Trans. Nonferrous Met. Soc. China 24(2014) 2414-2419
Effect of ultrasonic melt treatment on structure refinement of solidified high purity aluminum
Hai-jun HUANG1, Yi-fan XU1, Da SHU1, Yan-feng HAN1, Jun WANG1,2, Bao-de SUN1,2
1. Shanghai Key Laboratory of Advanced High-temperature Materials and Precision Forming, Shanghai Jiao Tong University, Shanghai 200240, China;
2. State Key Laboratory of Metal Matrix Composites, Shanghai Jiao Tong University, Shanghai 200240, China
Received 17 October 2013; accepted 23 April 2014
Abstract: Effect of ultrasonic melt treatment on the macrostructure of solidified high purity aluminum was studied experimentally using metallographic method and complementary numerical calculations of acoustic pressure and velocity distribution in the melt. The results reveal that the macrostructure is effectively refined within a cone-shaped zone ahead of the irradiating face. Inner crystals along with wall crystals multiply particularly within the effectively refined zone and they contribute equally to structure refining. Isothermal holding after ultrasonic melt treatment results in loss of nucleation potency for nearly a half of nuclei, indicating that ultrasound activated heterogeneous nucleation may be as equal important as homogeneous nucleation for ultrasonic induced structure refining.
Key words: grain refinement; ultrasonic; aluminum; solidification
1 Introduction
Microstructural refinement has been proved to be crucial for industrially used metals to minimise casting defects, improve mechanical properties and hence enhance engineering performance. As a simple and potential physical method, ultrasonic treatment has been proved to be effective to refine metal grains [1-3]. Generally, the application of ultrasound in an overheated melt (namely the ultrasonic melt treatment) or during solidification involves two main refining mechanisms: cavitation activated nucleation [4-6] and grain multiplication, due to dendrite fragmentation caused by cavitation [7-10]. Each mechanism offers a unique perspective and differs in source of nuclei and the following nucleation processes, which complicates assessment of the refining capacity. In the former case, the collapse of a cavity or bubble can generate extremely large pressure spikes to increase the freezing temperature of the liquid and hence promotes homogeneous nucleation, or activate insoluble impurity particles in the melt, e.g. oxides, as effective heterogeneous nuclei to grow grains by the imposition of ultrasound [11-13]. Pioneering works [4,11,14] elucidated that ultrasonic treatment benefits activating nucleants and the potency as melt inoculated, and heterogeneously nucleated wall crystals have marginal refining effect on the final structure. However, little work has aimed to clarify respective contributions of the cavitation induced homogeneous or heterogeneous nucleation to the final refinement and the refining potential of ultrasonic melt treatment. Moreover, most of the previous works conducted in alloys containing a variety of solutes, which are known to promote growth restriction as well as nucleation suppression during solidification and thus complicate refining mechanisms and the assessment.
In the present work, ultra high purity aluminum (99.999%) was employed, the effect of ultrasonic melt treatment on grain density in the solidified structure was studied in order to greatly avoid the potential disturbance of impurity or solutes on nucleation or restricted grain growth, and the role of cavitation induced homogeneous nucleation on the final refinement was directly studied. Based on that, the potency of ultrasonic grain refinement would be demonstrated.
2 Experimental and numerical modeling
2.1 Experimental
An ingot of 360 g pure aluminum (99.999%) was first put into a clean corundum crucible, melted in a closed resistant furnace at 700 °C for 2 h, and then held at 670 °C. A titanium cylindrical sonotrode of 20 mm in diameter right above the crucible was lowered in the furnace through a hole locating at the center of the furnace lid, which was preheated for about 15 min before immersed to the depth of 25 mm in the melt. The sonotrode was connected to a water-cooled piezoelectric transducer and an ultrasonic generator operating at fixed 20 kHz frequency and power output of 1000 W. After 2 min treatment, the sonotrode was immediately lifted up and the ultrasonicated melt along with the crucible was drew out of the furnace and cooled in the air. Two further contrast experiments were conducted: one sample was obtained by immersing idle sonotrode in melt for 2 min without ultrasonic output and another one was held for 10 min at 670 °C after ultrasonic treatment and before air-cooling. For convenience, the three samples were denoted irradiated, unirradiated and holding sample, respectively.
The resulted samples (~60 mm height) were then longitudinally sectioned into two parts, and one half of each sample was further cross sectioned into four parts every 15 mm in height (as shown in Fig. 1). All of the sections were then ground, polished and etched with a mixed acid solution composed of hydrochloric and nitric acid for metallographic examination.

