网络首发时间: 2017-05-27 11:28
稀有金属 2018,42(09),925-930 DOI:10.13373/j.cnki.cjrm.xy17030052
Ta及Ta-W合金真空渗碳工艺研究
李佳 闫晓东 杨银 陈松
北京有色金属研究总院国家有色金属复合材料工程技术研究中心
摘 要:
对Ta及Ta-W合金进行渗碳处理, 在表面获得一定厚度的渗碳层, 可以有效的提高其使用性能。对Ta及Ta-W合金进行真空渗碳处理, 利用X射线衍射仪 (XRD) 、扫描电镜 (SEM) 和金相显微镜 (OM) 研究了不同渗碳时间和渗碳温度对样品渗碳结果的影响规律, 分析了合金元素W对Ta-W合金渗碳结果的影响。结果表明:在1300℃下渗碳5 h, 纯Ta渗碳层表面物相为Ta, Ta C及Ta2C三相共存;随着渗碳时间的延长, 渗碳层中Ta及Ta2C含量逐渐减少, 渗碳10 h时, Ta及Ta2C相消失并全部生成Ta C相。在本文的渗碳条件下, W不与C原子发生反应生成碳化物, 而是仍以溶质原子的形式固溶于晶体内部。在1300~1500℃范围内, 随渗碳温度升高, 渗碳层厚度增加;随着渗碳时间的延长, 渗碳层厚度增加;提高渗碳温度有利于Ta C相的形成; 1500℃下渗碳10 h, 钽的渗碳层厚度可达35~40μm。在1500℃下渗碳5 h, Ta渗碳层厚度约20μm, Ta-2. 5%W为10~12μm, Ta-7. 5%W渗碳层厚度仅为7~8μm, 表明随着钽钨合金中W含量的增加, 渗碳速率降低, 相同时间内获得的渗碳层厚度越薄。
关键词:
真空渗碳;钽钨合金;TaC;Ta2C;
中图分类号: TG156.81
作者简介:李佳 (1993-) , 陕西宝鸡人, 硕士, 研究方向:难熔金属;E-mail:grinmlj@163.com;;*闫晓东, 教授;电话:010-61770559;E-mail:yxd@grinm.com;
收稿日期:2017-03-23
基金:国家自然科学基金项目 (50834008) 资助;
Vacuum Carburization Process of Ta and Ta-W Alloys
Li Jia Yan Xiaodong Yang Yin Chen Song
National Engineering and Technology Research Center for Nonferrous Metals Composites, General Research Institute for Nonferrous Metals
Abstract:
A carburized layer of Ta and Ta-W alloys with a certain thickness was obtained by carburizing, which could improve the performance effectively. Vacuum carburizing technology was performed on Ta and Ta-W alloys to explore the rules of experimental results under different time and temperature using X-ray diffraction (XRD) , scanning electron microscope (SEM) and optical microscope (OM) , and the effect of alloying element W on experimental results of Ta-W alloys was analyzed. The results showed that the reaction was incomplete after carburizing at 1300 ℃ for 5 h, and the phase composition of tantalum carburized layer contained Ta, TaC and Ta2 C. The contents of Ta and Ta2 C gradually decreased with the extension of time, and eventually both Ta and Ta2 C disappeared and TaC was produced totally after carburizing for 10 h. Under the carburizing conditions, W did not react with C, while W still diffused in crystal to from solid solution. The thickness of carburized layer increased with the increase of temperature between 1300 and1500 ℃. The thickness of carburized layer was increased with the extension of time. Increasing the carburizing temperature was favorable for production of TaC. The thickness of Ta carburized layer could reach 35 ~ 40 μm after carburizing at 1500 ℃ for 10 h. The thickness of Ta carburized layer was 20 μm after carburizing at 1500 ℃ for 5 h, while the carburized layer thickness of Ta-2. 5% W and Ta-7. 5% W were 10 ~ 12 μm and 7 ~ 8 μm, respectively. The result suggested that carburizing rate was reduced with the content increase of W in Ta-W alloys, which led to a thinner carburized layer.
