Deformation behaviour and microstructure evolution of AlMg6Mn alloy during shear spinning
��Դ�ڿ����й���ɫ����ѧ��(Ӣ�İ�)2012���5��
�������ߣ�Lj. RADOVIC M. NIKACEVIC B. JORDOVIC
����ҳ�룺991 - 1000
�ؼ��ʣ�AlMg6Mn�Ͻ𣻼�����ѹ������֯�ݱ䣻������Ϊ�����������ЧӦ
Key words��AlMg6Mn alloy; shear spinning; microstructure evolution; deformation behaviour; serrated yielding
ժ Ҫ��ͨ����ѧ���ܱ�������ѧ������SEM�羵�۲���EDS��������AlMg6Mn�Ͻ��ڼ�����ѹ�����еı�����Ϊ���۽ṹ�����о�������Ʒ��һ��ҵ��ѹ���Ͻ��м�����ѹ���Σ�ѹ�����ֱ�Ϊ30%��50%��68%�������ڼ�����ѹ�������õ�ϸ��������ѹ��������������������������Բ�ܷ����������õ������ŵ�ǿ�Ⱥ��쳤�ʣ�������ھ���ϸ����������������Mg��Mnԭ��֮���λ����Ӧ��
Abstract:
Deformation behavior and microstructure of AlMg6Mn alloy subjected to shear spinning were studied by means of mechanical characterization, optical and SEM+EDS microscopy. Specimens were shear spun on an industrial spinning machine using different mandrels, providing reductions of wall thickness of 30%, 50% and 68%. The grain structure developed during shear spinning refines gradually. The grains elongate in axial direction with increase of reduction, and also stretches along circumferencial direction. Optimal combination of strength and elongation is observed. This is attributed to grain refinement and dislocation reactions with particles and atoms of Mg and Mn in solid solution.

![]()

Trans. Nonferrous Met. Soc. China 22(2012) 991-1000
Lj. RADOVI?1, M. NIKA?EVI?1, B. JORDOVI?2
1. Military Technical Institute, R. Resanovi?a 1, 11030 Belgrade, Serbia;
2. Technical Faculty ?a?ak, University of Kragujevac, 32000 ?a?ak, Serbia
Received 22 September 2011; accepted 28 February 2012
Abstract: Deformation behavior and microstructure of AlMg6Mn alloy subjected to shear spinning were studied by means of mechanical characterization, optical and SEM+EDS microscopy. Specimens were shear spun on an industrial spinning machine using different mandrels, providing reductions of wall thickness of 30%, 50% and 68%. The grain structure developed during shear spinning refines gradually. The grains elongate in axial direction with increase of reduction, and also stretches along circumferencial direction. Optimal combination of strength and elongation is observed. This is attributed to grain refinement and dislocation reactions with particles and atoms of Mg and Mn in solid solution.
Key words: AlMg6Mn alloy; shear spinning; microstructure evolution; deformation behaviour; serrated yielding
1 Introduction
Continuous development of aerospace, aircraft and military industry increases demand for high specific precision axi-symmetric thin-walled components with high strength, high surface quality and uniformity of wall thickness. According to the present exprience, shear spinning seems to be the most effective technology for production of complex shapes (convex, concave and combination of these two geometries) with optimal combination of properties [1-3]. Since the tool is applied locally to the workpiece during the shear spinning, forming loads are reduced significantly in comparison to conventional press forming, even at a large strain. The consequence is that much larger strain can be achieved under lower forming forces. Therefore, in many cases, only a single-pass is required to produce the final component and high reductions are achievable without intermediate annealing [1,2]. Although different aspects of power spinning have been recently reported (material properties, forces, surface quality, forming parameters, FEM of the process) [4-10], the data related to the influence of metallurgical factors seem to be lacking.
Aluminium and its alloys are the the most commonly used materials for advanced applications. In order to overcome present problems in application of heat treatable high strength aluminium alloys, selection of non-heat treatable Al alloys seems to be reasonable, due to elimination of quenching as origin of distortion problem [11]. Additionally, non-heat treatable Al alloys have good corrosion resistance and formability. Good formability of Al-Mg alloys is attributed to the high work hardening rate which is maintained to the high forming strains. Magnesium addition in solid solution increases considerably the work hardening ability of aluminium [12-15]. A typical commercial Al-Mg alloy, mainly for marine application as well as for structural components in transportation and military applications, is 5083 alloy (Al-4.7Mg-0.7Mn). It is characherized by good corrosion resistance, good weldability and good combination of strength and formability. Since the ductility and strength can be maintained in good balance, further increase of magnesium content in Al-Mg alloys is in the focus of interest [16-18]. Previous results showed that in spite of increased strength due to additional Mg, AlMg6Mn sheet (6.8% Mg, 0.5% Mn) has equal or even better formability than 5183-O, 5085-O or 2036-T4 alloys [19].
Grain size is one of the most important microstructural factor controlling the strength and formability of Al-Mg alloys. Since the reduction of grain size results in increased strength and decreased formability [11,20-22], it is necessary to determine the optimal grain size which will provide acceptable balance among these properties. The control of the grain size can be achieved by controlling the parameters of thermomechanical treatment (reduction, strain rate, temperature) and materials properties (chemical composition, present phases and particles, recrystallization and recovery mechanisms etc). It provides opportunity to investigate the properties of Al-Mg alloys that show grain size dependency, including mechanical properties and the characteristics of serrated yielding, after shear spinning.
