DOI��10.19476/j.ysxb.1004.0609.2017.06.09
�����۸�Ti-Al�����仯���︴��Ϳ�������֯������
����ϲ�������壬����ΰ������ѧ���� ��
(����������ѧ ���Ͽ�ѧ�빤��ѧԺ������ 650093)
ժ Ҫ����Ti��Al�ڸ����µĻ�ѧ��Ӧ����ѧ����Ϊ���ݣ����ü����۸�������ZL117��������������Ʊ������仯����TiAl3��ǿ��Al������Ϳ�㡣����XRD��EDS��XPS����Ϳ���������ɺͽṹ������ͨ��OM��SEM�۲�Ϳ��ı�������ò�����ڲ�����֯����������¯�������۸�Ϳ���ھ�̬�����еĸ��¿��������ܡ��������������Ϳ����Ҫ��dz��ɫ��״��֯TiAl3������ɫ��״��϶���(Al)����������״Si��ɡ�����Ϳ����Ti��TiAl3��ʽ���ڣ���TiAl3�н���ֱܷ�Ϊ460.53 eV (Ti2p1��)��454.96 eV (Ti2p3��)��Al����TiAl3��Al2O3��Al����ʽ���ڣ�3��������Al�Ľ���ֱܷ�Ϊ73.60��75.82��72.90 eV��600�����80 h�µ���������ѧ������ʾ����ͬ���������£�Ϳ���������ʽ�Ϊƽ������������С�����нϺõ���Ը��¿��������ܣ���Ը��¿�����ֵ���Ϊ2.64���۸�Ϳ�������������ΪAl2O3��TiO2�����Ͻ���������������ΪAl2O3������SiO2��
�ؼ��ʣ������۸��������仯�������Ϳ�㣻����֯��������
���±�ţ�1004-0609(2017)-06-1140-08���� ��ͼ����ţ�TN 249��TB 331���� ���ױ�־�룺A
�������Ͻ��ܶ�С����ǿ�ȸߡ�����ϵ���͡����ڼӹ������нϺõ����ԡ����硢���ȡ���ʴ���ɺ�����ѧ���ܵ��ص����Ϊ������ɫ�����ṹ�����ձ�Ӧ���ں��ա����졢�����������ȹ�ҵ��������е�Ħ��ĥ����¿��������ܲ������������Ͻ��ڸ��ӻ�������ӹ����µĽ�һ���㷺ʹ��[1-3]��ʵ��������ͨ�����Ͻ������ĥ�𡢸�ʴ�������Ⱦ����������������㡣��ˣ������ۺ������š���Դ�����١��������ɵ͡���������ǿ����������ʸߵ��������Ͻ�ṹ���ϼ�����汣��Ϳ�㹤�ռ�����������Ϊ���������д��������ͷɻ���˾��Щ����̽�ֵ��ȵ�[4-7]��
�о�֤ʵ��������ұ�����������ˮƽ�������������Ͻ�ṹ�������ܵ�Խ��Խ������ƣ���֮ȫ����Դ���ĺͼ��ٻ�����Ⱦս��˼��IJ������룬�����Ƽ���������ͼ�Ѿ���Ͷ�����Ͻ�ı�����Է��档Ŀǰ���Ѳ�����̼����������Ϳ������������ơ����Ӷơ������������(PVD)����ѧ�������(CVD)������ע�롢���������û����ע�������(PIIID)�Ȳ�ͬ������Է��������Ͻ��㲿�������Ʊ��˶��������ܱ�Ĥ��Ϳ��[8-13]��Ȼ������Щ�����ձ������Ĥ(Ϳ)�㱡��Ĥ(Ϳ)������Ľ��ǿ������ȱ�㣬����ʵ�ִ��ģ����ʵ��Ӧ�á�Ϊ�ֲ��䲻�㣬���ǿ�ʼ����Ϳ���ȿɿ���������ı����γ�����ұ���ϵĹ��ܸ���Ϳ��ļ����۸�������ʹ�����Ͻ��㲿�������Ӳ�ȡ���ĥ����ʴ�Ϳ��������ۺ����ܵõ����������[14-17]���йع����������Ͻ���漤���۸�Ϳ����о���������[18]����Si ��Ϊ����Ͻ�Ԫ�أ�����CO2��������A357���Ͻ�����Ʊ����˸߹�Al-Si�Ͻ�Ϳ�㣬Ϳ��ά��Ӳ���ǻ����2������ĥ�����3����RAJAMURE��[19]��Mo��Ϊ����Ͻ�Ԫ�أ�����Yb-YAG��������1100���Ͻ�����Ʊ�����Al8Mo3��Al5Mo�����仯����Ϊ��ǿ�����������Ϳ�㣬ʹ���ĵ���ĥ�����5�������ɵ�[20]��6061���Ͻ����Ԥ��Ħ����Ϊ1:1��NiTi�Ͻ��ĩ������Nd-YAG�������Ʊ���Ni-Al��Ti-Al�����仯����Ͻ�Ϳ�㣬Ϳ��Ӳ�����4������ĥ�����2�����ϡ�
�������۸���ĩ����ĵ����������ܲ�ƥ��������Ϳ������������Ƶ�ȱ�ݡ�Ϊ�õ�����⻬ƽ�����ڲ������ס�����������Ľ���ι̵��۸��㣬���Ƿֱ��ѡ���ȴ����������Ż�����ղ�����ʩ�Ӹ����������ȶ���ǶȽ�����̽�������շ���Ӱ���۸��������Ĺؼ����ػ���Ҫ���ڸ��ݻ���ѡ�ú��ʵļ����۸���ĩ����[21-23]��TiAl�����仯��������ܶȵ͡���ǿ�Ⱥͱȸնȸߡ���ȼ�Ϳ������Ժá������Ϳ�ƣ�������������ص㣬����ΪһЩ��е���������ʴ�����¡�����������ǿ�������[24-25]��
���ڴˣ�����������TiΪ��ĩ���ϣ�����Ti��Al�ڸ����µĻ�ѧ��Ӧ��ͨ�������۸�������ZL117����������ԭλ����TiAl3/Al������Ϳ�㣬����TiAl3�����仯������ǿ��������Ϳ���γɵ�����ѧ�������۽ṹ�������۲�Ϳ��ı�������������֯������Ϳ����600 ���300 ������µĸ��¿��������ܣ���ͨ�������������߳���̽���˼����۸�TiAl3/Al����Ϳ����¿��������ܵ��Ը��ƵĻ�����
1 ʵ��
1.1 �����Ʊ�
�������Ϊ��������ZL117���Ͻ�����Ҫ��ѧ�ɷ�(����������%)Ϊ��21.3 Si��1.8 Cu��0.7 Mg��0.5 Mn��1.2 RE������Al�����Ͻ���ľ����и��(70 mm��15 mm��10 mm)�������账�������ñ�ͪ�;ƾ�������ϴ����ȥ����������д����������ʺ����۵ȡ�
�۸�����ѡ��Ϊ99.5%������75 ��m��Ti�ۡ���Ti��������ո������и���48 h�����л�ճ�������ĩԤ���ڴ����õ�ZL117�Ͻ���棬Ԥ�÷�ĩ���1.0 mm������5.0 mm������ո�����120 ���º��4 h���á�
�۸�Ϳ���Ʊ���GS-TFL-6000��6kW������ģCO2����������������������������������ϵͳ�Ͻ��С����幤�ղ�����ɨ���ٶ�400 mm/min���뽹��45 mm��Բ�ι�߳ߴ�5 mm������ʷֱ�Ϊ3.7��4.0��4.3 kW��������ͬ������N2�ĵ���̶Ⱥ��ܶȾ���Ar��С���ܸ��������ӽ����۳��ڲ����Ľ������������Ի���������õ��۸�Ϳ�㣬ͬʱN������Ti�ڼ������������γ�ǿ�ȡ�Ӳ�Ⱥ���ĥ�Խ��ŵ�TiN��ǿ�࣬��ѡ������Ϊ15 L/min(����99.99%)��N2Ϊ��������Ϊ��������������Ϊ3.7��4.0��4.3 kW�������ֱ���A1��A2��A3��ʾ��
1.2 Ϳ��ṹ�����ܱ���
ͨ�����и�����۸�Ϳ�������ش�ֱ�ڼ���ɨ�跽����ȡ���Ƴɽ�������(15 mm��10 mm��10 mm)��ʹ�������V(HF):V(HNO3):V(H2O)=2:1:7�ĸ�ʴ����ʴ������������10~15 s������XL30 ESEM-TMP��ɨ���������(SEM)�۲��۸�����֯��ò��Ȼ����XL30 ESEM-TMP��ɨ��羵(SEM)����������Phoenix+OIM������(EDS)�����۸����в�ͬ�����Ԫ�طֲ���
����D/max-3BXJ��X����������(Cu K���߲���0.15406 nm)���������۸�����Ϳ������(24 mm��4 mm��0.8 mm)��������ɣ���ѹ40 kV������30 mA������ɨ��ģʽ��ɨ������10 (��)/min������Ƿ�Χ20��~90�㡣����PHI5000 Versaprobe-II��X���߹���������Ƿ����۸�Ϳ����滯ѧ״̬�仯������50 W����ѹ15 kV������Al�У�У��C1s(284.80 eV)������49.65 eV��
����SX2-5-12������¯���Լ����۸�����Ϳ����300��600 �������µĿ��������ܣ���������ʱ��80 h����600���������ʵ���У�����ǰ10 h�������������ʱȽ����أ���ѡȡ����50 min����¯�����10 minΪһ�����ڣ���70 h�������������ʲ����ԣ�ѡȡ����10 h����¯����10 minΪһ�����ڡ��������������������������۸�ǰ��������������Ӧ���ʣ���Կ���������Ϊ���ۼ����۸�ǰ����Ͽ����������ӵ�����ָ�ꡣ���������þ���Ϊ10-5 g�ĵ�����ƽ�����������۸�Ϳ��������������òͨ��ɨ���������(SEM)�۲졣
2 ���������
2.1 Ti-Alϵ�����仯�����γɵ����ۻ���������ѧ����
Ti-Alϵ�����仯������и��۵㡢�߱�ǿ�ȡ��õĸ���������ܼ����¿��������ܵ��ŵ㣬��ΪĿǰ���DZ���ĸ��½ṹ�������֮һ���������Ͻ���Ti��Al�ڼ�������������¿��ܷ�����ѧ��Ӧ���γ�Ti3Al��TiAl��TiA13 3�ֽ����仯������ɻ�����ľ���������Ҫȡ�������ɸû�����ʱ�Ļ�ѧ��ӦGibbs�����ܣ�����G�ı仯�������¡���ѹ��ϵͳ�Ħ�G��0����Ӧ���Է����У�����G��0����Ӧ����ƽ��״̬������G��0����Ӧ�����Է����С���G�ĸ�ֵԽС����Ӧ��ָ��������еĿ�����Խ����ͼ1��ʾ��Ti-Al��Ԫ�Ͻ���ͼ�����ǵ������۸��ڿ��ټ��Ⱥ���ȴ�ķ�ƽ��״̬�½��У�ͬʱ�Ӽ�����洦���ϲ�����ǿ���ѡ��ԭ�������Ti3Al��TiAl���ֽ����仯������Ti�����ϸߣ���Ӧ��Ҫ��Ti�����϶�������²������ɣ��ʶ����ʺϽ�����Ϊ��ǿ����ϣ���TiA13��Ti������Խϵͣ�����ͨ���Ͻ�Ӧ�Ʊ����ǽ�Ϊ�������ǿ����ϡ��ɴ˷������۳��п��ܻᷢ���������ֻ�ѧ��Ӧ��
[Ti]+[Al]=TiAl(s) (1)
[Ti]+3[Al]=TiAl3(s) (2)
������[26]������[27]�������ѧ��Ӧ�и�����������������ͱ�Ħ�������ܣ��ɵõ��������ַ�Ӧ�ı�Gibbs���������¶ȵı仯��ϵ��ͼ2��ʾ����ͼ2�пɿ�������1600 Kʱ����GTiAl3(-80.97 kJ)С�ڦ�GTiAl(-73.47 kJ)��˵��TiAl3��Ҫ��TiAl���ȶ�������TiAl3��Ŀ����Ը����۳��еĻ�ѧ��Ӧ���շ�Ӧʽ(2)���С�
���⣬��ͼ1��ʾ��Ti-Al��Ԫ��ͼ��֪����Ti�ۿ�����ΧAlԭ�ӵ�Ħ�������ﵽ76%ʱ��Ti��Al���¶ȴﵽ665��ʱ����������Ӧ����TiAl3�࣬�����ɵ�TiAl3���ֱ��ų��Χ��Һ�У��γ�Al-Ti-TiAl3ƽ�������������ʱ��TiAl3�ຬ�����٣��γɵ�TiAl3��Ҳ���ȶ����ڼ������Ŀ��ټ��Ⱥ���ȴ�����л����ܽ�����Һ���¶ȼ������ߣ��۳���Alԭ�Ӻ�Tiԭ�ӻ�����ǿ��Tiԭ�Ӻ�Alԭ�������߽���λ�÷�Ӧ����TiAl3���㡣�����۳��з�Ӧ�Ľ��У�TiAl3�������࣬���㲻������TiAl3����Tiԭ�Ӻ�Alԭ��֮������ɢ���ʹ��̿����˶���֮��ķ�Ӧ�ٶȣ���Alԭ�Ӵ�TiAl3������ɢ�������̬��Ti������ĩ�Ӵ���������ѧ��Ӧ�����ͬʱ������Tiԭ��Ҳ��ͨ������ɢ��Ϊ��TiAl3������Һ�е�Al������Ӧ����TiAl3����������[28]����Ti��Al������Ӧ��ת���ʴﵽ0.2ʱ���۳��ж���֮�䷴Ӧ���Է����У���ת���ʴﵽ0.5ʱ�������TiAl�м���ɲ���۳��н����仯����TiAl���������࣬��TiAl3��������ɢ����Alԭ�ӽ���TiAl��һ����Ӧ����TiAl3�����۳���ȴ�����У�����Al��Ti��ȫ��Ӧ��ȫ��ת��ΪTiAl3����ʱ�۳��еĻ�ѧ��Ӧ���������γɵ�TiAl3����ȴ�����в����ٷ����ۻ������ܾ��ȵط�ɢ��ZL117�����ϣ����ս��õ�TiAl3�ͦ�(Al)��������
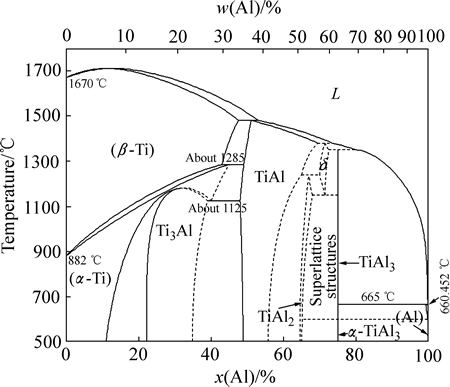
ͼ1 Ti-Alϵ��Ԫ�Ͻ���ͼ
Fig. 1 Binary phase diagram of Ti-Al alloy
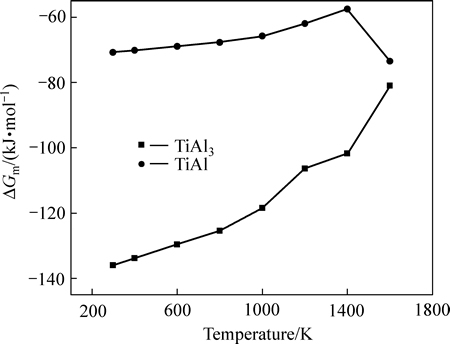
ͼ2 ��ѧ��Ӧ(1)��(2)��Gibbs�����ܱ仯
