文章编号:1004-0609(2010)S1-s0650-04
焊接热循环对Ti35钛合金组织性能的影响
吴金平,杨英丽,赵恒章,赵 彬,奚正平
(西北有色金属研究院,西安 710016)
摘 要:采用焊接热模拟技术,通过Gleeble-1500D型热模拟试验机,模拟Ti35钛合金自高温以不同冷却速度冷却的过程,研究焊后冷却速度对Ti35钛合金焊接热影响区组织和性能的影响。研究结果表明:在相同的热输入量条件下,随冷却速度的提高,材料的强度增大,塑性增强;在较低的冷却速度下,热循环试样的冲击韧性值较低,晶粒组织较粗大;不同冷却速度的均温区试样在模拟料液下均具有较好的耐蚀性能。
关键词:钛合金;焊接;热模拟;组织;性能
中图分类号:TG 146.4 文献标志码:A
Effect of simulated welding thermal cycle on microstructure and
properties of Ti35 alloy
WU Jin-ping, YANG Ying-li, ZHAO Heng-zhang, ZHAO Bin, XI Zheng-ping
(Northwest Institute for Nonferrous Metal Research, Xi’an 710016, China)
Abstract: Effects of cooling velocity on the microstructure and properties of Ti35 alloy were studied by welding thermal simulation technique which simulated the cooling process of welding heat-affected zone (HAZ) from high temperature using Gleeble-1500D machine. The results show that increments in cooling velocity improve the strength and plasticity with the same heat input. Upon the lower cooling velocity, the impact ductility of samples is lower, and the grain is coarse. All samples from different cooling velocities possess high corrosion resistant performance under simulated solution.
Key words: titanium alloy; welding; thermal simulation; microstructure; property
当今世界,石化能源日趋紧张。核能作为一种替代能源将会得到越来越广泛的应用,核乏燃料的后处理研究也必将越来越得到重视。由于核燃料后处理关键设备长期处于高浓度硝酸环境中,服役环境恶劣,因此,其关键设备用材的研发受到材料工作者的广泛关注[1-5]。Ti35合金是一种α型Ti-Ta二元钛合金,其中Ta的质量分数小于10%,具有良好的加工性能及耐腐蚀性能,在浓硝酸中,特别是在具有氧化性离子的核乏燃料模拟料液环境中,Ti35合金具有优异的耐腐蚀性能[6-7]。作为一种新型的设备用材,材料的焊接性能显得尤为重要,在焊接时,由于焊接热循环的作用,焊接热影响区的组织会有所变化,从而影响焊接接头的性能[8]。焊接热模拟技术通过模拟焊接热效应区的热循环与热应力、应变的分布,使试件在较大的尺寸范围内获得焊接热效应区某一特定温度区的均匀温度及显微组织,并使焊接热效应区各狭小的特定温度区域放大,以便对其组织和性能进行研究。本文作者通过Ti35钛合金的热模拟试验,研究该合金在相同焊接热输入条件下,冷却速度对均温区组织和性能的影响特征,了解具有较好综合力学性能的热循环区组织和组成,以便为Ti35钛合金焊接工艺参数窗口的选择提供合理的依据。
1 实验
1.1 试验材料及仪器
热模拟试样采用厚度为12 mm的Ti35热轧板材,加工成长×宽×高为11 mm×11 mm×100 mm的方棒。
热模拟设备为Gleeble-1500D电阻加热式试验机,在蛇型冷凝回流装置中进行热模拟试样的的腐蚀试验。组织观察及断口分析在光学显微镜(OM)、JSM-6460扫描电镜上进行。
1.2 实验方法
采用Gleeble-1500D电阻加热式试验机进行模拟试验,拟定的峰值温度为1 540 ℃,峰值温度停留时间为3 s,加热速度为320 ℃/s;采用铂铑电偶测温,冷却速度控制范围分别为1、3、10、20、30、60、200、600 ℃/s。
