���±�ţ�1004-0609(2013)06-1479-10
���⺸�ӹ��ղ����Ը�ǿþ�Ͻ���μ����������Ӱ��
���ջ�1���Ϻ��2��������1��������1���� ӱ1
(1. ���˵�վ���з���������˾���Ϻ� 200233��
2. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410082)
ժ Ҫ������CO2����Ը����������ZK60��ǿþ�Ͻ�ѹ��Ľ��к��ӣ��о����ӹ��ղ����Ժ���������������������Ӱ����ɡ�������������⽹��λ���趨�ڰ���ϱ���ʱ��������Ի���������������ȣ������ٶȹ�����;��ᵼ�º�������ȵļ�С�������ƵIJ����������Ż��ĺ����ٶȿɵõ�������״�����������Ƶĺ��죻�������ۺ����γ�����Ĺ����ܶ���ֵ��0.99��105~1.23��105W/cm2֮�䣬Ϊ�˱�֤���۳��ȶ��������ѡ�������Ӧ������750 W������������һ��ֵ�Ժ���������������ѡ�������Ӧ������750 W�����ٺ��������£����ź����ٶȵ��������������������ҿ�����ʽ���ɺ�����������������ת�䡣
�ؼ��ʣ�ZK60þ�Ͻ𣻹��ղ�����������Σ������ƣ����⺸��
��ͼ����ţ�TG456.7 �� �� ���ױ�־�룺A
Effects of laser welding parameters on weld appearance and cracking tendency of high strength magnesium alloy
YU Zhao-hui1, YAN Hong-ge2, GUAN Zheng-gang1, YIN Xu-yu1, LI Ying1
(1. State Nuclear Power Plant Service Company, Shanghai 200233, China;
2. College of Materials Science and Engineering, Hunan University, Changsha 410082, China)
Abstract: The high cracking susceptible ZK60 magnesium alloy plates were welded by CO2 laser beam. The effects of welding parameters on the appearance and cracking tendency of the welds were studied. The results show that weld with maximum penetration and aspect ratio can be obtained when the position of focal point is adjusted on the top surface of the plate. Too higher or too lower welding speed deteriorates aspect ratio and leads to the occurrence of hot cracking. Under optimum welding speed range, the weld with high aspect ratio and free of cracking can be manufactured successfully. The threshold power density for deep penetration mode welding of ZK60 alloy is approximately between 0.99��105 and 1.23��105 W/cm2, thus the minimum laser power to sustain is about 750W, and the upper limit of recommend laser power for welding should be lower than that results in maximum penetration deep. Under the condition of higher welding speed, ZK60 alloy presents stronger cracking tendency and morphologies of cracks evolve from transverse to longitudinal with the welding speed increasing further.