Fig. 2 Gibbs energy of chemical reactions (1) and (2)
2.2 XRD�����EDS������
ͼ3��ʾΪ�����۸�Ϳ������A1��A2��A3��XRD�ס���ͼ3���߿�֪��3�ּ�����µ����������λ�����Բ��ֻ���������ǿ��������ͬ�������۸�Ϳ�����TiAl3����(Al)������Si����ɣ�û��Ti�ķ���֣�����Ti�ͻ����е�Al����ȫ��Ӧ������TiAl3���۲��۸������ϲ��ķŴ���ò(��ͼ4)��֪�������۸�Ϳ������������״��֯��ͼ5��ʾΪͼ4�ж�Ӧ��1��2λ�ô���EDS����Ԫ�ػ�ѧ��ɡ�����ͼ5��ʾ��EDSԪ�ػ�ѧ��ɽ��������ͼ4�ж�Ӧ��1����Ti��Alԭ��Ħ���Ƚӽ�1:3����2����Alԭ��Ħ�������ӽ�90%����������ƶϣ�dz��ɫ����״��֯ΪTiAl3��(��Ӧͼ4�е�1)������ɫ����״��϶��֯Ϊ��(Al)��(��Ӧͼ4�е�2)��Si���Ծ���״������TiAl3�ͦ�(Al)���ϣ����������XRD������������ȫһ�¡�֤���˲��ü����۸�ԭλ����������ZL117�߹���������Ͻ�����Ʊ�TiAl3�����仯������ǿAl������Ϳ����һ����ʵ��������Ч�ķ�����
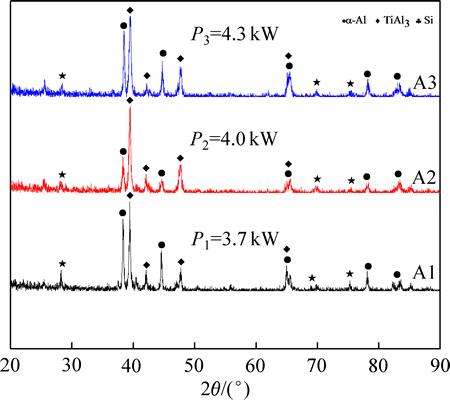
ͼ3 �����۸����XRD��
Fig. 3 XRD patterns of laser cladding coating
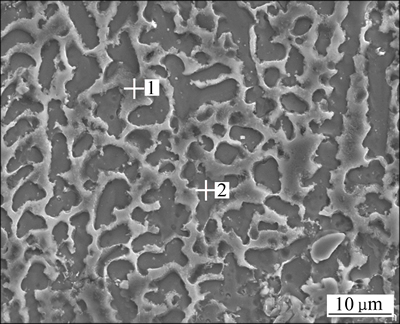
ͼ4 �����۸�Ϳ���SEM��
Fig. 4 SEM image of laser cladding coating
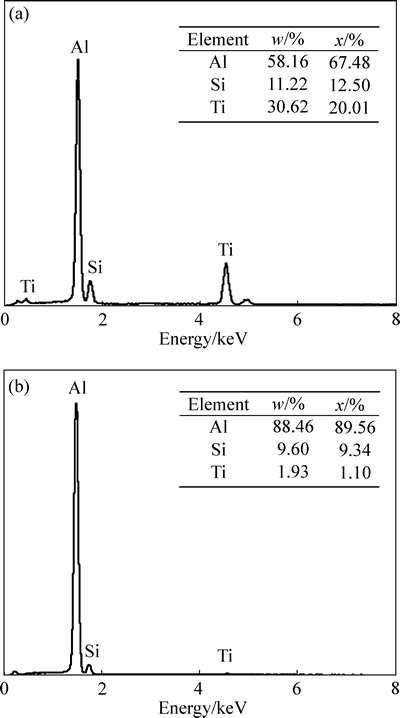
ͼ5 ͼ4�ж�Ӧ��1��2λ�ô���EDS����Ԫ�ػ�ѧ���
Fig. 5 EDS spectra and element chemical composition corresponding to positions of point 1(a) and point 2(b) in Fig. 4
2.3 �����۸�Ϳ�������֯
�ڸ����ܶȼ����������£��۳���Һ̬��������ǿ�Ҷ��������������۵�ͣ��ܶ�С����Һ��Ti������������������Ԥ�÷�ĩTi������Ӧ���ɽ����仯����TiAl3��ʹԤ�ò�������γ�ϡ���ʵ��Ҿ�������ұ���ϵ�TiAl3�����仯������ǿAl�����ϺϽ�㡣ͼ6��ʾΪA3���������۸�Ϳ����������֯��ͼ6(a)��(b)��(c)��ʾΪ�۸�����֯��ò��OM��Ƭ�����У�ͼ6(a)��ʾΪ�۸���Ľ��������ɫ֦��Ϊ��(Al)���Һ�ɫΪ���蹲����֯�����ĺ��۸����γ�������ұ���ϣ�ͼ6(b)��ʾΪ�۸���ײ��������еĴ�����Si��ʧ���Ժ�ɫ��״��ʽ���������蹲����֯�У����������Ұ�ɫ��״��֯TiAl3���֣�ͼ6(c)��ʾΪ�۸��㶥�������лҰ�ɫ��״��֯ΪTiAl3�࣬��ɫ��״��϶��֯Ϊ��(Al)�࣬��Si���Ծ���״������TiAl3��ͦ�(Al)���ϡ�ͼ6(d)��(e)��(f)��ʾ�ֱ�Ϊͼ6(a)��(b)��(c)��Ӧλ�õ�SEM��
��Ȼ�����仯����TiAl3ǿ�Ƚϸߣ��������Բ�ڼ����۸��γ�Ϳ��ʱ�׳������Ƶ�ȱ�ݣ�Ȼ����ʵ�������µ�Ϳ���в�δ�������ƣ�������ΪͿ����TiAl3�γ���״��֯�����кܸ����Ե�Al�ֲ�����״��֯��϶�У�ʹͿ����������Ե�����ߣ��ڿ�����ȴ�����У���������֯������Ӧ�������Ƶ�������
2.4 �����۸����XPS����
Ϊ��һ���˽��۸�����Ti��Al�Ĵ�����ʽ��������A3���������XPS������ͼ7������Ti��Al��XPS�塣��ͼ7(a)���Կ�����Ti2p��XPS����2���ɼ��壬�ֱ��ӦTi2p1��(��ֵΪ460.83 eV)��Ti2p3��(454.96 eV)����������[29]������TiAl3��Ti2p1(461.50 eV)��Ti2p3(454.80 eV)���������ڡ�1.00 eV��Χ���ڡ��ɴ˿ɼ��������۸�����Ϳ����Ti����TiAl3����ʽ���ڡ���ͼ7(b)��Al2p��XPS�����ַ崦����õ�3����Ϸ壬�ֱ��ӦAl2p�ķ�ֵΪ73.60 eV��75.82 eV��72.90 eV����������[26]������TiAl3��Al2O3��Al��Al2p(73.40 eV��75.30 eV��72.90 eV)��������ͬ���ڡ�1.00 eV���ڡ��ɼ����۸����е�Al�ֱ���TiAl3��Al2O3��Al����ʽ���ڡ������XRD����ȣ�֮���Ի����Al2O3���������ڽ���Ϳ��������и�����У�Ϳ������¶Ȳ������ߣ���ʹͿ����Al������������
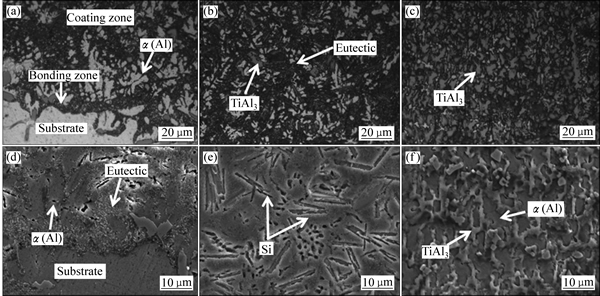
ͼ6 �����۸�Ϳ�������OM��SEM��
Fig. 6 OM((a), (b), (c)) and SEM((d), (e), (f)) cross sectional images of laser cladding coating
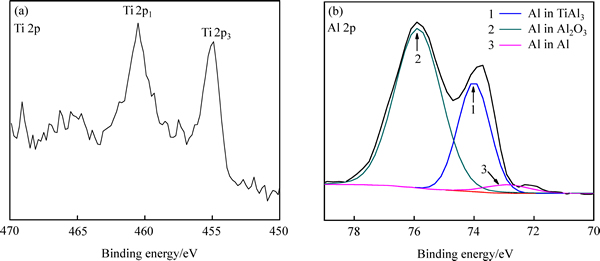
ͼ7 �����۸�����Ϳ�����Ti��Al��XPS��
Fig. 7 XPS analyses of Ti and Al binding energy in laser cladding composite coating
2.5 �����۸���ĸ��¿���������
ZL117���Ͻ������������ϵĹ�������ͨ����220 �����£����¶ȳ���220 ��ʱ�������𣬵�����ʹ�������½������о���ZL117���Ͻ���漤���۸�Ti-Al�����仯������ǿ��������Ϳ������˸��¿��������ܲ��ԣ�����ʵ��ѡ��300 ��(�������϶�����ʴʱ�Ĺ����¶�)��600 ��(���ڻ������ϵ��۵�660 ��)�º�������80 h�����������300 ���������80 h��ֻ�л����������������������������������������������۸�Ϳ����������������Ϊ������˵���ڻ������϶�����ʴ�����¶��£����Ʊ��ļ����۸�Ϳ�㲻�ᷢ���������������õĿ��������ܡ�
ͼ8��ʾΪ����ͼ����۸�Ϳ��������600 ���������80 h�����������ѧ���ߡ���ͼ8��֪���ڸ���������ǰ10 h�����������������������Ժ�70 h�������汻����Ĥ�����ǣ�������������ƽ�ȡ����У�ZLZ117��������������࣬���������ʽϴ��¿��������ܽϲ��������������۸�Ϳ�������������������Ϊƽ������������Ҳ��Խ�С�����ֳ��˽Ϻõĸ��¿��������ܡ�����������A3�ĸ�������������Ϊƽ��������������С������Wagner����[30]���Ͻ�ǿ������������10 h��600��������������������γ��������ܵ�����Ĥ(���о��е�����Ĥ��Ҫ����ΪAl2O3��TiO2��SiO2)���ں����������������У���Щ����Ĥ�����赲��ԭ�����������ɢ�����ã�������ǿ����ĸ��·���Ч������Ҳ��ʵ�ʹ۲쵽��������ǰ�������������أ������������ʲ����Ե��������Ǻϡ�
ͼ9��ʾΪZL117���Ͻ��3�ּ����۸�������600������µ���Կ�����ֵ��������ͨ����Կ�����ֵԽ�������ĸ��¿���������Խ�á���ͼ9���Կ���������ڻ�����ԣ������۸�������A3����Կ�����ֵ��ﵽ2.64���������۸�����A2��A1����Կ�����ֵ�ֱ�Ϊ1.61��1.59�����������۸����������нϺõ���Ը��¿��������ܣ���������A3����Ը��¿�����������á��ɴ˿ɼ���ZL117���Ͻ���漤���۸�Ti-Al�����仯������ǿ��������Ϳ��ɴ���˻����������������ʡ�
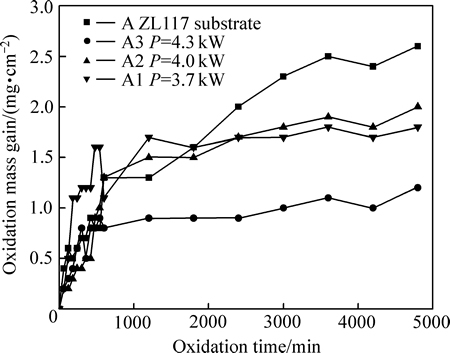
ͼ8 �����۸�Ϳ���ZL117�������������ѧ����
Fig. 8 Oxidation kinetics curves of ZL117 substrate and laser cladding coating
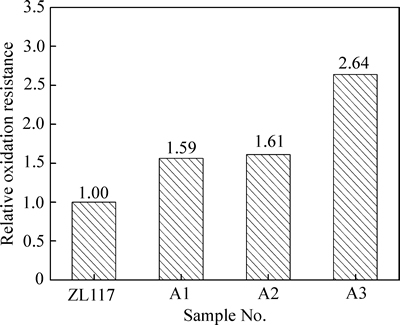
