�й���ɫ����ѧ�� 2004,(03),410-417 DOI:10.19476/j.ysxb.1004.0609.2004.03.014
��3104���Ͻ�����֯����Ӱ��
���� ���ض� �ŵ·� �⾲�� ���� ����
������ѧ������ұ��ѧԺ,������ѧ������ұ��ѧԺ,������ѧ������ұ��ѧԺ,������ѧ������ұ��ѧԺ,������ѧ������ұ��ѧԺ,������ѧ������ұ��ѧԺ ����110004 ,����110004 ,����110004 ,����110004 ,����110004 ,����110004
ժ Ҫ��
������(WOL)����(WL)2������������,�ֱ��2.3mm�������3104���Ͻ����в�ͬѹ������������Ӧ��ȡ��ֲ�����(ODF)��������ͷ����ڲ�ͬ����ѹ��������3104���Ͻ����ذ����֯���ݱ��Ӱ�졣�������:��������ѹ����������,��Ʒ�����֯�����ǿ�Ⱦ�������;��������ʱ��Ʒ�������Ҫ֯�����ȡ���ܶ��ձ������ͬѹ������������ʱ��ȡ���ܶȡ����±����֯�������ǿ��ԭ����Ħ������Ӧ��״̬�ı�Ľ����
�ؼ��ʣ�
�� ;3104���Ͻ� ;����֯�� ;��� ;
��ͼ����ţ� TG335
����飺 ����(1976),��,��ʿ�о���.;
�ո����ڣ� 2003-07-02
���� �����ص�����о���չ�滮��Ŀ(G1999064908);
Effect of lubrication on evolution of through thickness texture in cold rolled 3104 aluminum alloy sheets
Abstract��
The samples of 3104 aluminum alloy sheets were deformed by cold rolling with and without application of lubricant. The effects of the different rolling procedures on the evolution of deformation texture during the different reduction rolling and on the development of texture at different layer were studied by means of X-ray texture analysis (ODF). It is found that the main rolling texture components in different