һ�ְ����źŴ���ϵͳ�о�
��־��1, 2������1���ڱ�ǿ1, 3��������1
(1. ��ɽ��ѧ �����������װ�������չ��̼����о����ģ��ӱ� �ػʵ���066004
2. ��ɽ��ѧ ��Ϣ��ѧ�빤��ѧԺ���ӱ� �ػʵ���066004��
3. ��ɽ��ѧ ������ѧ�빤��ѧԺ���ӱ� �ػʵ���066004)
ժҪ����Դ�ͳ�����źŴ���ϵͳ�ܹ��IJ��㼰�������� ���źŴ�����+��λ������ϵͳ��ģ�ͣ��źŴ�������DSPоƬΪ���IJ�������Χ��������·���е���ʵʱ��Ҫ������ݴ������������ʵʱ������λ���������������Ƶ��豸��ͨ��ʵ��ȷ�������źŵķ�Ƶ���Բ���ģ�ͼ��궨ϵ����ͨ�����۷�����ȷ���ʺϴ���ƫ����������������Ĵ��ֱ߲����Dz���ģ�͡��������о�Ϊָ���������Ŀ����������Ʋ����������źŴ���ϵͳ��������Ͷ�뵽��ҵ�ֳ����о������������ϵͳ�źŴ����ľ��ȼ�ʵʱ�Դﵽ������Ҫ�������ȶ��ɿ���ȡ�������õİ��β���������Ч�����źŴ���ϵͳ�ܹ�ģ�ͼ������о��������������Ƹ����ܵİ����źŴ���ϵͳ����ָ�����塣
�ؼ��ʣ������ǣ��źŴ�����ϵͳ�ܹ����źŲ������궨
��ͼ����ţ�TP216��TP368.2 ���ױ�־�룺A ���±�ţ�1672-7207(2012)04-1299-10
Research on a shape signal processing system
LI Zhi-ming1, 2, PENG Yan1, YU Bing-qiang1, 3, LIU Hong-min1
(1. The State of Engineering Research Center of Cold Rolling Equipment and Technology,
Yanshan University, Qinhuangdao 066004, China;
2. School of Information Science and Engineering, Yanshan University, Qinhuangdao 066004, China;
3. School of Environmental Chemistry and Engineering, Yanshan University, Qinhuangdao 066004, China)
Abstract: To deal with on the shortcomings and the cause of the shape signal processing traditional system architecture model, ��signal processing board & upper machine software�� model was proposed. Signal processing board is a circuit board taking the DSP microprocessor as the core and fitting with the peripheral electronic devices and circuits and undertakes some tasks which have upper requirement for real time, and sends the processing result to the upper machine. The compensation models of amplitude-frequency characteristic and calibration coefficients were established by experimentation using the experimental installations developed autonomously, and the compensation model for marginal measuring unit coated by clod strip, which is suitable to the situation pulling to one side, was established by theoretical analysis. Following the guidance of the above research and combining the project requirements, a shape signal processing system was designed and developed, and applied into the field test. The results show that the shape signal processing system meets the requirement of real-time and precision, runs steadily and reliably and has better effect of shape measurement and control. The system architecture model and the research methods of signal compensation are instructive and meaningful to develop the high-quality shape signal processing system autonomously.
