文章编号:1004-0609(2013)S1-s0097-04
TC25钛合金环材β锻造工艺对组织与性能的影响
董 洁,王永强,王韦琪,黄德超,马宏刚,王淑艳
(宝鸡钛业股份有限公司,宝鸡 721014)
摘 要:研究两种TC25钛合金环材的β锻造工艺,分析两种方案生产的环材纵剖面宏观组织,端面、内壁、外壁显微组织和力学性能的差异。结果表明:在环材制坯工艺一致的情况下,在最后一火成型时采用相变温度以上20~50 ℃、变形量在40%~55%的锻造工艺,可生产出性能满足使用标准要求的d 450/d 350 mm×60 mm TC25钛合金β锻造环材。
关键词:TC25钛合金;环材;β锻造工艺;力学性能;显微组织
中图分类号:TG 146.4 文献标志码:A
Effect of β-forging process on microstructure and performance of TC25 titanium alloy ring
DONG Jie, WANG Yong-qiang, WANG Wei-qi, HUANG De-chao, MA Hong-gang, WANG Shu-yan
(Baoji Titanium Group Co., Ltd., Baoji 721014, China)
Abstract: Two different β-forging methods for manufacturing d 450/d 350 mm×60 mm TC25 titanium alloy ring were studied, vertical section structure. The difference of microstructure and mechanical property of transverse section, internal and outside wall was analyzed. The results show that, when the same forging procedure is adopted in the last forging molding process, the temperature is above phase transformation points 20 to 50 ℃, and the deformation is between 40% to 55% in the forging procedure, TC25 titanium alloy ring with size of d 450/d 350 mm×60 mm can be produced, whose excellent performance meets the requirements of the corresponding employ standards .
Key words: TC25 titanium alloy; ring; β-forging process route; mechanical property; microstructure
TC25钛合金是一种综合性能优良的Ti-Al-Zr-Sn-Mo-W合金系α+β型热强钛合金,它兼有TC11合金的高热强性和TC8合金的热稳定性,该合金可加工成锻件、模锻件、棒材和其他形式的产品,在500 ℃以下工作时间可达6 000 h,在550 ℃以下工作时间可达3 000 h,在航空发动机上获得应用。
根据TC25钛合金在飞机上的使用情况,其环材可采用β锻造工艺生产,目标是使最终的零件产品断裂韧性和裂纹扩张速率性能均优于α+β锻造零件的[1-5]。在此,本文作者主要研究两种TC25钛合金环材d 450/d 350 mm×60 mm β锻造工艺,对每种锻造工艺的显微组织和力学性能进行分析并讨论。
1 实验
试验采用工厂生产的TC25钛合金铸锭,锭型为 d 720 mm,铸锭质量为3 000 kg。铸锭经3次真空自耗电弧炉熔炼,化学成分(质量分数 %):Al 6.2~7.2、Sn 0.8~2.5、Mo 1.5~2.5、W 0.5~1.5、Si 0.01~0.4、杂质总量<0.3、余量为钛、α+β/β相的转变温度为990~1 010 ℃。
试验按两种方案进行锻造工艺研究,两种工艺制备的环材的制坯过程相同,先将铸锭加热至相变点以上较高温度,出炉后进行1~2火自由锻镦-拔变形,变形量大于50%,再加热至相变点以下20~40 ℃,出炉后进行4~6火的自由锻拔长变形锻制成环坯,变形量达60%~90%。环坯显微组织为α+β两相区加工组织,如图1所示。2种方案的工艺区别在最后一火成型,具体工艺见表1。
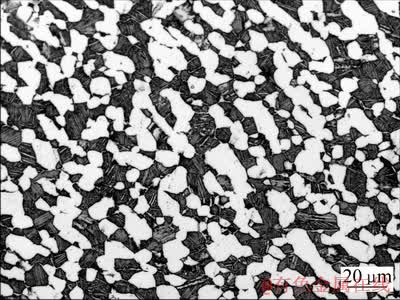
图1 TC25钛合金环坯的金相显微组织
Fig. 1 Original microstructure of TC25 alloy rolling
表1 TC25钛合金环材β锻造工艺
Table 1 Hot rolling process of TC25 alloy ring
2 结果与分析
2.1 变形工艺对组织的影响
2.1.1 变形工艺对低倍组织的影响
