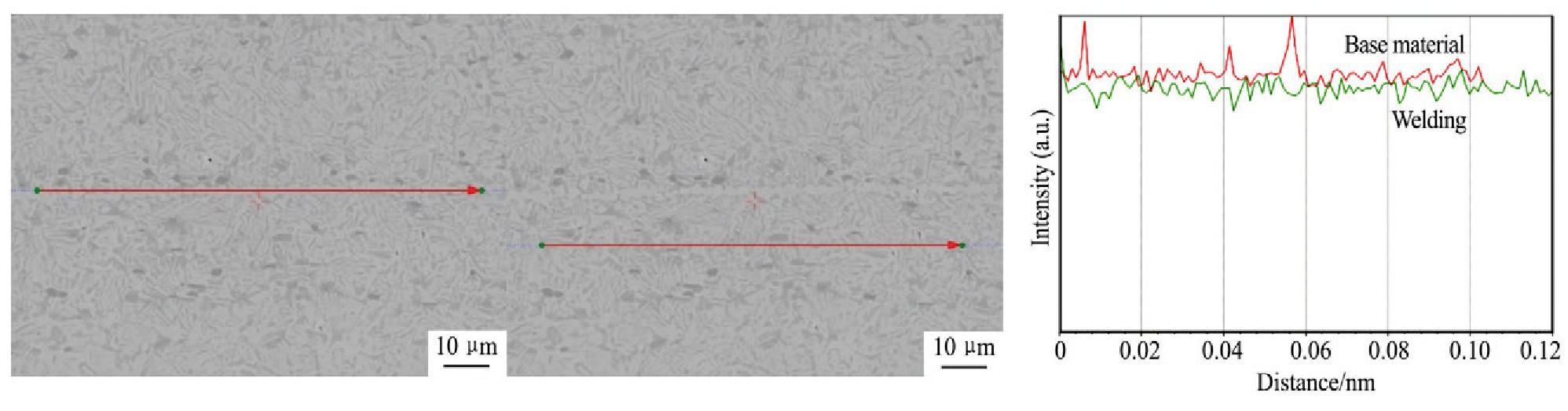
为了排除焊缝处的等轴O相颗粒为氧化层,采用电子探针(EPMA)对焊缝和母材的O含量进行线扫,结果如图6所示。可见,焊缝与母材的O含量基本一致,焊缝的平均值较母材略小,由此可以排除焊缝为氧化层的可能。
扩散连接理论认为连接件表面产生微观变形达到紧密接触,当距离达到γA时,实现原子相互扩散,通过一段时间的保温,使原子达到充分扩散而形成牢固的连接结构。γA为最大结合力点,表现为引力。根据以上结果可知,均存在连续未焊合区,表明均未能实现第一阶段的物理接触。经测试,母材的平均表面粗糙度(Ra )值为0.58?m,而600# 砂纸研磨后的Ra 值为0.14?m。采用950℃+2.0 MPa+2 h的扩散连接焊缝如图7所示。可见,经过表面研磨后的焊合率有较大提高,可达到90%以上,并且未焊合区仅为点状,无长条未焊合区。由此可见,表面粗糙度是影响Ti2 AlNb合金扩散连接质量的最主要因素。
图5 980℃+3.5 MPa+3 h的扩散连接界面OM照片
Fig.5 OM images of diffusion bonding interface at 980℃+3.5 MPa+3 h
(a)Continue undiffusion bonding area;(b)Continue diffusion bonding area
图6 焊缝和母材的O含量EPMA线扫结果
Fig.6 Oxygen content inspected by EPMA on welding and base material
图7 表面经研磨后的扩散连接焊缝组织
Fig.7 Microstructure of diffusion bonding interface after grind-ing surface
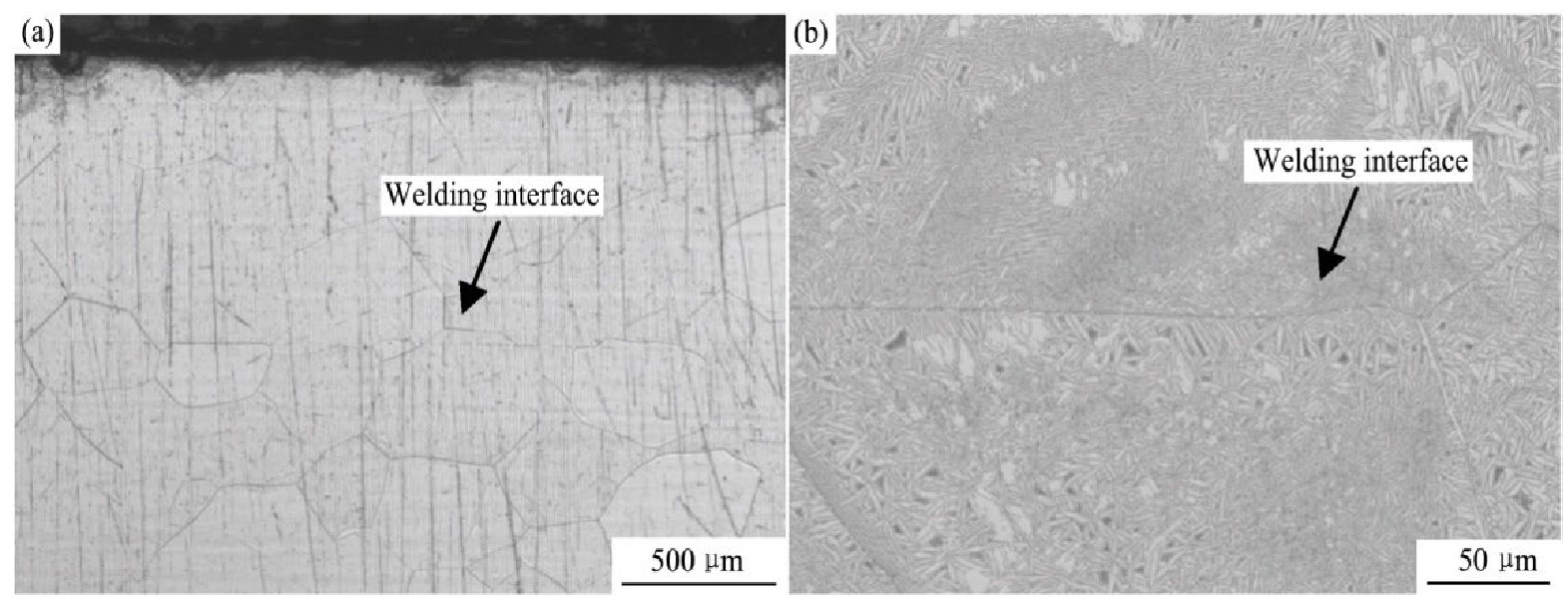