Serrated yielding is expected in AlMg alloys [13,23-31]. It is shown that serrated flow in Al-Mg alloys containing more than 2% Mg, gives increased level of the stress��strain curve, and the magnitude of the serrations increases with increasing Mg content [12,32]. However, most papers are related to alloys up to 5% Mg [14,24,30,32-34], and only a limited number is related to alloys with higher content of Mg [17,18,23,35,36]. Furthermore, the results describing the influence of shear spinning on serrated yielding are also lacking.
The aim of this work was to establish the influence of initial grain size and reduction of wall thickness on microstructure, properties and deformation behaviour of AlMg6Mn alloy subjected to shear spinning.
2 Experimental
The material tested in this work was a AlMg6Mn alloy produced by IMPOL-Aluminium Rolling Mill, Sevojno, Serbia. The chemical composition of the alloy is given in Table 1.
Table 1 Chemical composition of tested AlMg6Mn alloy (mass fraction, %)
![]()
As-received material was 8 mm-thick hot rolled plate. In order to establish the influence of grain size on deformation behaviour of AlMg6Mn alloy and reduce the 8 mm-thick plate to about 3 mm-thick sheet, suitable for further shear spinning, the as-received material was processed by two different thermomechanical treatments, as shown in Fig. 1.
The heating rate during homogenization was slow (0.6 ��C/min), while the heating rate during the other annealing was rapid (25 ��C/min).
Shear spinning experiments were performed on a LEIFELD St 400 DK industrial spinning machine. The preforms were flat sheet metal square blanks of 130 mm �� 130 mm with thickness (S0) of 3 mm. The blank was reduced from the initial thickness S0 to final thickness S, by two rollers moving along a cone-shaped mandrel with half angle ��. As the final thickness S depends on initial thickness S0 and the angle ��, according to the sine law (S=S0sin��), mandrels with different angles were used. The smaller the angle is chosen, the higher the reduction of the wall thickness of the blank is achieved. Three different mandrels were used (2��=90��, 60��, 40��) and therefore three different reductions of the wall thickness were obtained without failure (30%, 50%, 68%, respectively). The reduction of the wall thickness normal to the surface was calculated by (S0-S)/S0��100%.
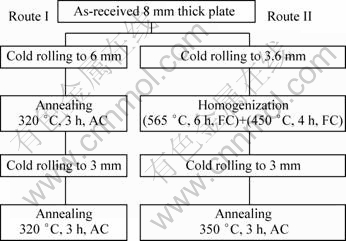
Fig. 1 Flow chart of material thermomechanical processing (TMP)
The whole process of shear spinning was completed in one pass. When 2��=90�� or 60��, mandrel revolution n=400 r/min, roller feed rate f=150 mm/min. When 2��=40��, mandrel revolution n=660 r/min and roller feed rate f=150 mm/min.
The microstructures were characterized by a Leitz optical microscope and scanning electron microscope (SEM-JEOL JSM-6460LV). Metallographic samples were prepared using traditional grinding and polishing techniques up to 1 ��m diamond paste. To reveal the grain structure, after electrolytic polishing in perchloric acid, the samples were etched in Barker��s solution (25 mL HBF4 (40%), 1000 mL distilled water). Microstructures of cold rolled and annealed specimen were examined on the L-T plane. The average grain size was determined by the line intercept method. The microstructures of the spun worpiece were examined on the surface (L-T plane) and in circumferential direction (cross section) (T-S plane). Mechanical properties included tensile tests and Vickers hardness measurement (HV3 and HV5), and microhardness of second-phase particles at a load of 98 mN (HV0,01). Uniaxial tensile tests were performed at room temperature on a Zwick tensile testing machine and strain rate of ![]() using small ASTM tension specimen with 25 mm in gauge length. The fracture surfaces of tensile test samples were observed with the scanning electron microscope.
using small ASTM tension specimen with 25 mm in gauge length. The fracture surfaces of tensile test samples were observed with the scanning electron microscope.
3 Results
3.1 Initial microstructure
The microstructures of as-received AlMg6Mn alloy are presented in Fig. 2. All micrographs were taken on the L-T plane. The micrograph of grain structure (Fig. 2(a)) shows partially recrystallized microstructure after hot rolling. The particles are aligned in the rolling direction (Fig. 2(b)).
The microstructures of AlMg6Mn alloy are shown in Fig. 3. Application of different TMP resulted in different microstructures. After TMT-route I (Fig. 1), homogenous structure with average grain size of 18.2 ��m was obtained (Fig. 3(a)), while the average grain size was increased to about 42 ��m (Fig. 3(c)) after processing using route II.
