文章编号:1004-0609(2016)-10-2118-10
超声振动对板材固体颗粒介质成形的影响
曹秒艳1,李建超2,杨卓云2,赵长财2,毕 江2
(1. 燕山大学 机械工程学院,秦皇岛 066004;
2. 燕山大学 先进锻压成形技术与科学教育部重点实验室,秦皇岛 066004)
摘 要:针对常规变形方法难以实现的轻合金板成形问题,综合固体颗粒介质成形和超声振动塑性成形技术,提出超声激励颗粒介质成形工艺。采用ABAQUS对变幅杆及凹模按照20 kHz工作频率进行设计并展开模态及谐响应分析,并以此为基础,设计并制造了最大输出功率1.5 kW的板材超声激励颗粒介质成形模具,进行AZ31B筒形件热态拉深试验,研究超声振动对板材颗粒介质拉深成形的影响。结果表明:超声激励促进颗粒介质的流动性及其传压性能;超声激励影响镁合金板材的极限拉深比,在振幅为6.7~11.6 μm范围内,该极限拉深比呈现先增加后降低的规律。超声振动可以降低最佳压边力及成形载荷并抑制法兰区起皱,并且成形载荷随着超声振幅的增加,载荷降低比例越高。
关键词:颗粒介质;超声振动;板材;成形
中图分类号:TG146.2 文献标志码:A
随着汽车、航空航天、军工等行业的快速发展以及环境污染、能源危机等问题的日益突出,板材零件制造向高效率、低成本、柔性化方向发展。一些薄壁、高精、深腔、形状复杂的铝、镁等轻质合金钣金件的需求越来越大。但是,轻合金材料由于低塑性和成形性能差,使得传统成形技术面临挑战,例如复杂曲面成形时存在工序复杂、模具开发成本高及尺寸精度低等问题,严重影响零件的质量和可靠性[1]。针对难成形材料的塑性加工问题,国内外开发出了许多新颖、独特的板材成形技术,其中板材超声振动塑性加工和板材软模成形是两种各具特色的材料加工技术。
1955年,Blaha等[2]将超声波施加到单晶锌试样的静态拉伸过程后,观察到了材料屈服应力和流动应力降低的现象,开创了研究超声振动对金属塑性成形过程影响之先河。自此,世界各国的学者对振动在金属塑性加工中的应用展开了广泛深入的理论与试验研究。Huang等[3]和ZHUANG等[4]分别将超声振动引入镦锻和铝合金压缩试验中,均发现超声振动可有效降低成形力。Inoue[5]在超声辅助管材拉拔试验中发现超声振动可以有效减少工件破损和提高表面光洁度及模具寿命。Murakawa等[6-7]和Susan等[8-9]在拉丝工艺中引入超声激励,结果表明超声激励有利于减小拉丝力,增加其塑性成形性能。
将超声振动引入金属板材塑性加工技术中,除了具有降低材料塑性变形力,改善产品加工质量等一般振动塑性加工的优点外,还具有噪音小、无污染等优点,是一项绿色节能加工技术。当前,对该成形方法的研究主要集中于拉深成形[10-11],国内外诸多学者通过筒形件超声振动拉深实验,均发现超声振动可降低成形载荷,提高板材成形极限。Langenecker[12]将超声振动运用于铜板的拉深中,其拉深力由979 N减小至311 N。Jimma等[10]将超声振动应用到薄板拉深成形,对比分析了几种不同振动方式,发现轴向振动更有利于板材成形。Okazaki等[11]在铝箔件超声振动成形中发现采用超声拉深至极限拉深比(LDR)值较高时,在变形后期球面起皱,若不采用超声波则侧向起皱,而采用先液压胀形后超声拉深则获得质量优良的制件。Wen等[13]采用镁合金板材在室温条件下进行了超声振动拉深试验,并分析了高频振动对板材变形行为的影响。Siddiq等[14]通过数值仿真分析,发现超声振动可有效抑制板材破裂,降低板材与模具间的摩擦力,从而实现良好拉深性能。
上述学者的研究发现:将超声振动引入金属板材塑性加工能有效降低工件与模具间的摩擦力及整体成形力,提高成形零件表面质量。超声振动产生这种效果的原因源于两大基本效应[15-20]:金属塑性流动时振动对内部应力影响的体积效应和振动对被加工工件与模具间的外摩擦影响的表面效应。Langenecker[19]认为超声振动时材料屈服应力显著降低产生的声学软化现象,原因在于超声振动能够使位错繁殖和迁移,增加位错密度。