Fig. 1 Sectioning of obtained aluminum ingot samples
2.2 Numerical modeling
Two separate models were applied to calculate the acoustic pressure and acoustic streaming in the melt, respectively. Propagation of time harmonic ultrasound waves in the melt is governed by Helmholtz equation as follows [7]:
 (1)
(1)
where p is the acoustic pressure, ρ is the melt density, ω is the angular frequency, and c is the sound speed in the melt. Equation (1) was solved for the aluminum melt geometry in Fig. 2 using the commercial finite element software COMSOL Multiphysics. Acoustic power input was transformed to a pressure source boundary as ps=pAcos(ωt), where pA=(2ρcW/πR2)1/2, W is the applied ultrasonic power and R is the end face radius of the sonotrode. The melt/air interface is a soft sound boundary, the melt/crucible interface is an acoustic impedance boundary, and others are hard sound boundaries. Modeling details can be found in Ref. [7].

Fig. 2 Schematic diagram of model geometry for calculations (a) and boundary conditions (b)
The time-average convection flow induced during the passage of an acoustic wave, namely acoustic streaming, was modelled based on the theory proposed by LIGHTHILL [15]. It was assumed that the irradiating face of the sonotrode is an inlet where all the acoustic energy absorbed by the liquid is released as a turbulent jet flow to force streaming motion. The velocity profile at the inlet follows the Gaussian distribution as
 (2)
(2)
where F=W/c is the spatial momentum flow rate; r is the radial distance from the acoustic beam axis of the radiating face; S is the fitting parameter to obtain a particular velocity profile representing the width of the jet releasing from a fictitious “orifice”. The melt/air surface here is a slip wall condition, and others are wall conditions.
Using the above boundary conditions, Navier- Stokes equations as well as the k-ε turbulent equations were solved numerically using COMSOL Multiphysics for the aluminum melt geometry in Fig. 2. The corresponding turbulent kinetic energy k and energy dissipation rate ε at the inlet were estimated as follows:
 (3)
(3)
 (4)
(4)
where Cμ is a constant; μt is the eddy viscosity, μt=0.016(pW/c)1/2; τ is the turbulent length scale, τ=0.07R.
All the parameters used in calculations are listed in Table 1.
Table 1 Parameters used in current numerical calculations

3 Results and discussion
3.1 Macrostructures of samples
As shown in Figs. 3(a) and (b), the unirradiated sample characterized a few coarse crystals. Once ultrasound was applied, the macrostructure was appreciably refined. From both the longitudinal and cross section (Figs. 3(c) and (d)), two regions could be roughly divided: effectively refined region of a cone-shape ahead of the radiation face (Zone I) and relatively poorly refined region around the sonotrode (Zone II). Even after 10 min holding, the two regions were still observed (Figs. 3(e) and (f)). However, the grain structure coarsened significantly, particularly within Zone I.
For clearly distinguishing crystals of different nucleating histories and convenient discussion later, crystals initiated from surfaces (melt/crucible and melt/air surface) were denoted as wall crystals; otherwise, named inner crystals. Figure 4 shows the number of crystals in the longitudinal sections for different samples. The irradiated sample possesses 9 times the sum number of crystal for the unirradiated one, among which the number of wall crystals increases by near 7 times, accounting for 52% of the total crystal increment, while the number of inner crystals increases by almost 17 times and contributes 48% of the total crystal increment. Compared with the irradiated sample, the crystal number of the holding one decreases by 43%. Specifically, the number of inner crystals decreases by 29% while that of wall crystals decreases by 52%, accounting for 31% and 69% of the total crystal reduction, respectively.
Total crystal number in cross sections exhibits similar variations as that in longitudinal sections. Furthermore, with the distance increasing from the radiation face (zero position), the number of crystal decreases, as shown in Fig. 5.
3.2 Pressure and velocity distribution in melt under ultrasound
Figure 6 shows the calculated pressure and velocity distribution in the melt under ultrasound. Acoustic pressure attenuated heavily at the distance far away from the radiation face. Based on a threshold pressure of 1 MPa for cavitating in pure aluminum melt [16], cavitation zone could cover most of the melt volume. But higher pressure in the area ahead of the radiation face would stimulate a high level of cavitation there. Different from the pressure distribution, acoustic flow got maximum value beneath the radiation face and tended to form circulation, but decreased significantly as reaching the bottom of the crucible.