ͼ9 �����۸�Ϳ���ZL117�������Կ�������
Fig. 9 Relative oxidation resistance of ZL117 substrate and laser cladding coating
3 ����
1) ��ZL117��������������Ʊ������������ƣ�������������ұ���ϵ�TiAl3/Al�����۸�����Ϳ�㡣XRD��EDS���������SEM��ò�۲���ʾ������Ϳ����Ҫ��dz��ɫ��״��֯TiAl3������ɫ��״��϶���(Al)����������״Si��ɡ�
2) ��ͼ������Gibbs�����ܼ�����������TiAl3���TiAl���ȶ����ڼ����۳صĿ��ټ��Ⱥ���ȴ�����£�����TiAl3��Ŀ����Ը���XPS�������Ҳ֤ʵ�������۸�Ϳ���е�Ti��Ҫ��TiAl3��ʽ���ڣ�Al����TiAl3��Al2O3��Al����ʽ���ڡ�
3) 300 �����80 h�£����Ͻ���巢�����������������۸�������������á�600 �����80 h�£������۸��������ͻ����������������Ϳ�������������ΪAl2O3��TiO2�����Ͻ���������������ΪAl2O3������SiO2����ͬ�������������£������۸�Ϳ���������ʽ�Ϊƽ������������С�����и��õ���Ը��¿��������ܣ���Ի���������¿�����ֵΪ2.64��
REFERENCES
[1] �� ��, ����Ⱥ, ���ճ�, ��С��, ������. ��ɻ������Ͻ���о���״��չ��[J]. �й���ɫ����ѧ��, 2010, 20(9): 1705-1715.
LIU Bing, PENG Chao-qun, WANG Ri-chu, WANG Xiao-feng, LI Ting-ting. Recent development and prospects for giant plane aluminum alloys[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(9): 1705-1715.
[2] DURSUN T, SOUTIS C. Recent developments in advanced aircraft aluminium alloys[J]. Materials & Design, 2014, 56(4): 862-871.
[3] ������, ������, �� ��. ��ǿ���Ͻ�ķ�չ������ϵ��Ʊ��ӹ�����[J]. ����ѧ��, 2015, 51(3): 257-271.
ZHANG Xin-ming, DENG Yun-lai, ZHANG Yong. Development of high strength aluminum alloys and processing techniques for the materials[J]. Acta Metallurgica Sinica, 2015, 51(3): 257-271.
[4] ½����, ������, �� ��, Ҷ����. ���Ͻ�����Ϻ���ѧ�ƹ��ɲ�Ķ����������Ϳ��ʧЧ����[J]. �й���ɫ����ѧ��, 2014, 24(5): 1311-1318.
LU Guan-xiong, HAO Li-jun, LIU Che, YE Fu-xing. Failure mechanism of ZrO2 thermal barrier coatings on aluminum alloy with electroless plating interlayer[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(5): 1311-1318.
[5] HASHIMOTO T, ZHOU X, SKELDON P, THOMPSON G E. Structure of the copper�Cenriched layer introduced by anodic oxidation of copper-containing aluminium alloy[J]. Electrochimica Acta, 2015, 179(10): 394-401.
[6] SHCHEDRINA I, RAKOCH A G, HENRION G, MARTIN J. Non-destructive methods to control the properties of MAO coatings on the surface of 2024 aluminium alloy[J]. Surface and Coatings Technology, 2014, 238(1): 27-44.