板材软模成形按照传力介质物性不同可以分为液(气)态成形、半固态软模成形和固态软模成形[21]。板材软模成形技术由于具有尺寸精度高、制造成本低等优点,在高精度、复杂形状、薄壁曲面件的成形方面展示出较大潜力,成为当前塑性加工领域的研究热点。WANG等[22]建立了一种软模体积变形和板材变形耦合的数值方法,并且经过实验验证了该方法的有效性。板材液压成形技术具有模具成本低、模具制造周期短、成形极限高等特点,且适应了当今产品的小批量、多品种的柔性发展方向。LIU等[23]经过理论计算得到板材成对液压成形时不同合模力对应的极限液压力曲线,得到了不同工艺参数组合对板材变形的影响规律。气胀成形工艺由于可实现复杂外形部件的一次性整体成形,减少装配零件和附件数量,从而降低制造成本[24]。半固态软模成形[25](典型代表为黏性介质成形)方法在应变敏感材料的成形方面有着明显优势。GAO等[26]经过黏性介质压力胀形实验发现,选择强度系数K和加工硬化指数n都较大的值时,有利于覆板成形时板材成形性能的提高。固态软模成形(比如:橡胶成形)也已被应用于多种不同零件的成形。固体颗粒介质成形技术是近年来出现的一种新型软模工艺,该工艺采用固体颗粒代替刚性凸模(或弹性体、液体)作为传力介质的对金属板材予以成形[27],所采用的颗粒介质由粒径为0.05~0.6 mm的钢珠、氧化铝、二氧化硅球体(根据不同板材选择不同粒径和材质的介质)作为传力介质,密封容易,同时还具有零件成形质量高,介质耐高温(可达700 ℃)且可重复使用,成本投入低廉等优点。运用此工艺实现了室温下不锈钢板和热态下铝合金、镁合金板大高径比零件的一次拉深成形,证明了该成形方法的可行性[27-30]。研究发现,颗粒介质(软凸模)对板材的摩擦属于有益摩擦,该摩擦具有保持性且摩擦因数越大越有利于板材成形;而该技术的关键在于颗粒介质必须具有良好流动性,从而达到理想的传力效果,满足板材成形需要。
鉴于以上分析,将颗粒介质成形方法进一步拓展和延伸,在颗粒介质成形的基础上引入超声振动,本文作者首次提出板材超声振动颗粒介质成形(Ultrasonic-vibration granules medium forming, UGMF)工艺。将以AZ31B镁合金板为研究对象,展开UGMF试验,研究超声振动对金属板材温热成形的影响。
1 板材超声振动颗粒介质成形工艺
板材超声振动颗粒介质成形工艺原理如图1所示。成形设备由凹模、压边圈(Blank holder, BH)、颗粒介质、板材、超声振动系统、冲头等组成。其中压边圈兼有料筒作用,固体颗粒介质填充于由压边圈(兼料筒)、冲头、板材构成的封闭腔体内。冲头压缩固体颗粒介质,将压力传递至板材内表面使之成形。由文献[10]研究可知,轴向振动对提高板材LDR更有利,超声振动系统分为冲头振动(type Ⅰ)、压边圈振动(type Ⅱ)和凹模振动(type Ⅲ)或联合振动。
Ashida等[20]运用有限元法研究了板材刚性模拉深成形中,超声波振动对凹模、凹模圆角、冲头及压边圈摩擦状态的影响,研究发现有超声激励且有润滑条件时摩擦因数降为0.1,并且凹模圆角施加振动且有润滑时,摩擦力减小效果最为明显。因此,本文作者就凹模施加振动激励的情况展开研究。

图1 超声振动激励软凸模成形原理图
Fig. 1 Schematic diagram of UGMF
超声振动辅助成形中,由超声波发生器、换能器、变幅杆及模具等组成的超声振动系统是加工系统的核心。而变幅杆与模具的正确设计和连接是使超声振动振幅有效放大和振动能量最大限度地进行传递的关键。对于纵向振动变幅杆包括简单形和复合形,简单形指的是某一形状,如阶梯形、圆锥形或者指数形,而复合形是由这些简单形中的几种形状组合而成。由于阶梯形变幅杆具有在相同的面积系数下其放大系数最大的特点,因此本研究中选用该类型变幅杆联接于凹模底端,对凹模施加激励。为了保证整个振动系统处于最佳的谐振状态,从而获得理想的纵向振动激励,需要对变幅杆及连接模具进行合理设计,尽量减小超声激励系统与成形模具机械耦合后的能量损失,同时考虑由于安装模具而造成的变幅杆谐振频率、振幅产生的影响。为此,运用ABAQUS有限元软件对变幅杆及凹模按照工作频率为20 kHz进行设计并展开模态及谐响应分析,以期得到理想振动效果。
本振动系统中,振动振幅放大由变幅杆完成,而凹模则负责将承受的成形力传递至外部成形设备,故将凹模设计为中间带有支撑法兰的两端等径圆柱体。变幅杆及凹模分别采用40Cr和Cr12MoV,运用表1中具体材料参数,分别对变幅杆和凹模进行了模态分析,其中凹模发生纵向振动时模态如图2所示(频率f为20168 Hz),凹模成形端面振动位移呈现出由中心向边缘逐渐减小的非均布现象,这说明凹模型腔周边区域尤其是凹模圆角位置是能量集中区域;而支撑法兰处则为纵向位移零点位置,其位移矢量呈现出径向由外至内的分布特点(局部放大图),在拉深过程中模具法兰部位承担纵向载荷时不会因为轴向限制而造成能量消耗以及漏波的发生。对变幅杆和凹模连接后采用直接法进行谐响应分析,变幅杆输入端激励为U=Asin(2pft)(其中U为振动位移,A为振幅,f为激励频率,t为时间)。通过谐响应分析得到A分别为2 μm和5 μm时,凹模圆角位置最大振幅为6.2 μm和16.2 μm。