Key words: shape meter; signal processing; system architecture; signal compensation; calibration
�������ְ����ǵ�����࣬����ԭ��������ͬ���ڰ��μ������а��մ�������ι��Ƿ�Ӵ����ɷ�Ϊ�Ӵ�ʽ�ͷǽӴ�ʽ2��[1]��Ŀǰ�����������������Ĺ�˾��������Եİ��μ���豸����Ӵ�ʽ�ĵ��ʹ��������ABB�����ǡ��¹�SMS Demag��SundWing�����ǣ��ǽӴ�ʽ�ĵ��ʹ�����Ӣ����VIDIMON�����ǡ��¹���SI-Flat�����ǵ�[1-4]�����������������еİ��ξ���Ҫ���ҹ���Ӧ�����������ʵ��Ӧ�õİ����Ǿ�����������ڽӴ�ʽ�ֶβ��Ű����ǣ�����ABB������ռ����60%����������SI-Flat�������ڹ��������̼�֡�����ֺ���ɫ��Ʒ�Ŀ���������������������Ҳ�õ��˽�Ϊ�㷺��Ӧ�á������ǵ����Ƽ���һֱΪ������ҵ��¢�ϣ��������ҹ��������μ�������ˮƽ���ش�����Լ������⡣��20����70���ĩ�����ںܶ����Ժ�����Ϳ�չ�˰����ǵ��о���������Ȼȡ�ýϴ�ɼ������ڹ�ҵ�������ܹ������ȶ����еĹ��������������� ��[1-2]�������Dz����źŵľ�ȷ�ԡ�����Ƶ�ʡ�ʵʱ�Լ��ȶ��ԵȾ�������źŴ���ϵͳ�����ܲ��ɷֵĹ�ϵ[5]�������źŴ�������ֱ��Ӱ�����������ְ��αջ����Ƶ�Ч������ˣ������źŴ���������չ�������о������ڴӱ�������߰����źŴ���ϵͳ���������ܣ����������������ܴﵽ���������������Ƚ�ˮƽ���������ְ����Ǿ�����Ҫ�����ۼ���ʵ���塣Ϊ�ˣ������������������ƵĽӴ�ʽ�ֶβ��Ű��ι�[6-9]Ϊ�о��������źŴ���ϵͳչ�������о�������Ӧ�������˰����źŴ�����Ӳ����ϵͳ����ʵ���Ҳ��ԡ��궨�����װ�����������AFCϵͳ��ͬͶ�뵽��ij��1250HC�������Ĺ�ҵ����֮�У�����֤�˰����źŴ���ϵͳ�Ŀ�������������⾫�ȡ�ʵʱ�Ժ��ȶ��Եȡ�
1 �����źŴ���ϵͳ�ܹ�ģ���о�
1.1 ��ͳ�����źŴ���ϵͳ�ܹ�ģ�͵IJ��㼰����
���ڲ���ѹ�Ŵ��еİ����Ƕ��ԣ����źŴ�����ͨ���������ڰ����źŴ��估��ȡԭ���Ļ�����[10]�����ģ���·�壬��ʵ�ְ����źŵķŴ��˲�����ȡ�Ȼ��ڣ���Ʒ�ֵ�����·�������ְ����źŵ�������ֵ��Ȼ�����ö�����ݲɼ��忨������ķ�ֵ�źŽ���A/Dת�������뵽��λ���ڲ����д� ��[11-14]��������ģʽ�����İ����źŴ���ϵͳ�ɳ�֮Ϊ��ģ���·��+���ݲɼ���+��λ��������ϵͳ�ܹ�ģ�ͣ���ͼ1��ʾ��
�ڸ�ģ���У�����������������Ҵ��ڸ�ѹ��ų����ص���Χ֮�У�ģ���·�弰���źż����ܵ������ţ������źŴ��������з�������ʧ�桢�쳣����������ϵͳ����������������ö�����ݲɼ���ʵʱ�ɼ����ݣ������Ƶ�����ޣ��������Ȳ��ߡ�ϵͳ����Э���Բ��λ������ϵͳ����ʵʱ���ݲɼ�����������ʾ�ȹ��������ع�����ϵͳ�ȶ��Լ�ʵʱ�Խϲ���⣬�����źŲ�������[10]�������Ĵ�ͳ�������������Ƶ������������¶ȼ������ĸ��ţ�ʹ�ð��μ�⾫��������֮��������������ĸ���ԭ����������ϵͳ�ṹ��ɢ��ϵͳЭ���Բ����������������λ���������ش�ȡ�
1.2 ���Ͱ����źŴ���ϵͳ�ܹ�ģ��
Ϊ��߰����źŴ���ϵͳ���������ܣ���ԡ�ģ���·��+���ݲɼ���+��λ��������ϵͳ�ܹ�ģ�͵IJ��㼰������Ĵ���ǿϵͳ���������ܡ�������λ���������ء�������ź�Ʒ�ʵȽǶȳ�������� ���źŴ����忨+��λ��������ϵͳ�ܹ�ģ�ͣ���ͼ2��ʾ��
�ڸ�ģ���У��������źŵ�ǰ�÷Ŵ��˲����ź���ȡ�ȹ��ܾ����ڵ�PCB���ɵ�·���У�����߰����źŵĿ�������������DSPоƬ��Ϊ���ƺ��IJ�����ʵ��A/Dת������ֵ���㡢��Ƶ������������ͨѶ��ʵʱ�Խ�ǿ�Ĺ��ܣ��������ǿϵͳ��ʵʱ�ԣ�����Ч������λ���������أ���������[10]����Ļ��ڵ�Ƭ���ļ����źŲ�������������Ƶ�����ȶ��ļ����źźͲο��źţ���֤�����ź��ڴ��估��ȡ�����е�Ʒ�ʣ����⾫����ʧ����λ������ϵͳ��������ͼ�η�ʽֱ�۵���ʾ���洢���ݵȹ��ܡ���ϵͳ�ܹ�ģ�ͣ��ṹ���գ�����������ǿ����λ����������С����Ч��ǿ������ϵͳ��ʵʱ�ԡ��ȶ��Լ��ɿ��ԣ���֤�˰����źŴ�����ת������Ҫ��
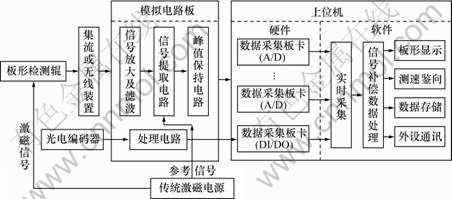
ͼ1 ��ģ���·��+���ݲɼ���+��λ��������ϵͳ�ܹ�ģ��
Fig.1 System architecture model on analog circuit board, data acquisition card and upper machine software
1.3 ����ϵͳ�ܹ�ģ���źŴ�������
����ϵͳ�ܹ�ģ���У������ź��Բ�����ֱ����������Ϣ��ֱ����ʽչʾ���û����ڼ侭���˶���������ڣ����崦��������ͼ3��ʾ��
��������1~7���ڰ����źŴ����忨��ʵ�֣����У���������4�ʹ�������5����������������ź�ʵ�֡���������8~13����λ������ϵͳʵ�֡���λ���Ͱ����źŴ����忨֮�䣬ͨ��Ӳ��ͨѶ�ӿڡ������ƶ���ͨѶЭ��ʵ�ֻ�����ͨѶ�ӿڵ�ѡȡ��Ӧ���ǰ������ݴ������ʵ�Ҫ��
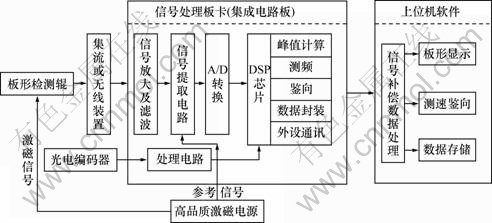
ͼ2 ���źŴ����忨+��λ��������ϵͳ�ܹ�ģ��
Fig.2 System architecture model on signal processing board and upper machine software
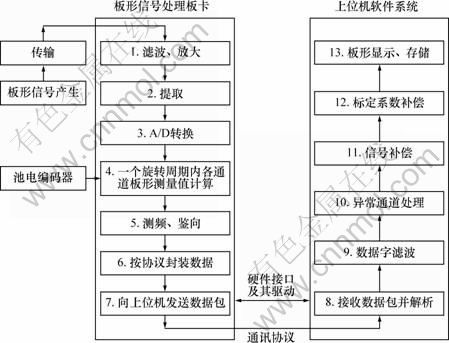
ͼ3 �����źŴ�������
Fig.3 Processing flow of shape signal
����λ������ϵͳ�У���������9~12���μ�⾫�Ⱦ��кܴ��Ӱ�졣��ˣ����������ڵĴ������������������Ƚ��������о�����ȡ�к�ʵ�ʵIJ���ģ�ͽ����źŲ�����������߰��μ�⾫�Ⱥ��б�Ҫ��
2 �����źŲ���
���������ֵİ��μ������У����������ŶԼ���ź�Ӱ��ܴ��������������ź�����ʵ����֮�����һ����ƫ�Ϊ����߰��μ�⾫�ȣ����Ӱ���������⾫�Ƚϴ�����ؽ�����Ӧ�ز����о����Ӷ������������Ӱ�졣
2.1 ��Ƶ���Բ���
���ڰ����źŴ����忨�в����˴����Ķ����˲���·�����������źŵ�Ƶ�ʱ仯��������źŵķ�ֵ�ᷢ����Ӧ�仯����Ҫ��ӳ���ź�Ƶ������ʱ���ֵ��֮��С�����ԣ��б�Ҫ�����źŵķ�Ƶ���Խ��б�Ҫ������
Ϊ�˸��õض����źŵķ�Ƶ���Խ��в��������Ľ���������ƵĽӴ�ʽ�ֶβ��Ű��ι���������Ӧ��ʵ��װ�á���ʵ��װ����Ҫ�ɿ��ƶ����������δ��������ơ����ֵ���ɣ���ṹ��ͼ4��ʾ���ڹ���̨������2�����ƶ��������Ҳ������ͨ��������������˨ʵ�ֻ��δ����������������Ҳ�����У���װ����ʽת�ּ����ˣ�����������Ӧ�䴫���������ӵ��Ӳ����������ڲⶨ���������⣬����������ͨ��������������˨ʵ�ְ��ǵĵ�������ˣ�����װ��Ҳ�����ڰ����ǵİ��Dz���ʵ���о���
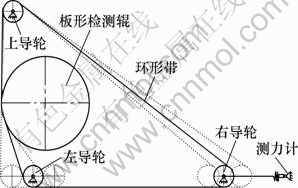
