���±��: 1004-0609(2005)12-1896-07
�������ն�1050H19�յ����۽ṹ��������ܵ�Ӱ��
������1, 3, �� ��2, ���1, Yanagimoto Jun3, Sigiyama Sumio3
(1. ������������ѧ ���Ͽ�ѧ�빤��ѧԺ, ������ 150040;
2. ������Ͻ��������ι�˾, ������ 150060;
3. ������ѧ ���������о���, ���� 153-8505)
ժ Ҫ: �����˲�ͬ��������������1050H19��վ�ÿյ���������, �����X����֯����������羵�۽ṹ�������, ������֯�����۽ṹ��������ܵ�Ӱ�졣 �������: 4�ֹ����������ı���֯�������ڵ��͵�Cu��֯��, �������ٽᾧ��R֯��������֯�����, ��Ҫ֯�������ΪCu֯��, ��ȡ���ܶȲ�ͬ, ������Cu֯����ȡ���ܶ�ֵ��160, ֯����ǿ, �����н��ѱ��ε�֯�����P֯����˹֯���� ��������֪, ���ڼ��ٵ���ѹ���ʺ�ʵʩ�м�ͣ��, ʹ�����������˽��ѱ��ε�֯�����, ��С��Cuȡ��֯����ȡ���ܶ�, ����ϱ���Ϊ��忪������ļ�С, �Ӷ�������������������ܡ�
�ؼ���: 1050H19����; �۽ṹ; ֯��; ��������; ������� ��ͼ�����: TG113.26
���ױ�ʶ��: A
Effect of cold rolling-process on microstructure and deep-drawing
property of 1050H19 aluminum foils used in air-conditioner
JI Ze-sheng1, 3, WANG Tao2, HU Mao-liang1
Yanagimoto Jun3, Sigiyama Sumio3
(1. Department of Materials Science and Engineering,
Harbin University of Science and Technology, Harbin 150040, China;
2. North-east Light Alloy Co. Ltd., Harbin 150060, China;
3. Institute of Industry Science, The University of Tokyo, Tokyo 153-8505, Japan)
Abstract: The property of 1050H19 aluminum foils used in the air-conditioner of electric station by cold rolling-process was studied. Combining with X-ray goniometer and TEM microstructure analysis, the effects of textures and microstructures on deep-drawing properties were discussed. The results show that deforming textures in the specimens using four cold rolling-processes were all typical Cu components, and recrystallized R-texture and Cube-texture do not exist. Cu-texture is still the predominant component but has different orientation densities. The orientation densities of Cu-texture in the specimens being prone to crack can reach 160 and the textures are high, and the samples contain difficult deforming P-texture and Gross-texture. The analysis indicates that with decreasing rate of reduction/rolling-press and the execution of intermediate holding, difficult deforming textures are eliminated, and orientation density of Cu-texture is weakened. Thus, deep-drawing cracking tendency of aluminium foils decreases macroscopically and deep-drawing properties are improved.