表1 变幅杆与凹模材料参数
Table 1 Material parameters of horn and die
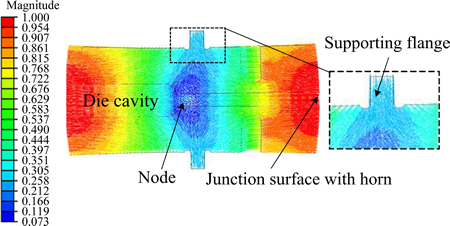
图2 凹模模态分析位移矢量图(频率f=20168 Hz)
Fig. 2 Die displacement vector diagram of modal analysis ( f=20168 Hz)
最终确定符合成形要求的变幅杆及凹模的振动系统见图3所示。该振动系统由换能器、变幅杆及凹模组成,依据形成振动的原理换能器分为磁伸缩换能器与压电陶瓷换能器两种,压电陶瓷换能器输出功率大,温度稳定性好,可以在负载变化情况下产生稳定的超声振动,本实验中采用夹心式柱型压电陶瓷换能器,它由前后金属盖板、压电陶瓷元件、电极片以及预应力螺杆构成,如图3所示。

图3 超声波振动系统
Fig. 3 Ultrasonic vibration system
设计超声波发生器最大输出功率1.5 kW,工作频率20 kHz,且具有±500 Hz范围内自动追踪起振功能。为研究不同振幅对成形的影响,超声波发生器按照最大输出功率不同分四档调节输出振幅。为了获得上述振动系统中凹模端面的实际振幅,采用非接触式OptoMET数字型激光多普勒测振仪对该凹模在超声激励下振幅进行测量,获得模具各档位未负载条件下的频率和振幅见表2。与模拟分析得到的频率非常接近,证明了模态分析的有效性。
表2 凹模的实测振幅
Table 2 Measured amplitudes of die

为分析超声振动激励在金属板材颗粒介质拉深中的作用和机理,以工业态AZ31B镁合金板材为研究对象,设计并制造镁合金板材筒形件UGMF试验装置,如图4所示。
由于镁合金特殊的密排六方结构,使其室温条件下成形时,基面滑移占主导地位,滑移方式以孪生为主,此时镁合金塑性差,变形困难。而随着温度的升高,原子振动幅度增大,非基面滑移系开动,多系滑移得以实现,镁合金的塑性变形能力得到大幅度提升。同时,随着温度的升高,镁合金在热加工过程中逐步发生动态再结晶细化晶粒,使塑性性能进一步改善[31-34],因此,镁合金塑性成形一般在温热条件下(150~300 ℃)进行,温度高于300 ℃时,镁合金容易被氧化且晶粒变粗,塑性下降[31],因此,本研究中的UGMF试验在中温260 ℃条件下进行。UGMF试验装置由超声振动器、凹模、支撑框、压边圈、加热装置及导向等部分组成,压边力由弹簧提供。加热装置由压边圈中均布的8根加热棒组成,并用4个接触式热电偶对成形温度进行实时动态测量,同时,闭环温控系统对成形温度实施精确控制,从而保证成形板材受热均匀性。
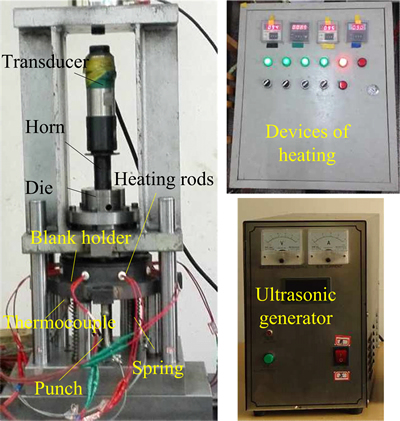
图4 AZ31B镁合金板材UGMF试验装置
Fig. 4 UGMF experimental device of AZ31B magnesium alloy sheet
2 板材UGMF试验方案
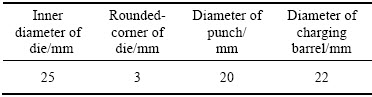
选取厚度为0.8 mm的AZ31B镁合金坯料拉深成形试验在WDD-LCJ-150电子多功能拉扭试验机上进行。拉深速度为60 mm/min。拉深模具相关参数见表3。拉深前将MoS2均匀涂抹于板材表面作为热态成形润滑剂,然后将颗粒介质装入料筒,介质由粒径为0.12~0.14 mm的球形颗粒组成,其主要成分为SiO2、Al2O3等。板坯置于压边圈和凹模之间,并由定位垫片保证坯料处于模具中心位置。待加热装置将板材加热至指定温度后启动超声激励系统,凹模下行,压紧弹簧开始拉深成形。
表3 模具尺寸参数
Table 3 Dimension parameter of die