ͼ4 ��Ƶ����ʵ��װ�ýṹ
Fig.4 Structure of amplitude-frequency characteristic experimental installation
A/DֵΪ�����źŴ���ϵͳ��õġ�δת��Ϊ��ѹǰ����������ֵ������ӳ�˲�����Ԫ���ܾ���ѹ������ʵ�����ݴ���ʱ����A/Dֵ��Ч��Ϊ����ѹ�����������ö�غɣ�ͨ����Ƶ���ı�����ת���ٶȣ�����λ������ϵͳ��¼��ͬת���µ��źŵ�ѹ���A/Dֵ�����ڲɼ������ݵ���ж���������ϣ��Ӷ�ȷ���ò�����Ԫ�ķ�Ƶ�������ߡ�ͼ5��ʾΪij����ͨ���ķ�Ƶ�������ߣ����У�yΪ�����źŴ����忨�����A/Dֵ��xΪ���ι�����תƵ�ʣ�a��b��cΪ���ϵ����
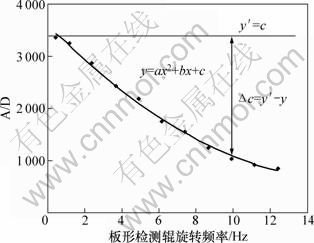
ͼ5 �����źŵķ�Ƶ��������
Fig.5 Amplitude-frequency characteristic curve of shape signal
��ͼ5���Կ��������Ű����ź�Ƶ�ʵ����ӣ�����ͬ�غ������¸�ͨ������İ����źŷ�ֵ���Ͻ��͡��ڰ��ι���תƵ��С��12 Hzʱ����ת��С��600 m/minʱ���źŷ�ֵ�仯�ϴ�����12 Hzʱ������źŷ�ֵ�����ȶ���
��ʵ���õ����ݵ���ж���������ϣ������ñ���ʽΪ
y=ax2+bx+c (1)
��ʽ(1)��֪�������ι���תƵ�ʺܵ�ʱ���������ֵ����Ϊc����Ӧ�أ���Ƶ���Բ�����Ŀ��ȷ��Ϊ����ֵ��c�����������ƽ�е�ֱ�ߣ���y��=c����Ƶ���ԵIJ�������ȷ��Ϊ����Ŀ�����Ƶ�������ߵIJ�ֵ��
��c=y��-y (2)
ͼ5��ʾ��Ϊij������Ԫ�ڵ�һ��غ�������õ�Ƶ���������ߡ���ʵ�ʲ���ǰ��Ӧ���Ȳ�ü������Ͷ�غɵ�Ƶ���������ߣ��Ӷ��õ�Ƶ�����������壻��ʵ��Ӧ���У����������غɼ���Ƶ�ʷ�Χ��ͨ����ֵ�㷨ȷ�����յIJ�������
2.2 ���ֱ߲����Dz���
������ʵ���У����ֿ�������ι���Ч��������ͨ���Dz�һ�µģ����ֱ߲�������ȫ���DZ߲�������Ԫ�����ܸ��Dz�����Ԫ��һ���֣���ͼ6��ʾ���ڸ�����£����ñ߲�������Ԫ�������ȼ�����������Ӧ�������ͨ����ʵ����Ӧ���ͻ�С����ʵ��Ӧ�����Ӷ�Ӱ����ְ��εļ�⾫�ȣ���ˣ��б�Ҫ�Ա����ֱ߲����ָ��ǵIJ�����Ԫ�ļ�������в�����
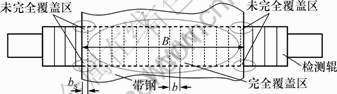
ͼ6 �߲�������Ԫ�������ʾ��ͼ
Fig.6 Schematic of marginal measuring unit coated by clod strip
������״̬�£����������������������(���ι�����)�غϣ����ֿ���ΪB��������Ԫ����Ϊb���߲�������Ԫ���ǿ���Ϊbs��������ȫ���ǵIJ�����Ԫ����Ϊn=[B/b]�����У�[��]��ʾȡ�����㡣�߲�������Ԫ���ǿ���bs����ʽ(3)���㡣
 (3)
(3)
��ʵ�����������У�������ʱ�ᷢ����ijһ����ƫ���������ˣ�����ִ�������Ա߲�2��������Ԫ���ԳƸ��ǵ������������ʽ(3)����߲�������Ԫ�ĸ��ǿ����������ϴ�ļ������ˣ������ڴ�ʽ(3)�����϶Դ�����ƫ����һ�����������������ijһ�����ƫ��Ϊ��s���������ƫ��ı߲�������Ԫ���ǿ���bs�䰴ʽ(4)���㣬��һ��ı߲�������Ԫ���ǿ���bs�尴ʽ(5)���㡣
 (4)
(4)
 (5)
(5)
���У�[��]��ʾȡ�����㡣
����ʥά��ԭ����֪�������ڵ����������غɷֲ������仯ʱ���������빵�۽Ӵ������ѹ������Ӱ�죻ѹ�Ŵ�����������ź�ֻ�봫�������ܵ��Ĵ���������С�йأ����������ֲ�����أ�������Ԫ��������������źŽ���Ϊ���Թ�ϵ������������������ȫ���ǵIJ�����Ԫ���貹������δ��ȫ���ǵı߲�������Ԫ���в���ʱ������õ���Ӧ������һ����ϵ���ǣ���ֵ��ʽ(6)���㡣
 (6)
(6)