layers were similar including Copper {112}<111>, Brass {110}<112>, R/S {124}<211> and S {123}<634> with lubrication and without lubrication. The orientation of texture component varies in orientation density with the cold rolled reduction. The samples rolled without lubrication pronounce stronger textures than the samples rolled with lubrication at the sheet surface layer, the reason that the samples rolled without lubrication contains a much larger amount of shear component is caused by friction. The different evolution of these through thickness texture can be explained in terms of different strain states during the deformation process.
Keyword��
lubrication; 3104 aluminum alloy; texture; thickness;
Received�� 2003-07-02
����ǿ�ȸߡ� ��ʴ�Ժ��Լ��������������������õ��ŵ��3104���Ͻ����������Ϲ�����������, Ҫ�����������ԽСԽ��
[1 ,2 ,3 ]
�� �������ϸ������ԵIJ���, ��Ҫ���ڲ��ϼӹ�����������, �α�����λ���Ļ��ƶ����¾������ת, ����ȡ��������κ˺���������
[4 ]
�� ֯�����γ�ʹ���ϲ�����������, ���, ���ָ������Կ�ͨ��֯������������, �Ӷ���ߺ��ƽ������ϵij�ѹ������
[5 ,6 ]
��
��ͨ�������ƹ�����, Ӧ��״̬��ܶ������й�, ������Ƶ�������Ʒ�ߴ�ı仯, ��������Ʒ֮���Ħ���ȡ� ����Щ���ض�����������ľ����й�, �Ӷ������ƹ���������ͬ��Ӧ��״̬, �������Ʒ�IJ�ͬ��Ȳ������ͬ��֯��
[7 ]
��
�������߲���X����֯������������, �о�����3104���Ͻ��IJ�ͬ��Ȳ�Ӧ��״̬��Ӱ�졣 ��ʾ��3104���Ͻ��ڲ�ͬ������������������֯�����γɺͷ�չ����, ̽��Ħ������Ʒ�������ȡ��������Ϊ��Ӱ�졣
