非正弦振动结晶器内保护渣道动态压力变化规律
王宏明,宋邦民,李桂荣,赵玉涛
(江苏大学 材料科学与工程学院,江苏 镇江,212013)
摘 要:根据结晶器振动速度变化规律和保护渣润滑理论,建立保护渣道动态压力计算模型,研究结晶器非正弦振动过程保护渣道动态压力变化规律,分析非正弦振动参数及拉坯速度变化对保护渣道动态压力的影响规律。研究结果表明:随着非正弦因子α增加,渣道最大负压减小,而最大正压增加,α的最佳值约为0.2;随着振幅和振频增加,渣道正负压力都增加,但正压增加程度明显高于负压增加程度,特别是振频增加对负压的影响不明显;随着拉速提高,渣道最大负压增加而最大正压减小,因此,拉速提高应适当提高振幅并降低振频;针对2种拉速采用的非正弦振动参数合理,同时证明了模型的实用性和可靠性。
关键词:非正弦振动;保护渣道;动态压力;振动参数;拉速
中图分类号:TG249.7; TG111.4 文献标志码:A 文章编号:1672-7207(2010)02-0501-07
Variation rule of dynamic pressure in mold flux channel during non-sinusoidal oscillation process
WANG Hong-ming, SONG Bang-min, LI Gui-rong, ZHAO Yu-tao
(School of Materials Science and Engineering, Jiangsu University, Zhenjiang 212013, China)
Abstract: According to the variation rule of oscillation speed of continuous casting mold and the lubrication theory of mold flux, a mathematical model on the dynamic pressure in mold flux channel was developed to investigate the variation rule of the dynamic pressure in a cycle of mold non-sinusoidal oscillation process. The effects of non-sinusoidal oscillation parameters and casting speed on the dynamic pressure were studied. The results indicate that the maximal negative pressure decreases but the maximal positive pressure increase with the increase of non-sinusoidal factor. The optimal value of non-sinusoidal factor is about 0.2. With the increase of frequency and amplitude of oscillation, both the negative and positive pressures increase, moreover, the increment of positive pressure is obviously greater than that of negative pressure, especially when the oscillation frequency increases, the increment of negative pressure is very little. When the casting speed increases, the maximal negative pressure increases but the maximal positive pressure decreases. Therefore, if the casting speed increases, the amplitude of oscillation needs to be increased as well as the oscillation frequency needs to be decreased properly. The optimal non-sinusoidal oscillation patterns applied to the tow kinds of casting speed is applicable, at the same time, the applicability and reliability of the model are also certified.