Keyword:
vacuum carburization; Ta-W alloys; TaC; Ta2C;
Received: 2017-03-23
钽是一类具有高熔点、高沸点的难熔金属, 它具有优异的加工性能和耐腐蚀性能[1], 主要用作电容器、稀土冶炼和化工用耐腐蚀容器[2,3]。钽的碳化物相比于纯钽具有更高的强度、硬度[4,5,6], 优异的抗烧蚀性能和耐磨性能, 目前主要应用于机械加工、航空航天等领域[7,8,9,10,11]。碳化钽的不足之处在于其在室温条件下的加工性能较差, 不易成形, 从而限制了其使用范围。已有研究[12]表明, 将碳化钽覆着于金属钽表面可以在腐蚀环境下保护基体组织, 提高其抗氧化能力和化学惰性, 同时渗碳层化学稳定性和硬度随Ta C和Ta2C比例的增加而提高[13,14,15]。工业上一般采用渗碳、化学沉积、等离子喷涂等方式在钽表面获得碳化钽层[16,17]。渗碳作为机械制造业中应用最为广泛的一种化学热处理方法, 它是将活性碳原子渗入工件的表面, 提高表层碳浓度, 从而获得高碳的渗层组织[18,19]。目前主要的渗碳方式有气体渗碳、固体渗碳、真空渗碳和离子渗碳等。真空渗碳与传统渗碳方式相比, 其优势在于渗碳均匀性好, 同时可以显著较少二氧化碳和有害化学物质排放, 更加环保。目前对钽及其合金的渗碳处理一般采用气体渗碳的方式, 使其表面附着一层碳化物, 以提高工件的强度、硬度及抗烧蚀能力。不足之处在于气体渗碳过程容易产生晶间氧化物, 降低工件可靠性和使用寿命。采用真空渗碳技术可以避免氧化物的产生, 保证渗碳后工件质量。目前采用真空渗碳技术对Ta及Ta-W合金进行表面处理尚未见报道, 具体工艺参数对渗碳层物相组成、厚度的影响规律还有待研究。
本文以Ta, Ta-2.5%W和Ta-7.5%W为实验对象, 研究了渗碳时间和渗碳温度对渗碳结果的影响规律, 分析了合金元素W对钽合金渗碳结果的影响。
1 实验
本实验采用真空渗碳的方式对Ta, Ta-2.5%W和Ta-7.5%W进行渗碳处理, 渗气为乙炔, 渗载比1∶8, 渗碳温度为1300~1500℃, 保温时间为5~10 h, 试样渗碳完毕后随炉冷却。渗碳设备选择改装后的真空碳管炉。渗碳前对样品进行表面处理去除杂质、油污和氧化皮, 同时保证样品表面粗糙度一致, 以排除其他因素的干扰。
2 结果与讨论
2.1 渗碳层物相分析