1 ʵ��
�����������ӹ���������3104���Ͻ�������Ʒ����(���2.3 mm), �仯ѧ�ɷ�(��������, %)Ϊ: Mn 1.0, Mg 1.28, Cu 0.22, Fe 0.36, Si 0.19, ����ΪAl�� ������������������ֱ������(With lubrication, WL)�Ͳ���(Without lubrication, WOL)������, ��Ϊ���͡� ����ѹ�����ֱ�Ϊ70%, 80%, 90%�� Ϊ�о���ͬ��ȷ���֯���ı仯, ����ͬѹ�������������غ�ȷ����3��(����㡢 1/4�㡢 ���IJ�)ȡ��, ���ú�Ȳ���T ������������ĵľ���(�����, T =1; 1/4��, T = 0.5; ���IJ�, T =0)�� ���㾭��ĥ�ͽ�ʴ���Ƴ�֯���ⶨ��Ʒ��
֯��������D/max-��A��X��������������ɡ� ����Schulz���䷨�� CoK��
[8 ]
���㡣 ����Ժ��� (�� =45��)��ODF����ͼ��ʾ��
2 ʵ����
2.13104���Ͻ����֯��
������֪, ����������������Ҫ֯����ְ�����ͭBrass{110}��112��, S{123}��634��, ͭCopper{112}��111��, ��˹Goss{011}��001��, R/S{124}��211��, ����Cube{001}��100��, ��ת����Cube+ND90��{001}��110��֯���� ��Щ֯�������Euler�ռ���ض�λ����ͼ1��ʾ�� ���Ͻ����Ʊ���֯����Ҫλ��2��ȡ������: ��һ֦���� ȡ������, ��Ҫ��Brass{110}��112��, S{123}��634����Copper{112}��111��֯�����; ��һ֦���� ȡ������, ��Ҫ��Goss{011}��001����Brass{110}��112��֯����֡� �� ȡ�������� ȡ�����ཻ��Brass{110}��112���� ����Roe����ϵͳ��֪, �ں��� =45�����ͼ��, ������ʾ�˳�S֯���������ȫ��֯�����, ���ô˽���ͼ��������������Ҫ����֯����ֵ�ǿ��(��ͼ 1)��
ͼ1 �ڦ�=45�����ͼ�е�ȡ�� Fig.1 Orientation found in section ��=45��
2.2 WL��WOL��Ʒ��ODFͼ
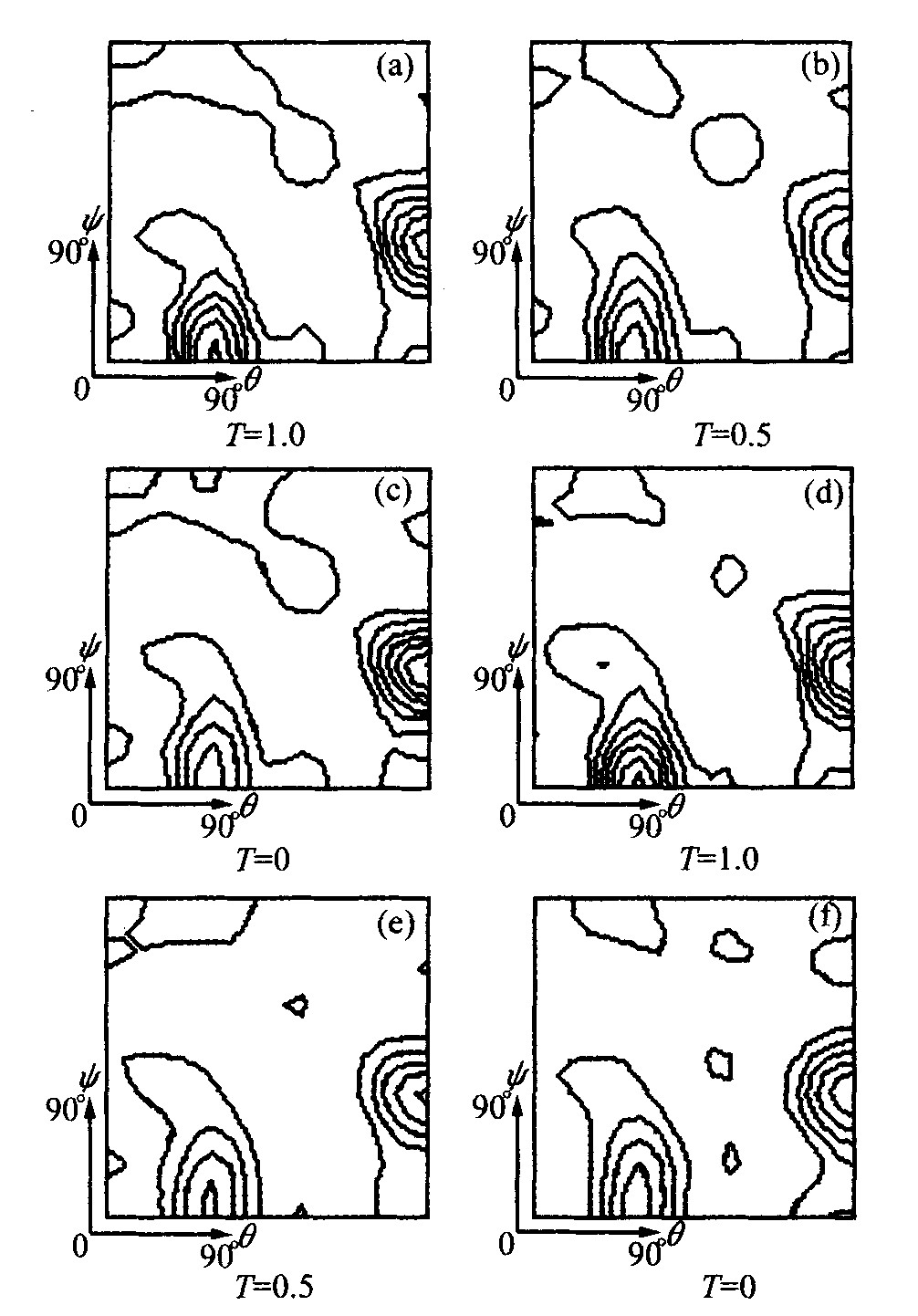