The second-phase particles were found to be randomly distributed within the alloy (Figs. 3(b) and 3(d)). In both specimens, the only difference was the size of the particles; larger particles were produced using route II. EDS analysis reveals the presence of coarse Al-Mn-Fe particles, and typical spectrum is given in Fig. 4 (spectrum 1). Other particles (Al-Mg-Fe, Al-Mg and Mg-Si) were also observed. According to Refs. [34,37,38], the light coarse particles which dominated in microstructures, were identified as (Fe,Mn)Al6. These particles were not homogeneously distributed through the microstructure, and the fracture of particles larger than 10 ��m was evaluated (Fig. 4). The microhardness of these particles is about HV 740. SEM observation indicates star-shaped pores, which had not been clearly observed on the optical microscope. EDS confirms the presence of the pores (Fig. 4, spectrum 2). They changed their width and grew between the grains. Fracture of the other types of particles is not observed.
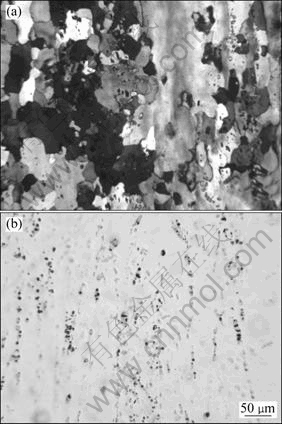
Fig. 2 Microstructures of as-received plate of AlMg6Mn alloy: (a) Grain structure; (b) Particle structure
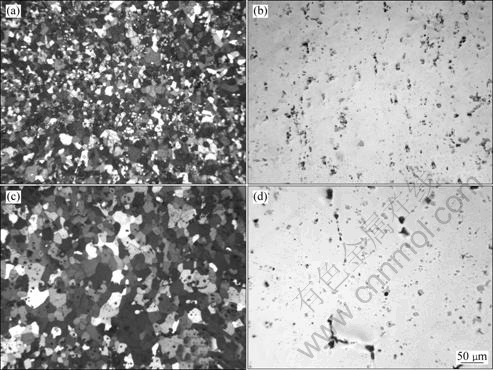
Fig. 3 Grain (a,c) and particle (b,d) structures of AlMg6Mn alloy after TMP-flow chart in Fig. 1: (a), (b) Route I; (c), (d) Route II
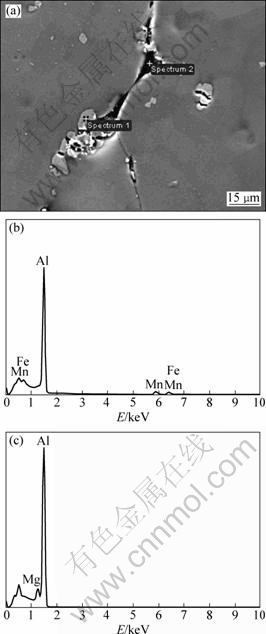
Fig. 4 SEM image of coarse-grained AlMg6Mn alloy (a) and corresponding EDS spectra of particles in spectrum 1 (b) and pores in spectrum 2 (c)
3.2 Shear spinning
3.2.1 Shear spinning geometry
Spun cones from three independent shear spinning experiments are presented in Fig. 5. Wall thickness was measured along four generating lines of cones. The results showed that uniform thickness distribution was obtained, namely the scatter is negligible. The average thicknesses Sav, the calculated values of Ssin, required by the sine law (S=S0sin(2��)), and the calculated values of K (measure of deviation from the sine law) [39], are given in Table 2.
3.2.2 Microstructure evolution during shear spinning
The effect of reduction on microstructure evolution during shear spinning of coarse-grained AlMg6Mn alloy is shown in Fig. 6. With the progress of shear spinning process, the reduction of wall thickness increases and the microstructure is refined gradually. Microstructures with elongated and refined grains were obtained. The grains became severely elongated and nearly paralel to the axis of rotation (Figs. 6(a)-(c)), but also stretched along the circumferential direction (Figs. 6(d)-(f)).

Fig. 5 Spun cones from three shear spinning experiments with different mandrels: (a) 2��=90��; (b) 2��=60��; (c) 2��=40��
Table 2 Results of dimensional measuring of shear spun cones
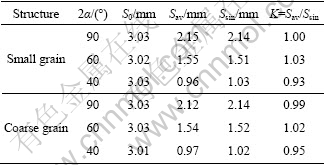

Fig. 6 Influence of strain on microstructure in different planes during shear spinning of coarse-grained AlMg6Mn alloy: (a) Reduction=30%, L-T plane; (b) Reduction=50%, L-T plane; (c) Reduction=68%, L-T plane; (d) Reduction=30%, L-S plane; (e) Reduction=50%, L-S plane; (f) Reduction=68%, L-S plane
The effect of deformation on particles during shear spinning is shown in Fig. 7. A fragmentation of the Fe and Mn containing particles, larger than 10 mm, was observed by optical microscopy (Fig. 7(a)). Multiple fracture of particles was frequently observed. Some of the particles were fractured during previous thermomechanical treatment (Fig. 4). Cavities (voids around the particles) were also detected nearby some particles. Typical SEM image of the fractured surface after tensile test show various sizes of dimples (Fig. 7(b)). The failure is ductile with coarse primary dimples, surrounded by finer secondary ones. The coarse dimples contain secondary phase particles, and the majority of large particles are fractured.
3.2.3 Mechanical properties
The values of yield strength (YS) and ultimate strength (UTS) determined from load��elongation curves are shown in Figs. 8 and 9. The increase in reduction leads to increase of YS and UTS up to 50% reduction, and decrease in elongation. With further increase of reduction up to 68% both UTS and elongation slightly increase. After 68% reduction, the UTS attains values of 470 MPa and 443 MPa, for small and coarse grains, respectively.
