��ͬþ����Al-Si-Cu�Ͻ���̬�ӹ�����֯�ݱ�
��Դ�ڿ����й���ɫ����ѧ��(Ӣ�İ�)2017���7��
�������ߣ�K. S. ALHAWARI M. Z. OMAR M. J. GHAZALI M. S. SALLEH M. N. MOHAMMED
����ҳ�룺1483 - 1497
�ؼ��ʣ�Al-Si-Cu�Ͻ�þ������֯�����̬����
Key words��Al-Si-Cu alloy; magnesium; microstructure; semisolid processing
ժ Ҫ�����ô�ͳ���칤���Ʊ���һϵ��Al-6Si-3Cu-(0.3-2)Mg�Ͻ𡣲�����б��ȴ���Ʊ�ԭ�ϣ�Ȼ����Һ�����Ϊ50%ʱ���д�����Ρ��о�þ��������̬�Ͱ��̬������Al-Si-Cu�Ͻ�����֯�ĵ�Ӱ�졣�о������������Al-Si-Cu�Ͻ�������þ���γ�Al5Cu2Mg3Si5��Mg2Si�࣬�����˲���Al2Cu���Si������Mg����״��-Al5FeSi��ת��ɺ���״�Ħ�-Al8Mg3FeSi6�ࡣ������̬�Ͻ𣬳�����(Al)Ϊ��֦��������Mg���������ӣ���֦�����١����⣬þ�����ӿ����Լ�С��(Al)���������Թ����ò������Ӱ�졣���ڴ�����κϽ𣬺Ͻ������֯ΪϸС����״�����࣬�Ҿ��ȷֲ������Ƭ״�Ľ����仯����������ɱ�Ƭ״����״ת���ϸС��ά״���ӡ�þ���̬�ӹ��Ͻ�Ĺ������������ԡ�Mg2Si���������ɶ��������ת���ϸС��״���ӣ�������״��-Al8Mg3FeSi6ת��ɽ��սṹ������A319�Ͻ���Mg���������ӣ�������κϽ��Ӳ�ȡ�����ǿ�ȺͿ���ǿ�Ⱦ����ӣ����쳤�ʽ��͡�
Abstract: A series of Al-6Si-3Cu-(0.3-2)Mg alloys were produced by a conventional casting process. Cooling slope technique was employed to produce feedstocks before they were thixoformed at 50% liquid fraction. The effect of Mg on the microstructure of Al-Si-Cu aluminium alloys under as-cast and semisolid conditions was investigated. It was found that by adding Mg to Al-Si-Cu alloy, some of the Al2Cu phase and silicon were consumed to form Al5Cu2Mg3Si5 and Mg2Si phases. The needle-like ��-Al5FeSi phase transformed to Chinese-script-like ��-Al8Mg3FeSi6 with the addition of Mg. In the as-cast alloys, the primary ��(Al) was dendritic, but as the Mg content increased, the phase became less dendritic. Moreover, the Mg addition considerably modified the size of the ��(Al) phase, but it had no significant effect on the silicon morphology. In the thixoformed alloys, the microstructure showed a fine globular primary phase surrounded by uniformly distributed silicon and fragmented intermetallic phases. The eutectic silicon was modified from a flaky and acicular shape to fine fibrous particles. The effect of Mg on eutectic silicon during semisolid processing was evident. The primary Mg2Si particles were modified from big polygonal particles to become smaller and more globular, whereas the morphology of the Chinese-script-like ��-Al8Mg3FeSi6 changed to a compact shape. The results also exhibit that as the Mg content in the A319 alloy increased, the hardness, yield strength and ultimate tensile strength of the thixoformed alloys significantly improved, but the elongation to fracture dropped.
Trans. Nonferrous Met. Soc. China 27(2017) 1483-1497
K. S. ALHAWARI1, M. Z. OMAR1, M. J. GHAZALI1, M. S. SALLEH2, M. N. MOHAMMED3
1. Department of Mechanical and Materials Engineering, Faculty of Engineering and Built Environment, Universiti Kebangsaan Malaysia, Selangor 43600, Malaysia;
2. Department of Manufacturing Process, Faculty of Manufacturing Engineering, Universiti Teknikal Malaysia Melaka, Melaka 76100, Malaysia;
3. Department of Engineering & Technology, Faculty of Information Sciences and Engineering, Management & Science University, Selangor 40100, Malaysia
Received 4 May 2016; accepted 28 December 2016
Abstract: A series of Al-6Si-3Cu-(0.3-2)Mg alloys were produced by a conventional casting process. Cooling slope technique was employed to produce feedstocks before they were thixoformed at 50% liquid fraction. The effect of Mg on the microstructure of Al-Si-Cu aluminium alloys under as-cast and semisolid conditions was investigated. It was found that by adding Mg to Al-Si-Cu alloy, some of the Al2Cu phase and silicon were consumed to form Al5Cu2Mg3Si5 and Mg2Si phases. The needle-like ��-Al5FeSi phase transformed to Chinese-script-like ��-Al8Mg3FeSi6 with the addition of Mg. In the as-cast alloys, the primary ��(Al) was dendritic, but as the Mg content increased, the phase became less dendritic. Moreover, the Mg addition considerably modified the size of the ��(Al) phase, but it had no significant effect on the silicon morphology. In the thixoformed alloys, the microstructure showed a fine globular primary phase surrounded by uniformly distributed silicon and fragmented intermetallic phases. The eutectic silicon was modified from a flaky and acicular shape to fine fibrous particles. The effect of Mg on eutectic silicon during semisolid processing was evident. The primary Mg2Si particles were modified from big polygonal particles to become smaller and more globular, whereas the morphology of the Chinese-script-like ��-Al8Mg3FeSi6 changed to a compact shape. The results also exhibit that as the Mg content in the A319 alloy increased, the hardness, yield strength and ultimate tensile strength of the thixoformed alloys significantly improved, but the elongation to fracture dropped.
Key words: Al-Si-Cu alloy; magnesium; microstructure; semisolid processing
1 Introduction
A319 alloy is one of the aluminium silicon casting alloys belonging to the Al�CSi�CCu family, and is widely used in the automotive and aerospace industries because of its specific properties, such as high specific strength, excellent castability, good thermal conductivity and low thermal expansion. In this alloy, silicon provides good casting characteristics and copper gives high strength and machinability. The automotive products manufactured from A319 include engine blocks, cylinder heads, gasoline and oil tanks and oil pans [1-5].
It is known that the performance of a material is determined by its microstructure, i.e., by the microstructural constituents that precipitate during solidification, which are strongly related to the choice of process technology (solidification conditions) and the composition of the material [6]. Generally, conventional casting processes for aluminium silicon cast alloys give rise to a primary phase that has a coarse microstructure and the formation of large compounds with a high degree of segregation [7,8].