在1300℃, 对纯Ta采用不同时间进行渗碳处理, 渗碳层物相组成如图1所示。分析可知, 渗碳5h后, 纯Ta的渗碳层为Ta, TaC和Ta2C三相共存。对比渗碳7 h后X射线衍射 (XRD) 分析可知, 随着时间的延长, Ta和Ta2C相逐渐减少, TaC相逐渐增加。延长渗碳时间至10 h时, 渗碳层表面全部生成TaC。Ta-C渗碳反应是C向Ta中扩散的过程, 前期C原子向Ta中扩散并填充于晶体的八面体间隙中, 随着扩散的进行, 晶格间隙中C原子浓度不断提高, 当其浓度达到饱和时, 开始形成密排六方 (hcp) 结构的Ta2C间隙相。该过程主要发生以下化合反应:

此时C只填充在部分八面体间隙中, 随着渗碳时间的延长, 过量的C占据Ta2C晶格的八面体间隙的同时, 晶体结构开始转变 (hcp→fcc) , 开始形成立方 (fcc) 结构的TaC, 同时未发生反应的Ta和C继续生成Ta2C。式 (2) 为该阶段的主要化学反应:

随着渗碳的继续进行, Ta相全部消失形成Ta2C, 当C原子填满八面体间隙时, 最终全部生成TaC。X射线衍射 (XRD) 图谱显示在该实验条件下, 渗碳层物相构成与渗碳时间密切相关, 渗碳时间较短时, 样品表面与含C气氛不能充分反应, 导致渗碳结束后, 表面仍存在未发生反应的Ta和中间相Ta2C;延长渗碳时间, 最终全部生成TaC。
如图2所示, 可知渗碳前Ta-7.5%W合金表面为单一的Ta相。根据Ta-W相图可知, Ta-W合金是无限置换固溶体, W溶入后仅替换部分溶剂原子的位置, 但晶体结构并未改变, 即仍保持原来的体心立方结构, 因此XRD图谱显示合金仅为Ta相。不同之处在于, 图2中XRD图谱与Ta的标准峰之间出现一定的偏移, 这是因为W原子尺寸略小于Ta, 溶入后会使Ta的晶格常数变小, 从而导致峰的位置与PDF卡的标准峰之间出现偏差。
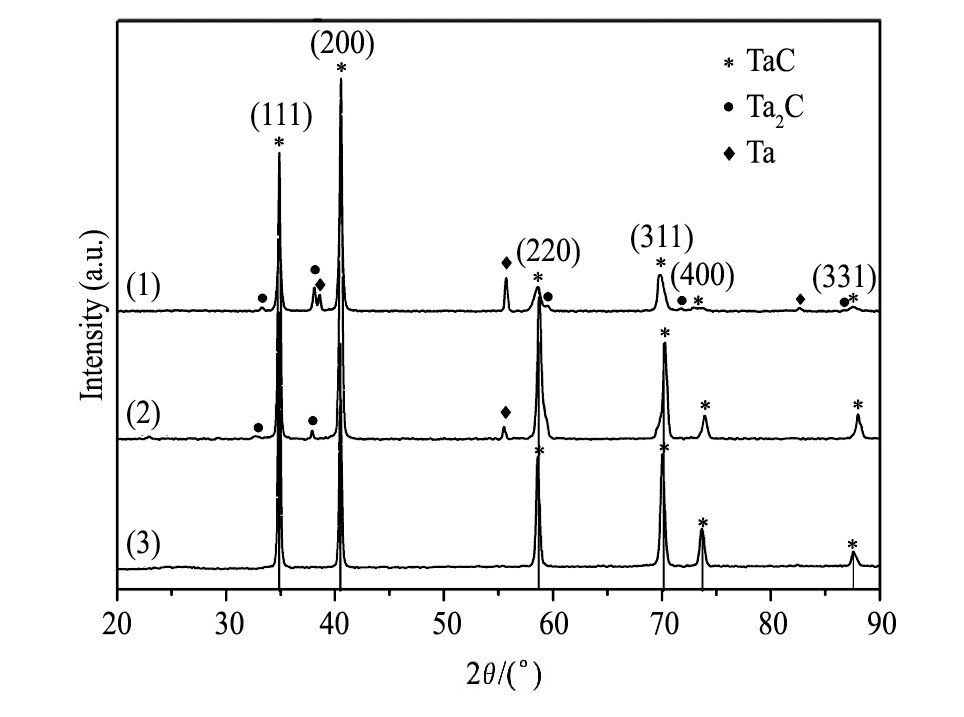
图1 1300℃渗碳不同时间后Ta表面XRD图谱Fig.1 XRD patterns of surface of Ta after carburizing at 1300℃for different time
(1) 5 h; (2) 7 h; (3) 10 h
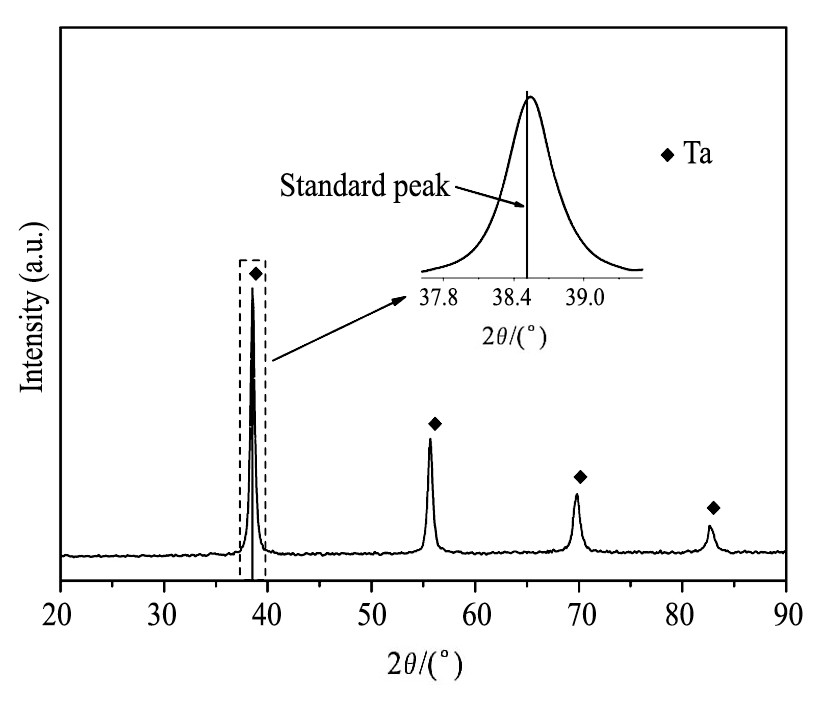