将热循环模拟试验后的方棒加工成标准拉伸和冲击性能试样。均温区的中心位于试样的中心,冲击试样U型缺口位于均温区的中部。腐蚀试验在蛇型冷凝回流装置中的换液周期为48 h,腐蚀试样规格(长×宽×高),采用均温区段为10 mm×10 mm×50 mm,腐蚀介质为含有氧化性离子的6 mol HNO3溶液的模拟料液,压力为1×105 Pa,沸腾状态。
2 结果与讨论
2.1 冷却速度对Ti35合金力学性能的影响
在不同冷却速度下,均温区的室温力学性能如图1所示(其中,A为塑性强度)。由图1可见:当冷却速度小于20 ℃/s时,均温区的抗拉强度及屈服强度较低,材料伸长率略有下降;在1 ℃/s冷却速度下,均温区抗拉强度为400 MPa,屈服强度为315 MPa,伸长率为36%;当冷却速度为20~600 ℃/s时,强度与塑性都较高,在这一冷却范围内,材料的强度与塑性基本处于稳定值;当以600 ℃/s极高的冷却速度冷却时,强度又趋于下降。
图2显示了冷却速度对均温区冲击性能的影响。可见:当冷却速度小于20 ℃/s时,冲击韧性值随冷却速度的下降而下降;当冷却速度为20~600 ℃/s时,Ti35合金保持较高的冲击韧性值;当冷却速度为 200 ℃/s时,均温区冲击韧性值达到较高值,达 358 J/cm2;当冷却速度为600 ℃/s时,均温区冲击韧性值为316 J/cm2。

图1 不同冷却速度下Ti35合金均温区的力学性能
Fig.1 Mechanical properties of uniform temperature zone in Ti35 alloy under different cooling rates
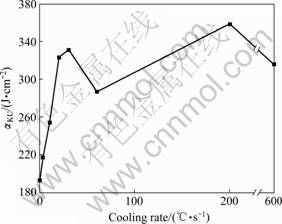
图2 不同冷却速度下Ti35合金均温区的冲击性能
Fig.2 Impact ductilities of uniform temperature zone in Ti35 alloy under different cooling rates
2.2 冷却速度对腐蚀速率的影响
不同冷却速度的均温区试样在模拟料液中的腐蚀速率如图3所示。从图3可见:在1~200 ℃/s的冷却速度范围内,所有试样的年腐蚀速率均在0.1 mm/a以下,均表现出良好的耐蚀性能;随着腐蚀时间的延长,材料的腐蚀速率下降。这表明Ti35合金的耐蚀性对冷却速度不是很敏感。这对Ti35合金焊接件在硝酸介质中的应用极为有利。
2.3 组织及断口分析
由Ti-Ta二元合金相图可知[9]:当Ta的质量分数低于10%时,在室温下,钛钽合金为完全互溶α固溶体;当Ti35合金加热到峰值温度1 540 ℃时,在缓慢的冷却速度下,由于在β相变点以上(883 ℃)停留时间
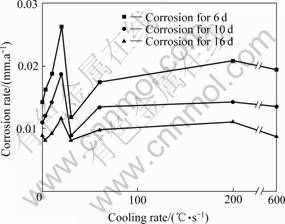
图3 热循环试样在模拟料液中的腐蚀速率
Fig.3 Corrosion rate of thermal cycle samples in simulation feed liquid

图4 不同冷却速度下Ti35合金均温区的组织
Fig.4 Structural morphology of uniform temperature zone in Ti35 alloy under different cooling rates: (a) 1 ℃/s; (b) 600 ℃/s
过长,晶粒急剧长大,引起材料的强度、塑性下降(图4(a));反之,晶粒尺寸较小,强度、塑性较高(见图4(b))。
图5所示为2种拉伸试样在冷却速度为1 ℃/s、温度为600 ℃时的微观断口扫描图。由图5可知:2种不同冷却速度的拉伸断口上均分布着等轴韧窝;冷却速度为600 ℃/s的拉伸断口,其韧窝大小比冷速为1 ℃/s的拉伸断口韧窝要大,而且韧窝深度大。韧窝的深度主要受材料塑性变形能力的影响,材料的塑性变形能力大,韧窝深度大,反之,韧窝深度小。这表明Ti35材料在较快的冷却速率下,具有较好的塑韧性。

图5 不同冷却速度下试样的拉伸微观断口形貌
Fig.5 Fracture patterns of samples under different cooling rates: (a) 1 ℃/s; (b) 600 ℃/s
可见:Ti35合金作为α型钛合金,从高温冷却时,若冷却速度缓慢,则在高于β相变点之上的高温停留时间长,使基体过热,晶粒显著粗大,导致塑性、强度及冲击韧性下降。因此,Ti35合金焊接区以快速冷却为宜。可见,为了使焊接接头具有良好的机械性能,必须选择合适的焊接工艺,以使过热倾向和淬硬倾向都较小。冷却速度以20~600 ℃/s为宜。较宽的冷却范围反映了Ti35合金具有优良的焊接性能。
3 结论
1) 在相同的热输入量条件下,随冷却速度的提高,材料的强度与塑性均有所增加;在较低的冷却速度下,热循环试样的冲击韧性值较低。
2) 不同冷却速度的均温区试样在模拟料液下均具有较好的耐腐蚀性能。
3) 在较低的冷却速度下,Ti35合金均温区强塑性及韧性下降的原因是β相变点之上高温停留时间过长,造成组织晶粒粗大。