In recent years, the need to produce near net shape products with properties superior to those of conventionally cast items has led to a shift in attention toward new processes such as semisolid metal (SSM) processing [9,10]. This type of processing is a promising technique in which a material is formed in the semisolid region at temperatures above the solidus and below the liquids temperature to form a near net shape product [11]. One type of SSM processing technique is the thixoforming process, which is mainly a two-step process that involves preparing a feedstock material with a non-dendritic microstructure, then heating the feedstock to the forming temperature in the semisolid region, and consequently forming in the mushy state [12,13]. A number of techniques can be used to prepare feedstock, such as mechanical stirring, the magnetohydrodynamic (MHD) method, strain-induced melt activation (SIMA), recrystallization and partial melting (RAP) and the cooling slope (CS) technique [14]. A cooling slope is the simplest and cheapest way to prepare an ingot for thixoforming. In this technique, the non-dendritic microstructure is produced by pouring the molten alloy modestly superheated over an inclined cooling plate [15,16]. The suitability of the process to the material is dependent on the microstructural evolution of the material in the semisolid state; large coarsening has a detrimental effect on the process and the mechanical properties of the product [11]. A primary phase containing particles of small size and high sphericity is preferable for the feedstock material.
It is known that the introduction of magnesium into Al-Si-Cu alloys can enhance the mechanical properties of the alloys by the precipitation of a strengthening Mg2Si phase [17]. Furthermore, although higher magnesium content increases the strength of the alloys, the formation of a coarse Mg2Si compound under conventional casting conditions results in alloys with low ductility and poor fracture toughness [18]. Therefore, the coarse Mg2Si phase must be modified to ensure acceptable mechanical strength and ductility. Semisolid processing offers the possibility of producing aluminium silicon alloys with fine microstructure, reduced segregation of coarse phases, and uniform distribution of second phases [19,20]. Moreover, the morphology of the Mg2Si phase can be refined in the semisolid processed alloys as lower operating temperatures are used than in the conventional casting process [21].
Even though the effects of magnesium on the microstructure of conventionally cast aluminium silicon alloys have been extensively investigated in the literatures [4-6,22-26], only few studies have looked into its effects on the microstructure of semisolid processed aluminium alloys [18,27]. Moreover, there seems to be no published research on the effect of magnesium on the microstructure of semisolid processed A319 alloy. Therefore, this work aims to investigate the microstructural evolution of A319 alloy during semisolid processing with the addition of different amounts of magnesium.
2 Experimental
Three hypoeutectic Al-6Si-3Cu-(XMg) alloys (X=1, 1.5, 2, mass fraction, %) were fabricated by adding magnesium to the A319 alloy. The A319 alloy was melted in a silicon carbide crucible inserted in an electric resistance furnace at 750 ��C. At this temperature, controlled amounts of pure Mg preheated to 300 ��C and wrapped in Al foil were added with the aid of a perforated steel cage under a protective argon atmosphere. The molten metal was stirred for 5 min to obtain a homogenous mixture before it was cast into a steel mould. The chemical composition of the alloys was determined using X-ray fluorescence (XRF). The produced alloys are coded as alloys A, B, and C and their chemical compositions are listed in Table 1.
Table 1 Chemical compositions of studied alloys (mass fraction, %)

Differential scanning calorimetry (DSC) technique was used to estimate the solidus and liquidus temperatures and the liquid fraction (LF) profiles within the semisolid temperature range of the alloys. Small pieces samples (approximately 30 mg) were cut from the alloys for testing with the Netzsch-STA (TG-DSC) 449 F3 simultaneous thermogravimeter. The samples were heated at a rate of 10 ��C/min in nitrogen to prevent oxidation. Determination of the liquid fraction was obtained from DSC data by integrating of partial areas under the heating curves.
The CS casting method was employed to produce non-dendritic feedstocks for thixoforming [28,29]. An alloy ingot was melted in a laboratory electric resistance furnace degassed with argon gas and superheated at 700 ��C. The melt was allowed to cool to the pouring temperature and then was poured onto the CS plate made of stainless steel at a 60�� inclined angle with coolant water circulation underneath. A cylindrical mild steel mould preheated to 180 ��C was used to collect the melt to form rods with 135 mm in length, 45 mm in diameter that were allowed to cool. The pouring temperature was 630 ��C and the CS plate length was 400 mm, which are the optimum parameters as they give a globular primary aluminium phase and small grain size [19].
The ingots thus obtained from different alloys were machined into 25 mm in diameter, 110 mm in length slugs. One slug at a time was then put on the ram inside an induction coil with an inner diameter of 100 mm, a length of 200 mm and a high frequency (30-80 kHz, 35 kW), which was placed right under the die. The slug was rapidly heated at a rate of approximately 130 ��C/min to avoid undesirable grain growth. Then, after it reached the desired temperature, it was maintained isothermally for 5 min to allow spheroidization of the primary phase. The temperature was monitored with a K-type thermocouple inserted in a hole drilled in the top centre of the slug to a depth of 15 mm. The thermocouple was rapidly withdrawn from the slug just before forming and the slurry was forged into the die using a laboratory press that could provide a load of 20 kN and a speed of 85 mm/s. The applied pressure was held for 20 s after filling. The die was preheated by cartridge heaters to 300 ��C.
Samples were transversely cut from the same position in the middle of all alloy ingots for microstructural examination. The samples were then mechanically ground and polished according to the ASTM-E407-2002 standard (polished using a range of 400 to 1200 grit grinding paper, then polished with 6, 3 and 1 ��m diamond paste and etched with Keller��s reagent (1 mL hydrofluoric acid, 1.5 mL hydrochloric acid, and 2.5 mL nitric acid in 95 mL distilled water).
Microstructural examinations were carried out using Olympus optical microscopy (OM). Image-J software was used to estimate the area and perimeter of the ��(Al) primary phase of the CS cast and isothermal samples in order to calculate its average size d=(4A/��)1/2 and shape factor ��=4A��/P2, where A and P represent the area and the perimeter of the �� primary phase, respectively [30,31]. A Carl Zeiss (EvoMa10) secondary electron microscope (SEM) equipped with energy dispersive X-ray (EDX) spectroscopy and X-ray diffraction (XRD) analysis were used to identify the phases in the alloys. Hardness testing was carried out on a digital Rockwell hardness tester using a ball of 1.58 mm diameter and load of 100 kg. Cylindrical tensile samples with typical gauge dimensions of 20 mm in length were machined from each alloy according to the ASTM: E8M standard. The tensile tests were performed at room temperature using a 100 kN Zwick Roell universal testing machine (UTM). An extensometer was attached to the tensile examples to measure the alloys ductility. The test on every alloy was repeated three times in order to obtain reliable tensile testing results.
3 Results and discussion
3.1 Conventional casting microstructure
Figure 1 shows the optical micrographs of as-cast A319 alloys with different amounts of Mg. As can be seen, the microstructure of all alloys was composed of a coarse dendritic primary ��(Al) phase and an interdendritic eutectic mixture of acicular and flaky Si particles and secondary intermetallic phases that varied depending on the Mg content. It is evident that adding Mg to A319 alloy modified the primary ��(Al) phase, but it had no noticeable effect on the silicon particles. The addition of Mg led to the refinement of the primary ��(Al) phase and a decrease in its size. In addition, adding Mg resulted in the segregation of the Al2Cu phase, and the formation of the block-like form of this phase, as shown in the high magnification in Figs. 1(c, d).