ͼ2(a)~2(c)��ʾΪ����ѹ����70%��WL��ĵ�ODF���� =45�����ͼ�� ���Կ���, �����
ͼ2 ����ѹ����Ϊ70%��3104���Ͻ� ��ĵ�ODF���=45�����ͼ Fig.2 Constant ��=45�� section of ODFs in cold-rolled 3104 aluminum alloy sheets with 70% reduction (a), (b), (c)��WL; (d), (e), (f)��WOL
��֯������Ҫ��Copper {112}��111���͡� Brass {110}��112���͵�֯��������, ��ǿ�������仯���仯�� ��Ƚ϶���, �������Ʒ��Copper, Brass, R/S, S֯�����ǿ�Ƚϸ�, 1/4����Ʒ�����IJ���Ʒ��֯�����ǿ������С�� ͼ2(d)~2(f)��������ѹ����Ϊ70%��WOL��ĵ�ODF���� =45�����ͼ�� ����֯���仯������WL��Ʒһ��, ������Ʒ�ı����Brass��S֯����ֵ�ǿ�ȼ���Ҫ�Ը���WL��Ʒ������֯����ֵ�ǿ�ȡ� ����1/4������IJ�WOL��Ʒ��WL��Ʒ֯�����ǿ�Ȳ��
������ѹ����Ϊ80%��90%ʱ(ͼ3, 4), WL���ƺ�WOL���ƿɵõ���ѹ����Ϊ70%ʱͬ���Ĺ���, ��������֯�����ǿ�ȼ������, ���IJ��֮, 1/4��֯�������� �Ա�80%ѹ������WL��WOL��Ʒ��֯��ǿ�����Կ���, WOL��Ʒ�����
ͼ3 ����ѹ����Ϊ80%��3104���Ͻ� ��ĵ�ODF���=45�����ͼ Fig.3 Constant ��=45�� section of ODFs in cold-rolled 3104 aluminum alloy sheets with 80% reduction (a), (b), (c)��WL; (d), (e), (f)��WOL
ͼ4 ����ѹ����Ϊ90%��3104���Ͻ� ��ĵ�ODF���=45�����ͼ Fig.4 Constant ��=45�� section of ODFs in cold-rolled 3104 aluminum alloy sheets with 90% reduction (a), (b), (c)��WL; (d), (e), (f)��WOL
��֯�����ǿ�����Ը���WL��Ʒ�����֯����ǿ�ȡ� �����IJ�����WL��Ʒ��֯�������ǿ��WOL��Ʒ��֯����֡� 1/4������֯�����ǿ����ϵ�����ԡ� ��ѹ����Ϊ90%ʱ�ɵõ���80%ʱ��ͬ�Ľ���, ֻ������Ʒ�ı����֯����ֵ�ǿ�Ƚ�һ�����(ͼ4)��
2.3WL��WOL��Ʒ��ͬ��Ȳ��֯��ȡ���ܶ�
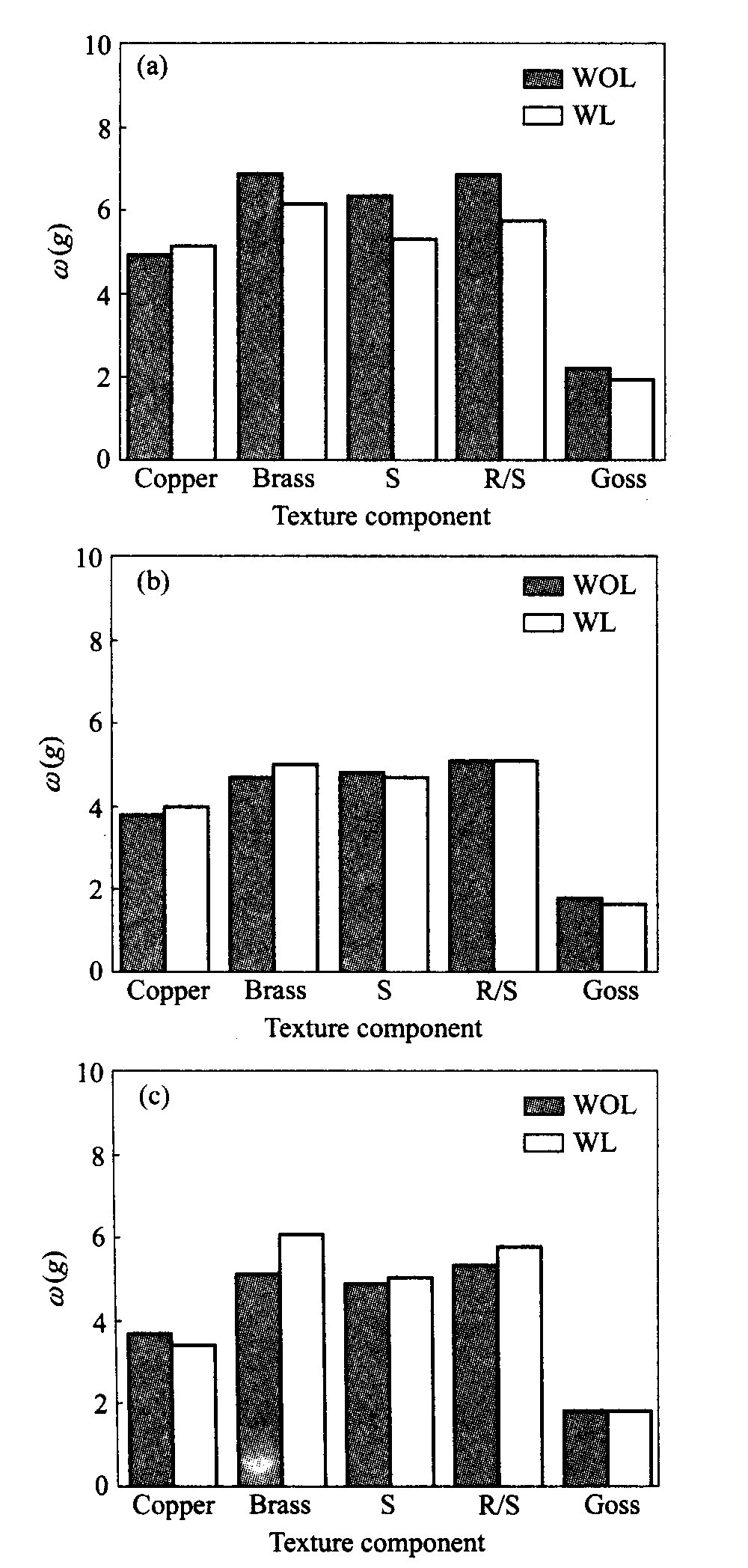
ͼ5����70%ѹ����WL��WOL��3104���Ͻ��IJ�ͬ��Ȳ����Ҫ֯����ֵ�ȡ���ܶ�ֵ(�� (g ))�ı仯���ɡ� �ɼ�, ����WOL��Ʒ������ĸ���Ҫ֯����ȡ���ܶ�(����Brass, S, R/S)������WL��Ʒ��������ͬ֯�����͵�ȡ���ܶȡ� ����Ʒ��1/4��, WOL��Ʒ��WL��Ʒ�ĸ�ȡ���ܶȽ�����ȡ� ����Ʒ�����IJ�, WOL��Ʒ�ĸ���Ҫȡ���ܶ���С��WL��Ʒ��ȡ���ܶȡ�
ͼ5 ����ѹ����Ϊ70%��3104���Ͻ� ��ĵĸ���ȡ���ܶ� Fig.5 Orientation densities (��(g)) of main texture components in cold-rolled 3104 aluminum alloy sheets with 70% reduction (a)��Surface layer; (b)��1/4 layer; (c) ��Center layer
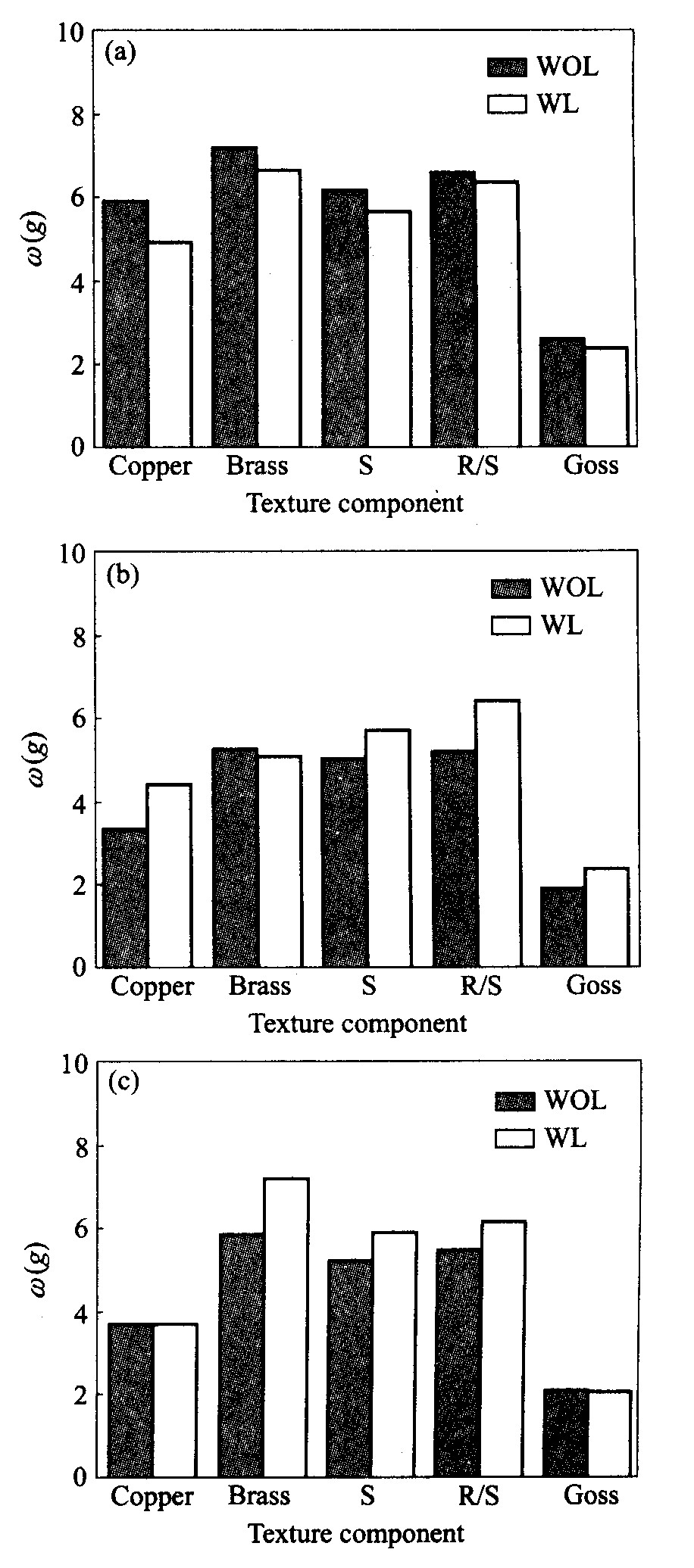
ͼ6��7������80%��90%ѹ����WOL��WL��Ʒ��ͬ��Ȳ����Ҫ֯����ֵ�ȡ���ܶȱ仯���ɡ� �����Ͽ��Եõ���70%ѹ����ʱһ�µĽ��, ֻ������ѹ����������, WOL��Ʒ�ı����ȡ���ܶ�ֵ��WL��Ʒ��ߺܴ� ����1/4������IJ�, WOL��Ʒ��֯����ֵ�ȡ���ܶ�С��WL��
ͼ6 ����ѹ����Ϊ80%��3104���Ͻ� ��ĵĸ���ȡ���ܶ� Fig.6 Orientation densities (��(g)) of main texture components in cold-rolled 3104 aluminum alloy sheets with 80% reduction (a)��Surface layer; (b)��1/4 layer; (c)��Center layer
Ʒ��֯����ֵ�ȡ���ܶȡ�
2.4ѹ������WL��WOL��Ʒ�����֯����Ӱ��
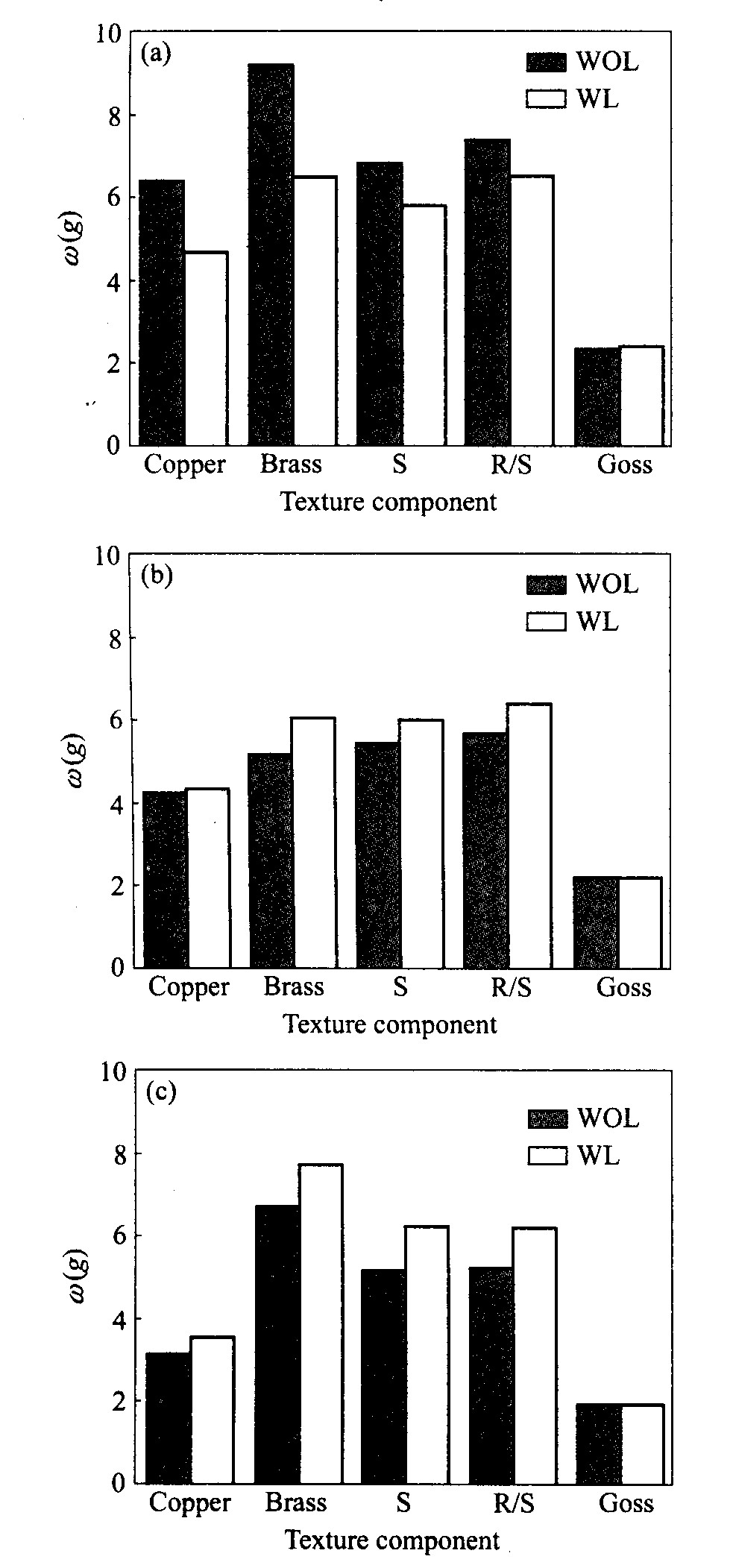
ͼ8��ʾΪ������������������, 3104���Ͻ��ı������Ҫ֯����ֵ�ȡ���ܶȱ仯�� ͼ8(a)
