文章编号:1004-0609(2013)06-1769-06
氨浸法从含砷石灰铁盐渣中回收铜的动力学
倪 冲1, 2,赵燕鹏1, 2,阮福辉1, 2,卢 娜1, 2,杜冬云1, 2
(1. 中南民族大学 环境科学与工程研究所,武汉 430074;
2. 中南民族大学 化学与材料科学学院 催化材料科学国家民委-教育部共建重点实验室,武汉 430074)
摘 要:以氨浸法从含砷石灰铁盐渣中回收铜,研究从该类废渣中回收铜的可行性、工艺条件和动力学。结果表明:氨水和碳酸铵组成的浸取体系为适宜的浸取剂,当总氨浓度为5 mol/L、与铵盐浓度比为2:3、液固比为4:1时,铜的浸出率达到60.80%。动力学研究表明:铜的浸出过程在288~328 K内符合“未反应核缩减”模型,浸出过程主要受内扩散步骤控制,经拟合获得浸出动力学方程,浸出表观活化能为41.12 kJ/mol。
关键词:含砷石灰铁盐渣;氨浸法;浸出动力学;铜
中图分类号:TF803.21;X758 文献标志码:A
Kinetics of copper recovery from As-contained solid waste by ammonia leaching method
NI Chong1, 2, ZHAO Yan-peng1, 2, RUAN Fu-hui1, 2, LU Na1, 2, DU Dong-yun1, 2
(1. Institute of Environment Engineering and Science, South Central University for Nationalities, Wuhan 430074, China;
2. Key Laboratory of Catalysis and Materials Science of State Ethnic Affairs Commission, Ministry of Education,
School of Chemistry and Materials Science, South Central University for Nationalities, Wuhan 430074, China)
Abstract: Copper was recovered from solid waste with arsenic by ammonia leaching method. The possibility of recovering copper, the optimal conditions and the kinetics from solid waste with arsenic by ammonia leaching method were investigated. The results show copper recovery rate achieve about 60.80% in a system composed of ammonia and ammonium carbonate with the total ammonia concentration of 5 mol/L, c(NH3):c(NH4+) of 2:3, L/S ratio of 4:1. Kinetics studies indicate that the leaching process follows the shrinking-core model in the temperature ranging from 288 K to 328 K, the leaching rate of copper is controlled by the inner diffusion of reactants during the leaching process, the leaching kinetics equation is established, and the apparent activation energy is 41.12 kJ/mol.