Figure 2 shows the XRD pattern of all alloys. The XRD analysis revealed ��-Al2Cu, Q-Al5Cu2Mg8Si6, Fe-rich intermetallic compounds (��, �� and �� phases) and Mg2Si phases in addition to Si and Al, which are the basic elements of the alloy. Some of these intermetallic phases could not be identified in some of the alloys. From a comparison of the intensity of the peaks in the XRD patterns, there was a reduction in the intensities of the Si, Al2Cu and ��-Al5FeSi peaks in the higher Mg alloys compared to the A319 alloy. On the other hand, the peaks of Q-Al5Cu2Mg8Si6, ��-Al8Mg3FeSi6 and Mg2Si increased in the higher Mg alloys. This indicates that adding Mg to A319 alloy leads to the precipitation of intermetallic phases (Al5Cu2Mg8Si5, Mg2Si) by consuming some of the Al2Cu and eutectic silicon, and transforming the ��-Al5FeSi phase to ��-Al8FeMg3Si6 depending on the Mg content.
The samples were also examined using SEM in order to get a complete assessment of the intermetallic phases. Figure 3 shows the backscattered electron (BSE) images of the microstructures of the alloy A319 and alloy C and the EDS spectra corresponding to the analyzed phases. According to Fig. 3(a), three types of phases with different contrasts in addition to primary ��(Al) and the eutectic silicon appear in the microstructure of A319 alloy. The corresponding EDS results of these phases are shown in Figs. 3(c), (d) and (e). The white contrast compound is mainly composed of Al and Cu that form the Al2Cu phase, and the needle-like bright phase is estimated to be ��-(Al5FeSi) phase which showing light grey colour under optical microscope, while the Chinese-script-like compound is composed of Al, Si, Fe and Mn, which is the typical composition of ��-(Al15(Mn,Fe)3Si2) phase. The Q-Al5Cu2Mg8Si6 phase was hardly observed in the microstructure of alloy A319. Figure 3(b) reveals that large Chinese-script ��-AlFeSiMg compounds appear in the microstructure of alloy C showing grey colour under an optical microscope. Moreover, the grey contrast irregular-shaped phase containing Mg was identified as Q-Al5Cu2Mg8Si6 phase. Also, the dark Mg2Si phase is presented with a Chinese-script shape and blocky morphology was identified. Figures 3(f)-(h) exhibit the EDS results corresponding to the three phases.
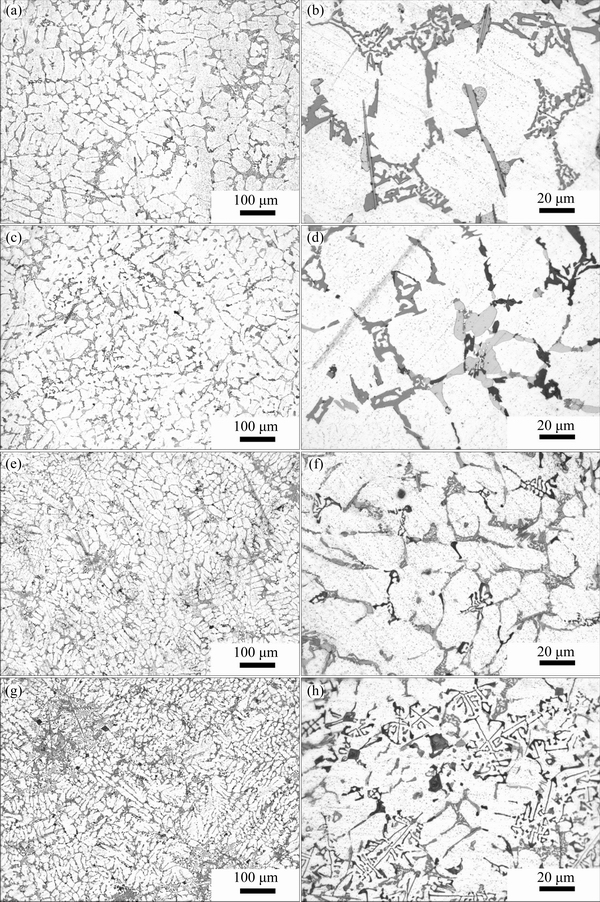
Fig. 1 Microstructures of as-cast alloy A319 (a, b), alloy A (c, d), alloy B (e, f), and alloy C (g, h)

Fig. 2 XRD patterns of A319 alloys with different Mg contents
According to the XRD patterns as well as the OM and SEM images, adding Mg up to 1% to A319 alloy (alloy A) converted eutectic Al2Cu and small amount of the needle-like ��-Al5FeSi phase to irregular-shaped Q-Al5Cu2Mg8Si6 and Chinese-script-like ��-Al8FeMg3Si6 phase, respectively, and also precipitated a small amount of Mg2Si in the shape of rounded particles (Figs. 1(c), (d)), which is in agreement with Ref. [24]. Increasing Mg content up to 1.5% (alloy B) led to the precipitation of a Chinese-script-like eutectic Mg2Si phase and increased the replacement of the ��-Al5FeSi phase by the ��-Al8Mg3FeSi6 phase, as shown in Figs. 1(e, f). At the highest Mg content (alloy C), the amount of ��-Al8Mg3FeSi6 phase increased and the excess Mg appeared as the dark black Mg2Si phase with polygonal blocky morphology (Figs. 1(g), (h)). It is worth mentioning that no ��-Al5FeSi phase was observed within the microstructure of alloy C. Also, it is evident that the intermetallics in the high Mg content alloys were larger than those in the low Mg content alloys. The relatively low density (2.82 g/cm3) of ��-Al8Mg3FeSi6, compared to 3.6 g/cm3 for ��-Al5FeSi, along with its low Fe concentration of ~12%, compared to 25%-30% for ��-Al5FeSi [32], resulted in the formation of this phase in high volume fractions with increased Mg content. Due to its compact morphology, this phase is less detrimental than the ��-Al5FeSi platelets at low volume fractions. However, at high volume fractions, its detrimental effect becomes significant, as seen in alloy C.

Fig. 3 Backscattered electron images of alloy A319 (a), alloy C (b) and corresponding EDS results (c-h)
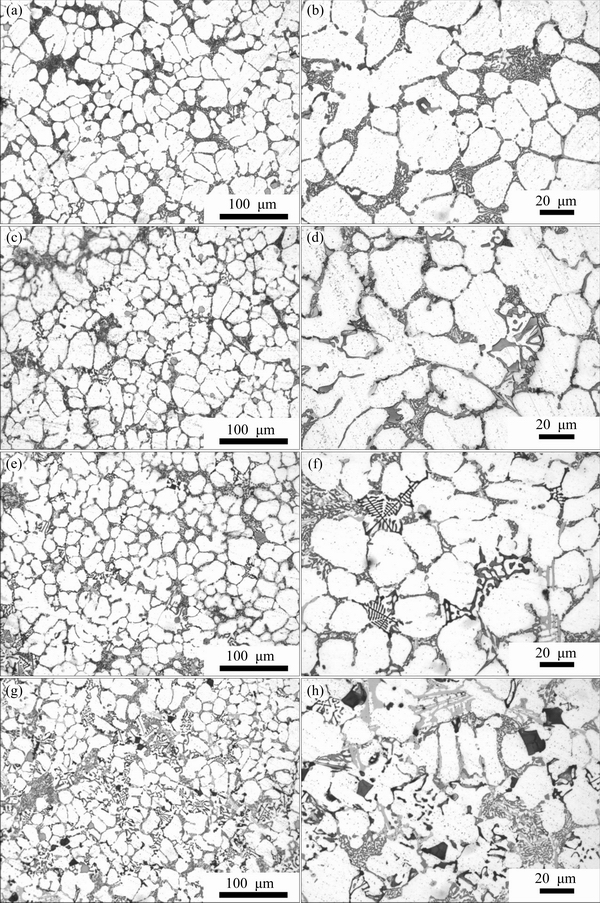
Fig. 4 Optical microstructures of CS cast alloy A319 (a, b), alloy A (c, d), alloy B (e, f), and alloy C (g, h)
3.2 Microstructural evolution during CS casting
Figure 4 shows the microstructures of alloys A319, A, B and C after they were cast at a pouring temperature of 630 ��C along the cooling plate with a cooling length of 400 mm and inclined angle of 60��. The microstructure of A319 alloy (Figs. 4(a), (b)) was significantly different from that of the as-cast alloy; the dendritic structure of the primary ��(Al) phase was replaced by a nearly spheroidal and rosette-like morphology, and the flaky and acicular silicon changed significantly to a fine fibrous shape. This change in the microstructure of the CS cast A319 alloy is due to the low superheat pouring temperature, heat transfer from the melt when making contact with the coolant plate surface, which decreases the solidification time, and the shear stress exerted on the layers of the melt during its flow down the plate as a result of the gravitational force, which leads to the breaking of the dendritic arms growing on the plate.