ͼ7 ����ѹ����Ϊ90%��3104���Ͻ� ��ĵĸ���ȡ���ܶ� Fig.7 Orientation densities (��(g)) of main texture components in cold-rolled 3104 aluminum alloy sheets with 90% reduction (a)��Surface layer; (b)��1/4 layer; (c)��Center layer
ΪCopper֯�������ѹ�����仯ʱ��ȡ���ܶ�ֵ�ı仯�� ����WL��Ʒ, ����ѹ����������, ��ȡ���ܶ������½�, ��5.2����4.6�� ����WOL��Ʒ, Copper֯�����ǿ����ߺܴ�, ��70%ʱ��4.6��ߵ���90%ʱ��6.8�� ��ͼ8(b)�ɼ�, ����ѹ����������, WL��Ʒ����Brass֯��ȡ���ܶȱ仯��С, ��WOL��Ʒ�����Brass֯�����ȡ���ܶ���ߺܴ�, ��70%ʱ��6.8��ߵ���90%ʱ��9.3, ������R/S, S��ֵ�ȡ���ܶ�, �������������������������������, ��������������, ��ȡ���ܶ���80%ʱ���н���, ����90%ʱ���, ��ͼ8(c), 8(d)��ʾ�� ��ͼ8�����Կ���, ������������Ʒ�ı�������Ҫ֯����ֵ�ȡ���ܶ��ձ����ͬ��������������Ʒ��ȡ���ܶȡ�
3 ����������
3.1 ��ȷ����ϵ�Ӧ��״̬
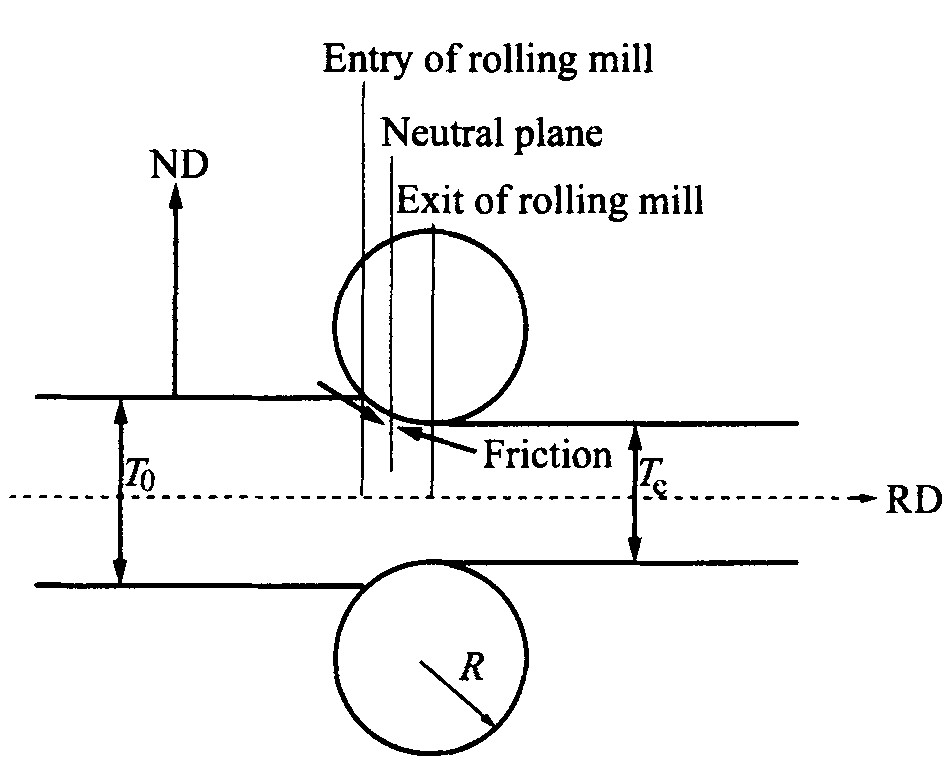
�����Ʊ��ι�����, Ӧ��״̬ͨ������ƽ��Ӧ��, ��Ӧ���� 11 =-�� 33 , �� 22 , �� 12 , �� 13 , �� 23 Ϊ0, ����1, 2, 3�ֱ��ʾ����(RD), ����(TD), ���淨�߷���(ND)�� һ��, �ڱ��ι�����Ӧ��״̬������һ����ֵ, �����������������ڵ�����λ�õı仯���仯, Ҳ�������������ȵı仯���仯�� ͨ��������ֻ����Ϊһ����ά����, ���� 22 =�� 12 =�� 23 =0, ������Ӧ��״̬�������ƽ��Ӧ��֮��IJ����������һ����0�ļ���Ӧ���� 13 �� �� 13 ��2�������ع�ͬ����, �� 13 =1/2(e 13 +e 31 )
[9 ]
�� e 13 ��e 31 ��������ı仯��ͼ9, 10��ʾ�� �����ƹ�����e 31 �ı仯��������εĺ��ѹ������ ��Ʒ�ܺ�ȼ������ߴ繲ͬ������ ��������ʽ����õ�:
e 3 1 = r 2 r R T ? ( r T 2 ) 2 �� ? ? ? ( 1 )
e
3
1
=
r
2
r
R
��
-
(
r
��
2
)
2
?