The results of hardness measurement are shown in Fig. 10. The hardness increases with increase of reduction. The strength and hardness of small-grained microstructure are higher compared with coarse-grained microstructure for the same reductions.

Fig. 7 Fragmentation of Al-Fe-Mn particles in AlMg6Mn alloy after spinning: (a) Optical microphotograph, reduction of 50%, initial coarse grain; (b) SEM fractograph of tensile tested specimen, reduction of 30%, initial small grain
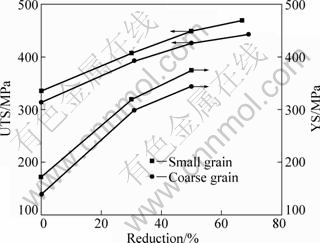
Fig. 8 Effect of reduction during shear spinning on strength of AlMg6Mn alloy
3.2.4 Serrated yielding
The load��elongation curves of previously cold worked specimens (30% and 50% reduction) of AlMg6Mn by shear spinning are presented in Fig. 11. The tested alloy after shear spinning with different applied reductions shows discontinuous yielding during tensile testing. For all tests, the flow curves exhibit critical strain, namely, plastic deformation flows without L��ders extension. Serrations persist until the end of the curve and until fracture occurs. The maximum amplitude of serrations slightly increases with increasing strain and decreasing grain size.
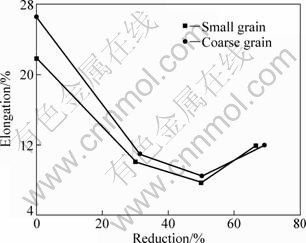
Fig. 9 Effect of reduction during shear spinning on elongation of AlMg6Mn alloy

Fig. 10 Effect of reduction during shear spinning on hardness of AlMg6Mn alloy

Fig. 11 Segment of load��elongation curves of AlMg6Mn alloy obtained after uniaxial tension tests of spun specimens, with 30% (a, a��) and 50% (b, b��) reduction: (a), (b) Coarse grain size; (a��), (b��) Small grain size (For a better view, the curves are displaced horizontally and vertically)
After 30% reduction, serrations of type A or combination of A and B serrations appear (B-type serrations between A-type serrations are observed) (Fig. 11(a)). But, after 50% reduction, only B-type serrations appear (Fig. 11(b)), and do not change with increasing strain. Grain size has no significant influence on the type of serrations.
The influence of the reduction and grain size on the critical strain (��c) for the serrations is shown in Table 3. A general trend of increase of ��c with increase of grain size is noticed for both applied reductions. In addition, measured ��c is larger for 30% reduction in comparison to ��c observed for 50% reduction.
Table 3 Effect of grain size and reduction on critical strain (��c)

4 Discussion
4.1 Microstructure
It is well known that the grain size is one of the most important microstructural factors controlling strength and formability of aluminium alloys in many forming operations. Control of the grain size can be obtained by implementation of different thermo- mechanical treatments (Fig. 1). On the other hand, limited data were reported about the same behaviour during shear spinning. The standard method of cold rolling and annealing treatment (route I in Fig. 1) produced the recrystallized microstructure of AlMg6Mn alloy with grain size of about 18 mm. Due to Mn addition, both size and volume fraction of the Mn-containing dispersoid particles increase [33]. Small Mn-bearing particles effectively pin the grain boundaries for growth and improve grain stability of the Al-Mg alloy during static annealing [40,41], leading to suppression of grain growth of recrystallizing grains in AlMg6Mn alloy [36,42].
However, it is shown that homogenization (route II in Fig. 1) is effective treatment for changing particle size distribution along with increasing the grain size. At higher temperature the fine precipitates tend to dissolve, while the larger ones are stable and continue to grow during slow cooling and holding at a lower temperature, resulting in particle cosarsening, as previously reported for the other AlMg alloys [43,44]. The size of the particles as well as average space between them increases (Fig. 3(b), (d)). Consequently, the mobility of grain boundaries during post rolling treatment increases and allows the grain growth resulting in grain size coarser than 40 mm. The observed pore network (Fig. 4) is assumed to originate from the as-cast microstructure and remain during the homogenisation and subsequent TMT, due to stress concentration by the large particles. This behaviour is attributed to the increased level of Mg (6%) because during homogenisation of alloys, addition of Mg between 2% and 6% leads to significant porosity [45,46].
The results obtained from this investigation show that the shear spinning (at room temperature) has significant effects on the mechanical properties and microstructural evolution over a wide range of reductions. Since the rollers act axially, radially and tangentially, lengthening the work piece and reducing the thickness at the same time, microstructural changes are observed in two directions: the longitudinal direction of the external surfaces of the cone, L-T (Figs. 6(a)-(c)) and circumferential cross section of the wall of the cone, T��S (Figs. 6(d)-(f)). The shear spinning effect on grain structure in both directions is remarkable. Because the material is displaced axially, along an axis parallel to the mandrel��s rotational axis, the grains become elongated, namely, the ratio of length/width increases. The influence of radial force component on the grain structure is also evident. With increasing reduction the grains observed in circumferential cross section become also elongated. These changes become more pronounced with increasing reduction. The tangential force component causes a slight deviation of grains direction from the direction parallel to the mandrel��s rotation axis, which is more evident at a higher reduction (Fig. 6(c)). This behavior was previously observed in copper [47] and AlMg4.5Mn alloy [10]. The results also imply that initial grain size shows influence on the extent of grain refinement.