Key words: As-contained solid waste; ammonia leaching method; leaching kinetics; copper
铜是一种人类社会进步不可缺少的材料。中国是世界最大的铜消费国,2011年全国铜材消费量达1056.22万t,占全球总消费量的1/2以上,但是我国铜精矿资源的自给率仅约为1/4,对外依存度非常高[1-2]。随着经济的发展和人民生活水平的改善,我国对铜的消费需求巨大,因此开展从含铜等有价金属废渣回收铜,既符合国家的资源发展规划,也是解决铜精矿资源不足的重要途径。
在铜冶炼洗气过程中会产生大量的酸性含砷废水,铜冶炼企业多采用石灰 -铁盐法处理这种废水,每年产生含砷石灰铁盐渣高达80万t。该废渣中铜的含量在0.5%~1.0%,与我国开采的铜原矿品位相近[3],但尚未见从此类废渣中回收铜的报道。目前,国内外有关从低品位原矿及其它含铜废渣中提取铜的方法很多,主要有置换电解法[4]、浸出置换法[5]、氨浸出法[6-9]、酸浸出法[10-12]、微生物处理技术[13]、高温还原法[14]等。其中,置换电解法和高温还原法能耗较高,设备投资和生产成本高;微生物处理技术尚不成熟,难以在短时间内获得实效,不易于实现工业化;浸出置换法只适用于处理某些成分简单、铜含量相对较高的原矿或者废渣;而氨浸出法不仅能有效克服这些缺点,而且还具有工艺简单、试剂消耗少、反应迅速等优点,对于处理成分复杂、铜含量低的废渣具有明显的技术优势。因此,本文作者选用氨浸法回收含砷石灰铁盐渣中的铜,对其工艺条件和动力学进行了研究,为实现该类废渣中铜的资源化回收提供基础数据和理论指导。
1 实验
1.1 实验样品
实验采用的含砷废渣取自于湖北某有色金属公司污酸处理过程中产生的废渣。渣样经自然晾干后粉碎、研磨。用X射线荧光光谱仪测定含砷废渣的主要化学成分,结果见表1。
用X射线光电子能谱仪对该含砷废渣进行了物相分析,如图1所示。
由文献[15]可查得,当Cu的结合能为933.3 eV时,Cu的赋存形态为CuO;结合图1拟合数据得出,渣样中Cu的结合能为933.3 eV,因此,该渣样中的Cu主要以CuO的形态存在。
1.2 实验仪器与试剂
实验仪器:DF-101S型集热式恒温加热磁力调速搅拌器;AA-6300原子吸收光谱仪。
试剂:NH3・H2O、(NH4)2CO3、(NH4)2SO4、NH4Cl、NH4NO3、H2SO4、HCl、HNO3、CH3COOH均为分析纯。
1.3 实验过程
1.3.1 含砷石灰铁盐渣的浸出条件实验
称取25 g渣样置于250 mL锥形瓶中,分别加入不同种类、不同浓度和不同配比的浸取剂100 mL,置于磁力搅拌器上搅拌反应2 h后过滤,测定浸出液中铜的浓度,计算浸出率。
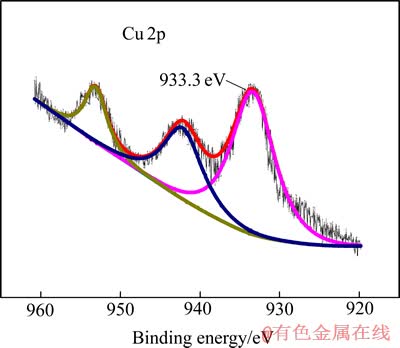
图1 含砷石灰铁盐渣的Cu2p峰的XPS谱
Fig. 1 XPS spectra of Cu2p of solid waste with arsenic
1.3.2 含砷石灰铁盐渣的浸出动力学实验
向250 mL锥形瓶中加入适量总氨浓度为5 mol/L、c(NH3):c(NH4+)为2:3的浸出剂100 mL后,迅速加入25 g渣样,以600 r/min充分搅拌,控制液固比为4:1。在353 K以下通过超级恒温水浴控制反应温度,温度变化范围为288~328 K。反应过程中用塑料薄膜将锥形瓶封口,防止水分蒸发,保持反应溶液体积不变。
2 结果与讨论
2.1 浸取剂的选择
2.1.1 不同浸取剂对铜浸出效果的影响
分别以醋酸、硝酸、盐酸、硫酸、氨溶液为浸取剂,其中醋酸、硝酸、盐酸、硫酸溶液的浓度为4 mol/L,氨溶液配比为氨水(2 mol/L)和碳酸铵(c(NH4+)=2 mol/L),考察不同浸取剂对铜浸出率的影响,结果如图2所示。