静态拉深时,压边可以采用间隙控制和压边力(Blank holder force, BHF)控制两种方式。而在超声振动时,若采用间隙控制方式时,因颗粒介质粒径较小,超声激励将使颗粒介质流动性增强并加速从板材与模具间的缝隙中漏出,造成成形内压不足,成形失败。图5所示为间隙控制条件下超声激励拉深破裂工件,从工件内侧的法兰区域可以明显看出颗粒介质泄露的轨迹,同时由于超声振动强大的冲击作用使颗粒介质在板材内侧法兰表面留下划痕(见图5中的局部放大图),这些位于法兰区的颗粒使该区域摩擦增加,阻碍了板材的进一步变形。同时,由于颗粒的泄露造成传力介质体积减少,内压不足,从而使得冲头直接和板材接触并留下明显印记,最终使得工件顶端破裂。
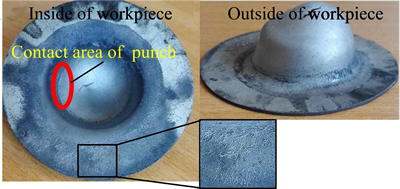
图5 间隙控制拉深工件
Fig. 5 Workpieces with gap control
本研究中拉深成形采用变压边力控制,压边弹簧刚度根据理论临界压边力[35]设定,保证在拉深过程中实际提供的压边力始终大于临界力且尽量接近其临界值,如图6所示,其理论临界压边力曲线为坯料直径60 mm,板厚0.8 mm,温度260 ℃条件下获得的,按照上述原则确定采用4根刚度系数为17 N/mm的弹簧进行压边力控制,预压缩量10 mm。试验过程中可以根据调整预压缩量实现不同压边力控制。
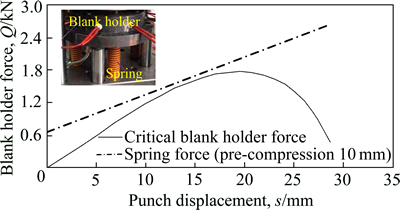
图6 弹簧压边力曲线
Fig. 6 BHF curves with spring
3 分析及讨论
3.1 超声激励下压边力对成形的影响
试验研究不同振幅和压边力(即弹簧初始预压缩量)条件对板材拉深成形影响。在成形温度260 ℃,坯料直径为55 mm时,不同成形条件下的成形结果,见图7所示,由图7可以看出,破裂曲线、起皱曲线均各自集中于某一范围,两者之间没有交叉。对于起皱区域而言,在相同的弹簧预压力作用下,超声振动条件下拉深高度更高。并且在预压力540 N时超声激励下可以实现成功拉深,而无超声激励则工件法兰区域仍有起皱现象。当预压力750 N时,振幅A为8.1 μm超声激励后,板材出现顶端开裂现象,而无振动却可以拉深成功,这是由于振动激励充当了一部分压边力,造成了实际施加压边力过大。由此可见,超声激励作用于凹模后,凹模高速振动产生的能量作用于板材,并由板材传递至压边圈,引起压边圈产生相应的受迫振动,这种模具高速瞬时冲击可以抑制法兰区域的起皱,同时振动产生的冲击力和弹簧原有施加的压边力叠加构成了实际作用于板材法兰区域的压边力,由于板材成形中其临界起皱压边力是一定值,故在超声激励条件下,可以减小压边力的施加。
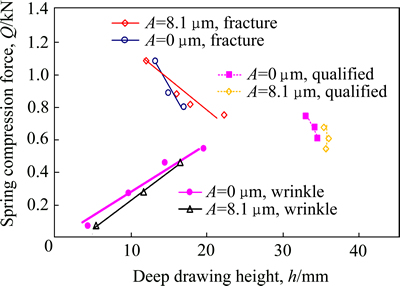
图7 振动条件下压边力对成形影响曲线
Fig. 7 Influence curves of BHF with vibration
3.2 颗粒介质装料体积对成形的影响
固体颗粒介质成形工艺中,固体颗粒承担着将冲头压力传力至工件内表面的作用,颗粒介质特有的非均匀内压直接关系到成形工件的质量,而颗粒装料体积是影响内压的关键因素之一。凹模在超声振动激励下,装料体积对板材成形的影响相比静态拉深更加明显。试验研究发现,当装料高度低于1倍冲头直径时,工件侧壁由于没有足够的内压支撑不能紧贴凹模内壁而形成直壁段,因此拉深工件形状呈现锥形,工件很快在冲头圆角处破裂。这是由于振动激励下固体颗粒介质流动性增强,冲头压缩固体颗粒的同时,由于粒径较小,颗粒能从冲头圆角与板材缝隙处流出而将充型内压减小,造成颗粒介质不能有效传递内压,成形失败。当装料高度在1.5~2倍凹模直径高度时,成形工件底部可以形成完整球冠及直壁段,从而保证拉深质量。
进一步研究发现,超声振动激励对成形工件自由变形阶段端部形状以及破裂形式均有显著影响。静态拉深时,自由变形区形状为一完整半球,而振动激励下,该自由变形区逐渐转变为一长半椭球形状,出现这一现在的原因在于,凹模上的振动激励促进了颗粒介质的流动并改变了其传力规律,使得靠近凹模边壁位置的颗粒介质在振动作用下加速向中间区域移动,进而使工件底部变形加大,逐渐成为长半椭球形状。观察拉深工件的破裂特征(见图8)可以发现,静态拉深时,筒形件在拉深裂口位置接近于球冠边缘部位且裂口较大,而施加超声激励后,无论其振幅大小,工件拉深破裂位置集中于筒形件球冠顶端区域,且其断口呈现韧性断裂特征,裂口较小。这是由于凹模将振动通过板材传递至紧贴于工件内壁的传力介质,颗粒介质在激励作用下传力性能显著增强并且振动能量由边壁向中间部位集中,在球冠顶端区域变形加剧,因此工件端部形状随之发生相应变化。通过测量发现振动激励下断裂处的板厚较无振动条件下薄,说明超声振动提高了材料的延展性。
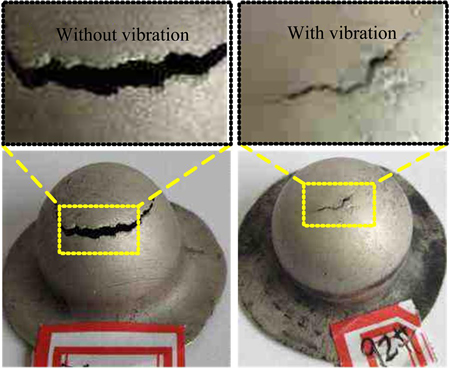