在Ti2 Al Nb合金固溶温度下,β/B2相含量较多。根据对β钛合金的研究结果发现,完全β相不易发生扩散连接。可以假设,高温下实现物理接触后,β/B2晶粒发生微塑性变形,实现晶粒紧密接触并形成晶界,在冷却过程中通过O相析出实现焊缝的连接。因此,开展了高温单相组织的扩散连接试验,并且扩散完成后水淬,保留高温组织。扩散连接的参数为1040℃+20 MPa+40 min。焊缝组织如图8(a)所示。可见,上述假设部分成立,β/B2较为粗大,焊缝处的晶界几乎平行于焊缝,这表明,高温下β/B2晶粒发生了微塑性变形,并形成了晶界,由于晶界完全平行于焊缝,该状态的界面强度并不高。为了验证是否通过O相析出实现焊缝连接的假设,首先,对上述扩散后的试样进行静态热处理,热处理制度为980℃,保温1 h,随炉冷却。目的是观察在无应力作用下,焊缝处的大β/B2晶界的组织变化。由图8(b)可见,该热处理条件下,原始β/B2晶界仍然存在,并且晶内析出非常细小的O相片层,但仍然可见原始焊缝。由此可以推断,在无外加应力的条件下,O相颗粒并未在焊缝处析出。间接表明,应力对O相晶粒析出的作用。
图8 高温焊缝组织及热处理后的焊缝组织
Fig.8 Microstructure of diffusion bonding interface at high temperature
(a)Microstructure after quench;(b)Microstructure after heat treatment
2.2 Ti2Al Nb合金扩散连接机制分析
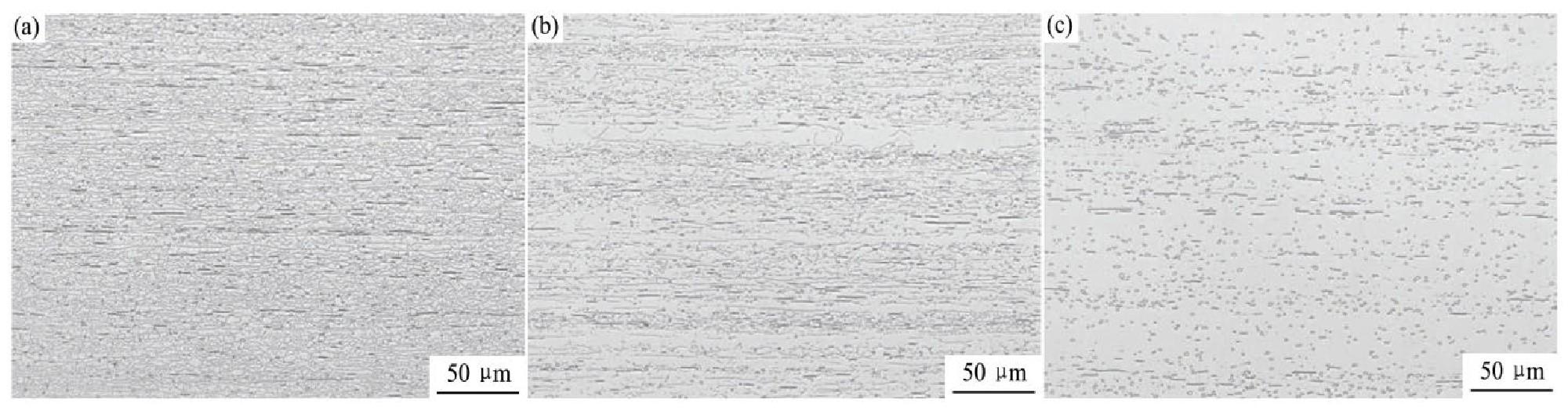
考虑扩散连接温度区间,分别采用940,960,980℃进行热处理,到温后保温1 h,立即水淬,保留高温显微组织。如图9所示,可见,Ti2 Al Nb合金在此3个温度下的组织特点是,940℃时O相含量较多,960℃时O相和β/B2含量相当,980℃时β/B2含量较多
[10 ]
。
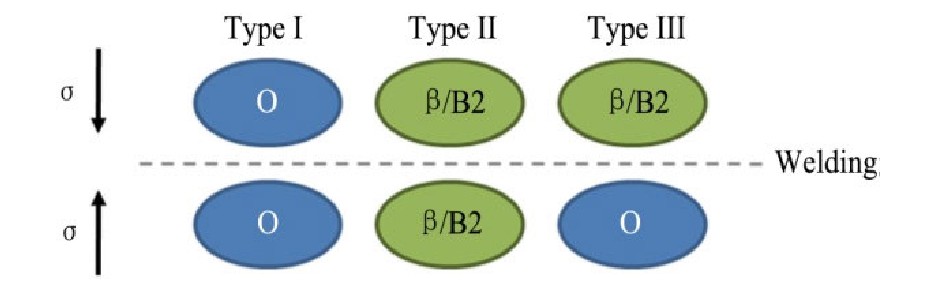
如图10所示为在940~980℃之间进行扩散连接,焊缝界面两侧晶粒相互接触的可能,分别为O相和O相――TypeⅠ,β/B2相和β/B2相――TypeⅡ,β/B2相和O相――TypeⅢ。由于上述实验结果中未在焊缝处发现α2相,因此,此处忽略α2相。