Key words: 1050H19 aluminium foils; microstructure; texture; cold rolling-process; deep-drawing property
������Ϲ����ߴӸ������������ ��������ܽ������о�[1-4], ��Ӱ���������ܵ����������, ���ɷ֡� ����ȡ� ��������, ���ƹ��պ�ʱЧ����Ҳ��Ӱ������������ܵ���Ҫ����[5-10]�� �����о��߿�ʼ���ü�ͼ�� ȡ��ֲ�����(ODF)�о����������������[11-16], ���������[17]�� ���ÿյ�����[18]���Ǻ��С��0.2mm�ı���, ������֯����1050H19��������ܵ�Ӱ��δ������, ��������ͨ���Բ�ͬ��������������1050H19���Ϊ0.3mm��վ�ÿյ����������ܼ���֯������, �������羵�������, �������������ն�֯�����ǽṹ��Ӱ������Լ����ո���������ܵĻ���, ����������ѹ��ղ�����
1 ʵ��
1050��ҵ�����仯ѧ�ɷ����ڱ�1�� �����Ⱦ��Ȼ�������, ��˫����ʽ����¯����12~14h, ʹ�����¶ȴﵽ480~520��, �����ؿ���ʽ���������Ƶ�9.0mm���������, Ȼ���������MINO��˾�������Ĺ�����ʽ�������ϲ��ò�ͬ���γ̶�, ��ͬ���μӹ��ʼ���ͬ�������ƹ���, �ֱ�������0.3mm, Ȼ��������ʵ�顣 ������ܿ��˽���������, ���d18mm��ͨ��, ���߸߶�1.9mm, �����Ե�������ѿ�Ϊ�ϸ�
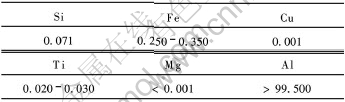
��1 1050�����Ļ�ѧ�ɷ�
Table 1 Composition of pure 1050 aluminium (mass fraction, %)
���ú���Philips��˾�����CM-12����羵(TEM)�۲�λ�����ǽṹ����̬�ͷֲ��� TEM������Ĥ��Ʒ�����ռ�����ʽΪ: ���ڽϺ����Ʒ�������и����ȡ0.5~0.8mm��ı�Ƭ, Ȼ����500#~1000#ɰֽĥ��50~80��m��, ��Ĥ��������˫�������, ���ҺΪ30%HNO3+70%CH3OH(�������), ��ѹΪ10V, ����Ϊ200mA�� ֯���IJⶨ��Philips��˾�����֯��������X��pertMRD�������Ͻ���, Cu K������, 40kV, 40mA, ����ƽ�й�����Lens���侵, ���ȼ����ܲ�����
2 ��������
2.1 ��ѧ����
������Ϊһ��������, ��ͼ1��ʾ, ����������ʵ����Ƭ��ͼ2��ʾ��
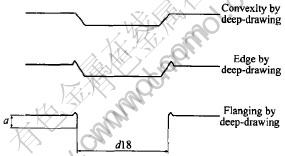
ͼ1 ������ʾ��ͼ
Fig.1 Schematic of deep-drawing process
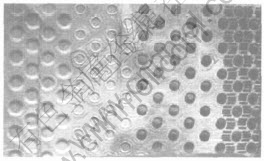
ͼ2 ����������ʵ����Ƭ
Fig.2 Practicality photo adopting different procedures
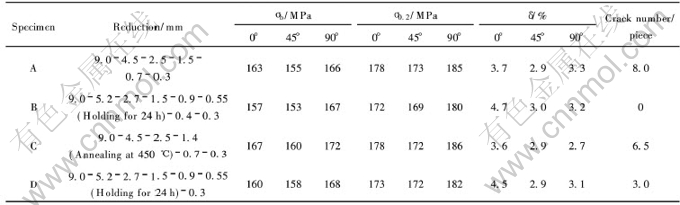