图2 Ta-7.5%W表面XRD图谱Fig.2 XRD patterns of surface of Ta-7.5%W
对1300℃渗碳10 h后Ta, Ta-2.5%W和Ta-7.5%W进行物相检测, 如图3所示。分析可知, 在本实验条件下, 样品表层均生成了TaC, 未检测到含W相。采用能谱分析 (EDS) 进行成分分析后发现, 渗碳层含有W元素。说明该实验条件下, C原子只与Ta发生反应, 生成钽碳化合物, W仍作为溶质原子固溶于晶体内部。与纯Ta相比, Ta-2.5%W和Ta-7.5%W受溶质原子W的影响会导致XRD图谱发生偏移。
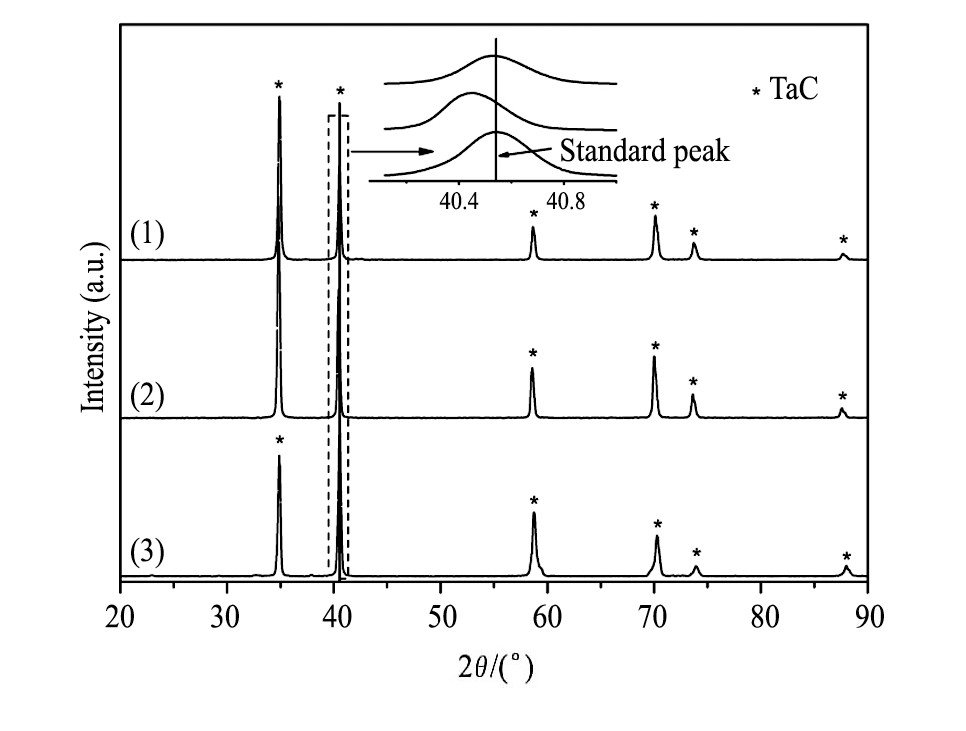
图3 1 3 0 0℃×10 h合金表面XRD图谱Fig.3 XRD patterns of surface of alloys after carburizing at1 3 0 0℃for 10 h
(1) Ta-7.5%W; (2) Ta-2.5%W; (3) Ta
对不同温度渗碳5 h, Ta表面物相组成及所占比例进行分析, 结果如表1所示。分析可知, 1300℃渗碳5 h后, Ta表面Ta C含量为87.86%, 1400℃TaC含量为90.21%, 1500℃TaC含量为93.48%。表明相同渗碳时间内, 温度越高, 表面生成的TaC所占比例越高。这是因为温度越高, C原子活性越大, 有利于扩散反应的进行, 因此在某种程度上可以促进TaC的形成。
2.2 渗碳工艺对渗碳结果的影响
为研究真空渗碳工艺对Ta及Ta-W合金渗碳层厚度的影响, 本实验对纯Ta, Ta-2.5%W和Ta-7.5%W采用不同时间和温度进行渗碳处理。实验温度选择1300, 1400和1500℃, 渗碳时间为5, 7和10 h。如图4所示, 渗碳后样品外观呈均匀的黄色 (碳化钽呈黄色) , 光泽度好。
2.2.1 渗碳温度对渗碳层厚度的影响
渗碳温度较低时, 样品渗碳层厚度较小, 因此本文对每个样品分别选取5个不同区域测量渗碳层厚度, 以平均值作为实际渗碳层厚度, 误差在0.5~1.0μm之间。在1300~1500℃范围内对样品进行5h渗碳处理, 实验结果如图5所示。分析可知, 提高渗碳温度, 渗碳层厚度明显增加。从热力学的角度来看, 影响扩散的主要因素是温度和扩散激活能, 它们与扩散系数的关系如式 (3) 所示:
表1 不同温度渗碳5 h后Ta表面物相组成及比例Table 1Surface phase composition and proportion of Ta after carburizing for 5 h at different temperature 下载原图
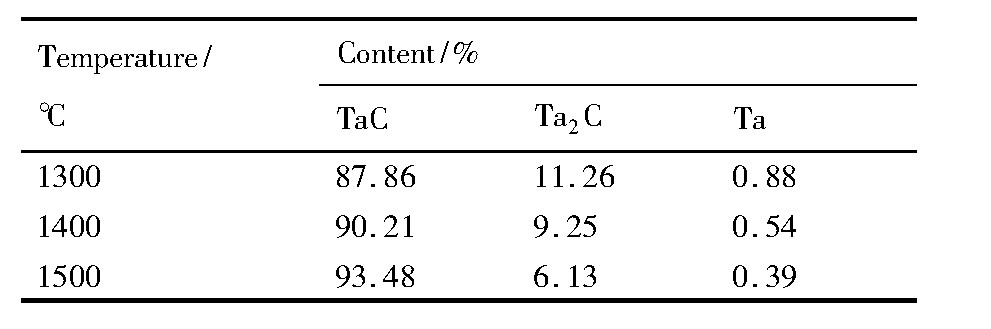
表1 不同温度渗碳5 h后Ta表面物相组成及比例Table 1Surface phase composition and proportion of Ta after carburizing for 5 h at different temperature
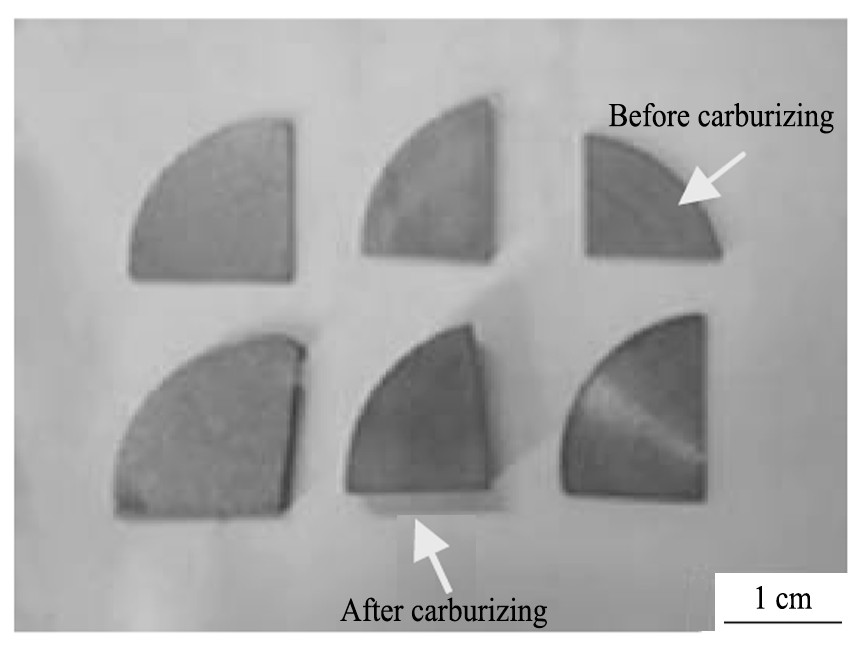
图4 样品表面宏观照片Fig.4 Surface macro-photograph of sample

式中, D0为频率因子, Q为扩散激活能, R为气体常数, T为温度。根据公式可知, 提高反应温度或者降低扩散激活能都可以有效地增加扩散系数, 从而降低C原子的扩散难度。一方面, 提高渗碳温度可以加速乙炔的分解, 同时提高C原子的活性, 使C原子与基体之间的扩散反应效率大大提高。另一方面, 渗碳温度升高, Ta基体内的空位等缺陷密度增加, 提高了C原子在基体内的扩散速度, 同时Ta原子在合金内的扩散速度也明显增加, 碳化层的生成速度随之加快, 因此渗碳结束后可以获得更厚的渗碳层。
2.2.2 渗碳时间对渗碳层厚度的影响
图6是在1500℃渗碳后样品渗碳层厚度与时间的关系曲线, 观察可知, 延长渗碳时间, 渗碳层厚度随之增加。文献[21]中指出渗碳层厚度主要取决于时间和温度, 且与时间的关系满足抛物线形式:

式中, W为渗碳层厚度, K是渗碳温度与活化能的函数, t为时间。即在相同渗碳温度下, 渗碳层厚度随渗碳时间的延长而增加, 渗碳层增长速率减缓。
根据菲克第一定律可知扩散通量的大小与浓度梯度成正比:
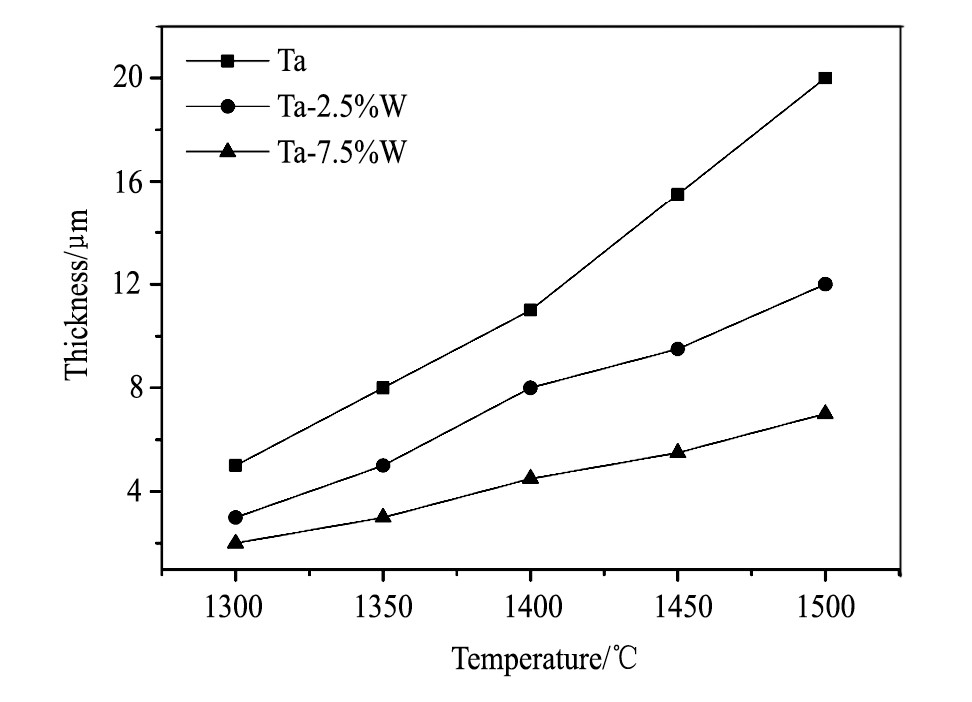
图5 渗碳5 h温度与渗碳层厚度的关系Fig.5 Relationship between temperature and thickness of car-burized layer after carburizing for 5 h