图8 有无超声振动下破裂形式
Fig. 8 Rupture form of different vibration conditions
3.3 超声振动对镁合金显微组织的影响
为了研究超声振动对筒形试件显微组织的影响,以成形温度260℃条件下的拉深试件为研究对象,选取不同振动条件下拉深试件进行显微组织分析。采用线切割法分别在工件法兰处及凹模圆角处取样,经抛光及腐蚀处理后在电子显微镜下进行显微组织观察,如图9所示。
图9(a)~(c)所示分别为无振动激励、振幅A为6.7 μm及11.6 μm时法兰位置的显微组织。由图9中可以看出,A为6.7 μm时,显微组织与无振动激励时相似,主要为等轴晶粒,在晶界位置出现少量动态再结晶小晶粒;当A增至11.6 μm时,晶粒均匀度有所增加。无振动、A为6.7 μm及11.6 μm 3种条件下的平均晶粒度分别为9.3 μm、7.6 μm及5.7 μm。
图9(d)~(f)所示则为无振动激励、振幅A为6.7 μm及11.6 μm时凹模圆角位置的微观组织。相对于法兰处而言,凹模圆角位置的晶粒更趋均匀,振幅A为6.7 μm时晶粒相比于无振动激励时有所细化,且随着A增加至11.6 μm时,晶粒细化程度及均匀性更为明显。
造成上述现象的原因在于:拉深过程中,整体法兰面积较大,并且该处板材与振动模具接触的紧密程度由压边力大小来决定,单位面积上吸收振动能量有限。从图2可知,超声激励下凹模圆角部位有限面积上集中了最大超声能量,同时板材在该区域产生弯曲变形,和模具紧密贴合,有效吸收了超声振动能量。激振能量和凹模圆角部位较大的变形使得该区域的晶粒进一步细化且均匀度增加,从而使相邻晶粒更容易产生滑动或转动,使得AZ31镁合金的变形抗力降低,伸长率升高,改善了材料的塑性成形性能。
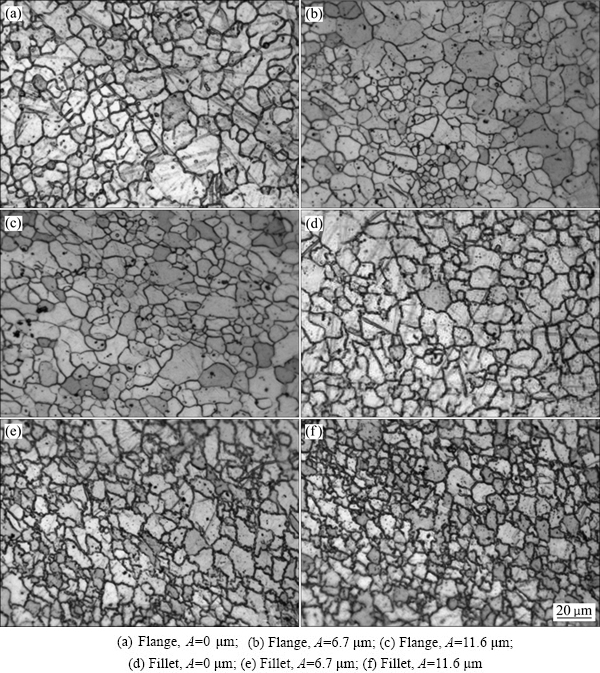
图9 不同振动条件下镁合金显微组织比较(成形温度260 ℃)
Fig. 9 Microstructures of Mg alloys under different vibration conditions (Forming temperature is 260 ℃)
3.4 振幅对镁合金成形性能的影响
为了研究超声振动振幅对于镁合金颗粒介质拉深成形性能的影响,在成形温度为260 ℃条件下,分别进行振幅A为0 μm(即无振动)、6.7 μm、8.1 μm、11.6 μm、16.5 μm条件下的镁合金筒形件拉深试验,得到不同条件下的极限拉深比如图10所示。从图10中可以看出,随着最大振幅增加,极限拉深比出现先升后降的特点。
镁合金板材超声振动颗粒介质拉深成形过程中,由颗粒介质提供的内压使金属板材紧贴凹模并持续发生拉胀成形,凹模高频轴向振动激励直接通过法兰和筒壁部位施加至成形工件上,工件由此产生频率小于凹模频率的受迫振动,工件的振动将进一步传递至颗粒介质,由于固体颗粒介质的散体摩擦特性,振动能量将在颗粒与颗粒相互挤压和碰撞过程中以摩擦损失的形式迅速消耗。因此,振动能量将随着凹模-板材-颗粒的次序依次降低,尤其在颗粒介质中损耗严重,这种特点使得金属板材在凹模高频轴向振动激励下与颗粒介质间产生冲击载荷,该冲击载荷随着振幅的增加而增大,并且越接近于成形工件底部该载荷冲击效应越明显。当振幅大至某一临界值时,工件由于承受不住过大的冲击载荷而出现底部破裂,这就是极限拉深比随着振幅增加而呈现先升高后降低特点的原因。
图11所示为直径为60 mm坯料在弹簧预压力为650 N时不同振幅对最大冲压力Fmax的变化曲线。
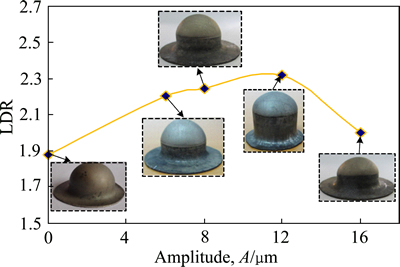
图10 不同振幅下极限拉深比
Fig. 10 LDR curves with different amplitudes

图11 不同最大振幅下最大冲压力曲线
Fig. 11 Punch loads curves at different maximum amplitudes
随着振幅A的增大Fmax明显降低,A为6.7 μm、8.1 μm、11.6 μm、16.5 μm时,对应的成形力峰值相对于无振动时成形力的峰值分别降低了38.7%、37.9%、40.6%、55.2%。并且最大成形力随振幅变化规律可用二次函数很好拟合,决定系数R2=0.9995。其拟合曲线及拟合函数均如图11所示。