The results of microstructural investigation show that during the shear spinning both initial microstructures with small (18 ��m) and coarse grains (40 ��m) behave very similarly, as described for the case of initial coarse grained alloy.
In addition, the shear spinning affects the second phase particles. The stress concentration, developed at the large brittle particles (>10 ��m, HV740) during this cold deformation, results in cracking of the second-phase particles, and nucleated voids around them (Fig. 7(a)). These particles are not homogeneously distributed through the microstructure which results from the previously thermomechanical process. Observation of fracture surfaces tensile specimens also shows clearly fractured large particles (Fig. 7(b)). Multiple cracks on the particles are observed in both optical and SEM images. This can be attributed to the stress concentration at the tip during deformation; also, some of them were fractured during previous thermomechanical treatment, which is in good agreement with the published data [48-50]. A fracture surface with dimples of different size (Fig. 7(b)) is according with microstructure, which contains particles of different sizes and shapes. The ductile fracture is associated with cracking of (Fe,Mn)Al6 intermetallic particles. The formation of the large ductile dimples evidently occurs due to the presence of microcracks in the brittle particles.
4.2 Mechanical properties
It is found that YS and UTS increase gradually with an increase in the extent of reduction (Fig. 8). The increase of tensile strength in small grain structure after 68% reduction is equal to 40%, from 336 to 470 MPa, while elongation drops from 21.8% to 11.9% (Fig. 9). Compared to corresponding values of 5083 alloy in H16 condition (Rp0.2=305 MPa, Rm=380 MPa, A=10%, HB105), AlMg6Mn attains higher values of YS, UTS, hardness, and elongation (Figs. 8-10). These values of mechanical properties are consistent with those in the case of high content of Mg, addition of about 0.5% Mn and obvious refinement of spun microstructure (Fig. 6). Magnesium has a strong solid solution strengthening effect on aluminum alloys, as well as manganese. The strengthening coefficient by Mn in solid solution was reported to be 145 MPa/per 1% Mn [33], compared to 15.5 MPa/per 1% and 19 MPa/per 1% Mg [12,51]. Additionaly, the grain size refinement contributes to the strength in the Al-Mg alloys much stronger than in the other Al alloys, due to larger constant K in the Hall-Petch relationship [12]. In this work, all investigated properties are grain size dependant. The increased strength is generally accompanied by a decrease in the tensile elongation. This trend is observed up to 50% reduction of wall thickness, but at 68% reduction elongation slightly increases (Fig. 9). It is assumed that this behaviour is the result of dynamic recovery and over-reduction.
1) Dynamic recovery. It can be assumed that high accumulated energy, due to very localised deformation and high strain rate, may lead to dynamic recovery. Usually, dynamic recovery is suppressed in the Al-Mg alloys during the other deformation modes [12,52]. On the other hand, it is proved by TEM that dynamic recovery occurs during shear spinning of AlMg3 at high reductions, but it is not present in cold rolled state for the same reduction [53].
2) Over-reduction. The results of dimensional measurement showed that the wall thickness is less than that required by sine law if 68% reduction is applied (K<1, Table 2). On the base of KEGG��s work [39], under that condition the radial compressive stress acts on the zone which is undergoing spinning deformation, this additional compressive stress in plastic deformation process increases ductility.
4.3 Seratted yielding
Serrated yielding was observed in investigated AlMg6Mn alloy during tensile testing (Fig. 11). According to Figs. 11 and 12, the characteristics of the PLC serrations (critical strain, type of serrations and amplitude of the stress drop), seem to be dependent on the initial grain size and dislocation density. The pronounced yield point and L��ders extensions, observed in annealed AlMg6Mn alloy, are suppressed and the serrated yielding is delayed [54]. In the other words, plastic deformation is not immediately discontinuous; the disconitinuations occur when some critical strain is attained. Existence of a critical strain suggests that deformation by shear spinning produces sufficient mobile dislocations so that subsequent plastic flow during tensile testing occurs without a yield point effect and L��ders strain.
The grain size dependence of the critical strain as well as amplitude of the serrations (serration intensity) is apparent due to a grain size dependence of mobile and forest dislocation density. Generally, the larger the grain size, the smaller the serration intensity. According to the theory that dynamic strain ageing occurs mainly at obstacles the moving dislocations are temporarily held, it is supposed that several factors contribute [55]. In small grain structure, the larger number of the grain boundaries and therefore larger number of obstacles, which block the mobile dislocations and also larger number of small precipitates compared to coarsed grain material, are present. In addition, the grain boundaries are the high-energy areas that can attract large numbers of Mg atoms. They diffuse towards the grain boundaries and form atmospheres around temporarily held dislocations. The result is that dislocations blockade more efficiently. Release of dislocations blocked by dissolved atoms causes greater relaxation of stress, so the strain amplitude increases, which is consistent with the published results for alloys with similar composition [12,26,27,30].