?
?
(
1
)
ʽ�� T Ϊ��Ʒ���; R Ϊ����ֱ��; r Ϊ����ѹ������ r ������Ϊ
r =(T 0 -T e )/T 0 (2)
ʽ�� T 0 Ϊ��Ʒ��ǰ���; T e Ϊ��Ʒ�����ȡ�
e 31 ����ǰ��������С, ���Ǵ���Ʒ�ֲ��ȶ���, e 31 �Ĵ�С���Ȳ�T �ء� e 13 ��������������֮���Ħ��������, Ħ����Խ��, e 13 ֵ��Խ��, ��͵���ƽ��Ӧ��״̬��ƫ�ơ� ������������ڴ����������ֵ, ��������Ϊ0, ���������ij��ڴ��и������ֵ�� ��ΪĦ��ֻӰ����Ʒ�ı�������Ӱ����Ʒ�����IJ�, ��e 13 Ӱ����Ʒ�ĺ�Ȳ�T ��Ӧ��״̬
[10 ,11 ]
, �Ҷ���Ʒ�ı����Ӱ�����
ʵ�鷢��, WOL���ƺ�WL���Ƶ����������ذ����֯�������������ı仯(ͼ2~4)�� ����2�����ƹ�������Ʒ��ȡ� �����ߴ�ȼ���������ȫһ��, ����2�������µ�Ӧ��e 31 ��ȫ��ͬ, �ʶ�
ͼ8 ��ͬ������������3104���Ͻ��ı������Ҫ֯����ֵ�ȡ���ܶ� Fig.8 Orientation densities (��(g)) of main texture components in surface layer of cold-rolled 3104 aluminum alloy sheets with different reductions (a)��Copper; (b)��Brass; (c)��S; (d)��R/S
ͼ9 ��һ�����Ƶ����б��εļ��γߴ� Fig.9 Geometry of deformation during a rolling pass
ͼ10 ���ƹ����и���e31 ��e13�ı仯���� Fig.10 Schematic representation showing variation of e31 and e13 in a roll gap
֯��������ͬ��Ӱ�졣 Ȼ����WOL����������ʱ, Ħ������Ʒ���˺ܴ��Ӱ��, ����WOL��Ʒ��e 31 ����WL��Ʒ��e 31 ֵ�� ���������WOL��Ʒ��ȡ��Ӧ��IJ���, �����ʹ��WOL��Ʒ������ȷ�������WL��Ʒ��ȫ��ͬ��֯���仯,������Ħ����Ҫ��������Ʒ�ı����, ʹ��WOL��Ʒ��������Ҫ֯�����ǿ�����Ը���WL��Ʒ������֯����
3.2 ��Ʒ�����֯�����ݱ����
��ͼ8���Կ���, ���ܲ�ͬ������������3104���Ͻ��ĵ���Ҫ֯��������ͬ, ����֯����ֵ�ǿ�ȼ����������졣 ���ֲ�����Ҫ����������ѹ������Ħ�������IJ�ͬʹ�ý�������������ȡ�����仯���¡� �����ƹ�����, Ħ����������ѹ���Ĺ�ͬ���õ������ư���غ�ȷ��������ͬ�ļ���Ӧ�䡣
��������ѹ����������, WL��ı�����֯����ֵ�ȡ���ܶȱ仯�ʲ�ͬ�ı仯����, ����Brass, S, R/S֯��ǿ��������, ��Copper֯�������� ����Ҫ������WL��ı������Ħ���������ص�Ӱ���С, ����Ӧ��ɺ��Բ���, ��ʱ���ϵ�����Ӧ��ӽ��ڶԳƱ���, ���ű��γ̶ȵ�����, ����ȡ������ �ߺ��� ������, ��������̬��Goss֯�������ű��ε���������Brass֯��ת��, �Ӷ�����Brass֯����ֵ�ȡ���ܶȲ������ӡ� Hirsch��Ԥ�ⷢ��
[12 ]
, �����Ʊ��ξ��ȵ������, ���ƹ���ǰ��Ʒ�е�Cube����֯������ȡ��������̬��Copper֯��ת��, ����γ̶��¾���ͨ��Sȡ��λ�ú�, ��ת�ٶȼ���, ������������ۼ���Sȡ����Χ, ʹ���κ�Sȡ���ܶȽϴ�
[13 ,14 ]
��
����WOL���������֯��ȡ���ܶȶ���, ��������Ħ��ϵ���ϴ�, ����������֮��������Ħ��, ���岻���ȱ�������, �����������ܽϴ��Ħ������, �Ӷ�����Ʒ�ı������һ���ļ���֯��, �����ű�����������, ����֯����ǿ
[15 ]
�� ���Ǽ���֯�����ȶ�, �����Ʊ���ʱ, �����ƺ���TD������ת�� ���ű�����������, ����֯����һ������̬��֯����Ѹ�����ȶ���Copper֯���ݱ䡣 ͬʱ�����ڼ��б��ε�������, ���������Ļ���ϵ�μӻ��ƺͽ�����, ʹ��Sȡ����Χ�ľ������������� ȡ�����˶�, �Ӷ�����Copperȡ�� ���WOL��Ʒ�����Copper֯��������������Ӷ���������ǿ��, ͬʱҲ����3104���Ͻ�����������Ҫ֯��Brass, S, R/S��ǿ����ߡ�
4 ����
�о�����3104���Ͻ�����ƹ�����, ����Ʒ��ͬ��֯���ݱ��Ӱ�졣 ��������������������, ��Ʒ�ĸ���Ҫ֯�����δ�����仯, ��Ϊ���͵�ͭʽ֯������, ����Ҫ��Copper, Brass, R/S, S�����ɡ� ��ѹ����������, ��������Ʒ������R/S, S���, 1/4������IJ��Brass, R/S, S�����ǿ, ��������Copper��ּ����� ����������������Ʒ����, ����֯��������������, ����Ʒ�ı����, ��Ʒ��֯�����ȡ���ܶ��ձ������ͬѹ��������������Ʒ��ȡ���ܶȡ� ������Ʒ�����֯�������ǿ��ԭ��ɹ��ΪĦ�������ö�����Ӧ��״̬�ĸı䡣