拉深过程中,由颗粒介质压力作用引起的工件直壁内产生的轴向拉应力σz沿圆周方向均匀分布。该力将法兰变形区域的材料逐步拉入凹模,σz由法兰处材料的径向应力 、法兰处单位摩擦力、板材经过凹模圆角时弯曲抗力、直壁段的摩擦应力组成,其具体表达式为[29]:
、法兰处单位摩擦力、板材经过凹模圆角时弯曲抗力、直壁段的摩擦应力组成,其具体表达式为[29]:
 (1)
(1)
式中:fm1为压边力在法兰区产生的单位摩擦力;fm2为板材与凹模筒壁之间的单位摩擦力;fm3为板材与颗粒介质之间的单位摩擦力;为法兰径向应力; 为工件直壁段轴向应力;
为工件直壁段轴向应力; 为板材沿凹模圆角滑动产
为板材沿凹模圆角滑动产
生的弯曲抗力;e为摩擦阻力系数; 为板材与模具表面间的摩擦因数。
为板材与模具表面间的摩擦因数。
则拉深力F可表达为F=2πrbδσz。其中,rb为凹模圆筒半径;δ为板材厚度。
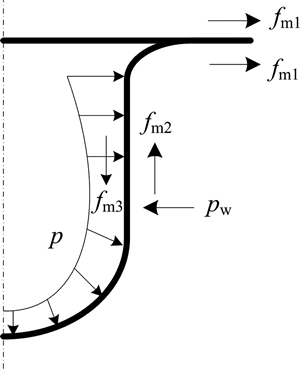
图12 不同最大振幅下最大冲压力曲线
Fig. 12 Curves of punch loads with different amplitudes
超声振动激励降低板材颗粒介质拉深成形力的现象可以归结如下原因:
1) 在于颗粒介质传力特性。颗粒介质成形工艺中,冲头逐渐下行压缩颗粒介质将内压施加于板材内表面,从而实现板材成形。由于颗粒介质之间存在内摩擦及介质与凹模间的摩擦使得板材内压p呈现图12中的非均匀分布规律,由工件直壁段与凹模圆角过渡区域向底部球冠逐渐衰减,这样的内压分布使得较小部分内压提供了轴向拉深力,直壁段较大的径向压力使工件紧贴凹模内壁,凹模对工件施加径向压力pw,该径向压力的变化对单位摩擦阻力fm2直接产生影响,fm2随着pw的增加而上升。凹模施加轴向超声振动激励后,颗粒介质的流动性增强,从而使颗粒与颗粒、颗粒与板材之间由于摩擦造成的传压损耗减小,从而使直壁段径向内压减小,同时提供轴向拉深力内压增加,颗粒介质传力性能提高,从而有效降低工件与凹模间的单位摩擦阻力fm2,由此降低了板材颗粒介质拉深力。
2) 由于表面效应所致,超声振动使得板材的法兰变形区与凹模产生周期性的瞬时分离贴合,使法兰区单位摩擦力fm1有效降低,且而直壁段与凹模在一个振动周期内,有一部分时间摩擦力fm2方向与板材流动方向一致,有利于成形,从而使得成形力也相应降低。
3) 超声激励下产生的体积效应,工件拉深成形时凹模圆角处成形时超声振动能量集中区域,促进了晶粒细化和均匀,降低了变形抗力。
由上述分析可知,超声振动有效降低板材颗粒介质拉深成形力是由于振动激励改善了颗粒介质传力性能,同时伴随着金属板材表面效应与体积效应综合作用的结果。
4 结论
1) 在超声振动激励下,颗粒介质流动性和传力效果增强,同时减小模具与板材摩擦,降低金属板材变形抗力,从而提高板材成形性能。
2) 在超声激励条件下工件法兰区域由于模具高速振动造成的瞬时冲击抑制起皱的发生且由此产生的冲击力充当了一部分压边力的功能,故金属板材最佳压边力相比静态拉深成形有所降低。
3) 从成形工件塑性变形后的显微组织来看,超声振动激励均使法兰区和凹模圆角变形区的晶粒尺寸有所减小,晶粒均匀度有所增加。
4) 施加超声激振后,AZ31B拉深成形整体载荷显著降低,且降低幅度随着激振能量的增大而增大;同时,颗粒介质在激励作用下传力性能显著增强并且振动能量由边壁向中间部位集中,工件自由变形区形状由静态拉深时的半球趋向于长半椭球形状;板材拉深破裂时的断口位置集中于工件底部中心区域,且断口处壁厚明显小于静态拉深工件。
REFERENCES
[1] YANG D Y. Innovation and creativity in metal forming[C]// The 10th International Conference on Technology of Plasticity. Aachen: Institute of Metal Forming, 2011: 25-30.
[2] Blaha F, Langenecker B. Dehnung von zink-kristallen unter ultraschalleinwirkung[J]. Die Naturwiss, 1955, 42(20): 556.
[3] Huang Z, Lucas M, Adams M J. Influence of ultrasonics on upsetting of a model paste[J]. Ultrasonics, 2002, 40(1/8): 43-48.