两种方案锻制的环材低倍纵剖面照片见图2。从图2可以看出,方案1、2的低倍组织为半清晰晶,方案2比方案1的半清晰晶低倍组织更清楚,且均匀性较差。这是由于两方案采用的加热温度都超过了相变点,晶粒已开始长大再结晶,但因为保温时间不长,不会过分长大,同时受变形量的影响,方案1的变形量大于方案2的,变形充分,所以方案1的低倍组织均匀性更好[3]。
2.1.2 变形工艺对显微组织的影响
在OLYMPUS GX71金相显微镜下观察,按两种方案生产的TC25合金d 450/d 350 mm×60 mm环材端面、内壁和外壁各点经(970 ℃, 1 h, AC)+(550 ℃, 6 h, AC)固溶时效处理后的显微组织形貌,如图3~5所示。
从图3~5的显微组织照片可以看出,方案1的显微组织为条状α+βt和条状α成编织状,是典型的网篮组织。这是因为合金的变形温度在β转变温度(βt)以上,并且变形程度足够大,具备充分变形的条件,在α+β区结束锻造。使加工时形成的条状α相划出的β晶界遭到一定程度的破碎,导致β晶界的轮廓变得不那么完整和清晰。条状α相不同程度地发生歪曲,其间分布着α相和β相的混合体。条状α和转变β基体中的魏氏α相尺寸细小,无固定方式排列,呈网篮状交织[6-8]。方案2的显微组织为条状α+片状α+βt。条状α粗大、平直,片状α取向几乎相同,形成大的α集束。这是由于方案2的加热温度在相变点以上,变形量不充分,长大的α相平直无扭曲。同时,在β区结束锻造,从β区开始冷却,由于冷却速度慢,具备长大再结晶的温度和时间。方案1的显微组织是理想组织状态,达到了使用标准要求。
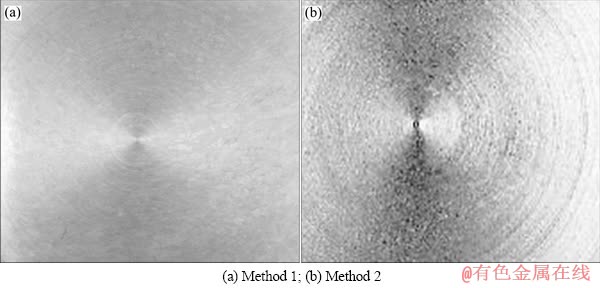
图2 不同方案锻造环材纵剖面照片
Fig. 2 Vertical section photos of ring after different forging methods
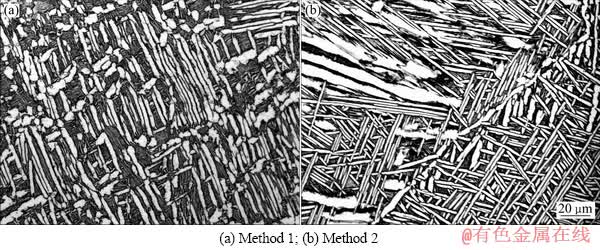
图3 不同方案锻造环材端面横向显微组织
Fig. 3 Orientation microstructures of ring end surface after different forging methods
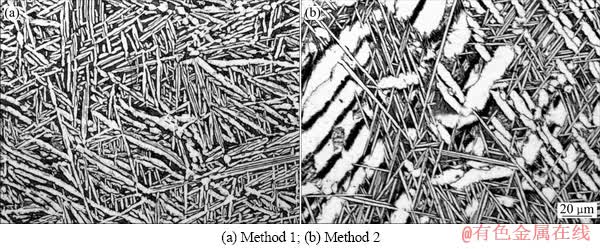
图4 不同方案锻造环材内壁横向显微组织
Fig.4 Orientation microstructures of ring internal surface after different forging methods
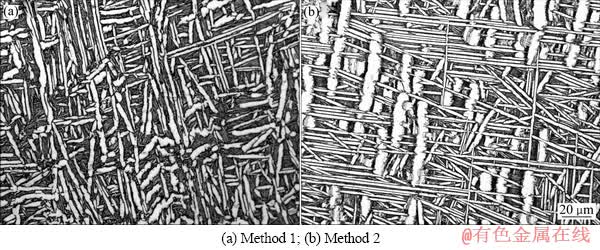
图5 不同方案锻造环材外壁横向显微组织
Fig. 5 Orientation microstructures of ring outer surface after different forging methods
2.2 变形工艺对力学性能的影响
分别在经过两种锻造工艺的环材上制取试样,试样经(970 ℃、1 h, AC)+(550 ℃、6 h, AC)热处理后,进行室温拉伸、冲击、500和550 ℃高温拉伸、持久性能的测试。
从表2~4中可以看出,方案2的室温、500 ℃和550 ℃的高温强度和塑性值都比方案1的低,且550 ℃高温强度值没有满足使用标准要求。这是由于网篮组织和片层组织变形机理不一样。网篮组织材料的拉伸变形在α相个别晶粒中以滑移开始,随着变形程度的加深,滑移占据越来越多的α晶粒,向周围的转变β组织扩展,滑移带间距小,晶界处位错塞积应力小,推迟了空洞的形核和发展,提高材料的强度和塑性。片层组织中由于同一α束具有相同的惯习面,位错能毫无阻碍地穿过互相平行的α束,垂直滑距长,易出现粗滑移带和微区变形不均匀,在晶界处易产生严重的位错塞积,促进空洞的形成和发展,导致试样过早断裂[5-6],所以采用方案1锻造环材的各温度强度和塑性值都较方案2的高。
表2 不同锻造工艺制备的环材的室温力学性能
Table 2 Mechanical properties of TC25 alloy ring by different methods at room temperature
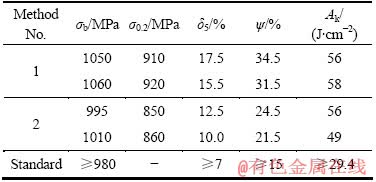
表3 500 ℃时不同锻造工艺制备的环材的力学性能
Table 3 Mechanical properties of TC25 alloy ring at 500 ℃
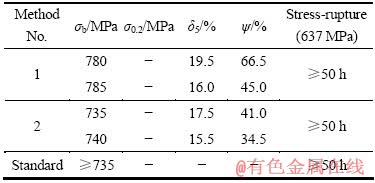
表4 550 ℃时不同锻造工艺制备的环材的力学性能
Table 4 Mechanical properties of TC25 alloy ring at 550 ℃
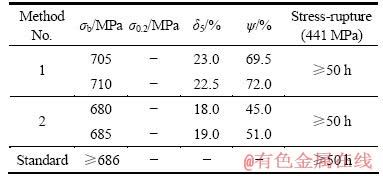
同时,按两种方案生产的环材的冲击和高温持久性能无明显差异,这是由于网篮组织和片层组织的冲击和高温持久性能较好[9-10]。
3 结论