REFERENCES
[1] FAUVET P, BALBAUD F, ROBIN R, TRAN Q T, MUGNIER A, ESPINOUX D. Corrosion mechanisms of austenitic stainless steels in nitric media used in reprocessing plants[J]. Journal of Nuclear Materials, 2008, 375: 52-64.
[2] RODERICK B, MURIEL B, NATHAN M, JOHN N, LOWELL W. Nuclear fission power for 21st century needs: Enabling technologies for large-scale, low-risk, affordable nuclear electricity[J]. Progress in Nuclear Energy,2008, 50(2/6): 82-91.
[3] DEY P K, BANSAL N K. Spent fuel reprocessing: A vital link in Indian nuclear power program[J]. Nuclear Engineering and Design, 2006, 236(7/8): 723-729.
[4] RAVI A, DAYAL R K, BALASUBRAMANIAM R, RAJU V R, MYTHILI R, SAROJA S, VIJAYALAKSHMI M, RAGHUNATHAN V S. Effect of heat treatment on the corrosion behavior of Ti-5Ta-1.8Nb alloy in boiling concentrated nitric acid[J]. Journal of Nuclear Materials, 2008, 372: 277-284.
[5] RAJ B, KAMACHI U. Materials development and corrosion problems in nuclear fuel reprocessing plants[J]. Progress in Nuclear Energy,2006, 48(4): 283-313.
[6] SOUZA K A, ROBIN A. Preparation and characterization of Ti-Ta alloys for application in corrosive media[J]. Materials Letters, 2003, 57: 3010-3016
[7] 徐潇潇, 崔 岚, 邱绍宇, 李思凡, 盛钟琦, 邰 江. Ti-5%Ta钛合金在乏燃料模拟溶解液中的腐蚀行为[J]. 核动力工程, 2005, 26(4): 406-409.
XU Xiao-xiao, CUI Lan, QIU Shao-yu, LI Si-fan, SHENG Zhong-qi, TAI Jiang. Corrosion behavior of Ti-5%Ta alloy in simulated solution for dissolving spent fuel[J]. Nuclear Power Engineering, 2005, 26(4): 406-409.
[8] 吴金平, 杨英丽, 赵恒章, 赵永庆, 赵 彬, 郭荻子, 林 桥. Ti35钛合金的焊接组织与性能[J]. 稀有金属材料与工程, 2008, 37(S3): 205-208.
WU Jin-ping, YANG Ying-li, ZHAO Heng-zhang, ZHAO Yong-qing, ZHAO Bin, GUO Di-zi, LIN Qiao. The welding microstructure and weldability of Ti35 alloy[J]. Rare Metal Materials and Engineering. 2008, 37(S3): 205-208.
[9] 虞觉奇, 易文质, 陈邦迪. 二元合金状态图集[M]. 上海: 上海科学技术出版社, 1987.
YU Jiao-qi, YI Wen-zhi, CHEN Bang-di. Binary alloy phase diagrams[M]. Shanghai: Shanghai Scientific and Technical Press, 1987.
(编辑 陈灿华)
基金项目:国家科技支撑计划资助项目(2007BAE07B03)
通信作者:吴金平;电话:029-86231078;E-mail: jinpingwu7@126.com