[4] ZHUANG Xin-cun, WANG Jia-peng, ZHENG Huan, ZHAO Zhen. Forming mechanism of ultrasonic vibration assisted compression[J]. Transactions of Nonferrous Metals Society of China, 2015, 25(7): 2352-2360.
[5] Inoue M. Studies on ultrasonic metal tube drawing[J]. Memoira of Sagami Institute of Technology, 1985, 19: 1-7.
[6] Murakawa M, Jin M. The utility of radially and ultrasonically vibrated dies in the wire drawing process[J]. Journal of Materials Processing Technology, 2001, 113: 81-86.
[7] Murakawa M, Jin M, Kaewtatip P. Utility of ultrasonic vibration applied to metal-forming processes[J]. Advanced Technology of Plasticity, 1999: 19-24.
[8] Susan M, Bujoreanu L G. The metal-tool contact friction at the ultrasonic vibration drawing of ball-bearing steel wires[J]. Revesita de Metalurgia, 1999, 35: 379-383.
[9] Susan M, Bujoreanu L G,  , Munteanu C, Mantu M. On the drawing in ultrasonic field of metallic wires with high mechanical resistance[J]. Journal of Optoelectronics and Advanced Materials, 2005, 7(2): 637-645.
, Munteanu C, Mantu M. On the drawing in ultrasonic field of metallic wires with high mechanical resistance[J]. Journal of Optoelectronics and Advanced Materials, 2005, 7(2): 637-645.
[10] Jimma T, Kasuga Y, Iwaki N, Miyazawa O, Mori E, Ito K, Hatano H. An application of ultrasonic vibration to the deep drawing process[J]. Journal of Materials Processing Technology, 1998, 80/81: 406-412.
[11] Okazaki Y, Kawaguchi K. Ultrasonic deep-drawing of aluminium foil[J]. Advanced Technology of Plasticity, 1990: 1333-1340.
[12] Langenecker B. Effects of ultrasound on deformation characteristics of metals[J]. IEEE Transactions on Sonics and Ultrasonics SU, 1966, 13(1): 1-8.
[13] WEN Tong, GAO Rui, CHEN Xia. Influence of high frequency vibration on deep drawing process of AZ31 sheet at room temperature[J]. Journal of Shanghai Jiao Tong University (Science), 2012, 17(4): 456-460.
[14] Siddiq A, Sayed T E. Ultrasonic-assisted manufacturing processes: Variational model and numerical simulations[J]. Ultrasonics, 2012, 52(4): 521-529.
[15] HUNG Jung-chung, LIN Chih-chia. Investigations on the material property changes of ultrasonic-vibration assisted aluminum alloy upsetting[J]. Materials and Design, 2013, 45: 412-420.
[16] Dawson G R, Winsper C E, Sansome D H. Application of high- and low-frequency oscillations to the plastic deformation of metals[J]. Metal Forming, 1970, 8: 234-238.
[17] Oden J T, Pires E B. Nonlocal and nonlinear friction laws and variational principles for contact problems in elasticity[J]. Journal of Applied Mechanics, 1983, 50(1): 67-76.
[18] 蔡改贫, 翁海珊, 姜志宏, 罗小燕. 振动拉拔的非局部摩擦问题的近似求解及表面效应初探[J]. 机械工程学报, 2006, 42(8): 190-194.
Cai Gai-pin, Weng Hai-shan, Jiang Zhi-hong, Luo Xiao-yan. Non-local friction surface effect and approximate solution of drawing deformation with vibration[J]. Journal of Mechanical Engineering, 2006, 42(8): 190-194.
[19] Langenecker B. Work-softening of metal crystals by alternating the rate of glide strain[J]. Acta Metallurgica, 1961, 9(10): 937-940.
[20] Ashida Y, Aoyama H. Press forming using ultrasonic vibration[J]. Journal of Materials Processing Technology. 2007, 187/188: 118-122.
[21] 李 涛, 郎利辉, 周贤宾. 先进板材液压成形技术及其进展[J]. 塑性工程学报, 2006, 13(3): 30-34, 47.
LI Tao, LANG Li-hui, ZHOU Xian-bin. Recent developments of the advanced sheet hydroforming[J]. Journal of Plasticity Engineering, 2006, 13(3): 30-34, 47.
[22] WANG Zhong-jin, YUAN Bin-xian. Numerical analysis of coupled finite element with element-free Galerkin in sheet flexible-die forming[J]. Transactions of Nonferrous Metals Society of China, 2014, 24(2): 462-469.
[23] LIU Wei, LIU Gang, CUI Xiao-lei, XU Yong-chao, YUAN Shi-jian. Formability influenced by process loading path of double sheet hydroforming[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(S2): s465-s469.
[24] 王 刚, 王建珑, 张拓达, 张治朋. AZ31B 镁合金板材快速气压胀形行为[J]. 中国有色金属学报, 2011, 21(9): 2023-2027.
WANG Gang, WANG Jian-long, ZHANG Tuo-da, ZHANG Zhi-peng. Quick gas blow forming behavior of AZ31B magnesium alloy sheet[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(9): 2023-2027.
[25] Wang zhong-jin, Liu Yan. Investigation on deformation behavior of sheet metals in viscous pressure bulging based on ESPI[J]. Journal of Materials Processing Technology, 2010, 210(11): 1536-1544.