�����
[1] ��DillamoreIL,KatohH.Themechanismsofrecrystallizationincubemetalswithparticularreferencetotheirorientation dependence[J].MetalScienceJournal,1974,8(3):7383.
[2] ��HollinsheadPA,SheppardT.Developmentofrollingtexturesinaluminumalloy3004subjectedtovaryinghotrollingdeformation[J].MetallurgicalTransactionsA,1989,20(8):14951507.
[3] ��MerchantHD,HodgsonDS,O ReillyI,etal.Structureandpropertyevolutionduringdrawingandwallironingofaluminumalloy3004[J].MaterialsCharacterization,1990,25(3):251261.
[4] ��BungeHJ.Textureandanisotropy[J].ZMetallkd,1979,70(7):411418.
[5] ��MajorB.Texture,microstructure,andstoredenergyinhomogeneityincoldrolledcommercialpurityaluminumandcopper[J].MaterSciTechnol,1992,8(6):510515.
[6] ��RaabeD.Inhomogeneityofthecrystallographictextureinahot rolledausteniticstainlesssteel[J].JMaterSci,1995,30(1):4752.
[7] ��HUZhuo chao,LIUYang dong,ZHANGDe fen,etal.Texturesvariationof3104aluminumalloysheetsunderdifferentrollingconditions[J].TransNonferrousMetSocChina,2003,13(3):574578.
[8] ����־��,�����,������.֯�����ϵ���άȡ���������ODF����[M].����:������ѧԺ������,1986.108109.LIANGZhi de,XUJia zhen,WANGFu.Threedimensionalorientationanalysisoftexturedmaterials��ODFanalysis[M].Shenyang:NortheastUniversityofTechnologyPress,1986.108109.
[9] ��DugganBJ,LeeCS.DeformationbandingoriginsizeandrecrystallizationinFCCintermediate to highSFEmetals[J].ScriptaMetallMater,1992,27(11):15031507.
[10] ��HuhMY,ChoYS,KimJS,etal.Effectoflubricationontheevolutionofthroughthinknesstexturegradientsincoldrolledandrecrystallizedlowcarbonsteel[J].ZMetallkd,1999,90(2):124131.
[11] ��HuhMY,ChoYS,EnglerO.Effectoflubricationontheevolutionofmicrostructureandtextureduringrollingandrecrystallizationofcopper[J].MaterialScienceandEngineeringA,1998,247:152164.
[12] ��HirschJ,L��ckeK.MechanismofdeformationanddevelopmentofrollingtexturepolycrystallineFCCmetalsIIsimulationandinterpretationofexperimentsonthebasisofTaylortypetheories[J].ActaMetall,1988,36(11):28832904.
[13] ��ëΪ��,������.�������֯����������[M].����:ұ��ҵ������,1995.96102.MAOWei min,ZHANGXin ming.QuantitativeTextureAnalysisofCrystallineMaterials[M].Beijing:MetallurgicalIndustryPress,1995.96102.
[14] ��������,�����,Ф����,��.���Ըߴ����α�֯����Ӱ��[J].�й���ɫ����ѧ��,2001,11(5):785790.ZHANGXin ming,JIANGHong hui,XIAOYa qing,etal.InfluenceoflubricantsondeformationtexturesinhighpurityAl[J].TheChineseJournalofNonferrousMetals,2001,11(5):785790.
[15] ��LeeCS,DugganBJ.Simpletheoryforthedevelopmentofinhomogeneousrollingtextures[J].MetallTranA,1991,22(11):26372643.