����1/��Ϊ���ֶԱ߲�������Ԫ�ĸ����ʡ�����������飬��1/�ǡ�0.4��������߲�������Ԫ�IJ���ֵ��������Ϊ��Ч����ͨ������֮����ʽ(7)���ι��߲�������Ԫi��õ���Ӧ�����д��ֱ߲����Dz�����
 (7)
(7)
���⣬���ڰ��μ���źŵIJ������⣬��Ӧ���Ǵ��ְ��Dz��������ֺ����²�������ι��ӶȲ��������־��β�����[15-16]��
3 �����źŴ���ϵͳ�����ʵ��
3.1 �����źŴ����忨
��ĿҪ��Ϊij��1250HC�������䱸�����ǵ�ͬʱ����Ҫ�ṩ��ԭ��AFCϵͳ��ƥ���ͨѶ�ӿڣ���Ϊ���ṩ�������ݣ�ʵ�ְ��αջ����ơ�����ϵͳʵ��������Ƶ��źŴ����忨�����ṹ��ͼ7��ʾ��
������ź���Ϊ�����źŴ�����������źš������źž�����Ŵ��·���������µõ�ѹ���źţ�������ģ���ADG406������16λ���ȵ�A/DоƬAD7665����A/Dת��, �پ�����ź����ADUM1400��ͨ��16λ����������DSPоƬ�����������źŴ����忨�����ι���ת1���ڲɼ��ĸ�·���ݴ������DSPоƬ�����������ȡ��RAM�С�����DSPоƬ�ڲ���eQEPģ�飬���ݹ������������QEPA��QEPB����λ�źŻ�ȡ���ι���ת������ת�ٶȡ���λ�ź��Ƿ����Ϣ��TMS320F28335 DSPоƬ�����ι�һ����ת�����ڵİ��β����������ת������תƵ�ʡ����������ݰ���ͨѶЭ���װ������USB�ӿڣ��Թ���λ��������ȡ��DSP������İ������ݾ���AD7841����D/Aת����ת����Ϻ���DA_READY�ź�(0~5V)����AFCϵͳ��ȡ������ϵĸ�ͨ���źš������źŴ�������AFCϵͳͨѶ�ӿ�ΪDB50������0~10V���˵�ѹ�źŴ��䡣
���������ֳ���ѹ�豸�ڶ࣬��Ÿ������أ��źŴ�������ʹ���˴����ĸ����������˲���·������ADUM1400��ADMU1201�Ͷ����˲���·�ȣ������ϵͳ�Ŀ�����������
3.2 ���ŵ�Դϵͳ
Ϊ����Ӧ�ֳ����ӵ����������������Ÿ��ţ���ǿ�����ż��ϵͳ���ȶ��ԣ������˰����ǵļ���
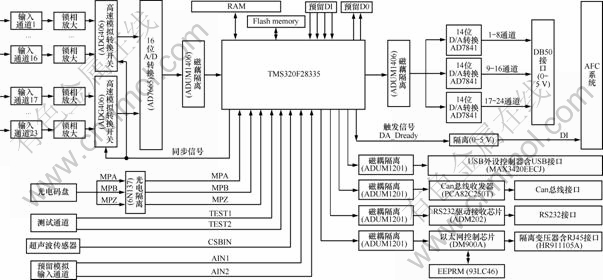
ͼ7 �����źŴ��������ṹ
Fig.7 Logical structure of shape signal processing board
��Դϵͳ����ϵͳ�ɡ�15 V�͡�27 V���Ե�Դ��1�顢�����źŵ�·��1�顢���ܵ�ѹ����������1����ɣ������ṹ��ͼ8��ʾ��
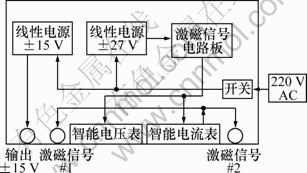
ͼ8 ���ŵ�Դϵͳ���ṹ
Fig.8 Logical structure of exciting power system
��ͼ8��֪�����ŵ�Դϵͳ��2�������ź�����˿ڡ�2·�����źž������ܵ�������������һ·�����������ʽ���μ���ѹ�Ŵ������ļ������飬��Ϊ���⾶��ѹ���źŵ��ز��źţ���һ·���������źŴ����忨����Ϊ�ο��ź��ṩ������Ŵ��·��
3.3 ��λ������ϵͳ
�ۺ����ö��̡߳����ݻ��������ؼ���ȫ�ȹؼ���������Ʋ�������һ�������ơ������ȶ�����λ������ϵͳ����λ������ϵͳͨ��USB�ӿ�������źŴ����忨�����������������֧���¿ɽ��պ��·����ݰ�������ͨѶЭ��������յ����ݰ�����ð�����Ϣ��ת�١�ת���������ݣ����źŲ�������Ӧ�������ֱ�۵�ͼ�η�ʽ������������Ϣʵʱ��ʾ�����Թ��û��۲⡣����ͨѶЭ�飬��װ���ݰ����·�����ʵ�ְ����źŴ���ϵͳ��AFCϵͳ��ͨѶ���ԡ���λ������ϵͳ�Ĺ��ܽṹ��ͼ9��ʾ��
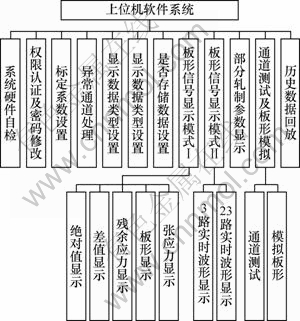
ͼ9 ��λ������ϵͳ���ܽṹ
Fig.9 Software functional structure of upper computer
4 �����ǵĸ߾��ȶ�̬�궨
4.1 �궨�豸��ԭ��
�����ǵı궨�Ƕ����źŵ��ۺ�ϵ�������������źŲ��������һ�����ڡ������ǵı궨���Ƚ����ںܴ�̶���Ӱ���������ְ��ε�����ʵ�⾫�ȣ���ˣ���߰����ǵı궨����������߰��μ�⾫�ȵĹؼ�����֮һ��������DZ궨ʵ���غɼ��ص��ص㣬��Ӧ�������˶�̬�궨�豸�����װ����DZ궨�豸���乹����ͼ10��ʾ���䱸��3���궨����(10.05 kg)��1����֤����(5 kg)��
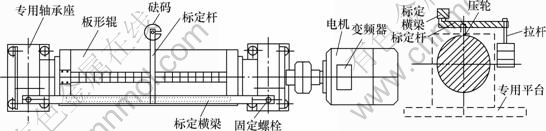
ͼ10 �����DZ궨װ��
Fig.10 Calibration device for shape meter
�궨ʱ����������������ϣ�ͨ��ѹ�ֹ�������ι����ýӴ����������ֱ궨�˼�����ƽ�⣬��ͨ��ѹ�ֽ���Ч����ѹ�����ݸ����ι��������궨�豸������ڲ�����Ԫ�ϵľ���ѹ��֮�����ѧ��Ч��ϵ��ͼ11��ʾ��
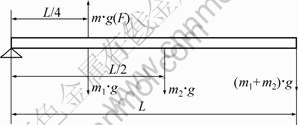
ͼ11 ��Ч����ѹ����궨�˵Ĺ�ϵ
Fig.11 Relation between equivalent radial pressure and calibration perch
��ѹ��λ�õĵ�Ч����Ϊm����Բ�����Ԫ��������ľ���ѹ��(֧����)ΪF����������Ϊm0��ѹ������Ϊm1���궨������Ϊm2����������Ϊm3���궨�˳�ΪL������ݸܸ�ƽ�������ɵ�
 (8)
(8)
���У�gΪ�������ٶȡ�
�����������ѹ��λ�ò����ĵ�Ч�����;���ѹ����
m=m1+2m2+4(m0+m3) (9)
F=mg (10)
�õ��ӳӲ����������йع�����ʵ������������ʽ(9)��(10)�����ѹ��λ�������ڹ���ĵ�Ч��������Ч����ѹ����ÿ����һ���궨���룬�������ܵľ���ѹ��Ҳ��֮�ı䡣
4.2 �궨ϵ����ȷ�����侫�ȼ���
����ι��IJ�����Ԫi��Ӧ�Ĺ����ܾ���ѹ��ΪF(i)����ѹ�Ŵ����������İ����źž����䡢��ȡ�õ���Ӧ�ĵ�ѹ�ź�V(i)���پ�16λA/Dת���õ���V(i)��Ӧ����ֵ���˴����궨ʵ�����Ҫ�������ͨ��ʵ��Ѱ�������Ԫ���ܾ���ѹ����A/Dֵ֮��Ĺ�ϵ��
����ͼ10��ʾ�ı궨�豸�����Ǹ�����ͨ�����б궨���顣ͨ����Ƶ�������ι�ת�ٵ�����궨�ٶ�(Լ90 m/min)��ϵͳ�ȶ�����һ��ʱ���ȡ��λ������ϵͳ����ʾ�ı궨ͨ����A/Dֵ����¼����ʱ����ֵΪ����ͨ���Ŀ���ֵ�����궨�˵�ѹ�ֶ����궨ͨ��������Ԫ��λ�÷��ã���¼�ȶ�����״̬�¸ò���ͨ����A/Dֵ���������·������μ��ر궨����(10.05 kg)������3���������μ��ٱ궨���������0������ȡ����¼ÿ���ӻ����1��������ȶ�����ʱ��A/Dֵ������ͬ�غɵ�2��A/Dֵƽ������Ϊ��ͨ���ı궨ֵ��
����������궨�����в���ͨ���õ�����ͨ�����䲻ͬ��Ч����ѹ��������A/Dֵ֮��Ķ�Ӧ���ݡ�����ͨ����ʵ�����ݶ�����ϣ�ȷ������ͨ����A/Dֵ��������ܾ���ѹ��֮��Ĺ�ϵʽ����������ϵõ��ĸ�ͨ���궨ϵ�����뵽��λ������ϵͳ�У��������߲���������μ���ͨ���ľ���ѹ������������֤����(5 kg)�������ͨ���ı궨���ȡ���ij������Ԫ��������궨����Ҫ���������½��б궨�����װ����ǵı궨����Ҫ��Ϊ2%��
5 ��ҵӦ��
�����źŴ���ϵͳ�ǰ����ǵ���Ҫ��ɲ��֣��������䵥�����й�ҵ��֤����ʵ���ұ궨��ͨѶ���Ժ����װ�������AFCϵͳ���Ͷ�뵽��ij��1250HC���������������������ֳ�֮�У���������״������Ʒ���������źŴ���ϵͳ�Ŀ��������������μ�⾫�ȡ����αջ�����Ч���Ƚ������ϸ���֤��
5.1 �����źſ������������ȶ�����֤
�����źŴ���ϵͳ����������Ӳ��ϵͳ���Ӱ����źŴ����忨�ͼ��ŵ�Դϵͳ���Ƶĸ������ھ������������ֳ����ӵĸ��Ż���������ȡ����Ӧ�ĸ��롢�˲����ӵصȿ����Ŵ�ʩ��ij��1250HC��������������ʱ(�־���ΪA9911011000000������Ϊst12�����Ŀ���Ϊ1 045 mm�������ٶ�Ϊ238.57 m/min)����������˰��μ�����2��22ͨ����ͨ����λ������ϵͳ��ʾ�˸�·���Ρ���ʵ�Ⲩ���п��Է��֣�δ��������ǵ�1��23ͨ���İ����źŲ��ν���һ��ֱ�ߣ������ָ��ǵĸ�·�����źŲ���ƽ������ë�̡�ʧ�������ͼ12��ʾΪ11ͨ����20ͨ����ʵ������źŵ�ԭʼ���Ρ�
�����ڸ��١��������ȸ��ӹ��������µļ��飬�����źŵ�״̬��Ȼ������������ϵͳ������ʱ����ͨ�����ź�����Ư���������ɴ˿ɼ������װ����źŴ���ϵͳ�ܹ���Ӧ�ֳ����������ӵ������������������õĿ������������ȶ��ԡ����ź���Ư��������Ϊ�߾��ȵİ��αջ����Ƶ춨�˻�����
5.2 ���μ�⾫����֤
Ϊ����֤���μ�⾫�ȣ��Զ�����ֵ�������������İ���ֵ�����˶Աȡ���ȡ��������ֵ�ķ�����ȡһ�����ȺͿ��ȵĴ���ƽ����ƽ̨�ϣ����׳߲������˳���(�ֱ���Ϊ0.5 mm)����ǧ�ֱ��������˸߶�(�ֱ���Ϊ1 ��m)���õ�ʵ�ⶸ��(�˸�/�˳�)��Ȼ���йض���������(1I��ʾ��Գ��Ȳ�Ϊ10-5)����ȡ���߰��μ��ֵ�ķ����������ƹ����У����ð����ǵ���λ������ʵʱ��¼�����İ������ݣ�Ȼ����ʱ��ʹ�����ȡ���������ֶ���Ӧ�İ������ݣ�������Ρ���1��ʾΪ������ջ�״̬�°��μ�⾫�ȵĶԱȡ�
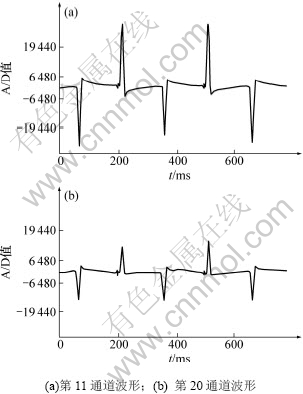
ͼ12 ʵ������ź�ԭʼ����
Fig.12 Original waveform of real measurement shape signal
�ӱ�1���Է��֣��������ڿ���״̬�����ڱջ�״̬�£����������߲���ֵ�ĶԱ���������5%���ڡ���������ڸð��������ƹ����У�����ȡ����߰��μ�⾫�ȵĸ��ֹؼ��Թ���ȡ��������Ч�����Ӷ�ʹ������⾫�Ⱥܸߡ�
��1 ���μ�⾫�ȶԱ�
Table 1 Shape measurement precision contrast
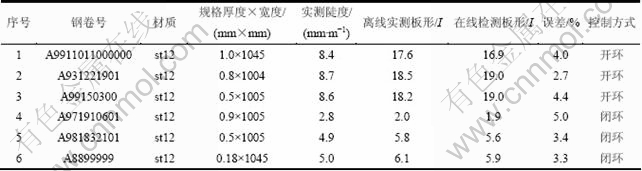
5.3 �������ְ��αջ�����ʵ��
�־���ΪA8899999�����ֿ���1 045 mm����Ʒ���0.18 mm��ѹ����18.6%������ΪST12����Ʒ��5���ΰ��αջ����Ƴ��ȷ������ֵ��ͼ13��ʾ����ͼ13�ɼ�������������̬����ʱ�����ְ���ƫ�������6I���£������ð����ǵ��źŴ���ϵͳ���м��ߵļ�������ȡ���⾫�ȼ�ʵʱ�ԣ������ڳ����������ֲ�Ʒ�İ��ο��ơ�
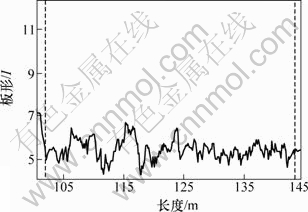
ͼ13 ���ȷ����ϵİ���ƫ������
Fig.13 Shape deviation curve in length direction
6 ����
(1) ��Դ�ͳ�����źŴ���ϵͳ�ܹ������IJ��㼰����������һ�֡��źŴ�����+��λ������ϵͳ����ϵͳ�ܹ�ģ�͡���ģ���У�������DSPоƬΪ���IJ�������Χ��������·�ķ������ư����źŴ����忨�����ݲɼ��봦������Ƶ����������Χ�豸ͨѶ��ʵʱ��Ҫ���ǿ���������źŴ���������ɣ���Ч������λ���������ء���ģ�Ϳ���Ч��ǿ�����źŴ���ϵͳ�Ŀ�����������ʵʱ�ԡ��ȶ��Լ���⾫�ȡ�
(2) �����������Ƶ��й�ʵ���豸��ͨ��ʵ�鷽��ȷ���˰����źŵķ�Ƶ���Բ���ģ�ͼ��궨ϵ����ͨ�����۷�����ȷ�����ʺϴ���ƫ����������������Ĵ��ֱ߲����Dz���ģ�͡�
(3) �����Ŀ����������Ʋ������˰����źŴ���ϵͳ��������Ͷ�뵽��1250�������Ĺ�ҵ�ֳ����ð����źŴ���ϵͳ��·�ź�ƽ�����ȶ�������������ǿ����֤���źŴ���������ľ��ȼ�ʵʱ��Ҫ�������ȶ��ɿ���ȡ�������õİ��μ�⼰����Ч������������İ����źŴ���ϵͳ�ܹ�ģ�͡������źŲ������о������ȶ��ҹ��������Ƹ����ܵİ����źŴ���ϵͳ������Ҫ��ָ�����塣
�ο����ף�
[1] ��ѫ��, ��־��, ������, ��. �������β�����������[J]. ұ���豸, 2006(6): 36-39.