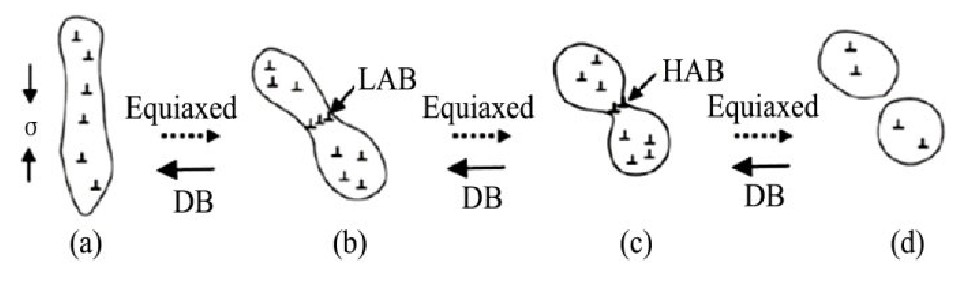
对于TypeⅠ,O相属于低温相,且主要从β/B2相析出,也会由α2+β/B2的包晶反应生成O相。对于扩散连接工艺而言,升温过程中,片层状O相会逐渐回溶到β/B2相中,高温下保温时间较长,O相会以颗粒状等轴晶存在。O相与O相之间扩散连接机制,可参考钛合金变形过程中的断裂球化机制,即如图11所示为钛合金中长条α晶粒在高温压缩过程中球化过程示意图。晶粒受压应力发生变形,内部位错密度增加,增加到一定程度会产生小角度晶界,继续变形,小角度晶界逐渐过渡成大角度晶界,从而原始长条晶粒发生断裂,形成等轴晶。然而,对于扩散连接而言,恰好是上述球化过程的“逆过程”。即O相晶粒与O相实现物理接触后,形成晶界,由于相同相之间不存在化学势差,也就不会由此所致的化学诱发晶界迁移行为。物理接触过程会在界面处产生微塑性变形,即会产生一定的位错,两晶粒之间存在大角度晶界,由于外力σ恒定,不会产生宏观塑性变形,位错受热力学影响较大,很快会发生大角度晶界向小角度晶界的转变,小角度晶界受压应力的作用发生沿平行压应力的方向迁移,形成亚晶,从而完成晶粒的合并长大,实现界面连接。
图9 不同温度热处理水淬的微观组织
Fig.9 Microstructure after quench at different heart treatment temperatures
(a)940℃;(b)960℃;(c)980℃
图1 0 Ti2Al Nb合金扩散相接触类型
Fig.10 Phase contact type of Ti2 Al Nb alloy diffusion bonding
图1 1 钛合金长条晶粒球化过程示意图及DB过程示意图
Fig.11 Mechanism of equiaxed of titanium alloy and diffusion bonding of O phase
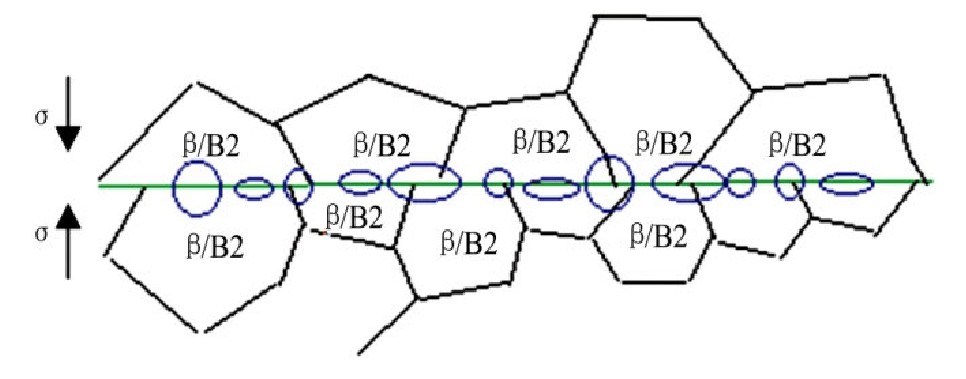