It is clear from the figure that the morphology of the eutectic silicon and the globular ��(Al) phase in the CS samples becomes finer with increasing Mg content. From the high magnifications in Fig. 4, it is evident that the eutectic silicon in the A319 alloy by CS casting (Figs. 4(a), (b)) underwent greater modification to a small granular or globular morphology by the addition of Mg until 1.5% (alloys A and B, Figs. 4(c), (d) and (e), (f)). However, increasing the Mg content to 2% (alloy C, Figs. 4(g), (h)) did not have any further effect on the silicon shape compared to the 1.5% Mg alloy (Figs. 4(e), (f)). Formation of globular eutectic silicon can help to improve the quality of the material compared with needle-like or acicular eutectic silicon, which is the main source for stress concentration sites. The samples were also studied using SEM in order to identify the intermetallic phases formed after the CS process. Figure 5 shows the backscattered electron images of the CS cast alloy A319 and alloy C. It was found that the shape of the intermetallic phases is similar to that of the as-cast alloys.

Fig. 5 Backscattered electron images of CS cast alloy A319 (a), alloy C (b)
Also, it can be seen that as the Mg content increased (alloys A, B and C), the globule size (GS) of primary ��(Al) decreased and became more spheroidal. Figure 6 shows the average GS and SF of ��(Al) for the CS cast alloys. It can clearly be seen that alloy C, which contains 2% Mg, had the highest SF of about 0.68 and the smallest GS of 24 ��m, whereas the CS cast A319 alloy, which contained the lowest Mg content, had the smallest SF of 0.57 and the highest GS of 34 ��m.
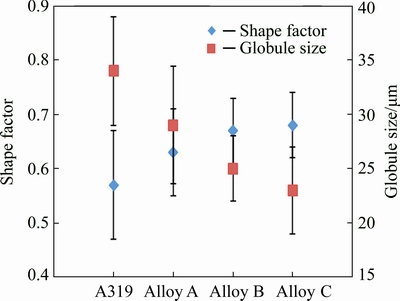
Fig. 6 Variations in globule size and shape factor of ��(Al) phase for CS cast alloys
3.3 Microstructural evolution during isothermal heating before thixoforming
As has been previously reported, a preferable microstructure for thixoforming consists of ��-globules with a SF of more than 0.6 and a GS smaller than 100 ��m [33]. To investigate this issue in our study, the pre-deformed partially isothermally heated microstructure of the CS cast alloys was examined. Slugs of each CS-cast alloy were heated in an induction coil at the relevant semisolid temperatures and were isothermally held at these temperatures for 5 min, followed by quenching in water. The temperatures in the semisolid range at which the slugs were isothermally held to reach partial melting were estimated from the LF versus temperature curves shown in Fig. 7. As has been documented, a suitable thixoforming temperature for the alloy corresponds to a LF of 30%-50% [34,35]. Therefore, in this work, isothermal heating was carried out at a LF of approximately 50%, which corresponded to 571, 568, 561 and 558 ��C for alloys A319, A, B and C, respectively. Previous works have reported that the eutectic temperature of Al-Si alloys decreases with increasing Mg content [4,18]. From the DSC results in Fig. 7, it can clearly be seen that the knee point temperature, corresponding to the final liquefaction of the eutectic and the start of the liquefaction of the ��(Al) phase (eutectic formation temperature) significantly decreased from 570 to 559 ��C when the Mg content reached 2%. The same result has been reported previously by IBRAHIM et al [36] who found that addition of 0.8% Mg to Al-Si alloy reduced the eutectic temperature by almost 10 ��C.
Figures 8(a)-(d) shows the evolution of the semisolid microstructure of the A319 alloys with different Mg contents after being isothermally heated.
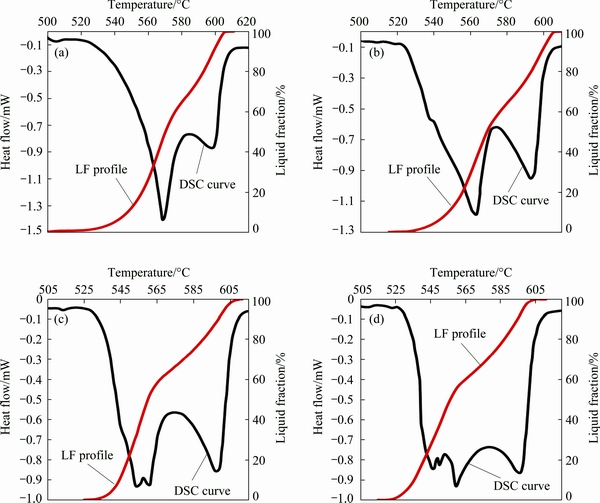
Fig. 7 Differential scanning calorimetry curves and liquid fraction profiles of alloy A319 (a), alloy A (b), alloy B (c) and alloy C (d)
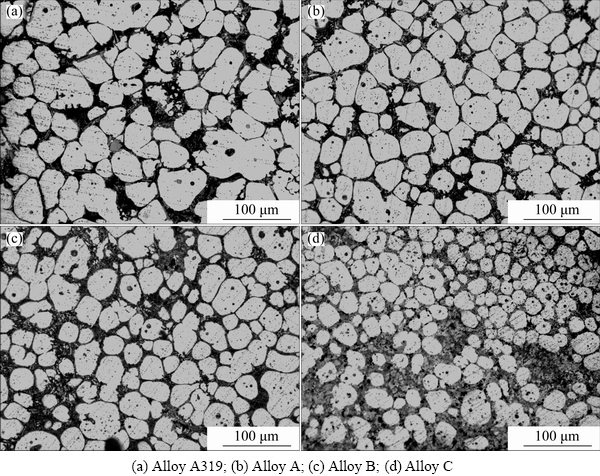
Fig. 8 Microstructures of alloys after isothermal heating at different temperatures for 5 min
For all alloys, the primary ��(Al) phase, which remained solid during the isothermal heating, appears as white areas, while the black areas show the fast quenched eutectic phase that was melted completely by the end of isothermal heating. Moreover, it can be seen that the microstructure of all alloys changed significantly compared to that of the alloys produced by the CS technique. The non-dendritic (rosette-like) primary ��(Al) phase in the CS cast alloys apparently achieved almost a globular morphology and uniform distribution.