Increase of the critical strain in coarse grain alloy is assumed to be the result of easier activation of dislocation sources, as a result of changed particle size distribution and increased free path for dislocation motion. Changes in the critical strain with grain size for Al-4.5Mg alloy have been previously reported [30]. However, grain size has no influence on the type of serrations. It is in agreement with the previously published results [17]. While in the flow curves of spun specimen after applying 30% reduction, A-type serrations appear or combinations of A- and B-type serrations, and after 50% reduction only B-type serrations appear. The tensile results show that applying previous reduction has influence on the intensity of serrated flow and critical strain [56]. On the other hand, the serration frequency was not found to change. Critical strain slightly increases as a function of accumulated strain at all curves. It can be a consequence of the increase of both the mobile dislocation density and Mg mobility due to increasing vacancy concentration during deformation. So, the stress for blocking dislocations increases [24,54].
5 Conclusions
1) The influence of initial grain size (18 ��m and 40 ��m) and reduction of wall thickness (30%, 50% and 68%) on microstructure, properties and deformation behaviour of AlMg6Mn alloy subjected to shear spinning was evaluated.
2) During shear spinning, grains refine gradually in both small and large grain samples with the increase of reduction. The grains elongate in axial direction and also stretch along the circumferential direction. Fragmentation of the coarse and brittle particles (>10 ��m, HV740) is observed during both TMT before and after shear spinning.
3) Shear spinning is found to be effective in improving the strength of the AlMg6Mn while maintaining high elongation values. The hardness and the ultimate tensile strength gradually increase with increasing reduction of wall thickness. This is attributed to grain refinement, particle strengthening and strong strengthening effect of Mg and Mn. The strength and hardness show grain size dependance, increasing with decrease of grain size. The high values of elongation are attributed to dynamic recovery introduced by high accumulated energy due to localized deformation and high strain rate.
4) AlMg6Mn alloy previously cold worked by shear spinning shows serrated yielding during tensile deformation at strain rates of 10-3 s-1. Characteristics of the serrations, critical strain for onset of the serration and amplitude of serrations depend on applied pre-strain, i.e., dislocation density generated during shear spinning, as well as initial grain size. Amplitude of serrations is found to increase with increasing reduction during shear spinning and decreasing grain size. It is mainly attributed to (i) more frequent interaction between Mg solute atoms in solid solution and mobile dislocations because of increase of mobile dislocation density generated during shear spinning; and (ii) a larger number of the grain boundaries and therefore larger number of obstacles, which block the mobile dislocations. The critical strain shows opposite behaviour, thus the serration intensity increase leads to decrease of the critical strain for the onset of serrated yielding.
References
[1] AVITZUR B. Handbook of metal-forming processes [M]. New York: John Wiley and Sons, Inc, 1983.
[2] WONG C C, DEAN T A, LIN J. A review of spinning, shear forming and flow forming processes [J]. International Journal of Machine Tools & Manufacture, 2003, 43: 1419�C1435.
[3] ASM metals handbook: forming and forging [M]. Vol. 14. 9th ed. Ohio: ASM Metals Park, 1988.
[4] XU Wen-chen, SHAN De-bin, WANG Zhen-long, YANG Guo-ping, L? Yan, KANG Da-chang. Effect of spinning deformation on microstructure evolution and mechanical property of TA15 titanium alloy [J]. Transactions of Nonferrous Metals Society of China, 2007, 17: 1205-1211.
[5] MA F, YANG H, ZHAN M. Effects of material properties on power spinning process of parts with transverse inner rib [J]. Transactions of Nonferrous Metals Society of China, 2010, 20: 1476-1481.
[6] CHANG S C, HUANG C A, YU S Y, CHANG Y, HAN W C, SHIEH T S, CHUNG H C, YAO H T, SHYU G D, HOU H Y, WANG C C, WANG W S. Tube spinnability of AA 2024 and 7075 aluminum alloys [J]. J Mater Proc Tech, 1998, 80-81: 676-682.
[7] JAHAZI M, EBRAHIMI G. The influence of flow-forming parameters and microstructure on the quality of a D6AC Steel [J]. J Mater Proc Tech, 2000, 103: 362-366.
[8] RAJAN K M, DESHPANDE P U, NARASIMHAN K. Effect of heat treatment of preform of the mechanical properties of low formed AISI 4130 steel tubes��A theoretical and experimental assessment [J]. J Mater Proc Tech, 2002, 125-126: 503-511.
[9] G?R C H, ARDA E B. Effect of tube spinning and subsequent heat treatments on strength, microstructure and residual stress state of AISI/SAE type 4140 steel [J]. Mater Sci Tech, 2003, 19: 1590-1594.
[10] RADOVI? L, NIKA?EVI? M. Effect of shear spinning and chemical composition on microstructure evolution and mechanical property of Al-Mg alloys [C]//3rd International Scientific Conference on Defensive Technologies, ������H 2009. Belgrade: Military Technical Institute, Proceedings on CD, 2009: ISBN 978-86-81123-40-9.
[11] ASM metals handbook: Heat treating [M]. Vol. 4. Ohio: ASM Metals Park, 1991.
[12] BURGER G B, GUPTA A K, JEFFREY P W, LLOYD D J. Microstructural control of aluminium sheet used in automotive applications [J]. Mater Charact, 1995, 35: 23-29.