Key words: non-sinusoidal oscillation; flux channel; dynamic pressure; oscillation parameters; casting speed
连铸结晶器非正弦振动能在高拉速下保证结晶器振动的平稳性,有效减小铸坯表面振痕和控制皮下夹渣等缺陷,并有利于增加保护渣流量,从而使润滑效果提高,减少漏钢事故率,是发展高效连铸的关键技术[1],因此,选择与拉坯速度相匹配的结晶器振动参数对提高铸坯质量和连铸效率都具有重要意义[2]。由于结晶器振动使保护渣道压力呈周期性变化,且正是该周期性变化的渣道压力对连铸坯质量、拉坯阻力、渣流量、撕裂坯壳的愈合等起决定性影响[3],因此,必须优化振动参数以将保护渣道压力控制在合理范围,使保护渣既能起到好的润滑效果,减小拉坯阻力,防止坯壳裂纹和拉坯漏钢,又能保证脱模和最大限度地减轻振痕[4-5]。由于保护渣道宽度在10-2~10-1 mm数量级,难以直接进行精确测量[6],Kajitani等[7-8]建立了忽略结晶器振动的渣道压力计算模型,研究了渣流量和黏度对渣道压力的影响;Lei等[9]建立模型研究了磁场对渣道压力的影响,但同样没有考虑结晶器振动条件。本文作者结合结晶器非正弦振动规律和保护渣润滑理论,建立了保护渣道压力计算模型,研究结晶器非正弦振动参数及拉坯速度对渣道动态压力的影响,以便为优化结晶器非正弦振动技术提供参考。
1 结晶器非正弦振动速度规律确定
图1所示是结晶器振动速度和位移变化曲线。振动速度曲线由水平段bc、抛物线段cd、余弦段deg、抛物线段gj、水平段jl光滑连接组成。结晶器振动速度vm的表达式为[10]:

式中:v为最大上振速度,m/min;k为系数;s为振幅,m;f为振频,min-1;t为时间,min; 为非正弦因子,=4tmf;tm为非正弦振动最大位移滞后时间,min;f1为抛物线速度段频率,min-1;tc,td,tg,tj分别为振动速度曲线中c,d,g,j点时间,s。从式(1)~(8)可知:非正弦振动波形由α,f和s 3个独立变量确定。
为非正弦因子,=4tmf;tm为非正弦振动最大位移滞后时间,min;f1为抛物线速度段频率,min-1;tc,td,tg,tj分别为振动速度曲线中c,d,g,j点时间,s。从式(1)~(8)可知:非正弦振动波形由α,f和s 3个独立变量确定。
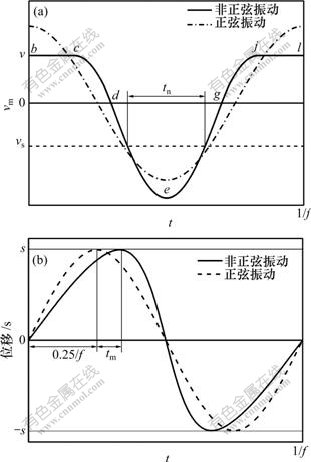
图1 结晶器振动速度曲线和位移曲线
Fig.1 Curves of mold oscillation speed and position
2 保护渣道动态压力计算模型
图2所示是保护渣道示意图。保护渣流入由结晶器和凝固壳构成长度为lf、入口宽度hi、出口宽度hf的保护渣道。
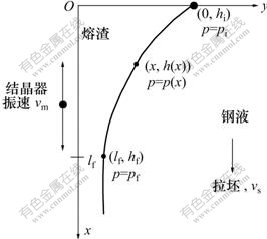
图2 保护渣道模型示意图
Fig.2 Schematic diagram of flux channel model
2.1 控制方程
保护渣道内渣流动的动量方程为[11]:
式中:p为保护渣道内压力,Pa;μf为保护渣黏度,Pa・s;ρf为保护渣密度,kg/m?。
保护渣相对流量QR满足连续性方程:

式中:ux为保护渣相对流速,ux=vf-vs;νf和νs分别为保护渣流速和拉坯速度,m/s;h(x)为渣道形状函数。
2.2 边界条件确定与求解
结晶器壁面 (y=0,0<x<lf): ux=vm-vs;
凝固坯壳壁面 (y=h(x),0f): ux=0;
渣道入口 (x=0,0≤y≤hi): p=pi;
渣道出口 (x= lf,0≤y≤hi): p=pf 。
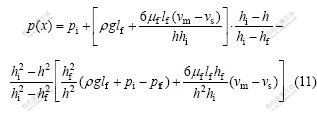
联立式(9)和(10),积分后代入边界条件可推导出保护渣道压力计算方程为:
3 计算结果与分析