Figure 9 show the average ��(Al) size and SF of all alloys after being isothermally heated. From the figure, the GS of the resulting ��(Al) decreased from 50 ��m in A319 to 40 ��m in alloy C (2% Mg content), while the corresponding SF increased from 0.81 in A319 to 0.9 in alloy C. Also, it is clear that the primary phase size for all alloys was significantly enlarged after isothermal partial remelting compared to that of the CS cast alloys. A considerable coarsening of ��(Al) occurred during isothermal heating at the respective temperatures, but the material was still within the suitable range for thixoforming. The shape factor improved after isothermal heating, reaching 0.81, 0.85, 0.88, and 0.9 for alloys A319, A, B, and C, respectively.

Fig. 9 Variations in globule size and shape factor of ��(Al) phase in isothermally heated alloys
3.4 Microstructural evolution of thixoformed samples
Thixoforming was carried out at a LF of approximately 50% for 5 min isothermal heating time, which resulted in an almost fully eutectic melting and suitable GS and SF, as discussed in Section 3.3. Figure 10 shows the produced billet of thixoformed alloy A319. The thixoforming resulted in a successful filling of the die and produced billets that are free from any defects. All of the resulting alloys billets have a cylindrical shape with the same dimensions of 80 mm in length and 30 mm in diameter. Analysis of the thixoformed samples revealed a typical thixocast microstructure similar to that previously reported for thixoformed A319 alloy [2], i.e., there was a fine and uniform distribution of solid matrix globules surrounded by an eutectic region, as shown in Fig. 11. The rosette-like primary phase that was formed during CS casting became nearly globular and bigger due to the reheating process. The microstructure of the thixoformed samples was finer than that of the CS samples. It can be seen from the figure that the silicon and the intermetallic particles were dispersed uniformly in the microstructure. Higher magnification of the microstructure of the eutectic region revealed that the eutectic Si particles had been slightly modified to become a fine, skeleton-like network, and the modifying effect of the addition of Mg on the silicon is more evident compared to the CS samples. This change is caused by the decrease in the eutectic formation temperature that results from the addition of Mg. The usual coarse Chinese-script-like shape of ��-Fe, Mg2Si intermetallic phases and the needle-like �� intermetallic phase were fragmented into granules and/or polygonal shapes. The ��-Al8Mg3FeSi6 intermetallic phase in alloy C was observed to be a large compact polyhedral morphology, while Chinese-script- like morphology was seen in the CS and conventional casting alloys. The primary Mg2Si particles were modified from large polygonally shaped particles with sharp edges into relatively smaller and more globular particles. This difference is believed to be due to isothermal heating and applied pressure during processing, as well as the difference in the soldification rates; a higher cooling rate leads to the formation of a finer microstructure. Therefore, the result indicates that thixoforming process provides a suitable way for modifications of the coarse Mg2Si and intermetallic particles.

Fig. 10 Macrograph of billet of thixoformed alloy A319
It has been reported that the tendency of entrapped liquid forming inside the primary grains is much more likely in alloys with a dendritic structure than in those with a globular structure [35]. The thixoformed alloys with higher Mg content had a more globular structure that tended to produce less entrapped liquid during heating compared to the lower Mg content alloys. Moreover, as reported elsewhere, the tendency of solid particles to agglomerate is a basic observation in the case of thixotropic alloys [37]. Optical micrographs of the microstructure of the thixoformed samples in Fig. 11 show that there was an agglomeration of some ��(Al) particles. This agglomeration occurs as a result of the sintering effect, which leads to particle collision and solid bonding.
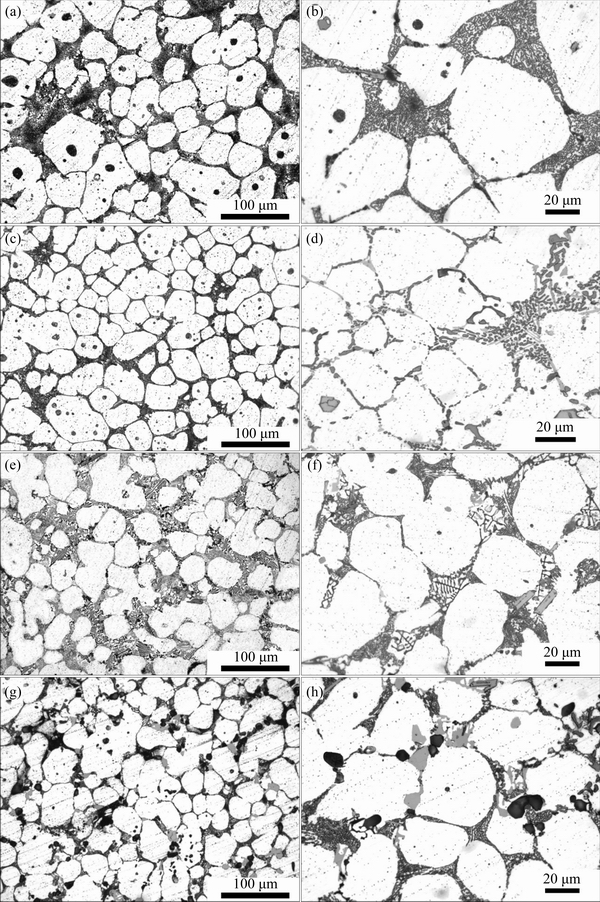
Fig. 11 Optical micrographs of thixoformed alloy A319 (a, b), alloy A (c, d), alloy B (e, f) and alloy C (g, h)
The SEM equipped with EDS was used to identify the phases that formed in the thixoformed alloys and their distribution. Figure 12 shows the backscattered electron micrographs of all thixoformed alloys at low magnification. As can be seen from the figure there are four areas, i.e., bright, black, light gray and dark gray depending on the atomic number of the elements. EDS was used to identify the different phases. The shape and distribution of the intermetallic phases were different to those of the as-cast alloys.
Figure 13 shows the high magnification backscattered electron image of the thixoformed alloy A319 and the EDS spectra corresponding to the marked phases. Analysis of EDS shows that the white contrast phases marked as arrow A are composed of Al, Cu, Si and slight amount of Mg, Fe and Mn which is recommended as eutectic Al2Cu phase. The gray color needle-like shape phase indicated by arrow B consists of Al, Si and Fe which is the ��-(Al5FeSi) phase. While the particle labelled by arrow C is obtained from Al, Si, Mn and Fe elements and ��-(Al15(Mn,Fe)3Si2) formula was calculated.

