���±��: 1004-0609(2006)02-0322-05
�������ʵ㷨ģ���з����ƹ���
������, ���, ���, ������
(������ѧ ���Ƽ����������Զ��������ص�ʵ����, ���� 110004)
ժ Ҫ: Ϊ��֤����ε����Է������ȶ���, ��������ϱ��ε��������������κ��������������з����ƹ��̡� ���������ι�����, ���ʺ˺�����Ӱ���������ͬ�Ľڵ���, ͨ������ת���������㱾�ʱ߽������� ������з����Ƽ��˱��ι���, �о��˲�ͬ�з�Ш�нǺ��������ȶ��зֺ����������ȵ�Ӱ��, ��ֵģ������ʵ�������Ǻ����á�
�ؼ���: �з�����; ������; ������; �����
��ͼ�����: TG113 ���ױ�ʶ��: A
Splitting rolling simulation by reproducing kernel particle method
CUI Qing-ling, LI Chang-sheng, LIU Xiang-hua, WANG Guo-dong
(The State Key Laboratory of Rolling and Automation,
Northeastern University, Shenyang 110004, China)
Abstract: In order to assure the stability of the large deformation elastoplastic analysis, the Lagrangre material shape function deformed with material was used to analyze the splitting rolling process. And during the whole deformation process, the domain of the material kernel function includes similar nodes number. The transformation method is utilized to satisfy the essential boundary conditions. The splitting rolling is simulated, and the effects of different wedge angular and slab width on the split workpiece camber were studied. The simulation results accord well with the experiment ones in the literature.
Key words: splitting rolling; reproducing kernel particle method; elastioplastic; large deformation
�����з�������ָ�����ƹ�����, �������������������豸�������ʷֳ���������������IJ��ϼӹ��·����� �з����ƹ��̷������ز����ȱ��κͽ���˺�����̡� ��������Ԫ��(finite element method, FEM)ģ���з�����ʱ, ����������, ��Ҫ���»�������, �������ػ���, �ڵ㳡�����Ĵ��ݽ����˼��㾫�ȡ� ���ڽ���˺��ʱ, �������������, ����FEM ���������[1, 2 ]��
�������ij��ֽ��������Ԫ�������������ԡ� ����������������ɢΪһ������Ľڵ�, �������������Ʋ����˻��ڽڵ�ĺ������, �Ӷ�����ȫ����������ɺ��ػ�, �����˲������Զ����������[3-5]�� �������������ڽ�����������õ��˹㷺Ӧ��, Chen��[6, 7]�����������ʵ㷨(reproducing kernel particle method, RKPM)ģ���˻���ѹ������, Xiong��[8-10]��RKPM���������������Բ��ϵ�ƽ��Ӧ�����ƹ���, Bonet��[11] ����(corrected smooth particle hydrodynamics, CSPH)����˰�����֡� ��ѹ�ȶ�ά���̵ı�����״ģ��, �����[12]����CSPH��������˽���Բ���� ������Բ�������ѹ�����̡� Li��[13]����(element free Galerkin method, EFG)����ģ���˵����Բ��ϵ�ƽ��Ӧ����ֹ��̺ͼ�ѹ���̡�
�������������������Ա��ι����Ѿ�ȡ����һ����չ�� Ȼ��, �����з����ƹ��̵ȸ��ӽ������ι���, ���ڱ߽������Լ����˱��εȴ������̱Ƚϸ���, ��������������з����ƹ���Ŀǰ��δ��������
�����������ô���ε�����RKPM��, �������Ų��ϱ��ε����ʺ˺����Ա�֤����ι��̵��ȶ���, ͨ������ת�����㱾�ʱ߽�����[14], ������з���������, ��ֵģ��������RKPM����з����ƴ�������������á�
1 �������ʵ㷨
Liu��[15]�ڻ���ת���Ļ����϶Ժ˺�����������, ����������ʵ㷨, ��

ʽ�� fR(x)Ϊ����f(x)����������; C(x, x-s)Ϊ��������; wh(x-s)Ϊ�˺���; sΪ������Ԫ��
������������Ϊ
����ʽ(1)�ܹ���ȷ����N����ʽ, ���, �÷�������N��һ���������� ʽ(1)����ɢ��ʽΪ