根据国内某钢厂板坯连铸机工艺条件,确定计算基本参数见表1。研究非正弦振动参数非正弦因子、振幅s、振频f以及拉坯速度vs对保护渣道动态压力的影响。
3.1 非正弦因子对振动速度及渣道压力的影响
图3所示是在0~0.396范围内变化对结晶器振动速度的变化。从图3可见:随着增加,结晶器最大上振速度减小,上振过程平缓,正滑脱相对速度差减小,而且由于正滑动时间延长,可有效增加保护渣消耗量,提高润滑效果,所以,增加可以保证高速连铸时的结晶器振动的稳定性和润滑,显著降低结晶器壁与坯壳间的最大摩擦力,减小最大拉坯阻力以控制初凝坯壳裂纹和拉漏[12-13];同时,负滑脱时间缩短,最大负滑脱速度增加,在较短的负滑脱期内产生更高的负滑脱量,对初凝壳施加压应力达到强制脱模和使裂纹愈合的目的,解决了高速连铸脱模困难的问题,而且负滑脱期短,可以提高铸坯表面质量。这是高速连铸采用非正弦振动的优势之一。
图4所示是不同时保护渣道压力随高度和时间的变化。由图4可知:结晶器振动负滑脱期渣道内最大正压力随着增加而增加,且增加幅度随增加而增大;正滑脱期内渣道最大负压随增加而减小,其减小的幅度也随着增加而减小。振动负滑脱期渣道正压力的作用是强制坯壳脱模、愈合撕裂的坯壳,防止拉坯漏钢,但正压过大则易导致铸坯表面振痕加深、表面夹渣等缺陷,降低铸坯质量;振动正滑脱期渣道负压力的作用是增加保护渣流量,提高润滑效果,降低拉坯阻力[11]。增加使负压减小,但使渣道呈负压状态的时间延长,所以,从0增加到一定值时,渣流量增加。的选择应使渣道内正负压力波动控制在合适的范围,同时延长正滑脱时间以增加渣流量,并缩短负滑脱时间以提高铸坯表面质量。因此,在该拉速及振幅振频参数下,的最佳值约为0.2[14],此时,渣道正负压都在合理范围内,且最大正负压差最小。
表1 基本计算参数
Table 1 Main parameters in calculation model

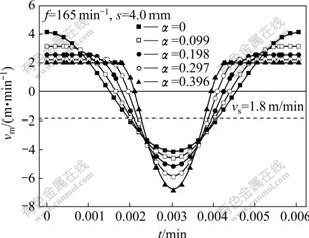
图3 不同a时结晶器振动速度的变化
Fig.3 Variations of mold oscillation speed at different non-sinusoidal factors

(a) p-x曲线; (b) p-t曲线
图4 不同a时保护渣道压力随高度和时间的变化
Fig.4 Variations of pressure of flux channel with height and with time at different non-sinusoidal factors
3.2 振幅变化对渣道压力变化规律的影响
图5所示是振幅s变化对渣道压力变化规律的影响。由图5可知:随着振幅增加,保护渣道内正滑脱期的最大负压和负滑脱期的最大正压都增加,在1个振动周期内,渣道动态压力的波动范围增加,有利于铸坯的脱模、愈合撕裂的坯壳和增加保护渣流量,提高润滑效果,减少拉坯漏钢事故。但动态压力波动增加,不利于金属弯月面的稳定并影响铸坯表面质量,所以,在保证脱模和润滑的前提下,应尽量采用小振幅振动。此外,振幅增加使渣道最大正压增加的幅度明显高于负压的增加幅度,说明振幅对最大正压有更重要影响;因此,当铸坯表面振痕较深时,应适当降低振幅,同样,当发生脱模困难时,增加振幅是一种有效措施,但要考虑振幅增加对铸坯表面质量产生的不利影响。

(a) p-t曲线; (b) p-x曲线
图5 振幅变化对保护渣道压力的影响
Fig.5 Effects of stroke of mold oscillation on pressure of
flux channel
3.3 振频变化对渣道压力变化规律的影响
图6所示是振频f变化对渣道压力的影响。由图6可知:振频增加使保护渣道内负滑脱期的最大正压明显增加,但正滑脱期的最大负压增加很小,这说明增加振频对强制脱模、愈合拉裂的坯壳有重要作用,但正压过大也对铸坯表面质量有不利影响。因此,对于高速连铸机结晶器,采用高频小振幅振动[15]可以有效脱模、防止拉裂和漏钢事故,但振频不宜过高。因为振频增加使渣道正压明显增加,对负压影响很小,不利于增加渣流量,使润滑效果差而影响铸坯表面质量,因此,应根据渣道压差控制振频在合理范围内。

(a) p-t曲线; (b) p-x曲线
图6 振频变化对保护渣道压力的影响
Fig.6 Effects of frequency of mold oscillation on pressure of flux channel
3.4 拉速变化对渣道压力变化规律的影响