3.3 Discussion
ESKIN [16] explicitly gave the crystal number Z as a function of solidification parameters n, number of nucleation center originating in a unit volume per unit time and their subsequent growth velocity v as follows:
 (5)
(5)
where α is a constant coefficient, and V0 is the initial volume of liquid metal. It is apparent that for a given v, the number of nucleation center n largely determines the final crystal number after solidification. Experimental results show the crystal number increases significantly by ultrasonic treatment, which means ultrasonic treated melt arouses a great number of active nuclei in the melt. Widely accepted ultrasonic-enhanced nucleation mechanisms exclusively refer to ultrasonic cavitation. Expansion of a cavitation bubble accompanied with melt evaporation from the bobble wall lowers the temperature of melt nearby, and the subsequent collapse gives rise to a local pressure spike, which is equivalent to increase the supercooling, thus facilitating homogeneous nucleation events. These cavitation induced nuclei eventually develop into inner crystals. The more intense the local cavitation is, the higher the supercooling is generated and the higher the nucleation rate may be obtained. Therefore, a high level of acoustic pressure ahead of the radiation face results in the increase of the number of inner crystals. However, acoustic flow within the melt inevitably alternates the distribution of the nuclei. Taken away by the flow, the nuclei could reach the bottom of the crucible. Such an effect and the local acoustic pressure distribution may cause the cone-shape effectively refined Zone I, while a weak flow and a relatively low pressure in the melt surrounding the sidewall of the sonotrode lead to a poor refined Zone II.
Besides the cavitation induced homogeneous nucleation, another attractive effect of ultrasonic treatment is the activation of insoluble particles to be heterogeneous sites. Aluminum oxide is unavoidably entrapped in the melt during melting or ultrasonic processing. The oxide is fractured by cavitation and dispersed by the acoustic flow especially within the intense cavitation zone I. The improved wettability favors the oxide as heterogeneous nuclei which may develop both inner and wall crystals based on their positions.
Therefore, both inner and wall crystals may initiate heterogeneously from a cavitation activated oxide or homogeneously from a cavitation induced nucleus. Because of a high level of cavitation covered, there are more inner and wall crystals emerged in Zone I than those in Zone II of less cavitation events.
Considering that nuclei are sensitive to superheat of the melt and thermodynamically unstable, the isothermal holding after ultrasonic treatment extensively re-melts the homogeneous nucleation centers while just heterogeneous substrates could survive [16]. Thus, the contribution of heterogeneous nucleation on the ultrasonic enhanced structure refining of the irradiated sample could be identified by comparison with the grain structure of the holding sample. As mentioned in Section 3.1, the crystal number decreases by 43% after holding. In other words, only about 50% increment of crystal number due to ultrasonic treatment remains. That means heterogeneous nucleation is nearly equal to homogeneous nucleation for contributing the final refining by ultrasonic treatment. Furthermore, the isothermal holding leads to more reduction in the number of wall crystals than that of inner crystals, which reveals that wall crystals may be mainly developed by cavitation induced nuclei transported from the cavitation zone by the acoustic streaming flow.

Fig. 3 Macrostructures of solidified high purity aluminum samples
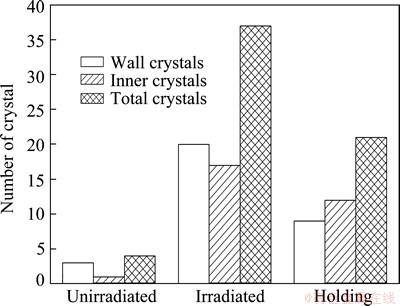
Fig. 4 Number of crystal for different samples within longitudinal sections in Fig. 1

Fig. 5 Number of crystal in cross sections of different samples

Fig. 6 Numerical simulation results for pressure (left) and velocity field (right) in melt under ultrasound
4 Conclusions
1) Macrostructure of solidified high purity aluminum after ultrasonic melt treatment is characterized by a cone-shaped effectively refined zone and a poor refined zone. Inner and wall crystals concentrate within the effectively refined zone. The number of crystal decreases with the distance away from the radiation face.
2) Ultrasonic melt treatment can increase the number of wall crystals and inner crystals, contributing equally to the final refined structure.
3) Both inner and wall crystals may initiate heterogeneously from a cavitation activated oxide or homogeneously from a cavitation induced nucleus. For ultrasonic induced macrostructure refining, heterogeneous nucleation is as equally important as homogeneous nucleation since only a half of crystals in the total increment can survive after isothermal holding.
References
[1] QIAN M, RAMIREZ A, DAS A, STJOHN D H. The effect of solute on ultrasonic grain refinement of magnesium alloys [J]. Journal of Crystal Growth, 2010, 312(15): 2267-2272.
[2] PUGA H, BARBOSA J, COSTA S, RIBEIROB S, PINTOA A, PROKICC M. Influence of indirect ultrasonic vibration on the microstructure and mechanical behavior of Al-Si-Cu alloy [J]. Materials Science and Engineering A, 2013, 560: 589-595.