Fig. 12 Backscattered electron images of thixoformed alloys A319 (a), A (b), B (c) and C (d)

Fig. 13 High magnification backscattered electron image (a) of alloy A319 and corresponding EDS results (b, c, d)
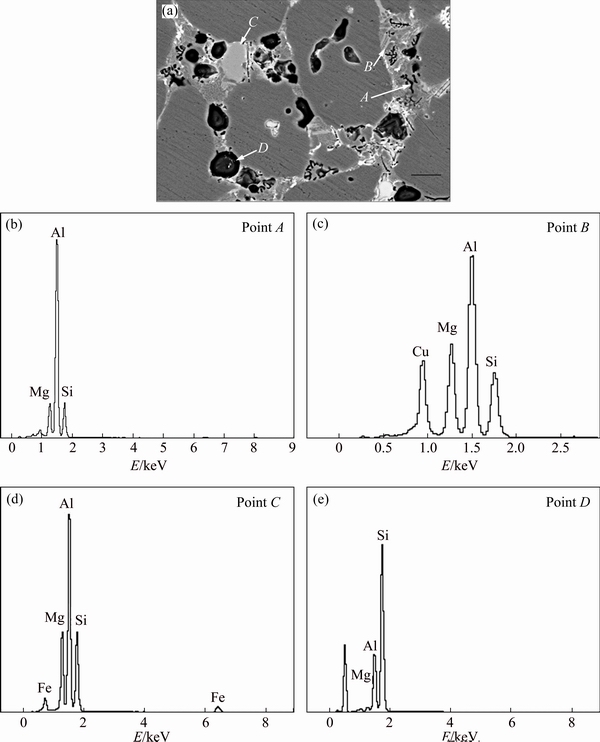
Fig. 14 High magnification backscattered electron image (a) of alloy C and corresponding EDS results (b-e)
Figure 14 shows the backscattered electron microstructure of the thixoformed alloy C containing 2% Mg and the EDS analysis. The analysis shows that there are new intermetallic compounds present in this alloy. The irregular shape dark contrast phase pointed by arrows A comprises Mg, Al and Si elements and estimated to be the eutectic Mg2Si phase. Moreover, the irregular shape dark grey colour phase indicated by arrow B is composed of Mg, Al, Si and Fe elements and is recommended as Q-Al5Cu2Mg8Si6 phase. Arrow C shows the blocky light grey particle composed of Mg, Al, Si and Fe elements which form ��-Al8Mg3FeSi6 phase. Arrow D shows the blocky dark particle composed of Mg, Al and Si elements which form the Mg2Si phase. It is noted that the contents of Mg and Si in the Mg2Si phase are different to that of the eutectic Mg2Si. The coarse Mg2Si phase has lower Mg and higher Si content.
3.5 Mechanical properties
The hardness values and the tensile test results for the as-cast A319 alloy and the thixoformed A319 based alloys with different Mg contents are presented in Table 2. It can be seen from the table that the hardness value of the thixoformed A319 alloys is higher than that of the as-cast alloy. The higher value of hardness in the thixoformed alloys is due to the uniform distribution of silicon and intermetallic phases and a reduction in microporosity. Moreover, the hardness of the thixoformed alloys increases with an increase in Mg content. This can be attributed to the increase in the volume fraction of the hard Q-Al5Cu2Mg8Si6, Mg2Si and ��-Al8Mg3FeSi6 intermetallic phases that act as a barrier to dislocation motion and exhibit greater resistance to indentation. This observation is in good agreement with Refs. [22,23]. There was a significant increase in hardness in the 1% Mg content alloy (alloy A) compared with the thixoformed A319 alloy (HRB 64.9 compared with HRB 42.9).
Table 2 Mechanical properties of as-cast and thixoformed A319 based alloys
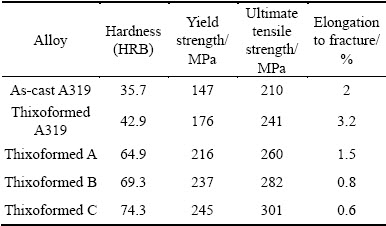
Moreover, the yield strength (YS), ultimate tensile strength (UTS) and elongation of the produced alloys are listed in Table 2. For the as-cast sample, the YS was 147 MPa, the UTS was 210 MPa and elongation to fracture was 2%, while in the case of the thixoformed A319 sample, the YS, UTS and elongation to fracture were increased to 176 MPa, 241 MPa and 3.2%, respectively. The tensile properties of the thixoformed A319 alloy were clearly improved compared with that of the as-cast alloy. It shows that the thixoforming process was really beneficial for improving the mechanical properties in particular elongation. The better performance of the thixoformed A319 alloy compared to the as cast A319 alloy can be explained based on the microstructural features of the alloys as seen in Figs. 3 and 12. Microstructural features such as morphology, size and distribution of intermetallic phases have an important effect on the mechanical properties of alloys. The small size and uniform distribution of these intermetallic phases in the matrix alloy increase the surface area to the matrix alloy as compared to the large particles which, in turn, enhance the interfacial bonding between them and the matrix alloy, and reduce the stress concentration on the particles. The enhancement of the intermetallic phases and the increase in the tendency for formation of coherent particles in the thixoformed A319 alloy may attribute to lower stress concentration at the interface of the particles and the matrix during the tensile test and reduce the possibility for micro-cracking. Large flakes silicon particles in the as-cast alloy cause a high level of stress concentration and thus reduction of the tensile properties [38]. Whereas the silicon particles in the thixoformed alloy were modified from large individual flakes to fine particles. The solidification of ��-Al5FeSi phase as a needle-like morphology in the as-cast alloy led to a decrease in the tensile strength and elongation by increasing the alloy brittleness. It has low bond strength with the matrix and the interfacial areas between the phase and the matrix become quite prone to micro cracking. Moreover, the solidification of ��-(Al15 (Mn,Fe)3Si2) as Chinese-script shape in the as-cast alloy led to cracks by increasing the internal tension and reducing the strength of the alloy. While in the thixoformed alloy, the ��-Al5FeSi phase fragmented into small plate morphology and the ��-(Al15(Mn,Fe)3Si2) solidified as polygonal-shaped resulted in an improvement in the strength and elongation. Also, the presence of pores in the material promotes the formation of micro-cracks and reduces the performance of the material. The porosity level in the thixoformed alloy is extremely low as compared with the as-cast alloy due to the compression process. Moreover, it is reported that the small size globular ��(Al) phase improves the mechanical properties of the alloy [39]. Therefore, the enhancement in mechanical properties observed in thixoformed A319 alloy was due to the combination effects of the morphological changes in the shape and size of the silicon and intermetallic particles caused by thixoforming processing, the reduction in porosity level and fine size of the ��(Al) grain as compared to the as cast A319 alloy.
In addition, the tensile strength increased in parallel with the increase of Mg content in the thixoformed A319 alloy, but the elongation to fracture decreased with the increasing in the amount of Mg. For the thixoformed alloy A that contained 1.0% Mg, the YS, UTS and elongation to fracture were 216 MPa, 260 MPa, and 1.5%, respectively, while for alloy B that contained 1.5% Mg, the corresponding values were 237 MPa, 282 MPa and 0.8% respectively. For the thixoformed alloy C, the YS, UTS were increased significantly to 245 MPa, 301 MPa respectively while the elongation to fracture decreased to 0.6%. The YS and UTS of the thixoformed alloy C have increased by 39% and 25% respectively in comparison with thixoformed alloy A319, while the elongation has dropped by 81%. As expected, increasing the Mg amount resulted in the reduction of elongation to fracture in the thixoformed alloys. This reduction in elongation to fracture is due to the formation of more brittle large size (Q-Al5Cu2Mg8Si6, ��-Al8FeMg3Si6 and Mg2Si) phases those are associated with the amount of Mg in the alloy.
4 Conclusions
1) The addition of magnesium to A319 alloy led to the precipitation of Q-Al5Cu2Mg8Si6, ��-Al8Mg3FeSi6 and Mg2Si intermetallic compounds. In the as-cast condition, the addition of magnesium did not show a significant effect on the modification of silicon particles regardless of its content.