图7所示是拉坯速度变化对渣道压力的影响。由图7可知:拉坯速度增加,振动负滑脱期的最大正压减小,而振动正滑脱期的最大负压增加。因此,增加拉速可以增加保护渣的流量,但正压减小不利于铸坯脱模和拉裂坯壳的愈合。故拉速提高时,应适当增加振幅以增加负滑脱时的正压,保证脱模和防止拉漏事故,同时,可以增加正滑脱期的负压以增加保护渣流量,提高润滑效果,减少拉坯阻力,从而提高铸坯质量。

(a) p-t曲线; (b) p-x曲线
图7 拉坯速度变化对保护渣道压力的影响
Fig.7 Effects of casting speed on pressure of flux channel
3.5 优化振动参数下保护渣道压力规律
根据以上分析,对国内某钢厂SPHC钢板坯连铸机振动方式进行了优化,图8所示为实际优化工艺参数条件下保护渣道压力的比较结果。由图8可知:拉坯速度由1.8 m/min提高到2.0 m/min,通过增加振幅(4.0~4.5 mm)和降低振频(165~155 min-1),使保护渣道正压基本相等,产生的负滑脱起到强制脱模和愈合撕裂坯壳的作用;拉速提高时,渣道的负压适当增加,以增加保护渣流量,提高润滑效果。在实际生产中,当连铸机采用上述2种工艺参数时,铸坯的表面质量较采用正弦振动时有明显提高,振痕平均深度减小50%以上,完全消除了振痕波谷处的微裂纹,并有效控制了板坯表面夹渣现象,同时,保护渣消耗量增加25%左右,明显提高了润滑效果,尚未发生拉坯漏钢事故。这说明上述2种拉速下的振动参数合理可靠,也说明本模型及分析的合理性和可靠性。

图8 实际优化工艺参数下保护渣道压力的比较
Fig.8 Comparisions of pressure of flux channel at practical optimum mold oscillation parameters
4 结论
(1) 随着非正弦因子增大,渣道内最大正压增大,其增加幅度随着增大而增大;渣道最大负压随着增大而减小,其减小的幅度随增大而减小。的选择应使渣道内正负压力波动控制在合适的范围内,同时延长正滑脱时间以增加渣流量,并缩短负滑脱时间以提高铸坯表面质量。的最佳值约为0.2,渣道正负压都在合理范围内,且最大正负压差最小。
(2) 随着振幅增加,最大正负压都增加,有利于铸坯的脱模、裂纹愈合和增加渣流量。但动态压力波动范围增大,弯月面波动加剧而降低铸坯质量,在保证脱模和润滑的前提下,应尽量采用小振幅振动。振幅对最大正压有更大影响,当振痕较深时,应适当降低振幅;当发生脱模困难时,增加振幅是一种有效 措施。
(3) 振频增加使最大正压明显增加,最大负压增加很小,增加振频对强制脱模、愈合拉裂的坯壳有重要作用。高速连铸结晶器采用高频小振幅振动可以有效脱模、防止拉裂和漏钢事故,但振频过高会影响铸坯表面质量。
(4) 随着拉坯速度增加,最大负压增加,可以增加保护渣的流量,而最大正压减小,不利于铸坯脱模和拉裂坯壳的愈合;因此,拉速提高,应适当增加振幅和降低振频,以增加最大正压保证脱模和防止拉漏事故发生。
参考文献:
[1] ZANG Xin-yang, WANG Xu-dong, MA Yong, et al. Investigation of friction force between mould and strand shell under sinusoidal and non-sinusoidal oscillation in continuous slab casting[J]. Steel Research International, 2008, 79(7): 564-568.
[2] LI Xian-kui, ZHANG Li-ping, YANG La-dao, et al. Dynamics study on new non-sinusoidal oscillation system of mold[J]. Journal of Iron and Steel Research International, 2008, 15(S1): 517-522.
[3] ZANG Xin-yang, WANG Xu-dong, MA Yong, et al. The shell surface force caused by mould friction during slab continuous casting[J]. ISIJ International, 2008, 48(2): 170-174.