[13] HORV?TH G, CHINH N Q, GUBICZA J, LENDVAI J. Plastic instabilities and dislocation densities during plastic deformation in Al-Mg alloys [J]. Mater Sci Eng A, 2007, 445-446: 186-192.
[14] LLOYD D J. The deformation of commercial aluminium-magnesium alloys [J]. Metall Trans A, 1980, 11: 1287-1294.
[15] LLOYD D J, KENNY D. The large strain deformation of some aluminium alloys [J]. Metall Trans A, 1982, 13: 1445-1451.
[16] SEN R, KAISER S, MITRA M K, BANERJEE M K. Plane strain fracture toughness of scandium doped Al�C6Mg alloy [J]. Journal of Alloys and Compounds, 2008, 457: 135-143.
[17] ROMHANJI E, POPOVI? M, RADMILOVI? V. Room temperature deformation behaviour of AlMg6.5 alloy sheet [J]. Z Metallkd, 1999, 90(4): 305-310.
[18] TIMOSHENKO Y B. On the relation between the Luders deformation and grain boundary structure in aluminium alloy [J]. Revue Phys Appl, 1990, 25: 1001-1004.
[19] GLI?I? D, MILENKOVI? V, ROMHANJI E. Forming aspects of high-strength Al-Mg alloy sheet [J]. Materials and Technologies, 2001, 35(1-2): 21-24.
[20] LLOYD D J, COURT S A. Influence of grain size on tensile properties of Al-Mg alloys [J]. Mater Sci Tech, 2003, 19: 1349-1354.
[21] WAGENHOFER M. Influences of strain rate and grain size on yield and serrated flow in commercial Al-Mg alloy 5086 [J]. Scripta Materialia, 1999, 41(11): 1177-1184.
[22] HUSKINS E L, CAO B, RAMESH K T. Strengthening mechanisms in an Al-Mg alloy [J]. Mater Sci Eng A, 2010, 527: 1292-1298.
[23] MUKAI T, HIGASHI K, TANIMURA S. Influence of the magnesium concentration on the relationship between fracture mechanism and strain rate in high purity Al-Mg alloys [J]. Mater Sci Eng A, 1994, 176: 181-189.
[24] WAGENHOFER M, ERICKSON-NATISHAN M, ARMSTRONG R W, ZERILLI F J. Influences of strain rate and grain size on yield and serrated flow in commercial Al-Mg alloy 5086 [J]. Scripta Mater, 1999, 41(11): 1177-1184.
[25] CHOI I, JIN S, KANG S. Effects of microstructure and alloy contents on the L��ders line formation in Al-Mg alloys [J]. Scripta Mater, 1998, 38(6): 887-892.
[26] PINK E, GRINBERG A. Stress drops in serrated flow curves of Al5Mg [J]. Acta Metall, 1982, 30: 2153-2160.
[27] ROBINSON J M, SHAW M P. Observations on deformation characteristics and microstructure in an A1Mg alloy during serrated flow [J]. Mater Sci Eng A, 1994, 174: 1-7.
[28] WEN W, ZHAO Y, MORRIS J G. The effect of Mg precipitation on the mechanical properties of 5xxx aluminum alloys [J]. Mater Sci Eng A, 2005, 392: 136-144.
[29] WEN W, MORRIS J G. An investigation of serrated yielding in 5000 series aluminum alloys [J]. Mater Sci Eng A, 2003, 354: 279-285.
[30] TIAN B. Ageing effect on serrated flow in Al-Mg alloys [J]. Mater Sci Eng A, 2003, 349: 272-278.
[31] KLOSE F B, HAGEMANN F, H?HNER P, NEUH?USER H. Investigation of the Portevin-LeChatelier effect in Al-3wt. % Mg alloys by strain-rate and stress-rate controlled tensile tests [J]. Mater Sci Eng A, 2004, 387-389: 93-97.
[32] FUJITA H, TABATA T. Discontinuous deformation in Al-Mg alloys [J]. Acta Metall, 1977, 25: 793-800.
[33] COURT A, GATENBY K M, LLOYD D J. Factors affecting the strength and formability of alloys based on Al�C3 wt.% Mg [J]. Mater Sci Eng A, 2001, 319-321: 443-447.
[34] SAMUEL F H, SAMUEL A M, DOTY H W, VALTIERRA S. Influence of composition, Sr modification, and annealing treatment on the structure and properties of cast Al-4pct Mg alloys [J]. Metall MaterTrans A, 2003, 34: 115�C129.
[35] ROMHANJI E, POPOVI? M, GLI?I? D, STEFANOVI? M, MILOVANOVI? M. On the Al-Mg alloy sheets for automotive applications: Problems and solutions [J]. Journal of Metallurgy, 2004, 10(3): 205-216.
[36] RADOVI? Lj, NIKA?EVI? M, POPOVI? M, ROMHANJI E. Effect of cold rolling reduction on critical strains and final grain size of Al-Mg alloys containing Mn [C]// ROMHANJI E, JOVANOVI? M T, RADVI? N. 2nd Int Conf on Deformation and Microstructure. Belgrade: SIMJ, 2005: 231-236.