[7] JIANG Ye-hua, Liu Hong-xi, ZHOU Rong, TANG Bao-yin. Tribological behaviors and corrosion resistance of aluminum alloys by nitrogen plasma immersion ion implantation[J]. Reviews on Advanced Materials Science, 2013, 33(3): 281-286.
[8] LIU Y Z, ZHAN L H, MA Q Q, MA Z Y, HUANG M H. Effects of alternating magnetic field aged on microstructure and mechanical properties of AA2219 aluminum alloy[J]. Journal of Alloys and Compounds, 2015, 647(10): 644-647.
[9] ������, ����Ȫ, ������. �����ۻ�����4045���Ͻ�����֯����Ӳ��[J]. �й�����, 2015, 42(3): 100-106.
CHEN Yong-cheng, ZHANG Shu-quan, TIAN Xiang-jun, WANG Hua-ming. Microstructure and microhardness of 4045 aluminum alloy fabricated by laser melting deposition[J]. Chinese Journal of Lasers, 2015, 42(3): 100-106.
[10] WANG J T, ZHANG Y K, CHEN J F, GE M Z, LU Y L, LI X L. Effects of laser shock peening on stress corrosion behavior of 7075 aluminum alloy laser welded joints[J]. Materials Science and Engineering A, 2015, 647(10): 7-14.
[11] GOU G, ZHANG M, CHEN H, CHEN J, LI P, YANG Y P. Effect of humidity on porosity, microstructure, and fatigue strength of A7N01S-T5 aluminum alloy welded joints in high-speed trains[J]. Materials & Design, 2015, 85(11): 309-317.
[12] DAWOOD H I, MOHAMMED K S, RAHMAT A, UDAY M B. Effect of small tool pin profiles on microstructures and mechanical properties of 6061 aluminum alloy by friction stir welding[J]. Transactions of Nonferrous Metals Society of China, 2015, 25(9): 2856-2865.
[13] BRICE C, SHENOY R, KRAL M, BUCHANNAN K. Precipitation behavior of aluminum alloy 2139 fabricated using additive manufacturing[J]. Materials Science and Engineering A, 2015, 648(11): 9-14.
[14] WANG Bo, CHEN Xian-hua, PAN Fu-sheng, MAO Jian-jun, FANG Yong. Effects of cold rolling and heat treatment on microstructure and mechanical properties of AA 5052 aluminum alloy[J]. Transactions of Nonferrous Metals Society of China, 2015, 25(8): 2481-2489.
[15] LI Xue-wu, ZHANG Qiao-xin, GUO Zheng, SHI Tian, YU Jin-gui, TANG Ming-kai, HUANG Xing-jiu. Fabrication of superhydrophobic surface with improved corrosion inhibition on 6061 aluminum alloy substrate[J]. Applied Surface Science, 2015, 342(7): 76-83.
[16] �� ��, ����ϲ, ����ΰ, Ҧ ˬ, �� ��. ���Ͻ���漤���۸�NiCrAl/TiC����Ϳ���ĥ����Ϊ����ʴ����[J]. �й���ɫ����ѧ��, 2014, 24(11): 2805-2812.
LI Qi, LIU Hong-xi, ZHANG Xiao-wei, YAO Shuang, ZHANG Xu. Wear behavior and corrosion resistance of NiCrAl/TiC composite coating on aluminum alloy by laser cladding[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(11): 2805-2812.
[17] SONG B, DONG S J, CODDET P, LIAO H L, CODDET C. Fabrication of NiCr alloy parts by selective laser melting: Columnar microstructure and anisotropic mechanical behavior[J]. Materials & Design, 2014, 53(1): 1-7.
[18] ������, ������, ʯ����. �������Ͻ�Ԥ��Si�ۼ������Ͻ��о�[J]. �����ȴ���, 2008, 33(9): 12-15.
CAI Li-fen, ZHANG Yong-zhong, SHI Li-kai. Laser surface alloying on cast aluminum alloy with pre-painted Si power[J]. Heat Treatment of Metals, 2008, 33(9): 12-15.
[19] RAJAMURE R S, VORA H D, GUPTA N, KAREWAR S, SRINIVASAN S G, DAHOTRE N B. Laser surface alloying of molybdenum on aluminum for enhanced wear resistance[J]. Surface & Coatings Technology, 2014, 258(6): 337-342.
[20] �� ��, �Ŵ���, ��Ч��. ԭλ��Ӧ�ϳɽ����仯���D��Ͻ�����֯����ĥ����[J]. Ħ��ѧѧ��, 2005, 25(2): 97-101.
ZHANG Song, ZHANG Chun-hua, WEN Xiao-zhong. Microstructure and wear-resistance of in-situ synthetic intermetallic compound modification coating formed on Al alloy substrate by laser alloying[J]. Tribology, 2005, 25(2): 97-101.
[21] LIANG G Y, SU J Y. The microstructure and tribological characteristics of laser-clad Ni-Cr-Al coatings on aluminium alloy[J]. Materials Science and Engineering A, 2000, 290(1/2): 207-212.
[22] WANG Bin-bin, WANG Zhen-yao, HAN Wei, WANG Chuan, KE Wei. Effects of magnesium chloride-based multicomponent salts on atmospheric corrosion of aluminum alloy 2024[J]. Transactions of Nonferrous Metals Society of China, 2013, 23(4): 1199-1208.