2) The dendritic morphology of the primary phase in the conventionally cast alloys was replaced by a non-dendritic rosette-like morphology by using the CS casting technique. This change in the microstructure is due to the low superheat pouring temperature, fractional solidification of the molten alloy on the cooling plate and the shear forces exerted on the layers of the melt during its flow down the plate, which leads to the breaking of the growing dendritic arms.
3) Feedstocks for the A319 alloys with different Mg content produced by CS casting were thixoformed successfully at 50% liquid fraction to obtain a fine microstructure. The morphology of eutectic silicon significantly changed from large individual flakes to a fine, skeleton-like network. Moreover, the coarse Chinese-script-like shape ��-Fe phase, the irregular- shaped Q intermetallic phase and the needle-like �� intermetallic phase were fragmented into granules and/or polygonal shapes. The Chinese-script-like morphology of the ��-Al8Mg3FeSi6 intermetallic phase of the CS cast and conventionally cast alloys changed to a compact polyhedral morphology and the large sharp edges of the Mg2Si particles were modified to become smaller and more globular with smoother edges.
4) The size of the solid globular particles in the semisolid slurries of A319 alloy decreased by adding magnesium, whereas the shape factor of the solid particles slightly increased. The use of magnesium significantly modified the eutectic silicon in the microstructure of the samples that underwent semisolid processing. The addition of magnesium decreased the coarsening of the globular ��(Al) phase during isothermal heating during the thixoforming process.
5) In parallel to the increase in the Mg content, the hardness and tensile strength of the thixoformed A319 alloy increased but the elongation values decreased. The thixoformed alloy C containing 2% Mg displayed higher yield and ultimate tensile strengths as high as 245 MPa and 301 MPa respectively but lower elongation of 0.6%.
Acknowledgments
The authors would like to thank Universiti Kebangsaan Malaysia (UKM) and the Ministry of Higher Education (MOHE), Malaysia, for financial support under research grants AP-2012-014 and FRGS/1/2014/ TK01/UKM/01/2.
References
[1] TAVITAS-MEDRANO F J, GRUZLESKI J E, SAMUEL F H, VALTIERRA S, DOTY H W. Effect of Mg and Sr-modification on the mechanical properties of 319-type aluminum cast alloys subjected to artificial aging [J]. Materials Science and Engineering A, 2008, 480: 356-364.
[2] CAVALIERE P, CERRI E, LEO P. Effect of heat treatments on mechanical properties and damage evolution of thixoformed aluminium alloys [J]. Materials Characterization, 2005, 55: 35-42.
[3] HWANG J Y, DOTY H W, KAUFMAN M J. The effects of Mn additions on the microstructure and mechanical properties of Al-Si-Cu casting alloys [J]. Materials Science and Engineering A, 2008, 488: 496-504.
[4] SAMUEL A M, DOTY H W, VALTIERRA S, SAMUEL F H. Effect of Mg addition of microstructure of 319 type alloys [J]. International Journal of Cast Metals Research, 2013, 26: 354-363.
[5] ALFONSO I, MALDONADO C, GONZALEZ G, BEDOLLA A. Effect of Mg content and solution treatment on the microstructure of Al-Si-Cu-Mg alloys [J]. Journal of Materials Science, 2006, 41: 1945-1952.
[6] FABRIZI A, FERRARO S, TIMELLI G. The influence of Sr, Mg and Cu addition on the microstructural properties of a secondary AlSi9Cu3(Fe) die casting alloy [J]. Materials Characterization, 2013, 85: 13-25.
[7] GOUDAR D M, RAJU K, SRIVASTAVA V C, RUDRAKSHI G B. Effect of secondary processing on the microstructure and wear behavior of spray formed Al-30Mg-2Si-2Cu alloy [J]. Materials & Design, 2013, 47: 489-496.
[8] KHALIFA W, EL-HADAD S, TSUNEKAWA Y. Microstructure characteristics and tensile property of ultrasonic treated-thixocast A356 alloy [J]. Transactions of Nonferrous Metals Society of China, 2015, 25: 3173-3180.
[9] NAFISI S, GHOMASHCHI R. Grain refining of conventional and semi-solid A356 Al-Si alloy [J]. Journal of Materials Processing Technology, 2006, 174: 371-383.
[10] CHEN Gang, ZHOU Tao, WANG Bo, LIU Hong-wei, HAN Fei. Microstructure evolution and segregation behavior of thixoformed Al-Cu-Mg-Mn alloy [J]. Transactions of Nonferrous Metals Society of China, 2016, 26: 39-50.
[11] ATKINSON H V, LIU D. Microstructural coarsening of semi-solid aluminium alloys [J]. Materials Science and Engineering A, 2008, 496: 439-446.
[12] OMAR M Z, PALMIERE E J, HOWE A A, ATKINSON H V, KAPRANOS P. Thixoforming of a high performance HP9/4/30 steel [J]. Materials Science and Engineering A, 2005, 395: 53-61.
[13] FADAVI BOOSTANI A, TAHAMTAN S. Microstructure and mechanical properties of A356 thixoformed alloys in comparison with gravity cast ones using new criterion [J]. Transactions of Nonferrous Metals Society of China, 2010, 20: 1608-1614.
[14] YANG Xiao-rong, MAO Wei-min, PEI Sheng. Influence of process parameters on microstructure of semisolid A356 alloy slug cast through vertical pipe [J]. Transactions of Nonferrous Metals Society of China, 2008, 18: 99-103.
[15] MOHAMMED M N, OMAR M Z, SALLEH M S, ALHAWARI K S, KAPRANOS P. Semisolid metal processing techniques for non-dendritic feedstock production [J]. The Scientific World Journal, 2013, 2013: 1-16.
[16] KHOSRAVI H, ESLAMI-FARSANI R, ASKARI- PAYKANI M. Modelling and optimization of cooling slope process parameters for semi-solid casting of A356 Al alloy [J]. Transactions of Nonferrous Metals Society of China, 2014, 24: 961-968.
[17] ZHENG Yan, XIAO Wen-long, GE Su-jing, ZHAO Wei-tao, HANADA Shu-ji, MA Chao-li. Effects of Cu content and Cu/Mg ratio on the microstructure and mechanical properties of Al-Si-Cu-Mg alloys [J]. Journal of Alloys and Compounds, 2015, 649: 291-296.
[18] ABEDI A, SHAHMIRI M, AMIR ESGANDARI B, NAMI B. Microstructural evolution during partial remelting of Al-Si Alloys containing different amounts of magnesium [J]. Journal of Materials Science & Technology, 2013, 29: 971-978.
[19] ALHAWARI K S, OMAR M Z, GHAZALI M J, SALLEH M S, MOHAMMED M N. Evaluation of the microstructure and dry sliding wear behaviour of thixoformed A319 aluminium alloy [J]. Materials & Design, 2015, 76: 169-180.
[20] ZHU Xue-wei, WANG Ri-chu, PENG Jian, PENG Chao-qun. Microstructure evolution of spray-formed hypereutectic Al-Si alloys in semisolid reheating process [J]. Transactions of Nonferrous Metals Society of China, 2014, 24: 1766-1772.
[21] MA Guo-rui, LI Xin-lin, LI Qing-Fen. Effect of holding time on microstructure of Mg-9Al-1Si alloy during semisolid isothermal heat treatment [J]. Transactions of Nonferrous Metals Society of China, 2010, 20: 430-434.