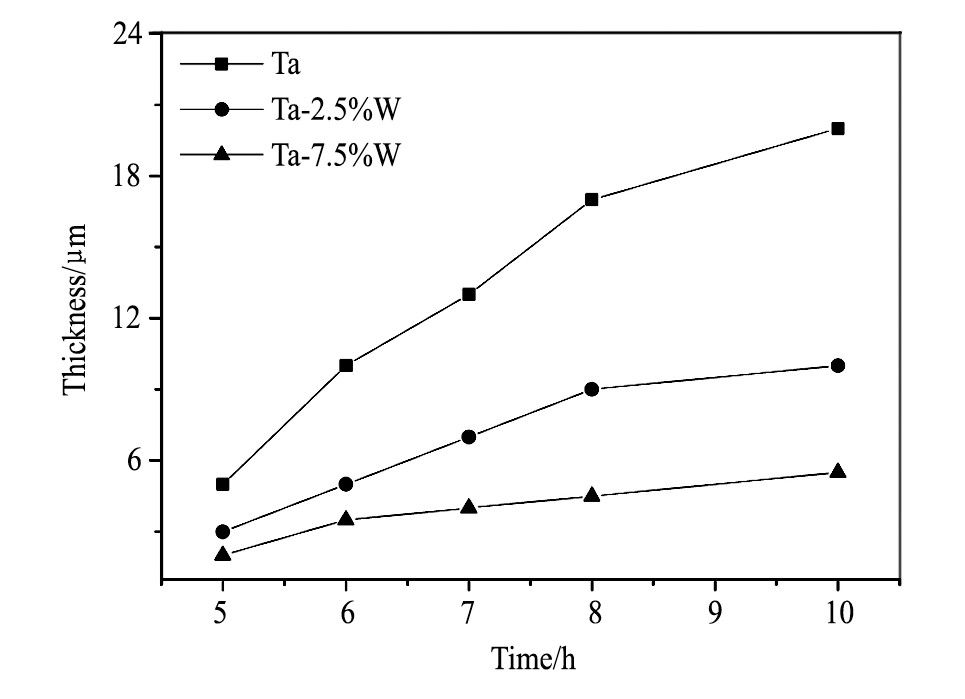
图6 1500℃渗碳时间与渗碳层厚度的关系Fig.6Relationship between time and thickness of carburized layer at 1500℃

式中, J为扩散通量, D为扩散系数, dc/dx为浓度梯度。扩散的方向与浓度梯度的正方向相反, 因此扩散的宏观流动总是从溶质浓度高的向浓度低的方向进行。因此C原子扩散速率受与浓度梯度影响, 浓度梯度越大, 扩散速率越快。渗碳前期样品内外浓度差较大, C原子扩散速率较快。随着时间的增加, 一方面部分C原子扩散进基体使浓度差减小, 另一方面样品表面形成TaC, 晶体结构由体心立方转变为面心立方结构, 晶格间隙减少, 提高了C原子跃迁所需激活能。因此渗碳过程中随着时间的增加, 渗碳层厚度随之增加, 但C原子扩散速率降低, 渗碳层厚度增长速率减缓。
2.3 合金元素W对Ta-W合金渗碳结果的影响
经1500℃渗碳5 h后Ta, Ta-2.5%W和Ta-7.5%W横截面显微形貌如图7所示, 下方是对应的线扫描曲线。分析可知, 该实验条件下, Ta金属渗碳层厚度约20μm, Ta-2.5%W渗碳层厚度约10~12μm, Ta-7.5%W渗碳层厚度仅为7~8μm。表明合金中W元素含量越高, 渗碳后获得的渗碳层越薄。这一现象说明元素W对钽钨合金的渗碳过程具有阻碍作用。渗碳过程中C原子以间隙固溶体的形式存在于晶格间隙中, 再随着反应时间的延长, 形成钽碳化合物。在Ta中添加W形成置换固溶体, 溶质原子W的原子半径较小, 会导致其周围的点阵收缩, 平均点阵常数减小, 晶格产生畸变, 使得晶体结构中的晶格间隙发生变化。这种现象一方面会降低Ta合金中C原子的溶解度, 另一方面导致C原子向Ta中扩散所需激活能大大增加。因此Ta基体中W元素的存在会阻碍C原子的扩散, 随着W含量的增加, 渗碳难度增大, 获得的渗碳层越薄。对1500℃渗碳5 h后Ta, Ta-2.5%W和Ta-7.5%W的表面物相组成及所占比例进行分析, 结果如表2所示, 渗碳层TaC与Ta2C的比例随W含量的增加而降低, 再次证明钽钨合金中W元素的存在会阻碍扩散反应的进行。当渗碳时间延长至10 h时, 表面均全部生成TaC。说明在本实验条件范围内, 合金元素W会减缓渗碳反应的进程, 延长渗碳时间可以使钽钨合金表面与含C气氛充分反应, 最终全部形成TaC。