���������������ռ��������ڱ�2, 4�ֹ����������յ������ʵ���ʵ����Ƭ��ͼ3��ʾ�� �ӱ�2��ͼ3�пɿ���, A���ճ��ֽ϶��, B������û�п���, C������Ȼ���ѽ϶�, D������������, ���������С�� B��D���������ĵ���ѹ���ʽ�С, ��������0.55mm��ʱͣ��24h�� ����A��C����, ����ѹ�����ϴ�, ������ܲ�, ��C���������Ƶ�1.4mmʱ, ��һ���м��˻�, ���������Ȼû�и��ơ� ��������֯����������ι������γɵ�, ��Ȼ����һ���м��˻�, ������������֯����������[19], �������ĵ���ѹ������Ȼ�ϴ�, ʹ���ϲ������µĽϴ���Ρ� �ɴ˿ɼ�, ����ѹ������һ���ؼ���������, ������м�ͣ���� ���2��ʾ, ��ͬ�������ճ�Ʒ�����������Ʒ����0��, 45��, 90�㷽�����ѧ����ָ�겻ͬ, �Ƚϸ��������ѧ����ֵ�ɼ�, ��ֱ�������ǿ��ֵ�������������ֵ; ����������ƽ������������, 90���45�㷽���ϵ�ֵ����һ���� ��4���������b�� ��0.2���ľ���IJ���, �������������ȴ�в�ͬ, �ɴ���Ϊ���ǽṹ��֯����������[11]��
��2 4�ֹ������������������ز�ͬ���Ʒ������ѧ����
Table 2 Four specimens by different technologies and
mechanical properties along different rolling directions
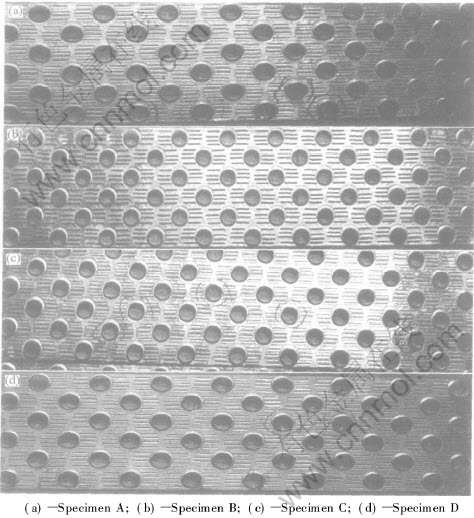
ͼ3 4�ֹ����������յ������ʵ���ʵ����Ƭ
Fig.3 Practicality photos of four specimens by deep-drawing process
2.2 TEM�ǽṹʵ��
ͼ4��ʾΪ4�������ǽṹ�羵��Ƭ, ��ͼ4(a)����, λ�����ҵطֲ�������������, ���������һ��, ���ɰ�״�ǽṹ, ͼ4(b)��ͼ4(d)��ʾΪ���ƹ����з���24h���ٽ������Ա��ε��ǽṹ�羵��Ƭ, ��ͼ�п��Կ���, λ������ͼ4(a)���������ҷֲ�, ���DZȽ��й��ɵ�ƽ������, �ر���ͼ4(b)���ӹ��� ���������ڷ��ù�����, ���ڻ������ϵ�λ��, ͨ�����ơ� ���ơ� �����Ƶȶ����˶���ʽ, �����ҵ�����״̬��ת��Ϊƽ������, �γ�λ���ڡ� ���Ǿ��屻λ���ڸ�������λ���С�� ԭ�����л��������С���顣 ��ЩС����, ���ڶ���λ�, �γɵ����Ǿ��� λ���������к�, ����������������λ����������, ����һ��λ������������Ӧ����, ����������һ��λ����������ѹӦ��������Ӷ����ֵ���, �Ӷ�ʹ��ʱ������Ӧ���ܽ���, ���ڽ��ȶ�״̬��
���Ա��εĹ��̼���λ���˶��Ĺ���, ������λ���ܼ�����İ���������, λ�������, ʹλ������Խ����Щ�ϰ�, �˶���������, ��Ӧ������, Ҫʹ������������, ����Ҫ������������, ȥ�˷�λ����ǿ��Ľ���������, ����ϱ��ֳ����Ŀ��ѡ� λ���������к�, ��ȱ�ݼ���, λ���ܶ������½�, λ���ֲ���̬�������µ�������ϴ��ڵ���̬, λ�����ű䱡, ���������, �Ǿ�����, �Ҿ������̶ȼ�С, �ͷ��˴���������, ��������Ӧ��, ʹ��λ���˶��������, ����������С[6, 12]�� ����ϱ���Ϊ������ܸ���, ��������С�� B���վ�ͣ����, ����ʱ����ѹ���ʱ�D����С, ��˱��γ̶���Խ�С, λ���ܶȵ�, ���������ܱ�D���պá�
ͼ4(c)��ʾΪ�м��˻���֯, ��һ�����, λ������Ӧ�ø�������, �������˻��, �����ĵ���ѹ������Ȼ�ϴ�, �����γ����µ�λ����������, λ���ķֲ���Ȼ�Ƚ�����, �������û�еõ����ơ�
2.3 ֯��ʵ��
ʵ�������(111)��(220)��У����ͼ(�Ա���У��)����2(45��)�����ODF��ͼ, �ֱ���ͼ5��6��ʾ�� ��3����Ϊ4�ֵ���������֯����ּ���ȡ���ܶ�f(g)��
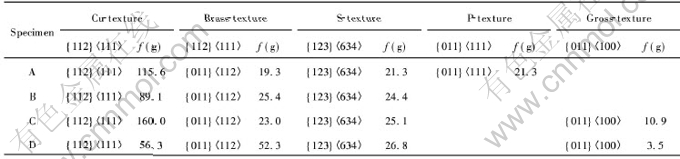
���ŵ���ѹ���ʵ�����, ���������ܽ���ʾ�������ԡ� ��4��������֯��������, �������Ʊ���֯��, Ҳ��Cu��֯��Ϊ��, ��Cuȡ��{112}��111��, ��Cuȡ��{011}��112��, Sȡ��{123}��634��, ��ȡ���ܶ�f(g)�в��, ��A������C����, Cuȡ��֯�����ܶ�f(g)�ϴ�, �ֱ�Ϊ115.6��160��ǿ��, ������A����P֯��ȡ��, f(g)Ϊ21.3, ������C�����и�˹֯��ȡ��, f(g)Ϊ10.9�� ����B��D������, Cuȡ��֯��ǿ����Խ���, B��f(g)Ϊ89.1, D��f(g)Ϊ56.3�� 4��������S֯��ȡ���f(g)��������һ����, ����Cuȡ��֯�����ܶ�f(g)�仯����
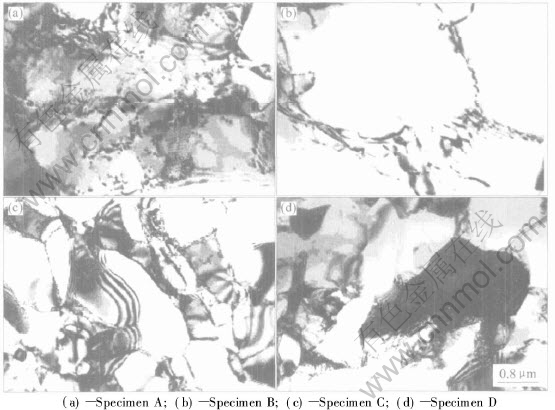
ͼ4 4�������ǽṹ����羵��Ƭ
Fig.4 TEM images of substructures of four typical specimens
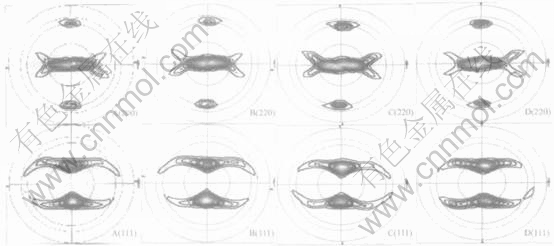
ͼ5 (220)�� (111)��У����ͼ
Fig.5 Revising pole figures of (220) and (111) plane
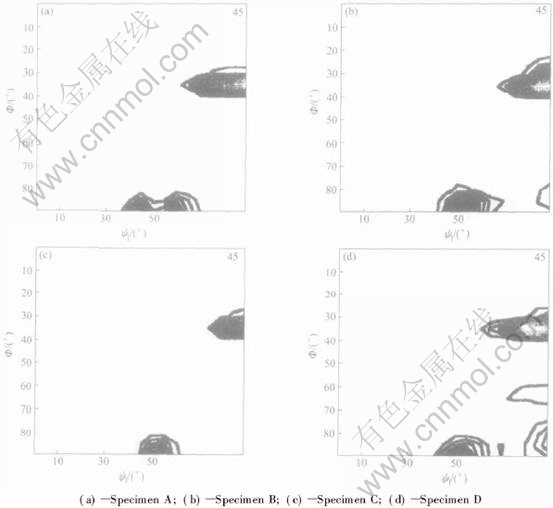
ͼ6 ��2(45��)�����ODF��ͼ
Fig.6 ODF patterns of ��2(45��) sections
��3 4�ֵ���������֯����ּ���ȡ���ܶ�f(g)
Table 3 Textures and orientation densities f(g) of four typical specimens
1050��������ڸ߲���ܵIJ���, ������Ƚ�С, ���������Ʊ��ι������γ�Cu��֯��, ����Ҫ֯����ּ��ƶ�(��)����Ϊ4�α�, ���Ƕ�45��[10, 13]�� ����ʵ����, ͨ��������֪, 4�ֹ����������ı���֯�������ڵ��͵�Cu��֯��, �������ƶ��������ٽᾧ��R֯��������֯�����, ��Ҫ֯�������ΪCuȡ��֯��, ��ȡ���ܶȲ�ͬ, ������Cuȡ��֯����ȡ���ܶ�ֵ��, ֯����ǿ, �����н��ѱ��ε�֯�����P֯����˹֯��, ����B����Cu֯���ܶ�ֵ��С, ���������ƶ�������P֯���� Hibino[11]���о�3004ϵ�Ͻ�ʱ, Ҳ֤����200�桢 300������������һ��{111}��110������ϵ�, ����֯����ַֽ�, �뱾ʵ������һ�¡� ��ͺ����ؽ�����Ϊʲôǿ�ȡ� �����ʵ���ѧ��������, ��������ܲ�ͬ��ԭ��
3 ����
1) ʵʩ�м��˻�, �����ܸı����֯���Ĵ�����ʽ, ����λ���IJ���̶�, ����������ܡ�
2) ���͵���ѹ���ʺ�ʵʩ�м�ͣ��, ����ʹ�ǽṹ��λ������̶Ƚ���, ���й���, �ͷŴ���������, ������Ӧ��, ʹλ���˶��������, ����ϱ���Ϊ��忪������ļ�С, �Ӷ��������ӹ�����, ����ʵ����������ѹ���Ϊ9.0-5.2-2.7-1.5-0.9-0.55(24h)-0.4-0.3��
3) 1050H19����������֯�������ڵ��͵�Cu��֯��, ���ղ�ͬ���ܶȲ�ͬ, ����ѹ���ʼ�С���м�ͣ��ʹCuȡ��֯����ȡ���ܶ�ֵ��С, �������˽��ѱ��ε�P֯����˹֯��, ʹ������ܵõ���ߡ�
��л
��л������ɫ�����о���Ժ����Ⱥ������֯������ʵ������и���Ĵ���������
REFERENCES
[1]�ƽ���, ��־��, ������. ��߹�ҵ��������Ļ�е���ܵĹ��մ�ʩ[J]. ��Ͻ�ӹ�����, 1999, 27(8): 25-27.
HUANG Jian-fang, LI Zhi-hong, WANG Ming-hai. Technological methods of improving mechanical property of aluminium strip[J]. Light Alloy Fabrication Technology, 1999, 27(8): 25-27.
[2]Endou S, Inagaki H. Microstructures and textures in hot-rolled sheets of high purity aluminum for electrolytic capacitor[J]. Journal Japan Institute of Light Metals, 2002, 52(11): 167-173.
[3]������, ����, ��ƽ. Fe���ʶԸߴ������ٽᾧ֯�����ȵ��ݵ�Ӱ��[J]. �й���ɫ����ѧ��, 1999, 9(1): 19-24.
ZHANG Xing-ming, MENG Ya, ZHOU Zhuo-ping. Effects of Fe impurity on recrystallization textures and specific capacitances of high pure aluminium foils[J]. The Chinese Journal of Nonferrous Metals, 1999, 9(1): 19-24.
[4]Furui M, Kawakami T, Saji S. Stored energy and its release behavior during recovery and recrystallization processes for aluminum alloys rolled at cryogenic temperature[J]. Journal of Japan Institute of Light Metals, 2002, 50(8): 339-345.
[5]�ſ�ΰ, ������, ��Զ��. �������ն����������˻�����ִ�����Ӱ��[J]. ��Ͻ�ӹ�����, 2001, 29(7): 22-24.
ZHANG Ke-wei, LI Xiao-ling, JIANG Yuan-jun. Effects of cold rolling processes on coarse grains of aluminium foil blanks in annealing[J]. Light Alloy Fabrication Technology, 2001, 29(7): 22-24.
[6]������, ������, ��־��, ��. �����������������֯�� �ṹ����ѧ����[J]. ���Ϲ�ҵ��ѧѧ��, 1997, 28(3); 242-245.
NEI Zuo-ren, ZHANG Xin-min, YIN Zhi-min, et al. Cold-rolled microstructures, textures and mechanical properties in deep drawing Aluminium plate[J]. J Cent South Univ Technol, 1997, 28(3): 242-245.