表1 砷渣的主要化学成分
Table 1 Mainchemical component of arsenic residue (mass fraction, %)

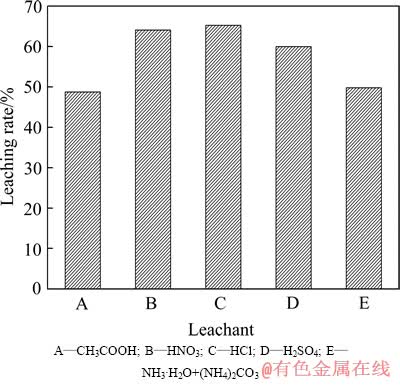
图2 不同浸取剂对铜浸出率的影响
Fig. 2 Influences of different leachant on leaching rate of copper
由图2可知,在相同条件下,硝酸、盐酸、硫酸对铜的浸出效果较好,但在酸性条件下浸出时会造成泥浆显著膨胀,难以过滤,抽滤后滤速缓慢,这可能是因为硝酸、盐酸、硫酸可与含砷石灰铁盐渣中的很多物质反应,使含砷石灰铁盐渣颗粒变小形成细密的泥浆,不利于工业应用,此外酸性溶液会使大量的杂质进入浸出液,增加后续处理的难度;而乙酸对铜的浸出效果比氨溶液差,且其价格比氨溶液贵。综上所述,选择氨溶液作为浸取剂。
2.1.2 浸取剂的组成对铜浸出效果的影响
对氧化铜矿和尾砂中铜的浸取研究表明,不同的浸取体系对铜的浸出效果有显著的影响,故实验对不同组成的氨水-铵盐浸取体系进行了比较。氨水-铵盐浸取剂组成如表2所列。浸取剂组成对浸出率的影响见图3。
由图3可知:使用氨水-碳酸铵组成的浸取体系为浸取剂(即实验9),铜的浸出效果最好,因此选择氨水和碳酸铵组成的浸取体系为浸取剂。
2.1.3 总氨浓度对铜浸出效果的影响
考察了总氨浓度分别为0.75、1.50、2.25、3.00、3.75、4.50、6.00 mol/L时对铜浸出率的影响,结果见图4。
由图4可知:随着总氨浓度增大,铜的浸出率逐渐增大,当总氨浓度为6 mol/L时,铜的浸出率达到57.17%,但当总氨浓度增大到一定值时,铜的浸出率变化趋于稳定。出于成本考虑,选用5 mol/L的总氨浓度为最优。
2.1.4 氨水与铵盐摩尔浓度比对铜浸出效果的影响
在浸出时间为2 h,反应温度为20 ℃,液固比为4:1,总氨浓度分别为4、5和6 mol/L的条件下,考察c(NH3)和c(NH4+)在总氨浓度中含量分别为100% 以及c(NH3):c(NH4+)分别为2:1、3:2、2:3、1:2时对铜浸出率的影响,结果见图5。
表2 不同的氨水-铵盐浸取剂组成
Table 2 Composition of different ammonia-ammonium salt leachant

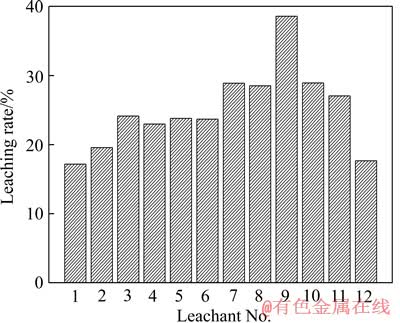
图3 浸取剂的组成对铜浸出率的影响
Fig. 3 Influence of composition of leachant on leaching rate of copper
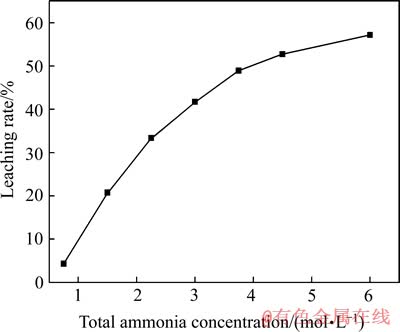
图4 总氨浓度对铜浸出率的影响
Fig. 4 Influence of total ammonia concentration on leaching rate of copper
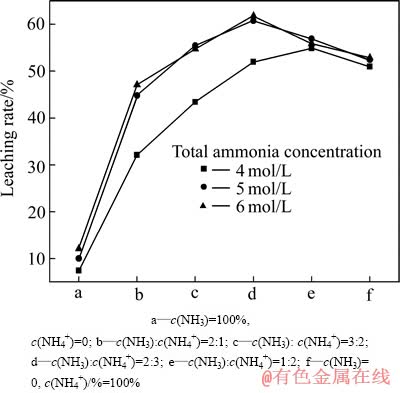
图5 不同总氨浓度下c(NH3):c(NH4+)对铜浸出率的影响
Fig. 5 Influences of c(NH3):c(NH4+) on leaching rate of copper at different total ammonia concentrations
由图5可知,总氨浓度一定时,随着c(NH3):c(NH4+)减小,铜的浸出率先增后降。总氨浓度为5 mol/L,氨水占40%时,铜的浸出率达到60.80%,而当氨水占100%时,铜的浸出率仅为10.01%,由此可得出,最佳c(NH3):c(NH4+)为2:3。
2.1.5 液固比对铜浸出效果的影响
在浸出时间为2 h,反应温度为20 ℃,总氨浓度为5 mol/L,c(NH3):c(NH4+)为2:3的条件下,考察了液固比分别为1:1、2:1、3:1、4:1、6:1、8:1时对铜浸出率的影响,结果见图6。