[26] GAO Tie-jun, LIU Yang, CHEN Peng, WANG Zhong-jin. Analysis of bulging process of aluminum alloy by overlapping sheet metal and its formability[J]. Transactions of Nonferrous Metals Society of China, 2015, 25(4): 1050-1055.
[27] GR NER M, MERKLEIN M. Consideration of elastic tool deformation in numerical simulation of hydroforming with granular material used as a medium[J]. Key Engineering Materials, 2011, 473: 707-714.
NER M, MERKLEIN M. Consideration of elastic tool deformation in numerical simulation of hydroforming with granular material used as a medium[J]. Key Engineering Materials, 2011, 473: 707-714.
[28] 曹秒艳, 赵长财, 董国疆. 镁合金板材颗粒介质拉深工艺参数数值模拟[J]. 中国有色金属学报, 2012, 22(11): 2992-2999.
CAO Miao-yan, ZHAO Chang-cai, DONG Guo-jiang. Numerical simulation on granules medium drawing process parameters of magnesium alloy sheet[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(11): 2992-2999.
[29] 曹秒艳, 赵长财, 董国疆, 郝海滨. 基于固体颗粒介质成形工艺筒形件拉深力学分析[J]. 机械工程学报, 2013, 49(2): 42-48.
CAO Miao-yan, ZHAO Chang-cai, DONG Guo-jiang, HAO Hai-bin. Mechanical analysis of deep drawing of cylinder based on solid granules medium forming technology[J]. Journal of Mechanical Engineering, 2013, 49(2): 42-48.
[30] 李鹏亮, 张志, 曾元松. 钛合金机头罩固体颗粒介质成形工艺研究[J]. 锻压技术, 2012, 37(5): 60-63.
LI Peng-liang, ZHANG Zhi, ZENG Yuan-song. Study on titanium alloy spinner based on solid granules medium forming[J]. Forging & Stamping Technology, 2012, 37(5): 60-63.
[31] 罗仁平, 黄 雷, 戴 儇, 王武荣. 镁合金AZ31B板材温成形流变规律及本构模型[J]. 塑性工程学报, 2015, 22(1): 82-87.
LUO Ren-ping, HUANG Lei, DAI Xuan, WANG Wu-rong. Flow law and constitutive model of AZ31B magnesium alloy sheet in warm forming[J]. Journal of Plasticity Engineering, 2015, 22(1): 82-87.
[32] Koh Y, Kim D, Seok D Y, Bak J, Kim S W, Lee Y S, Chung K. Characterization of mechanical property of magnesium AZ31 alloy sheets for warm temperature forming[J]. International Journal of Mechanical Sciences, 2015, 93: 204-217.
[33] Lee Y, Kim J J, Kwon Y N, Yoon E Y. Formability and grain size of AZ31 sheet in gas blow forming process[J]. Procedia Engineering, 2014, 81: 748-753.
[34] Gall S, Coelho R S, Müller S, Reimers W. Mechanical properties and forming behavior of extruded AZ31 and ME21 magnesium alloy sheets[J]. Materials Science and Engineering A, 2013, 579: 180-187.
[35] QIN Si-ji, XIONG Bai-qing, LU Hong, ZHANG Ting-ting. Critical blank-holder force in axisymmetric deep drawing[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(S2): s239-s246.
Effect of ultrasonic vibration on solid granules medium forming of sheet metals
CAO Miao-yan1, LI Jian-chao2, YANG Zhuo-yun2, ZHAO Chang-cai2, BI Jiang2
(1. College of Mechanical Engineering, Yanshan University, Qinhuangdao 066004, China;
2. Key Laboratory of Advanced Forging & Stamping Technology and Science,
Ministry of Education of China, Yanshan University, Qinhuangdao 066004, China)
Abstract: For the lightweight alloy sheet which is hard to deform with conventional techniques, ultrasonic-vibration granules medium forming (UGMF) technology was put forward in this work, combining solid granules medium forming with ultrasonic vibration plastic forming technology. Modal analysis and harmonic response analysis of the horn and the concave die were carried out by ABAQUS with the working frequency of 20 kHz. Based on the above research, the UGMF tools of sheet metals with a maximum output of 1.5 kW were designed and manufactured. In order to reveal the effect of ultrasonic vibration on sheet granules medium forming, cylindrical parts thermal drawing test of AZ31B magnesium alloy was performed. The results show that ultrasonic vibration promotes the liquidity and internal pressure transmission performance of granules medium. Meanwhile, the ultrasonic vibration not only reduces the optimal blank holder force and the forming load, but also suppresses wrinkle on the flange. The limit drawing ratio of magnesium alloy sheet first rises then falls with the ultrasonic amplitudes ranging from 6.7 to 11.6 μm. In addition, the reduction percent of forming load increases with the increase of ultrasonic amplitudes.
Key words: granular material; ultrasonic vibration; sheet metal; forming
Foundation item: Projects(51305385, 51305386) supported by the National Natural Science Foundation of China; Project(QN20131080) supported by the Science Research Youth Foundation of Hebei Province Universities, China
Received date: 2015-11-23; Accepted date: 2016-04-18
Corresponding author: ZHAO Chang-cai; Tel: +86-18533511399; E-mail: Zhao1964@ysu.edu.cn
(编辑 王 超)
基金项目:国家自然科学基金资助项目(51305385,51305386);河北省高等学校科学技术研究青年基金资助项目(QN20131080)
收稿日期:2015-11-23;修订日期:2016-04-18
通信作者:赵长财,教授,博士;电话:18533511399;E-mail: Zhao1964@ysu.edu.cn