对于TypeⅡ,如上述试验结果可以认为,β/B2相和β/B2相实现扩散连接的机制为高温下形成晶界,在压应力的作用下,冷却过程中O相首先在晶界处形核长大,如图12所示的示意图。从对焊缝的分析结果来看,以这种连接机制为主。
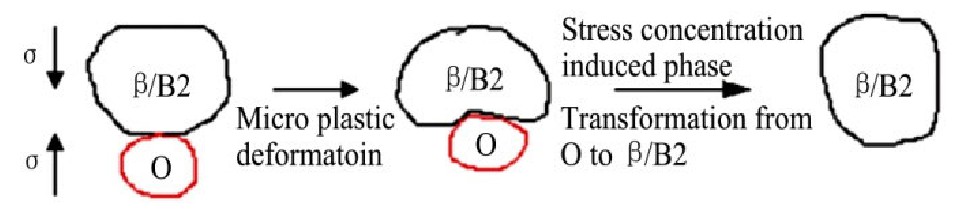
然而对于异相(TypeⅢ)之间的扩散连接机制,从界面微观组织观察发现,位于界面上的均为一个晶粒,而无平行于界面的晶界存在。这表明,TypeⅢ界面的形成由另外一种可能的机制控制。首先,两相之间的硬度不同,β/B2相为塑性相,而O相和α2相为强化相,导致相互接触时软相(β/B2相)先发生塑性变形,从而产生应力梯度,该应力梯度会引起化学空位,促进原子从压缩晶界发生移动。另外,晶界产生应力集中,在应力集中的作用下发生相变,即应力诱发相变
[11 ,12 ,13 ,14 ,15 ]
,O相向β/B2相发生转变,从而实现连接,如图13示意图所示。
图1 2 β/B2相和β/B2相实现扩散连接示意图
Fig.12 Mechanism of diffusion bonding betweenβ/B2 phase andβ/B2 phase
图1 3 应力诱发相变实现扩散连接示意图
Fig.13 Mechanism of stress induced phase transformation to form diffusion bonding
3结论
1在扩散连接温度950~980℃、压力2.0~3.5MPa和时间2~3 h范围内,影响Ti2 Al Nb合金扩散连接焊合率的最主要因素是表面粗糙度,当表面粗糙度Ra 小于0.2?m时,可获得大于90%的焊合率。
2.高温β/B2相和β/B2相实现扩散连接的机理为高温下形成晶界,在压应力的作用下,冷却过程中通过O相在晶界处形核长大实现连接。
3.O相与O相之间扩散连接机制为高温高压下由大角度晶界向小角度晶界转变,小角度晶界受压应力的作用发生沿平行压应力的方向迁移,形成亚晶,从而完成晶粒的合并长大,实现界面连接。