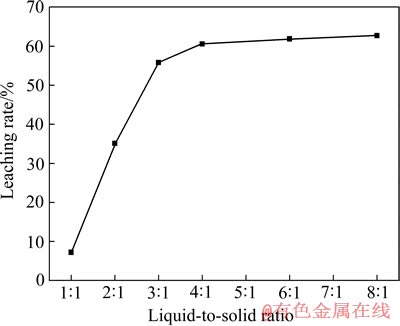
图6 液固比对铜浸出率的影响
Fig. 6 Influence of liquid-to-solid ratio on leaching rate of copper
由图6可知,液固比从1:1增至4:1的过程中,铜浸出率增长趋势明显,继续增大液固比,铜的浸出趋于平衡,考虑成本因素,确定最佳液固比为4:1。
2.2 铜的浸出动力学分析
2.2.1 不同温度下时间对铜浸出效果的影响
在总氨浓度为5 mol/L,c(NH3):c(NH4+) 为2:3,液固比为4:1时,考察了不同温度下时间对铜浸出率的影响,结果见图7。

图7 不同温度下铜的浸出率随时间的变化
Fig. 7 Change of leaching rate of copper with time at different temperatures
由图7可知,在初始阶段,铜的浸出率随时间的延长增加很快,随着反应的进行,体系接近或达到平衡状态;继续延长时间,浸出率增幅微小,且加剧氨水的挥发,既增加成本又污染环境。随着温度的升高,铜的浸出率增大且浸出达到平衡的速度加快。这可能是因为温度升高,促使矿物粒子的热运动加强,离子间引力减弱,活化分子数量增加,利于浸出反应的进行。但温度高于313 K后,同一时间铜的浸出率相对于从288 K到298 K时的增加明显减少,这是因为温度越高,氨的挥发越快,导致铜浸出率的增加趋缓。
2.2.2 铜的浸出动力学方程
含砷石灰铁盐渣在氨水-碳酸铵溶液中的浸出反应属于液-固两相反应,其控制步骤分为外(内)扩散控制、化学反应控制、混合控制,对应有不同的浸出动力学方程[16]。
控制步骤为外扩散控制
 (1)
(1)
控制步骤为内扩散控制
 (2)
(2)
控制步骤为化学反应控制
 (3)
(3)
控制步骤为混合控制
 (4)
(4)
式(1)~(4)中k1、k2、k3分别为浸取过程中不同步骤控制的反应速率常数; 为有用组分(铜)的浸出率;t为浸取时间;C0为浸取剂初始浓度;r0为矿粒的初始粒径;x为铜的摩尔浓度;m为含砷石灰铁盐渣的质量。
为有用组分(铜)的浸出率;t为浸取时间;C0为浸取剂初始浓度;r0为矿粒的初始粒径;x为铜的摩尔浓度;m为含砷石灰铁盐渣的质量。
根据图7,将不同温度下所得铜浸出率α对应浸出时间t,分别进行 ―t和
―t和
 ―t线性拟合,结果见图8。
―t线性拟合,结果见图8。
由图8可知, ―t有更好的线性回归关系,初步推测,铜的浸出过程在288~328 K内符合“未反应核缩减”模型[17](如图9所示);受内扩散步骤控制时,浸出动力学方程符合方程(2) (k3为浸取过程中反应速率常数,min-1),根据图8(b)) 经拟合得出动力学方程为
―t有更好的线性回归关系,初步推测,铜的浸出过程在288~328 K内符合“未反应核缩减”模型[17](如图9所示);受内扩散步骤控制时,浸出动力学方程符合方程(2) (k3为浸取过程中反应速率常数,min-1),根据图8(b)) 经拟合得出动力学方程为
 。
。
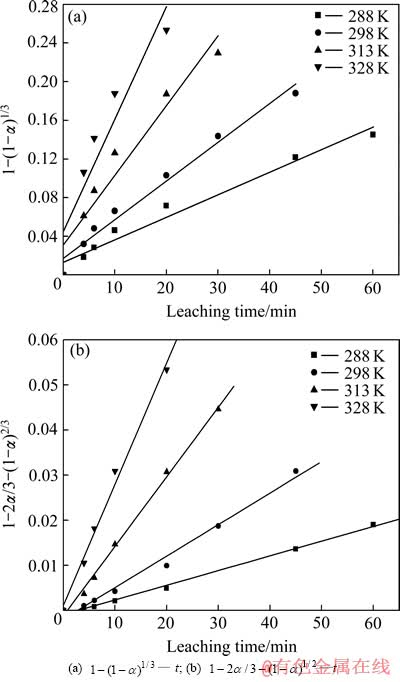
图8 不同温度下铜的 和
和 与时间的关系
与时间的关系
Fig. 8 Relationships between and 
 and time at different temperatures
and time at different temperatures
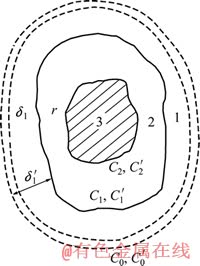
图9 矿粒浸出的动力学过程
Fig. 9 Plots of mineral grain leaching kinetics process