[22] YILDIRIM M,  D. The effects of Mg amount on the microstructure and mechanical properties of Al-Si-Mg alloys [J]. Materials & Design, 2013, 51: 767-774.
D. The effects of Mg amount on the microstructure and mechanical properties of Al-Si-Mg alloys [J]. Materials & Design, 2013, 51: 767-774.
[23] IBRAHIM M F, SAMUEL E, SAMUEL A M, AL-AHMARI A M A, SAMUEL F H. Metallurgical parameters controlling the microstructure and hardness of Al-Si-Cu-Mg base alloys [J]. Materials & Design, 2011, 32: 2130-2142.
[24] SAMUEL F H, OUELLET P, SAMUEL A M, DOTY H W. Effect of Mg and Sr additions on the formation of intermetallics in Al-6 Wt Pct Si-3.5 Wt Pct Cu-(0.45) to (0.8) Wt Pct Fe 319-type alloys [J]. Metallurgical and materials transactions A, 1998, 29: 2871-2884.
[25] CACERES C H, DAVIDSON C J, GRIFFITHS J R, WANG Q G. The effect of Mg on the microstructure and mechanical behavior of Al-Si-Mg casting alloys [J]. Metallurgical and Materials Transactions A, 1999, 30: 2611-2618.
[26] WU C T, LEE S L, HSIEH M H, LIN J C. Effects of Mg content on microstructure and mechanical properties of Al-14.5Si-4.5Cu alloy [J]. Metallurgical and Materials Transactions A, 2010, 41: 751-757.
[27] SALLEH M S, OMAR M Z, SYARIF J. The effects of Mg addition on the microstructure and mechanical properties of thixoformed Al-5%Si-Cu alloys [J]. Journal of Alloys and Compounds, 2015, 621: 121-130.
[28] El-MAHALLAWI I S, MAHMOUD T S, GAAFER A M, MAHMOUD F H. Effect of pouring temperature and water cooling on the thixotropic semi-solid microstructure of A319 aluminium cast alloy [J]. Materials Research, 2015, 18: 170-176.
[29] DAS P, SAMANTA S K, CHATTOPADHYAY H, DUTTA P. Effect of pouring temperature on cooling slope casting of semi-solid Al-Si-Mg alloy [J]. Acta Metallurgical Sinica (English Letters), 2012, 25: 329-339.
[30] LIU Zhi-yong, MAO Wei-min, WANG Wei-pan, ZHENG Zhi-kai. Preparation of semi-solid A380 aluminum alloy slurry by serpentine channel [J]. Transactions of Nonferrous Metals Society of China, 2015, 25: 1419-1426.
[31] WANG Li-ping, JIANG Wen-yong, CHEN Tian, FENG Yi-cheng, ZHOU Hong-yu, ZHAO Si-cong, LIANG Zhen-qiang, ZHU Yan. Spheroidal microstructure formation and thixoforming of AM60B magnesium alloy prepared by SIMA process [J]. Transactions of Nonferrous Metals Society of China, 2012, 22: 435-444.
[32] FARKOOSH A R, PEKGULERYUZ M. Enhanced mechanical properties of an Al-Si-Cu-Mg alloy at 300 ��C: Effects of Mg and the Q-precipitate phase [J]. Materials Science and Engineering A, 2015, 621: 277-286.
[33] HASSAS-IRANI S B, ZAREI-HANZAKI A, BAZAZ B, ROOSTAEI A A. Microstructure evolution and semi-solid deformation behavior of an A356 aluminum alloy processed by strain induced melt activated method [J]. Materials & Design, 2013, 46: 579-587.
[34] ATKINSON H. Modelling the semisolid processing of metallic alloys [J]. Progress in Materials Science, 2005, 50: 341-412.
[35] BIROL Y. A357 thixoforming feedstock produced by cooling slope casting [J]. Journal of Materials Processing Technology, 2007, 186: 94-101.
[36] IBRAHIM M F, ELGALLAD E M, VALTIERRA S, DOTY H W, SAMUEL F H. Metallurgical parameters controlling the eutectic silicon characteristics in Be-treated Al-Si-Mg alloys [J]. Materials, 2016, 9: 1-17.
[37] KOEUNE R, PONTHOT J P. A one phase thermomechanical model for the numerical simulation of semi-solid material behavior. Application to thixoforming [J]. International Journal of Plasticity, 2014, 58: 120-153.
[38] HU Zhao-hua, WU Guo-hua, XU Jia, MO Wen-fei, LI Yan-lei, LIU Wen-cai, ZHANG Liang, DING Wen-jiang, QUAN Jonathan, CHANG Yuan-wei. Dry wear behavior of rheo-casting Al-16Si-4Cu-0.5Mg alloy [J]. Transactions of Nonferrous Metals Society of China, 2016, 26: 2818-2829.
[39] TAHAMTAN S, GOLOZAR M A, KARIMZADEH F, NIROUMAND B. Microstructure and tensile properties of thixoformed A356 alloy [J]. Materials Characterization, 2008, 59: 223-228.
K. S. ALHAWARI1, M. Z. OMAR1, M. J. GHAZALI1, M. S. SALLEH2, M. N. MOHAMMED3
1. Department of Mechanical and Materials Engineering, Faculty of Engineering and Built Environment, Universiti Kebangsaan Malaysia, Selangor 43600, Malaysia;
2. Department of Manufacturing Process, Faculty of Manufacturing Engineering, Universiti Teknikal Malaysia Melaka, Melaka 76100, Malaysia;
3. Department of Engineering & Technology, Faculty of Information Sciences and Engineering, Management & Science University, Selangor 40100, Malaysia
ժ Ҫ�����ô�ͳ���칤���Ʊ���һϵ��Al-6Si-3Cu-(0.3-2)Mg�Ͻ𡣲�����б��ȴ���Ʊ�ԭ�ϣ�Ȼ����Һ�����Ϊ50%ʱ���д�����Ρ��о�þ��������̬�Ͱ��̬������Al-Si-Cu�Ͻ�����֯�ĵ�Ӱ�졣�о������������Al-Si-Cu�Ͻ�������þ���γ�Al5Cu2Mg3Si5��Mg2Si�࣬�����˲���Al2Cu���Si������Mg����״��-Al5FeSi��ת��ɺ���״�Ħ�-Al8Mg3FeSi6�ࡣ������̬�Ͻ𣬳�����(Al)Ϊ��֦��������Mg���������ӣ���֦�����١����⣬þ�����ӿ����Լ�С��(Al)���������Թ����ò������Ӱ�졣���ڴ�����κϽ𣬺Ͻ������֯ΪϸС����״�����࣬�Ҿ��ȷֲ������Ƭ״�Ľ����仯����������ɱ�Ƭ״����״ת���ϸС��ά״���ӡ�þ���̬�ӹ��Ͻ�Ĺ������������ԡ�Mg2Si���������ɶ��������ת���ϸС��״���ӣ�������״��-Al8Mg3FeSi6ת��ɽ��սṹ������A319�Ͻ���Mg���������ӣ�������κϽ��Ӳ�ȡ�����ǿ�ȺͿ���ǿ�Ⱦ����ӣ����쳤�ʽ��͡�
�ؼ��ʣ�Al-Si-Cu�Ͻ�þ������֯�����̬����
(Edited by Yun-bin HE)
Corresponding author: M. Z. OMAR; E-mail: zaidiomar@ukm.edu.my
DOI: 10.1016/S1003-6326(17)60169-9