[23] WANG A H, NIE J H, XIE C S. Fractural behavior in the transitional region of laser-clad Al-Fe bronze on Al-Si alloy under tensile loading[J]. Materials Letters, 2002, 56(5): 822-826.
[24] FENG Guang-jie, LI Zhuo-ran, FENG Shi-cheng, SHEN Zhong-ke. Effect of Ti-Al content on microstructure and mechanical properties of Cf/Al and TiAl joint by laser ignited self-propagating high-temperature synthesis[J]. Transactions of Nonferrous Metals Society of China, 2015, 25(5): 1468-1477.
[25] CIZEK J, MAN O, ROUPCOVA P, LOKE K, DLOUHY I. Oxidation performance of cold spray Ti-Al barrier coated ��-TiAl intermetallic substrates[J]. Surface and Coatings Technology, 2015, 268(4): 85-89.
[26] PFLUMM R, FRIEDLE S,  M. Oxidation protection of ��-TiAl-based alloys��A review[J]. Intermetallics, 2015, 56(1): 1-14.
M. Oxidation protection of ��-TiAl-based alloys��A review[J]. Intermetallics, 2015, 56(1): 1-14.
[27] WANG Ji-qiang, KONG Ling-yan, WU Jie, LI Tie-fan, XIONG Tian-ying. Microstructure evolution and oxidation resistance of silicon-aluminizing coating on ��-TiAl alloy[J]. Applied Surface Science, 2015, 356(11): 827-836.
[28] WANG Hong-xing, ZHANG Yan, YANG Shao-feng, LIU Bing-yi. Effects of slurry pack cementation temperature on microstructure and wear resistance of Ti-Al co-deposited coating on copper plated nickel layer[J]. Transactions of Nonferrous Metals Society of China, 2014, 24(2): 449-454.
[29] MAURICE V, DESPERT G, ZANNA S, JOSSO P, BACOS M P, MARCUS P. XPS study of the initial stages of oxidation of ��2-Ti3Al and ��-TiAl intermetallic alloys[J]. Acta Materialia, 2007, 55(10): 3315-3325.
[30] WANGER C. Formation of composite scales consisting of oxidation of different metals[J]. Journal of the Electrochemical Society, 1956, 11: 627-633.
Microstructures and property of Ti-Al intermetallic compound composite coating prepared by laser cladding
LIU Hong-xi, LI Qing-ling, ZHANG Xiao-wei, LI Zheng-xue, LENG Ning
(School of Materials Science and Engineering, Kunming University of Science and Technology, Kunming 650093, China)
Abstract: In order to improve high temperature oxidation resistance of aluminum alloy, according to the chemical reaction thermodynamic conditions of Ti and Al at high temperature, TiAl3 intermetallic compound particles reinforced Al-based composite coatings were fabricated on ZL117 aluminum piston parts by laser cladding. The chemical composition, phase characteristics and microstructure of the composite coatings were analyzed using X-ray diffractometry (XRD), energy dispersive spectrum (EDS), optical microscopy (OM), scanning electron microscopy (SEM) and X-ray photoelectron spectroscopy (XPS). The high temperature oxidation resistance of the composite coatings was tested by Muffle furnace in static air. The results show that the composite coatings are mainly composed of light gray meshwork phase TiAl3, dark gray mesh interstitial phase ��(Al) and a small amount crystal whisker phase Si. Ti in the laser cladding composite coating is in the form of TiAl3 intermetallic compound, the binding energy of Ti in TiAl3 are 460.53 eV (Ti2p1 peak) and 454.96 eV (Ti2p3 peak), respectively. Al in the laser cladding composite coating is in the form of TiAl3, Al2O3 and Al, the binding energy of Al in three kinds of phases are 73.60, 75.82 and 72.90 eV, respectively. Compared with the aluminum alloy substrate, the oxidation kinetics curves at 600 �� for 80 h exhibit that the oxidation mass gain of the laser cladding coatings is more slowly, and the oxidation rate is low. The laser cladding coating has a good oxidation resistance at relatively high temperature and the maximum value of relatively high-temperature oxidation is 2.64. The surface oxidation products of laser cladding coatings are Al2O3 and TiO2, but the aluminum substrate surface oxidation products are Al2O3 and a small amount of SiO2.
Key words: laser cladding; intermetallic compound; composite coating; microstructure; oxidation resistance
Foundation item: Project(61368003) supported by the National Nature Science Foundation of China��Project (2016FA020) supported by the Key Project of Applied Basic Research Program of Yunnan Province, China��Project (2014HB007) supported by the Project of Reserve Talent of Youthful and Middle-aged Academic Leaders in Yunnan Province, China
Received date: 2015-10-12; Accepted date: 2017-04-10
Corresponding author: LIU Hong-xi; Tel: +86-13987634786; E-mail: piiiliuhx@sina.com
(�༭ ��ѧ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(61368003)������ʡӦ�û����о��ƻ��ص���Ŀ(2016FA020)������ʡ������ѧ���ͼ�����ͷ�˺��˲�������Ŀ(2014HB007)
�ո����ڣ�2015-10-12�������ڣ�2017-04-10
ͨ�����ߣ�����ϲ�����ڣ���ʿ���绰��13987634786��E-mail: piiiliuhx@sina.com