4.β/B2相与O相晶界产生应力集中,在应力集中的作用下发生应力诱发相变,O相向β/B2相发生转变,从而实现连接。
参考文献
[1] Zhang J W,Li S Q,Liang X B,Cheng Y J. Research and application of Ti3 Al and Ti2 AlNb based alloys[J].The Chinese Journal of Nonferrous Metals,2010,20(s1):s336.(张建伟,李世琼,梁晓波,程云君. Ti3 Al和Ti2 AlNb基合金的研究与应用[J].中国有色金属学报,2010,20(s1):s336.)
[2] Feng A H,Li B B,Shen J. Recent advances on Ti2 AlNb-based alloys[J]. Journal of Materials and Metallurgy,2011,10(1):30.(冯艾寒,李渤渤,沈军. Ti2 AlNb基合金的研究进展[J].材料与冶金学报,2011,10(1):30.)
[3] He P,Feng J C,Han J C,Qian Y Y. Advances in TiAl intermetallics and its joining technology[J]. Transactions of the China Welding Institution, 2002, 23(5):91.(何鹏,冯吉才,韩杰才,钱乙余. TiAl金属间化合物及其连接技术的研究进展[J].焊接学报,2002,23(5):91.)
[4] Yin J M,Lu B,Li Y L,Yang R. Electron beam welding of Ti2 AlNb based alloy sheet[J]. The Chinese Journal of Nonferrous Metals,2010,20(s1):s325.(尹建明,卢斌,李玉兰,杨锐. Ti2 AlNb合金板材的电子束焊接[J].中国有色金属学报,2010,20(s1):s325.