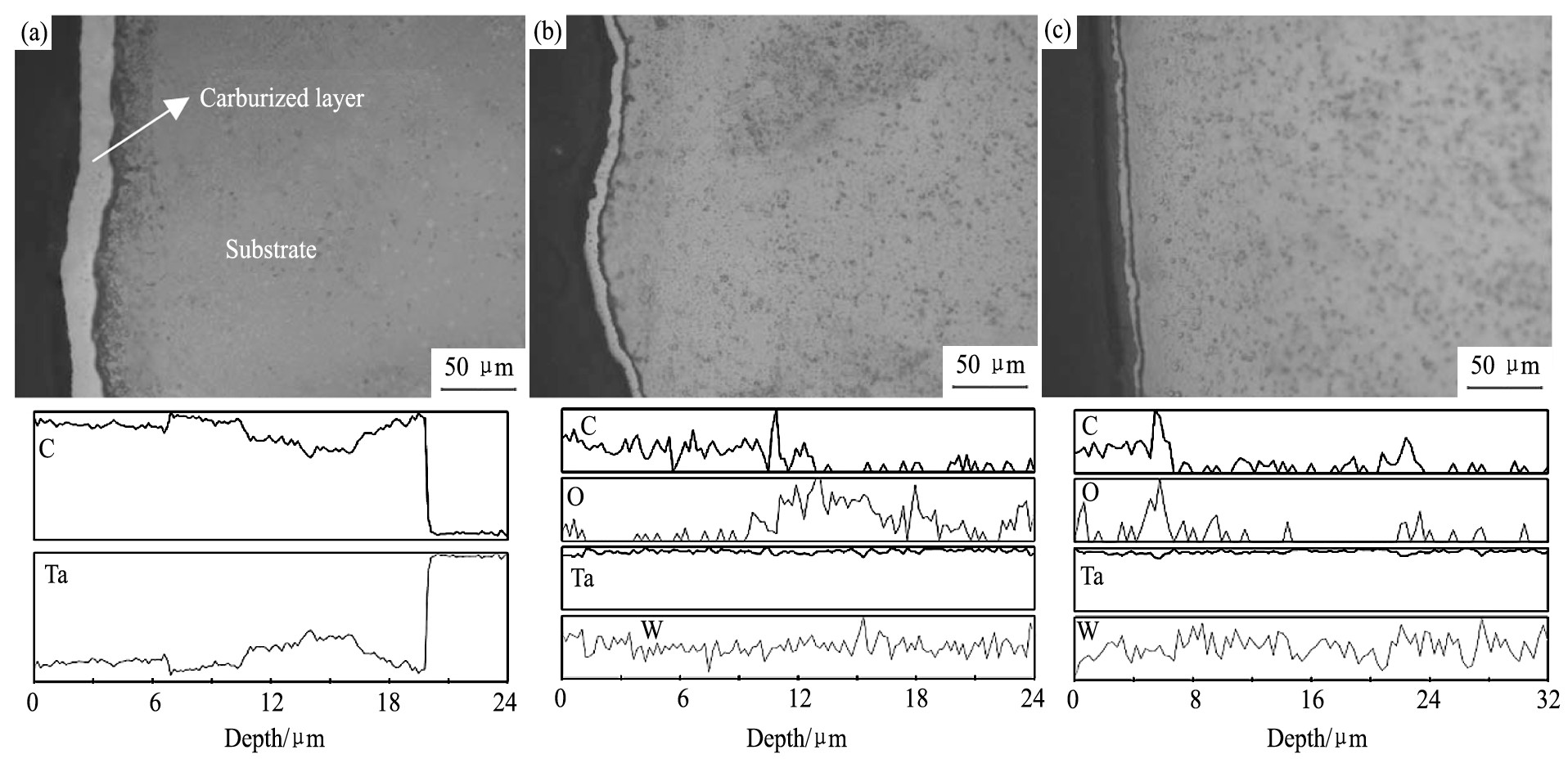
图7 1500℃×5 h渗碳层横截面显微形貌及线扫描Fig.7 Microstructure and line scanning incross-section of carburized layer after carburizing at 1500℃for 5 h
(a) Ta; (b) Ta-2.5%W; (c) Ta-7.5%W
表2 1500℃×5 h合金表面物相组成Table 2 Surface phase composition of alloys after carburi-zing at 1500℃for 5 h (%) 下载原图
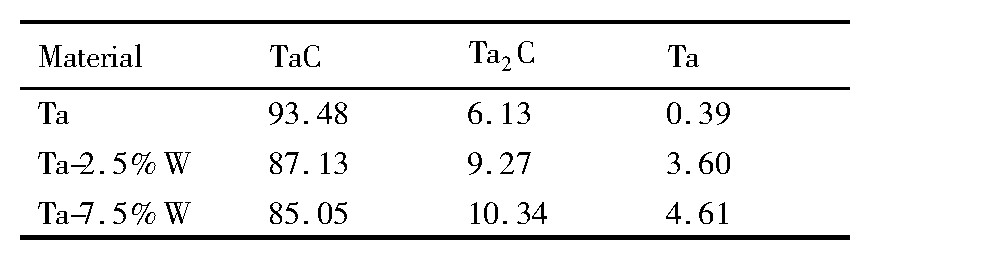
表2 1500℃×5 h合金表面物相组成Table 2 Surface phase composition of alloys after carburi-zing at 1500℃for 5 h (%)
3 结论
1.在1300℃下对金属钽进行渗碳处理, 表面物相主要为TaC和Ta2C。渗碳5 h表面为TaC, Ta2C和Ta三相共存。延长渗碳时间, Ta和Ta2C相依次消失, 当渗碳至10 h时, 表面全部生成TaC。
2.在1300~1500℃范围内, 提高渗碳温度, 样品渗碳层厚度增加。延长渗碳时间, 渗碳层厚度增加, 但厚度增加速率降低。在1500℃下渗碳10 h, 金属钽渗碳层最厚可达35~40μm。
3.元素W对钽钨合金渗碳过程具有阻碍作用, 相同渗碳条件下, 基体中W元素含量越高, 渗碳速率越慢, 获得的渗碳层厚度越小。
参考文献
[1] Schutze M, Bender R, Schutze K G. Corrosion Resistance of High-Performance Materials[M]. Weinheim:Wiley-VCH, 2012, 59 (5) :270.
[2] Weeks R. Tantalum and its Industrial applications 1[J]. Production Engineers Journal of the Institution of, 1948, 27 (11) :647.