[7]����Ⱥ, ����, ������, ��. �����������ƶ��ľ���ѧ����[J]. �й���ɫ����ѧ��, 1998, 8(1): 53-55.
WANG Chao-qun, LIN Rui-dong, DING Hai-ning, et al. Crystallographical calculation of earing in deep drawing metal sheet[J]. The Chinese Journal of Nonferrous Metals, 1998, 8(1): 53-55.
[8]Kajihara K, Tokuda K, Sugizaki Y, et al. The formation process of cube texture during the final annealing in high-purity aluminum foil[J]. Journal of Japan Institute of Light Metals, 2001, 51(3): 182-187.
[9]���Է�. ���������ڲ�����������������ܵ�Ӱ��[J]. ��Ͻ�ӹ�����, 2000, 28(6): 9-10.
WANG Xian-feng. Effect of cast-rolling strip quality on deep-drawing property of aluminium sheet[J]. Light Alloy Fabrication Technology, 2000, 28(6): 9-10.
[10]������, ������, ��־��. �ߴ��������Ƽ��˻����������֯��֯�����ݱ�[J]. ��Ͻ�ӹ�����, 2001, 29(1): 18-21.
LIU Chu-ming, ZHANG Xing-ming, CHEN Zhi-yong. Evolution of microstructures and textures of high purity aluminum during rolling and annealing[J]. Light Alloy Fabrication Technology, 2001, 29(1): 18-21.
[11]Hibino A. Earing and texture of aluminum can body sheet[J]. Journal of Japan Institute of Light Metals, 2002, 52(11): 530-535.
[12]������, ������, ��־��. �м��˻�Ըߴ���������֯����Ӱ��[J]. �����ȴ���, 2001, 26(3): 28-29.
LIU Chu-ming, ZHANG Xin-ming, CHEN Zhi-yong, et al. Effect of intermediate annealing on cubic texture of high-purity aluminium foils[J]. Heat Treatment of Metals, 2001, 26(3): 28-29.
[13]������, ������, ��־��, ��. ��������е��ٽᾧ֯����ѡ������[J]. ����ѧ��, 1997, 33(9): 976-980.
NIE Zuo-ren, ZHANG Xin-ming, YIN Zhi-min, et al. Recrystallization texture and oriented growth in deep drawing aluminium sheet[J]. Acta Metallurgica, 1997, 33(9): 976-980.
[14]Bate P S. Texture inhomogeneity and limit strains in aluminum sheet [J]. Script Metallurgica Materially, 1992, 27(5): 515-52.
[15]Savoie J, Zhou Y, Jonas J J, et al. Textures induced by tension and deep drawing in aluminum sheets[J]. Acta Metallurgica Inc, 1996, 44(2): 587-605.
[16]SHEN Fu-fa, YUAN Wen-qing. Effect of texture on phase-transformation strain in CuZnAl shape memory sheets [J]. Tran Nonferrous Met Soc China, 2002, 12(1): 1-5.
[17]Takata N, Ikeda K I, Yoshida F. Influence of purity on the formation of cube texture in aluminum foils for electrolytic capacitors[J]. Materials Transactions, 2004, 45(5): 1687-1692.
[18]Kido T A, Sato Y, Takeshima Y. The effect of sheet characteristics on disarrangement of aluminum fins in the heat exchanger of room air conditioner[J]. Journal of Japan Institute of Light Metals, 2002, 50(2): 54-59.
[19]�຺��, �½��. �������Գ���ԭ��[M]. ����: ��е��ҵ������, 2001. 17-18.
YU Han-qing, CHEN Jin-de. The Metal Principle of Plastic Formation[M]. Beijing: China Machine Industry Press, 2001. 17-18.
������Ŀ: ������ʡ��ѧ�ع���Ա����������Ŀ(LC01C09); �������й���������Ŀ(0111211108)
�ո�����: 2005-04-25; ������: 2005-10-17
�����: ������(1962-), ��, ����, ��ʿ
ͨѶ����: ������, ����; �绰: 0451-86392557; E-mail: jizesheng@yahoo.com.cn
(�༭�°���)