����

ʽ�� NPΪ��ɢ�Ľڵ�����; ��I(x)��ΪRKPM���κ���; fI��f(x)�ڽڵ�I�ĺ���ֵ; ��VI�Ǻͽڵ�I�йص���������� ���ڦ�I(xJ)�٦�IJ, fI����fh(x)�Ľڵ�ֵ, ��fh(x)��fI��
2 ��������RKPM
2.1 ���ԭ��
��������ռ����x, �߽�Ϊ��x, �ӳ�ʼ���α��ε���ǰ���Φ�x, �߽�Ϊ��x�� ��������x�е������bi�� ��Ȼ�߽禣hix�ϵ���hi�� ���ʱ߽禣gix����֪�ı߽�λ��gi�����á� �ڵѿ�������ϵ��, ��X��ʾ�ڵ��ڳ�ʼ���Φ�x�е�λ��, ��tʱ�̵�ǰ�����еĽڵ�λ����ӳ�亯��x=��(X, t)��ʾ�� ������˶��������˶����̺ͳ�ʼ��������:

�߽�����

��ʼ����

ʽ�� ��Ϊ�ܶ�; niΪ��ǰ���α�����ⷨ��; u0iΪ��ʼλ��; v0iΪ��ʼ�ٶ�;  Ϊ���ʵ���;
Ϊ���ʵ���;  Ϊ�ռ䵼��; ��ijΪ����Ӧ��; u(X, t)Ϊ����λ�ơ�
Ϊ�ռ䵼��; ��ijΪ����Ӧ��; u(X, t)Ϊ����λ�ơ�
���ԭ����������:
��֪bi, hi, gi, u0i��v0i, �ҵ�ui(X, t)��H1g(H1g={u��u��H1, �ڦ�gix��ui=gi}), ʹ�ö������еĦ�ui��H10(H10={w��w��H10, �ڦ�gix��wi=0}, ����
ʽ�� H1Ϊ1��Sobolev�ռ䡣
�Է���������, ��Ҫ��ʽ(10)���Ի�, ���Ի���ı�ַ���Ϊ
2.2 �������
��RKPM������, Ϊ��֤�ȶ���, �˺�����Ӱ�����б�������㹻�Ľڵ���[6]�� ���潨�������Ų��ϱ��ε����ʺ˺���, ���������ι�����, ���ʺ˺�����Ӱ���������ͬ�Ľڵ���, �����˴���η����еIJ��ȶ��ԡ�
�����κ����� �ǽ��������ʺ˺���Wxa(X-XI)�������ʼ�������������õ���, ��
�ǽ��������ʺ˺���Wxa(X-XI)�������ʼ�������������õ���, ��

�ڱ�ַ�����, ��λ�ƵĽ��Ʋ��������κ���������, ��
ʽ�� diJ(t)Ϊ����λ�ơ�
�����κ����Ŀռ䵼��Ϊ
ʽ�� I�ǵ�λ������
2.3 ����ת��
�����������κ��������п����ڿƶ�����, ����������Ҫͨ���������ճ��ӷ����߷��������ȷ������, ��Щ������һ���ľ�����[16]�� ������ܵķ�������������ת��Ϊ�ڵ�����, �������˶����ɵĽ��ƺ������Ժ���, �Ӷ��ܹ�ֱ�Ӵ������ʱ߽�������
��������ת������, ����uhi(XJ, t)��diJ(t)֮��Ĺ�ϵ, ��

ʽ��
 ��
��
���ý�����λ��ת��Ϊ�ڵ�λ�Ƶķ���, ʹ��������κ������п����ڿƶ����ʡ� ���ַ����ܹ���ȷ���㱾�ʱ߽�����, �ڷ����Ե���������û�������ۡ�
��ʽ(11)���������κ���������ת���õ���������õ�

ʽ��  , Ϊλ������;
, Ϊλ������;  ��
��  �ֱ��ǽڵ������µ��������� �նȾ��� ����ʸ��������ʸ����
�ֱ��ǽڵ������µ��������� �նȾ��� ����ʸ��������ʸ����
3 �з�����ģ��
ģ���������Ϊ: ����Ϊ���Թ�, ��������Ϊ������Ǧ, ����ο���ģ��Ϊ  , ����ǿ�Ȧ�b=60MPa, ����b=37.5mm, ���h=12.5mm, ����l=50mm�� ����ֱ��d=125mm, �з�Ш�нǦ�=70��, �����ٶ�v=0.5m/s, Ħ�����Ӧ�=0.3�� ���ڶԳ���, ȡ�ϰ벿��, ��ͼ1��ʾ�� �ڱ��δ�����������в����ֽ���, �������߲����ڼ���δ����, ���ֽ�ϡ, ͬ��������ȷ����������Ӵ���������Ҳ���ܡ�
, ����ǿ�Ȧ�b=60MPa, ����b=37.5mm, ���h=12.5mm, ����l=50mm�� ����ֱ��d=125mm, �з�Ш�нǦ�=70��, �����ٶ�v=0.5m/s, Ħ�����Ӧ�=0.3�� ���ڶԳ���, ȡ�ϰ벿��, ��ͼ1��ʾ�� �ڱ��δ�����������в����ֽ���, �������߲����ڼ���δ����, ���ֽ�ϡ, ͬ��������ȷ����������Ӵ���������Ҳ���ܡ�
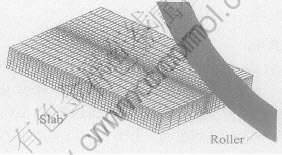
ͼ1 �зֹ���ʾ��ͼ��������ɢģ��
Fig.1 Schematic diagram of splitting rolling and discretization model of slab
��������Ԫ����ʱ, ���ű��εļ���, ��ѹ�����ﵽ64%ʱ��ʼ����������䡣 ͼ2��ʾΪ���������һ����Ԫ����ǰ�����״�� ��ʱ��Ҫ�������, ��Ҫ���»�������
ͼ2 ����ǰ��Ԫ��״
Fig.2 Mesh shape of undeformed and deformed
������ͬ��ģ�͵�����������������û��������䡣 �����Ӵ��ϵĺ���Ӧ����������ǿ��ʱ, �������зֿ�, �зֺ��������ˮƽ�淢����������(��ͼ3)�� ���������з�������һ�������ȱ��ι���, ���зֵ������в������������ʱ���������������ʴ�, ���������ʴ��������������С��һ��������
ͼ3 ���зֿ�������ʾ��ͼ
Fig.3 Schematic diagrams of splitted workpiece
��������[17]�е�ʵ������, �о���ͬ�з�Ш�нǺ��������ȶ��зֺ����������ȵ�Ӱ�졣 ͼ4��5��ʾ�ֱ�Ϊ����з�������f=e/l(eΪ�Ӷ�)�Ϳ�չϵ����=(bt-b)/b(btΪ�зֺ����������ܿ���)���з�Ш�нǺ��������ȵı仯����� ��ͼ4��5�п��Կ���, ģ������ʵ�������Ǻ����á�
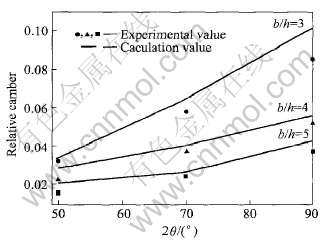
ͼ4 �����������Ш�Ǽ��������߱ȵĹ�ϵ
Fig.4 Relationship among relative camber and wedge angle and aspect ratio of slab
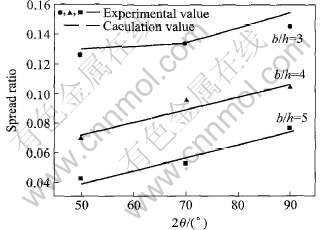
ͼ5 ��չϵ����Ш�Ǽ������߿��ȵĹ�ϵ
Fig.5 Relationship among spread ratio and wedge angle and aspect ratio of slab
4 ����
1) ���ô���ε������������ʵ㷨ģ�����з����ƹ���, ��������ϱ��ε����ʺ˺����Ա�֤����ι��̵��ȶ���, ͨ������ת�����㱾�ʱ߽������� ���������Խ������Ԫ�����ʱ������������估����˺��ʱ�����ľ�����, ��ֵģ�����RKPM��FEM���ʺ�����������⡣
2) �������з�Ш�нǺ��������ȶ��зֺ����������ȵ�Ӱ��, �������ģ�����������е�ʵ�������ǺϽϺá�
REFERENCES
[1]Taylan A. Numerical simulation for tool and process design in bulk metal forming[J]. Annals of the CIRP, 1996, 45(2): 599-610.
[2]Ping X, Tatsuhiko A. Roll pass evaluation for hot shape rolling process[J]. Journal of Materials Processing Technology, 1991, 27(3): 163-178.
[3]Belytschko T, Lu Y Y, Gu L. Element free Galerkin methods[J]. Int J Numer Meth Eng, 1994, 37(2): 229-256.