图9中1为液固相边界层;2为固膜(浸出的固态生成物及残留物);3为未反应核;δ1为浸出剂扩散层厚度;r2为固膜厚度;δ1′为可溶性浸出产物的扩散层厚度;C0、C1、C2分别为浸出剂在溶液相、矿粒表面和未反应核表面的浓度;C0′、C1′、C2′分别为可溶性浸出产物在溶液相,矿粒表面和未反应核表面的浓度。
2.2.3 浸出表观活化能
用线性回归求得图8(b)中每条直线的斜率(k),据Arrhenius方程:
 (5)
(5)
两边同时取对数,得到lnk与1/T的关系式如下:
 (6)
(6)
式中:A为频率因子,s-1;Ea为反应活化能,J/mol;R为摩尔气体常数,J/(mol・K);T为绝对温度,K。用-ln k对1 000/T作图,结果如图10所示,直线方程为
 ,R2= 0.987 0,从该直线的斜率计算得铜浸出的表观活化能为41.12 kJ/mol。
,R2= 0.987 0,从该直线的斜率计算得铜浸出的表观活化能为41.12 kJ/mol。
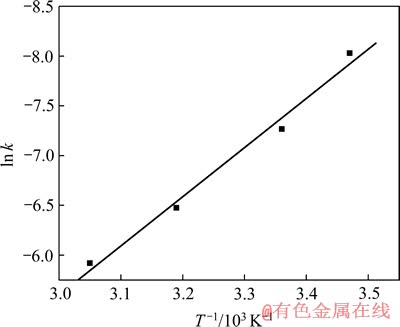
图10 铜的Arrhenius曲线
Fig. 10 Arrhenius plot of copper
3 结论
1) 采用氨浸法回收含砷石灰铁盐渣中铜的最佳工艺条件为:以氨水-碳酸铵溶液组成的浸取体系为浸出剂,当总氨浓度为5 mol/L,氨-铵盐摩尔浓度比为2:3,液固比为4:1时,铜的浸出率达到60.80%。
2) 铜的浸出过程在288~328 K内符合“未反应核缩减”模型,浸出过程主要受内扩散步骤控制,经拟合得浸出动力学方程为
 ,浸出表观活化能为41.12 kJ/mol。
,浸出表观活化能为41.12 kJ/mol。
References
[1] 王碧文. 调结构促升级做强我国铜加工产业[J]. 中国金属通报, 2012(8): 19-21
WANG Bi-wen. Strengthen Chinese copper processing industry through adjusting industrial structure and promoting industrial upgrading[J]. China Metal Bulletin, 2012(8): 19-21.
[2] 刘冰川, 祁世兵. 中国企业投资开发海外铜矿资源现状及建议[J]. 中国金属通报, 2011, 42: 19-21.
LIU Bing-chuan, QI Shi-bing. Situation and suggestions of Chinese enterprises to invest and develop copper resources overseas[J]. China Metal Bulletin, 2011, 42: 19-21.
[3] DZ/T0214―2002. 铜、铅、锌、银、镍、钼矿地质勘查规范[S].
DZ/T0214―2002. Criterion of geological exploration for copper, lead, zinc, silver, nickel, molybdenum ore[S].
[4] KUMARI A, NATARAJAN K A. Electroleaching of polymetallic ocean nodules to recover copper, nickel and cobalt[J]. Minerals Engineering, 2001, 14(8): 877-886.
[5] 袁盛朝, 戈保梁. 难选氧化铜矿浸出-置换-浮选试验研究[J]. 矿冶, 2008, 17(1): 53-54.
YUAN Sheng-chao, GE Bao-liang. Test on leaching and cementation and flotation of refractory oxidized copper ore[J]. Mining and Metallurgy, 2008, 17(1): 53-54.