[3] ZHANG L, WU G H, WANG S H, DING W J. Effect of cooling condition on microstructure of semi-solid AZ91 slurry produced via ultrasonic vibration process [J]. Transactions of Nonferrous Metals Society of China, 2012, 22(10): 2357-2363.
[4] RAMIREZ A, QIAN M, DAVIS B, WILKSC T, STJOHN D H. Potency of high-intensity ultrasonic treatment for grain refinement of magnesium alloys [J]. Scripta Materialia, 2008, 59(1): 19-22.
[5] ATAMANENKO T, ESKIN D, ZHANG L, KATGERMAN L. Criteria of grain refinement induced by ultrasonic melt treatment of aluminum alloys containing Zr and Ti [J]. Metallurgical and Materials Transactions A, 2010, 41(8): 2056-2066.
[6] SHAO Z, LE Q, ZHANG Z, CUI J Z. Effect of ultrasonic power on grain refinement and purification processing of AZ80 alloy by ultrasonic treatment [J]. Metals and Materials International, 2012, 18(2): 209-215.
[7] SHU D, SUN B, MI J, GRANT P S. A high-speed imaging and modeling study of dendrite fragmentation caused by ultrasonic cavitation [J]. Metallurgical and Materials Transactions A, 2012, 43: 3755-3766.
[8] CHOW R, BLINDT R, CHIVERS R, POVEYC M. The sonocrystallisation of ice in sucrose solutions: primary and secondary nucleation [J]. Ultrasonics, 2003, 41(8): 595-604.
[9] LI Y, FENG H, CAO F, CHENA Y B, GONGA L Y. Effect of high density ultrasonic on the microstructure and refining property of Al-5Ti-0.25 C grain refiner alloy [J]. Materials Science and Engineering A, 2008, 487(1): 518-523.
[10] ZHANG L, ESKIN D, MIROUX A, KATGERMAN L. On the mechanism of the formation of primary intermetallics under ultrasonic melt treatment in an Al-Zr-Ti alloy [J]. Proceedings of the IOP Conference Series: Materials Science and Engineering, F, 2012, 27: 012002.
[11] QIAN M, RAMIREZ A, DAS A. Ultrasonic refinement of magnesium by cavitation: Clarifying the role of wall crystals [J]. J Cryst Growth, 2009, 311(14): 3708-3715.
[12] ZHANG S, ZHAO Y, CHENG X, CHEN G, DAI Q X. High-energy ultrasonic field effects on the microstructure and mechanical behaviors of A356 alloy [J]. J Alloy Compd, 2009, 470(1): 168-172.
[13] MOUSSA M, WALY M, EL-SHEIKH A. Effect of high-intensity ultrasonic treatment on modification of primary Mg2Si in the hypereutectic Mg-Si alloys [J]. J Alloy Compd, 2013, 577: 693-700.
[14] RAMIREZ A, QIAN M, DAVIS B, WILKS T. High-intensity ultrasonic grain refinement of magnesium alloys: role of solute [J]. Int J Cast Metal Res, 2009, 22(1-4): 260-263.
[15] LIGHTHILL S J. Acoustic streaming [J]. J Sound Vib, 1978, 61(3): 391-418.
[16] ESKIN G. Ultrasonic treatment of light alloy melts [M]. Amsterdam: Gordon and Breach Science Publishers, 1998.
熔体超声处理对高纯铝凝固组织的影响
黄海军1,徐逸帆1,疏 达1,韩延峰1,王俊1,2,孙宝德1,2
1. 上海交通大学 上海市先进高温材料及其精密成形重点实验室,上海 200240;
2. 上海交通大学 金属基复合材料国家重点实验室,上海 200240
摘 要:通过实验并结合熔体中声场与流场的数值模拟,研究熔体超声处理对高纯铝凝固组织的细化。结果表明:经超声处理后高纯铝凝固组织在声发射端前沿产生锥形有效细化区,内部晶与壁面晶大量出现,其共同影响最终的组织细化。超声后的等温处理导致近半数的核心重熔。因此,异质形核与均质形核对超声细化同等重要。
关键词:晶粒细化;超声;铝;凝固
(Edited by Chao WANG)
Foundation item: Project (51174135) support by the National Natural Science Foundation of China; Project (2012CB619505) supported by the National Basic Research Program of China; Project (NCET-13-0370) supported by the Program for New Century Excellent Talents in University
Corresponding author: Da SHU; Tel: +86-21-54742683; E-mail: dshu@sjtu.edu.cn
DOI: 10.1016/S1003-6326(14)63365-3