[4]Li S F, Liu W K. Meshfree and particle methods and their applications[J]. Applied Mech Review, 2002, 55(1): 1-34.
[5]Belytschko T, Lu Y Y, Gu L. Element free Galerkin methods[J]. International Journal for Numerical Methods in Engineering, 1994, 37(2): 229-256.
[6]Chen J S, Pan C, Wu C T, et al. A Lagrangian reproducing kernel particle method for metal forming analysis[J]. Comp Mechanics, 1998, 22(3): 289-307.
[7]Chen J S, Roque C, Pan C. Analysis of metal forming process based on meshless method[J]. Journal of Materials Processing Technology, 1998, 80-81(3): 642-646.
[8]Xiong S W, Liu W K, Cao J. On the utilization of reproducing kernel particle method for the numerical simulation of plane strain rolling[J]. International Journal of Machine Tools & Manufacture, 2003, 43(1): 89-102.
[9]Xiong S W, Rodrigues J M C, Martins P A F. Application of the element free Galerkin method to thesimulation of plane strain rolling[J]. Eur J Mech A-Solid, 2004, 23: 77-85.
[10]Xiong S W, Liu W K, Cao J, et al. Simulation of bulk metal forming processes using the reproducing kernel particle method[J]. Comput Struct, 2005, 83: 574-581.
[11]Bonet J, Kulasegaram S. Correction and stabilization of smooth particle hydrodynamics methods with applications in metal forming simulations[J]. International Journal for Numerical Methods in Engineering, 2000, 47(6): 1189-1214.
[12]���, ������, Rodgigues J, ��. �������Լӹ�������������ֵģ��[M]. ����: ������ѧ������, 2004.
LI Chang-sheng, XIONG Shang-wu, Rodgigues J, et al. Metal Plastic Forming Process Simulated by Meshless Method[M]. Shenyang: North Eastern University Press, 2004.
[13]Li G Y, Belytscko T. Element-free Galerkin method for contact problems in metal forming analysis[J]. Engineering Computations, 2001, 18(1): 62-78.
[14]Chen J S, Pan C, Wu C T. Application of reproducing kernel particle methods to large deformations and contact analysis of elastomers[J]. Rubber Chemistry and Technology, 1998, 71( 2): 191-213.
[15]Liu W K, Jun S, Zhang Y F. Reproducing kernel particle methods[J]. Int J Numer Methods in Fluids, 1995, 20(8-9): 1081-1106.
[16]Belytschko T, Krongauz Y, Organ D, et al. Meshless methods: An overview and recent developments[J]. Comput Meth in Appl Mech Eng, 1996, 139(1-4): 3-47.
[17]�����. ��ѹ�Ш�з�����Ч�����о�[J]. ����, 1997, 32(4): 41-45.
MA Yi-de. Study on optimum slit rolling by roll wedge[J]. Iron and Steel, 1997, 32(4): 41-45.
(�༭����)
������Ŀ: ������Ȼ��ѧ����������Ŀ(50474016; 50534020)
�ո�����: 2005-06-08; ������: 2005-09-25
�����: ������(1973-), Ů, ��ʦ, ��ʿ�о���
ͨѶ����: ������; �绰: 024-83687749; E-mail: Cuiql@mail.neu.edu.cn