LIANG Xun-guo, JIAO Zhi-jie, WANG Guo-dong, et al. The technology of flatness measurement in cold rolling[J]. Metallurgical Equipment, 2006(6): 36-39.
[2] ������, ��ıμ, ���پ�. �ֶι�����ʽ���������ܼ���չ�����о�[J]. ұ���Զ���, 2008, 32(3): 39-42.
WANG Xiang-li, LI Mou-wei, ZHANG Shao-jun. Research on performance and perspective of tension measuring type shape meter with segmented rolls[J]. Metallurgical Industry Automation, 2008, 32(3): 39-42.
[3] Keck R, Neusch��tz E. German system brings accuracy to flatness measurement[J]. Iron and Steel International, 1980, 53: 215-220.
[4] M��cke G, Gorgels F. Flatness measurement for high quality cold strip production[J]. MPT International, 2007, 1: 70-75.
[5] LIU Yu-li, JIN Xiao-guang, LIAN Jia-chuang. Elastic plastic 3D deformation and stress analysis of Strip rolling[J]. Journal of Iron and Steel Research International,1998, 5(2): 29-34.
[6] ������, �ڱ�ǿ, ������, ��. ��Ƭѹ��ʽ������. �й�: ZL200610048380.1[P]. 2008-10-01.
LIU Hong-min, YU Bing-qiang, HUA Zhong-xin, et al. Multi-roll-Piece piezomagnetic sensor type shape meter. China: ZL200610048380.1[P]. 2008-10-01.
[7] YU Bing-qiang,LIU Hong-min,YANG Li-po,et al. A new type of contact shape meter and its industry application[C]//2009 International Conference on Measuring Technology and Mechatronics Automation. Piscataway: IEEE, 2009: 1058-1061.
[8] LI Zhi-ming, PENG Yan, YU Bing-qiang, et al. A shape measurement system for cold-rolled steel strip based on DSP[C]// Qiu R, Zhao H. 2009 WASE International Conference on Information Engineering. Piscataway: IEEE, 2009: 257-260.
[9] �ڱ�ǿ, ������, ������, ��. �������ֽӴ�ʽ���������Ƽ��乤ҵӦ��[J]. �����DZ�ѧ��, 2010, 31(4): 904-911.
YU Bing-qiang, YANG Li-po, LIU Hong-min, et al. Development and industry application of contact shape meter with new structure[J]. Chinese Journal of Scientific Instrument, 2010, 31(4): 904-911.
[10] LI Zhi-ming, PENG Yan,YU Bing-qiang,et al. A new method of generating excited signal and its application in the piezomagnetic type shape meter[C]//Qiu R, Zhao H. 2010 WASE International Conference on Information Engineering. Piscataway: IEEE, 2010: 146-148.
[11] ��Z, ������, ŷ������. ��������������������������о�[J]. �����о�, 1993(5): 20-22.
YANG Quan, CHEN Xian-lin, OUYANG Jin-ming. On-line continuous measurement on profile of cold rolled strip[J]. Research on Iron & Steel, 1993(5): 20-22.
[12] ������, ����, �ޱ���. �ŵ���ѹ������ʽ�������İ�����[J]. ����, 1994, 29(4): 56-59, 33.
HU Guo-dong, WANG Qi, ZOU Ben-you. Differential output shape meter of magneto-elastic transformer for cold rolling strip[J]. Iron and Steel, 1994, 29(4): 56-59, 33.
[13] ���, ����. ���μ�������źŵ�ͨ����������[J]. �Զ����DZ�, 1997, 18(5): 34-37.
YANG Jing-ming, WANG Zhen-chen.The signal processing method for output of the detecting rolls with plate shape[J]. Process Automation Instrumentation, 1997, 18(5): 34-37.
[14] �κ���. 900HC�����������Dz��ϵͳ������[J]. ��������������, 2003, 11(7): 496-497, 518.
HE Hai-tao. Development of the strip shape meter control system for 900HC cold rolling mill[J]. Computer Measurement & Control, 2003, 11(7): 496-497, 518.
[15] YU Bing-qiang, SUN Ya-bo, LIU Hong-min, et al. Compensation model for shape measuring of cold strip rolling[J]. Journal of Iron and Steel Research, International, 2010, 17(6): 21-26.
[16] Usamentiaga R, Garc��a D F. Compensation for uneven temperature in flatness control systems for steel strips[C]//Conference of the 2006 IEEE. Piscataway: IEEE, 2006: 521.
(�༭ �Կ�)
�ո����ڣ�2011-06-16�������ڣ�2011-09-06
������Ŀ��������Ȼ��ѧ����������Ŀ(50675186)���ӱ�ʡ�ش���Ȼ��ѧ����������Ŀ(E2006001038)�����ҿƼ�֧�żƻ���Ŀ(2011BAF15B03)
ͨ�����ߣ���־��(1978-)���У��ӱ������ˣ���ʿ�о�������ʦ�����°����Զ����Ƽ��������ؼ����о����绰��13933637597��E-mail��lizm@ysu.edu.cn