[37] ZHAO Y M, WEN W, MORRIS J G. The differences in particle structures and recrystallization behaviors between DC and CC AA5052 aluminum alloys [J]. Mater Sci Eng A, 2004, 373: 167-174.
[38] MCSHANE H B, LEE C P, SHEPPARD T. Structure, anisotropy, and properties of hot rolled AA 5083 alloy [J]. Mater Sci Tech, 1990, 6: 428-440.
[39] KEGG R L. A new test method for determination of spinnability of metals [J]. Transactions of the ASME, Journal of Engineering for Industry 1961, 83: 119-124.
[40] ZAIDI M A, SHEPPARD T. Effect of high-temperature soak and cooling rate on recrystallization behaviour of two Al-Mg alloys (AA5252 and AA5454) [J]. Metals Tech, 1984, 11: 313-319.
[41] LEE S L, WU S T. Indication of dispersoids in Al-Mg alloys containing Mn [J]. Met Trans A, 1987, 18: 1353-1357.
[42] RADOVIC Lj, NIKACEVIC M. Microstructure and properties of cold rolled and annealed Al-Mg alloys [J]. Scientific Technical Review, 2008, LVIII (2): 14-20.
[43] SHEPARD T, RAGHUNATHAN N. Modification of cast structures in Al-Mg alloys by thermal treatments [J]. Mater Sci Tech, 1989, 5: 268-280.
[44] OSMAN M, ENGLER O, KARHAUSEN K, McLAREN A J. The influence of homogenisation heat treatment on microstructure development in Al-Mg-Mn alloy AA5454 [J]. Mater Sci Forum, 2002, 396-402: 351-356.
[45] CHAIJARUWANICH A, LEE P D, DASHWOOD R J, YOUSSEF Y M, NAGAUMI H. Evolution of pore morphology and distribution during the homogenization of direct chill cast Al�CMg alloys [J]. Acta Materialia, 2007, 55: 285-283.
[46] HIROMI N, KIYOMI T. Effects of Mg contents on porosity formation in Al-Mg alloy DC slabs [J]. J Japan Institute of Light Metals, 2002, 52(7): 293-297.
[47] PALIGORIC ��, RADAN R. Metal forming by spinning [M]. Belgrade: Military Technical Institute, 1976.
[48] S?TER J A, VATNE H E. Experimental investigation of particle break-up during cold deformation on non heat treatable aluminium alloys [J]. Materials Science Forum, 2000, 331-337: 763-768.
[49] DUPUY L, BLANDIN J J. Damage sensitivity in a commercial Al alloy processed by equal channel angular extrusion [J]. Acta Materialia, 2002, 50: 3251�C3264.
[50] PARK K T, MYUNG S H, SHIN D H, LEE C S. Size and distribution of particles and voids pre-existing in equal channel angular pressed 5083 Al alloy: Their effect on cavitation during low-temperature superplastic deformation [J]. Mater Sci Eng A, 2004, 371: 178�C186.
[51] ASM metals handbook, properties and selection: nonferrous alloys and pure metals: Vol. 2 [M]. 9th ed. Ohio: ASM Metals Park, 1979.
[52] DROBNJAK Dj. Physical metallurgy [M]. Belgrade: Faculty of Technology and Metallurgy, 1988.
[53] RADOVI? Lj, NIKA?EVI? M. Effect of forming technology on microstructure and properties of Al-Mg alloys [C]//4rd International Scientific Conference on Defensive Technologies, ������H 2011. Belgrade: Military Technical Institute, 2011: 644-647.
[54] RADOVI? Lj. The influence of thermomechanical treatment and chemical composition on formability of Al-Mg alloys [D]. Belgrade: Faculty of Technology and Metallurgy, 2008.
[55] SMALLMAN R E, BISHOP R J. Modern physical metallurgy and materials engineering [M]. Oxford: Butterworth-Heinemann, 1999.
[56] CHENG Xiang-ming. Texture, microstructure and formability of aluminum alloys [D]. Lexington: University of Kentucky, 2000.
Lj. RADOVI?1, M. NIKA?EVI?1, B. JORDOVI?2
1. Military Technical Institute, R. Resanovi?a 1, 11030 Belgrade, Serbia;
2. Technical Faculty ?a?ak, University of Kragujevac, 32000 ?a?ak, Serbia
ժ Ҫ��ͨ����ѧ���ܱ�������ѧ������SEM�羵�۲���EDS��������AlMg6Mn�Ͻ��ڼ�����ѹ�����еı�����Ϊ���۽ṹ�����о�������Ʒ��һ��ҵ��ѹ���Ͻ��м�����ѹ���Σ�ѹ�����ֱ�Ϊ30%��50%��68%�������ڼ�����ѹ�������õ�ϸ��������ѹ��������������������������Բ�ܷ����������õ������ŵ�ǿ�Ⱥ��쳤�ʣ�������ھ���ϸ����������������Mg��Mnԭ��֮���λ����Ӧ��
�ؼ��ʣ�AlMg6Mn�Ͻ𣻼�����ѹ������֯�ݱ䣻������Ϊ�����������ЧӦ
(Edited by YANG Hua)
Corresponding author: Lj. RADOVI?; E-mail: ljmradovic@gmail.com
DOI: 10.1016/S1003-6326(11)61275-2