[3] Bronson M C, Dodson K E, Riley D C. Advanced pyrochemical technologies for minimizing nuclear waste[J]. Transactions of the American Nuclear Society, 1994, 70.
[4] Myers R H. Annealing temperature and hardness of tantalum[J]. Nature, 1947, 160 (4027) :675.
[5] Lambert J B. Tantalum and tantalum compounds[J].Journal of the American Chemical Society, 2000, 76 (4) :978.
[6] Fahrenholtz W G, Wuchina E J, Lee W E, Zhou Y.Ultra-High Temperature Ceramics:Materials for Extreme Environment Applications[M]. New York:John Wiley and Sons, Ltd; 2014. 291.
[7] He H W, Zhou K C, Xiong X. Preparation of anti-ablation Ta C coating on C/C composite material[J]. Rare Metal Materials and Engineering, 2004, 33 (5) :490. (何捍卫, 周科朝, 熊翔. C/C复合材料抗烧蚀Ta C涂层的制备[J].稀有金属材料与工程, 2004, 33 (5) :490.)
[8] Xiang H, Xu Y D, Zhang L T, Cheng L F. Preparation of Ta C anti-ablation materials by liquid precursor[J]. Journal of Inorganic Materials, 2006, 21 (4) :893. (相华, 徐永东, 张立同, 成来飞.液相先驱体转化法制备Ta C抗烧蚀材料[J].无机材料学报, 2006, 21 (4) :893.)
[9] Raveh A, Danon A, Hayon J, Martinu L. Characterization of carburized tantalum layers prepared in inductive RF plasma[J]. Thin Solid Films, 2001, 392 (1) :56.
[10] Cui H, Su J M, Li R Z, Li H J, Kang M K. Study on improving ablation resistance of C/C composites by adding refractory metal carbide[J]. Journal of Northwestern Ploytechnical University, 2000, 18 (4) :669. (崔红, 苏君明, 李瑞珍, 李贺军, 康沫狂.添加难熔金属碳化物提高C/C复合材料抗烧蚀性能的研究[J].西北工业大学学报, 2000, 18 (4) :669.)
[11] Durlu N. Titanium carbide based composites for high temperature applications[J]. Journal of the European Ceramic Society, 1999, 19 (13-14) :2415.
[12] Rubinshtein A, Shneck R, Danon A, Hayon J, Nathan S, Raveh A. Surface treatment of tantalum to improve its corrosion resistance[J]. Materials Science&Engineering, 2001, 302 (1) :128.
[13] Zheng X. Surface treatment method to improve the corrosion resistance of tantalum[J]. Materials China, 2002, (4) :21. (郑欣.提高钽耐蚀性的表面处理法[J].中国材料进展, 2002, (4) :21.)
[14] Zhang X M, Bai X F, Cai X M, Zhang Y S, Wang F, Wang H. Surface strengthening of Ta-C compound cladded for tantalum alloy[J]. Rare Metal Materials and Engineering, 2012, 41 (10) :73. (张小明, 白新房, 蔡小梅, 张于胜, 王峰, 王晖.钽合金熔敷Ta-C化合物的表面强化[J].稀有金属材料与工程, 2012, 41 (10) :73.)
[15] Yan Z Q, Xiong X, Xiao P, Li J H, Huang B Y. Conversion process of Ta C by combination reaction of Ta with C[J]. Rare Metal Materials and Engineering, 2006, 35 (2) :209. (闫志巧, 熊翔, 肖鹏, 李江鸿, 黄伯云. Ta-C化合反应生成Ta C的过程[J].稀有金属材料与工程, 2006, 35 (2) :209.)
[16] Raveh A, Rubinshtein A, Weiss M, Mintz M H, Klemberg-Sapieha J E, Martinu L. Ta-C micro-composite material formed by heat treatment of plasma carburized layer[J]. Thin Solid Films, 2004, 466 (1-2) :151.
[17] Rubinshtein A, Shneck R, Raveh A, Klemberg-Sapieha J E. Carburizing of tantalum by radio-frequency plasma assisted chemical vapor deposition[J]. Journal of Vacuum Science&Technology A Vacuum Surfaces&Films, 2000, 18 (18) :2017.
[18] Zhou H L, Wang X, Zhu Y, Zhu K W, Qiu R Z, Luo W H. First-principle study of Ta C and Ta2C[J]. Chinese Journal of Rare Metals, 2017, 41 (11) :1251. (周寰林, 王鑫, 胡殷, 朱康伟, 邱睿智, 罗文华. Ta C与Ta2C的第一性原理研究[J].稀有金属, 2017, 41 (11) :1251.)
[19] Qi B S, Wang Z C, Li Y J. Chemical Heat Treatment Technology and the Application Example[M]. Beijing:Chemical Industry Press, 2015. 26. (齐宝森, 王忠诚, 李玉婕.化学热处理技术及应用实例[M].北京:化学工业出版社, 2015. 26.)
[20] Zhang Q Y, Mei X X, Yang D Z, Chen F X, Ma T C, Wang Y M, Teng F N. Preparation, structure and properties of Ta N and Ta C films obtained by ion beam assisted deposition[J]. Nuclear Instruments&Methods in Physics Research, 1997, 664:127.
[21] De Pruneda J A H. Reusable crucible for containing corrosive liquids[P]. America Patent:US5383981, 1995.