[5] Zou G S,Bai H L,Xie E H,Wu S J,Wu A P,Wang Q,Ren J L. Solid diffusion bonding of Ti-22Al-25Nb O phase alloy[J]. The Chinese Journal of Nonferrous Metals,2008,18(4):577.(邹贵生,白海林,谢二虎,吴树甲,吴爱萍,王庆,任家烈. O相合金Ti-22Al-25Nb固态扩散连接[J].中国有色金属学报,2008,18(4):577.)
[6] Zou G S,Bai H L,Xie E H,Wu S J,Wu A P,Wang Q,Ren J L. The TLP diffusion bonding of Ti2 AlNbbased alloy T-22Al-25Nb[J]. Rare Metal Materials and Engineering,2008,37(12):2181.(邹贵生,白海林,谢二虎,吴树甲,吴爱萍,王庆,任家烈. Ti2 AlNb相合金Ti-22Al-25Nb的TLP扩散连接[J].稀有金属材料与工程,2008,37(12):2181.)
[7] Zou G S,Xie E H,Bai H L,Wu A P,Ren J L. Wang Q. Effects of bonding parameters on the properties of TLP diffusion bonding joints of Ti-22Al-25Nb O-phase alloy[J]. Welding Technology,2007,36(6):15.(邹贵生,谢二虎,白海林,吴爱萍,任家烈,王庆.连接参数对Ti-22Al-25Nb合金TLP扩散连接接头性能的影响[J].焊接技术,2007,36(6):15.)
[8] Li B B,Wang B,Li P,Liu Y S,Xue K M. Solid diffusion bonding of Ti2 AlNb-based alloy[J]. The Chinese Journal of Nonferrous Metals,2015,25(3):662.(李贝贝,王斌,李萍,刘雨生,薛克敏. Ti2 AlNb基合金固态扩散连接工艺[J].中国有色金属学报,2015,25(3):662.)
[9] Li W Q,Wei H M,He P,Gao L J,Lin T S,Li X Q,He L C. Interfacial microstructure and mechanical properties of diffusion bonding of Ti3 Al and Ti2 AlNb[J].Journal of Materials Engineering,2015,43(1):37.(李万青,魏红梅,何鹏,高丽娇,林铁松,李小强,赫兰春. Ti3 Al和Ti2 AlNb合金扩散连接界面的组织及力学性能[J].材料工程,2015,43(1):37.)
[10] Wu B,Chen L,Fu J B,Zhang C H,Li Q. Prediction of phase structure and phase transition of Ti2 AlNb-based alloy[J]. Transctions of Materials and Heat Treatment,2009,30(4):189.(吴波,陈露,付金彪,张朝辉,李强. Ti2 AlNb基合金热处理中相结构与相变预测[J].材料热处理学报,2009,30(4):189.)
[11] Yang K L,Huang J C,Wang Y N. Phase transformation in theβphase of superα2 Ti3 Al base alloys during static annealing and superplastic deformation at 700~1000℃[J]. Acta Materialia,2003,51:2577.
[12] Koike J,Shimoyama Y,OhnumaI,Okamura T,Kainuma R,Ishida K,Maruyama K. Stress-induced phase transformation during superplastic deformation in twophase Ti-Al-Fe alloy[J]. Acta Materialia,2000,48:2059.
[13] Yang H S,Gurewitz G,Mukherjee A K. Mechanical behavior and microstructural evolution during superplastic deformation of Ti-6Al-4V[J]. Materials Transactions JIM,1991,32(5):465.
[14] Gegel H,Nap S. Dynamic effects on flow and fracture during isothermal forging of a titanium alloy[J]. Scripta Metallurgica,1980,14:241.
[15] Spingarn J R,Nix W D. Diffusional creep and diffusionally accommodated grain rearrangement[J]. Acta Metalurgica.,1978,26:1389.
[16] Zhu H P,Qu S J,Qi G Y,Shen J. High temperature oxidation behavior of as-rolled Ti2 AlNb-based alloy[J].Chinese Journal of Rare Metals,2016,40(2):104.(朱慧萍,曲寿江,祁广源,沈军. Ti2 AlNb基合金轧板高温抗氧化性能研究[J].稀有金属,2016,40(2):104.)