[6] LIU Wei, TANG Mo-tang, TANG Chao-bo, HE Jing, YANG Sheng-hai, YANG Jian-guang. Dissolution kinetics of low grade complex copper ore in ammonia-ammonium chloride solution[J]. Transactions of Nonferrous Metals Society of China, 2010, 20(5): 910-917.
[7] PARK K H, MOHAPATRA D, REDDY B R, NAM C W. A study on the oxidative ammonia/ammonium sulphate leaching of a complex (Cu-Ni-Co-Fe) matte[J]. Hydrometallurgy, 2007, 86(3/4): 164-171.
[8] 刘志雄, 尹周澜, 胡慧萍, 陈启元. 低品位氧化铜矿氨-硫酸铵体系过硫酸铵氧化浸出[J]. 中国有色金属学报, 2012, 22(5): 1488-1496.
LIU Zhi-xiong, YIN Zhou-lan, HU Hui-ping, CHEN Qi-yuan. Oxidative leaching of low-grade copper ore in ammonia-ammonium sulfate solution with ammonium persulfate[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(5): 1488-1496.
[9] JU Shao-hua, ZHANG Yi-fei, ZHANG Yi, XUE Pei-yi, WANG Yi-hui. Clean hydrometallurgical route to recover zinc, silver, lead, copper, cadmium and iron from hazardous jarosite residues produced during zinc hydrometallurgy[J]. Journal of Hazardous Materials, 2011, 192(2): 554-558.
[10] ARSLAN C, ARSLAN F. Recovery of copper, cobalt, and zinc from copper smelter and converter slags[J]. Hydrometallurgy, 2002, 67(1/3): 1-7.
[11] LI Y J, PEREDERIY I, PAPANGELAKIS V G. Cleaning of waste smelter slags and recovery of valuable metals by pressure oxidative leaching[J]. Journal of Hazardous Materials, 2008, 152(2): 607-615.
[12] 刘 俊, 李林艳, 徐盛明, 池汝安. 还原酸浸法从低品位水钴矿中提取铜和钴[J]. 中国有色金属学报, 2012, 12(1): 304-309.
LIU Jun, LI Lin-yan, XU Sheng-ming, CHI Ru-an. Recovery of copper and cobalt from low-grade heterogenite with reductive acid leaching method[J]. The Chinese Journal of Nonferrous Metals, 2012, 12(1): 304-309.
[13] 赖绍师, 覃文庆, 杨聪仁, 王 军, 张雁生, 张 博, 常自勇, 匡浩华. 低品位硫化铜矿的细菌浸出[J]. 中国有色金属学报, 2011, 21(6): 1473-1479.
LAI Shao-shi, QIN Wen-qing, YANG Cong-ren, WANG Jun, ZHANG Yan-sheng, ZHANG Bo, CHANG Zi-yong, KUANG Hao-hua. Bioleaching of low grade copper sulfide ore[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(6): 1473-1479.
[14] KASONDE M, TSHIKELE M, ILUNGA M. Cleaning of a copper matte smelting slag from a water-jacket furnace by direct reduction of heavy metals[J]. Journal of Hazardous Materials, 2009, 164(2/3): 856-862.
[15] SVINTSITSKIY D A, STADNICHENKO A I, DEMIDOV D V, KOSCHEEV S V, BORONIN A I. Investigation of oxygen states and reactivities on a nanostructured cupric oxidesurface[J]. Applied Surface Science, 2011, 257(20): 8542-8549.
[16] LEVENSPIEL O. Chemical reactions engineering[M]. New York: John Wiley & Sons, Inc, 1972: 357.
[17] 陈家镛, 杨守志, 柯家骏, 毛铭华. 湿法冶金的研究与发展[M]. 北京: 冶金工业出社, 1998: 174.
CHEN Jia-yong, YANG Shou-zhi, KE Jia-jun, MAO Ming-hua. The studies and progress of metallurgy[M]. Beijing: Metallurgical Industry Press, 1998: 174.
(编辑 李艳红)
基金项目:武汉市重点科技攻关资助项目(201160638173)
收稿日期:2012-09-07;修订日期:2013-04-26
通信作者:杜冬云,教授,博士;电话:027-67842825;E-mail: dydu666@yahoo.com.cn