采用最后一火成型时选用相变温度以上20~50 ℃,保温30~60 min,变形量40%~55%,终锻温度在相变点以下的锻造工艺,可生产出显微组织为网篮组织,各项性能满足使用要求的TC25钛合金d 450/d 350 mm×60 mm β锻造环材。
REFERENCES
[1] 朱知寿, 曾卫东, 俞汉卿. 钛合金高温形变强韧化机理[J]. 稀有金属材料与工程, 2005, 34(S3): 539-542.
ZHU Zhi-shou, ZENG Wei-dong, YU Han-qing. High-temperature auforming strengthening mechanism of titanium alloys[J]. Rare Metal Materials and Engineering, 2005, 34(S3): 539-542.
[2] 王永琪. TC25钛合金的组织和性能[J]. 稀有金属材料与工程, 2005, 34(S3): 251-258.
WANG Yong-qi, et al. Microstructure and performance of TC25 titanium alloy[J]. Rare Metal Materials and Engineering, 2005, 34(S3): 251-258.
[3] ALEXANDER J D. 宇航材料的锻造和性能[M]. 贺开运, 孙荣科, 袁瑞琛, 等译. 北京: 国防工业出版社, 1977: 300.
ALEXANDER J D. Forging and properties of aerospace materials[M]. HE Kai-yun, SUN Rong-ke, YUAN Rui-chen, et al, transl. Beijing: National Defense Industry Press, 1977: 300.
[4] 周义刚, 周 军, 刘建超. 航空发动机用高温钛合金[J]. 中国工程科学, 2001, 3(5): 61-65.
ZHOU Yi-gang, ZHOU Jun, LIU Jian-chao. High-temperature titanium alloys for aeroengine[J]. Engineering Science, 2001, 3(5): 61-65.
[5] 陈兴汉, 马荣国. 真空熔炼[M]. 宝鸡, 1985: 49.
CHEN Xing-han, MA Rong-guo. Vacuum melting[M]. Baoji, 1985: 49.
[6] 稀有金属加工手册编写组. 稀有金属加工手册[M]. 北京: 冶金工业出版社, 1984: 447.
Rare Metal Process Handbook Compiling Group. Rare metal process handbook[M]. Beijing: Metallurgical Industry Press, 1984: 447.
[7] B K 亚力山大, et al. 钛合金半成品加工[M]. 宁兴龙, 译. 西安: 金属材料与工程, 1996: 191.
B K 亚力山大, et al. Process of Ti alloy semi-manufactured goods[M]. NING Xing-long, transl. Xi’an: Rare Metal Materials and Engineering Press, 1996: 191.
[8] E A 鲍利索瓦. 钛合金金相学[M]. 陈石卿, 等译. 北京: 国防工业出版社, 1986: 198.
BOLESUWA E A. Titanium alloy microstructure[M]. CHENG Shi-qing, et al, transl. Beijing: National Defense Industry Press, 1986: 198.
[9] 张志芳. 热强钛合金[M]. 北京: 621所, 1984: 55.
ZHANG Zhi-fang. Hot-strength titanium alloy[M]. Beijing: 621 Institute, 1984: 55.
[10] 苏祖武, 孟国文, 郭鸿镇, 刘建超, 姚泽坤, 杨昭苏, 胡宗 式. 钛合金β锻造组织不均匀性研究[J]. 金属学报, 1991, 27(5): 299-302.
SU Zu-wu, MENG Guo-wen, GUO Hong-zhen, LIU Jian-chao, YAO Ze-kun, YANG Zhao-su, HU Zong-shi. Microstructure heterogenicity of β-forging titanium alloys[J]. Acta Metallurgica Sinica, 1991, 27(5): 299-302.
(编辑 龙怀中)
收稿日期:2013-07-28;修订日期:2013-10-10
通信作者:董 洁,高级工程师;电话:0917-3386921;E-mail: dongjiecool@163.com