[4] Shin H J, Kim S H, Thomas B G, et al.Measurement and prediction of lubrication, powder consumption, and oscillation mark profiles in ultra-low carbon steel slabs[J]. ISIJ International, 2006, 46(11): 1635-1644.
[5] MENG Xiang-ning, ZHU Miao-yong. Optimization of non-sinusoidal oscillation parameters for continuous casting mold with high casting speed[J]. Journal of Iron and Steel Research International, 2008, 15(S1): 510-516.
[6] Takeuchi E, Brimacombe K. The formation of oscillation marks in the continuous casting of steel slabs[J]. Metall Mater Trans B, 1984, 15(5): 493-509.
[7] Kajitani T, Okazawa K, Yamada W, et al. Cold model experiment on infiltration of mould flux in continuous casting of steel: Simple analysis neglecting mould oscillation[J]. ISIJ International, 2006, 46(2): 250-256.
[8] Kajitani T, Okazawa K, Yamada W, et al. Cold model experiment on infiltration of mould flux in continuous casting of steel: Simulation of mould oscillation[J]. ISIJ International, 2006, 46(10): 1432-1441.
[9] LEI Zuo-sheng, REN Zhong-ming, DENG Kang, et al. Amplitude-modulated magnetic field coupled with mold oscillation in electromagnetic continuous casting[J]. ISIJ International, 2006, 46(5): 680-686.
[10] 孟祥宁, 朱苗勇. 连铸结晶器非正弦振动波形构造及参数研究[J]. 中国机械工程, 2007, 18(15): 1779-1783.
MENG Xiang-ning, ZHU Miao-yong. Non-sinusoidal oscillation waveform conformation and parametrical research for continuous casting mold[J]. Journal of Chinese Mechanical Engineering, 2007, 18(15): 1779-1783.
[11] 王宏明, 王振东, 李桂荣, 等. 连铸保护渣道动态压力计算模型及影响因素分析[J]. 北京科技大学学报, 2009, 31(6): 777-781.
WANG Hong-ming, WANG Zhen-dong, LI Gui-rong, et al. Impact factors analysis and mathematical model on dynamic pressure in mould flux channel[J]. Journal of University Science and Technology Beijing, 2009, 31(6): 777-781.
[12] 孟祥宁, 朱苗勇, 刘旭东, 等. 高拉速连铸结晶器非正弦振动因子研究[J]. 金属学报, 2007, 43(2): 205-210.
MENG Xiang-ning, ZHU Miao-yong, LIU Xu-dong, et al. Study on non-sinusoidal oscillation factor for continuous casting mold with high casting speed[J]. Acta Metallurgica Sinica, 2007, 43(2): 205-210.
[13] Lee G G, Thomas B G, Kim S H. Microstructure near corners of continuous-cast steel slabs showing three-dimensional frozen meniscus and hooks[J]. Acta Materialia, 2007, 55(20): 6705-6712.
[14] Sengupta J, Thomas B G, Shin H J. A new mechanism of hook formation during continuous casting of ultra-low-carbon steel slabs[J]. Metallurgical and Materials Transactions A, 2006, 37(5): 1597-1607
[15] 雷作胜, 任忠鸣, 闫勇刚, 等. 软接触结晶器电磁连铸保护渣道的动态压力[J]. 金属学报, 2004, 40(5): 546-550.
LEI Zuo-sheng, REN Zhong-ming, YAN Yong-gang, et al. Amplitude-modulated magnetic field coupled with mold oscillation in electromagnetic continuous casting[J]. Acta Metallurgica Sinica, 2004, 40(5): 546-550.
收稿日期:2008-12-22;修回日期:2009-03-20
基金项目:国家高技术研究发展计划(“863”计划)项目(2007AA03Z54805);江苏省高技术研究重点项目(BG2007030);教育部科学技术研究重点资助项目(207038);江苏大学高级人才启动基金资助项目(07JDG084);高等学校博士学科点专项科研基金资助项目(20060299006);江苏省六大人才高峰资助项目(06-D-021)
通信作者:王宏明(1974-),男,河北深州人,博士,副教授,从事连铸新技术研究;电话:0511-88780192;E-mail: whmlgr@ujs.edu.cn
(编辑 陈爱华)