Key words: ZK60 magnesium alloy; welding parameter; weld appearance; hot cracking; laser beam welding
ZK60þ�Ͻ�ӵ��þ���Ͻ��е��ܶȵ͡������Ժá�������������졢��������ǿ�����ԣ�������ͻ���ı�ǿ�ȡ�������Ŀ�Ӧ����ʴ�������ܼ����ȴ���ǿ�����ŵ㣬����Ϊ���ۺ�������Ϊ���������þ�Ͻ�֮һ��ͨ���������ѹ����������������������ǿ�ȵĺ����㲿������ɻ����ߡ���챺ͳ�����ȡ����ں��ա����켰��ͨ�������Ӧ�ã�����Ч�ؼ����豸����������ʵ�ֽ��ܼ��ŵ�Ŀ��[1-3]��Ȼ�����úϽ������¶�����Ͽ��������������أ���������ԽϸߵĴ�ͳ�绡���������Զ�����пɿ��غ��ӣ��Ӷ�ʹ��Ӧ�÷�Χ����[4]���봫ͳ�绡����ͬ�����⺸�Ӿ��е������롢�ߺ����ٶȼ��߿��ƾ��ȵ��ŵ㣬�����ֲ���ͳ�绡�������ں���þ�Ͻ��������������ȱ�㣬�Ǹ�ǿ������������þ�Ͻ����ѡ���ӷ���֮һ[5-6]��
Ŀǰ���й�þ�Ͻ⺸���о���Ҫ������Mg-Al-Zn(AZ)��Mg-Al-Mn(AM)�ȿɺ�����ԽϺõĺϽ���ϵ���θյ�[7]�����̷��[8]��AZ31þ�Ͻ⺸�ӵĹ��ռ�����֯����ϵͳ���о��������ʾ���ں��ʵĹ��������½�ͷ����ϵ����߿ɴ�96%����������֯��Ҫ��ϸС�ĵ��ᾧ��ɡ����ʹ���[9]���AZ31þ�Ͻ����������ϸ���о���������������ʡ����ٺ������ڻ�����խ�ĺ��졣ȫ�ǽܵ�[10]���о�AM60þ�Ͻ⺸��ʱ���֣������Ż��ĺ��ӹ��������£���ͷ���κã�������ȱ�ݣ�����ǿ�ȿɴ�ĸ�ĵ�94%��ͨ���ܽ������й�þ�Ͻ⺸�ӵ��о�������Է��֣�������йع��շ�����о���Ҫ�����ں�Al��ϡ���Ⱥ�������ԽϺõĺϽ�ϵ��Ȼ������ͬ��ϵ��þ�Ͻ�ɺ��Բ���ܴԺ��ӹ����������Ų�ͬ��Ҫ��һ����ԣ����Ͻ��ںܿ��Ĺ��ղ�����Χ�ھ��ɻ�ÿɿ��Ľ�ͷ�����Ѻ��Ͻ�ĺ��ӹ��ղ�����Χ��Խ�խ[11-12]���ɼ�������������� ZK60�Ͻ�ʱ�Թ�������Ҫ�dz��Ͽ�����Ҫ�ƶ���ȷ�Ĺ��ղ�����Ŀǰ���й�ZK60�Ͻ⺸�ӹ����о��ı������٣����伤�⺸�ӵ���ѹ��ղ�����Χ����ͷ�����Լ������Ʋ������ɵ������в��������ˣ��б�Ҫ����Щ�������ϵͳ�о����������߽�����CO2��������ZK60þ�Ͻ��ȼ�ѹ�����в���ȫ�����ӣ������о����⽹��λ��(�뽹��)Zf�������ٶ�v�������P��3�����ղ������۳���״�������Ƶ�Ӱ����ɣ�����������֮��Ĺ�ϵ���ߣ��Դ˻�ú��������ѹ��ղ�����Χ��Ϊ��Zn�������Ѻ�þ�Ͻ��ں��ӹ����е�Ӧ���ṩ����֧�֡�
1 ʵ��
��ʵ����ù��Ϊ120 mm��100 mm��10 mm��ZK60þ�Ͻ�ѹ��������������廯ѧ�ɷ�(��������)ΪMg-6.0%Zn-0.45%Zr����ǰ���ñ�ͪȥ����֬�������и��Ȼ��ֱ���ɰֽ��˿ˢȥ�����������㡣Ϊ�˷�ֹ���Σ���������ʹ�üо߹̶�������������ô���Ϊ99.999 9%�ĸߴ�����������豸����GS-TFL-6000W�߹��ʺ���CO2��������������802D�Զ���ϵͳ���۽����Ľ���Ϊ127 mm������ʱ������ֱ���������Ŀ��������߽��к��ӣ��������κ������ϣ����庸�ӹ��ղ����������¡�
1) �뽹�����뽹��Zf��ָ���⽹��λ���빤�����ӹ���֮��ľ���(mm)���������λ��ǡ��λ�ڹ������ϱ���ʱ��Zf =0 mm������λ�ڹ����Ϸ�Ϊ���뽹��λ�ڹ����ڲ���Ϊ���뽹����ʵ���ܽᲢ�ο������о������Ľ�����������ٶȺͼ���ʷֱ��趨��3 m/min��1 500 W���뽹��Zf��1 mmΪһ����������-5mm�仯��+5 mm��
2) �����ٶȡ��ֱ���ʶȹ̶���1 600��2 000��2 400 W�������ٶ���1 m/minΪ�仯��������1m/min�仯��10 m/min��
3) ����ʡ��̶������ٶȣ�������150 WΪ�仯������600 W����1 950 W��
�����ȡС�麸��������������5%��ʯ����Һ����ʴ5s�����н���۲죬���������ط������۳صļ��γߴ�(������ȡ�����Ⱥͺ�������)�����Ƴ��ȡ�
2 ��������
2.1 �뽹��
ͼ1��ʾΪ��ͬ�뽹��������ZK60þ�Ͻ�ĺ���漸����״����ͼ1���Կ������뽹���Ժ�������Ϳ��Ⱦ��кܴ��Ӱ�졣���뽹��Zf =0 mm�������⽹��λ���������ϱ���ʱ��������������ʱ����������������Ĺ��ֱ����С�������ܶ����������ǿ�������������ķ�����Ҳ������������������ۺ�����ĸ���ڲ���չ���Ӷ�������������Zf��1mm��Zf��-1 mmʱ�������뽹��Zf����ֵ���������ڴ���ĸ�ı���Ĺ��ֱ��Ҳ��֮���������ܶȽ��ͣ����������½���ֵ��ע����ǣ�����ֵ��ȵ������뽹���������Ӱ�첢����ͬ�����뽹�Ժ�������Ӱ����Խ�С����Ȼ������ֵ��ȵ������뽹�������ڹ�������ļ��������ܶȼ�����ȣ�����������ϵı仯����ȴ��ȫ��ͬ�����뽹ʱ������λ�ڳ��ڲ���������һ����ȷ�Χ������ά�ֽϸߵ������ܶȣ��Ӷ����н�ǿ���������������뽹ʱ���������ڹ����ڲ��ʷ�ɢ״�������ܶ�������������Ӷ����ͣ��Ӷ���ɺ��������С�����������뽹��������죬���뽹������ֵ�ϴ������±��ֵø�Ϊ���ԣ�Zf =-5 mmʱ��������Ϊ�����ͣ���Zf =5 mmʱ������ģʽת��Ϊ�����ͣ���������ԶС���ۿ��������dz��״����ͼ1�����Է��֣��뽹���Ժ�����ȵ�Ӱ����Խ�С��Zf��-5~2 mm��Χ�ڱ仯ʱ��������ȵı仯������Zf��3 mmʱ������Ŀ���Ѹ�ټ�С����ͬ�������뽹�����¹��������ܶ�˥���Ӿ��йء�
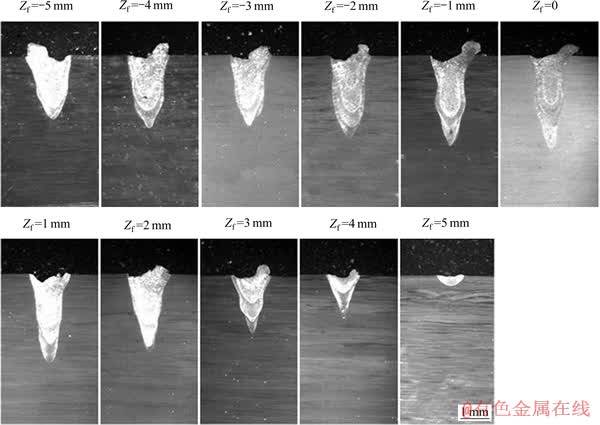
ͼ1 �뽹����ZK60�Ͻ�������״��Ӱ��
Fig. 1 Influence of defocus distance on cross-section geometries of welds of ZK60 alloy
ͼ2��ʾΪ���������(penetration)�������(aspect ratio)��������(cross-section area)���뽹���ı仯���ߡ���ͼ2���Ը�������ؿ�����Zf��-2~0 mm�ķ�Χ�ڱ仯ʱ������ĺ����������ޱ仯����˵���ڴ˷�Χ�ڸı��뽹���Ժ����������Ӱ�첻�����⣬���������ȳ��ֳ����������Ƶı仯���ƣ���Zf =0 mmʱ���ﵽ���ֵ���������뽹������������ȼ�С��
�����������뽹��Zf ��-1~1 mm��Χ�ڿɻ�����������Ƚϴ�ĺ��졣���У�Zf =0 mmʱ�����ֱ����С�������ܶ�����������ڹ��ʽ�С��������ʵ�����ۺ�����ˣ��ڱ�ʵ���У���Zf =0 mm��Ϊ����ZK60þ�Ͻ������뽹������������ʵ���н�����Ϊ�̶�������

ͼ2 �뽹�����۳غ���漸�γߴ��Ӱ��
Fig. 2 Influence of defocus distance on cross-section geometries of welds
2.2 �����ٶ�
ͼ3��ʾΪ��ͬ�����ٶ�������ZK60þ�Ͻ����漸����״����ͼ3���Կ������ڼ���ʲ���������£����ź����ٶ�(v)���ӣ����������³���3�ֲ�ͬ����״����vΪ1~3 m/minʱ�������ϡ��²����Ȳ�ϴ�Լ�������1/3�����ۺ����������ݣ�����������־Ʊ�״��LAMPA��[13]��KRASNOPEROV��[14]��Ϊ�����⺸��ʱ���������²��ֿ��Ȳ�����������������λ���ȷ�ʽ��ͬ����ɵġ��ں����ϲ�����������ͬʱͨ��Marangoni�������ȴ������ַ�ʽ��ĸ�Ľ��м��Ȳ��ۻ����ں����²���Marangoni�������������������Ҫ�����ȴ�����ʽ��ĸ�Ĵ��ݡ����ʹ���[9]����Ϊ���ۼ����۳��ϱ�����µ�������ļ�������Ҳ����ɺ����ϲ������������ź����ٶ������۳��ϲ���Marangoni�������ý����ż���ʱ���̶���������ˣ���vΪ4~5 m/min�ķ�Χ�ڣ��������²��ֵĿ��Ȳ��С���ۺ��ߵİ��ݶȱ�С������ƽֱ����������ָ״����vΪ6~10 m/minʱ��������ȱ仯��С������Ѹ���½����ۺ��ߵ���״��ԭ�����ڰ�����ת��Ϊ����ͻ������������ʵ�ͷ״��������״������ζ�ź���ģʽ��ԭ��������������ת�䡣��Ȼ���ڹ̶����������£��ı亸���ٶȲ���Ӱ����������������ļ�����ܶȣ����ǣ��������Ժ����۳ؼ���ʱ��ȴ���ź����ٶ�v���������̣������Ľ����������Զ����۳ײ��������ķ����������Ӷ�ʹ������Ѹ�ٱ�С��ֵ��ע����ǣ��ڹ��ʽϴ�������£��缤���P=2 400 W�������£��������ٶ�v��5 m/minʱ������ģʽ�Ϳ�ʼ����ת�䡣�������������߹��������½�������ӷ��������ĵ�������Ũ�ȹ�������ЧӦ�����µĹ��ֱ�������й�[15]��
ͼ4��ʾΪ��������������������溸���ٶȵı仯���ɡ���ͼ4���Ը�������ؿ�����3�������к�������ͺ��������溸���ٶ�v���������С��������������ȴ�����˲�ͬ�ı仯���ɡ����ȣ��������������ź����ٶȵ������������vΪ4~5 m/min���Ҵﵽ��ֵ����������ź����ٶȵļ����������С�����ź����ٶȵ�����������Ϳ�������������ٶ�ͬʱ��С�����ڲ�ͬ�ٶȷ�Χ�����ǵı仯��ȴ�нϴ�IJ��졣��v��4 m/minʱ��������ȱ�С�������Ϊ���������������v��5 m/minʱ�����ڼ�����۳ؼ���ʱ�����̣����������С���ȴ��ڿ��ȣ�����ȱ�С�����ź����ٶȵĽ�һ����ߣ�����ģʽ��ʼ��ԭ�������ۺ�����ת�䡣�ⲻ��ʹ���������������Ѹ���½���������ɺ��ӹ��̲��ȶ������⣬���ߵĺ����ٶȻ���ɺ����������Ӧ����Ӧ�������ʱ����ߺ������������[4]����ˣ�����ZKϵþ�Ͻ�ʱ���˲��ù��ߵĺ����ٶȡ������ٶ�v��4 m/minʱ����������Ч����Ϊ���ԣ������͵ĺ����ٶ�(��v=1 m/minʱ)�ᵼ�º���������������С��������������ɺ����������أ��Ͻ�Ԫ�ش�����������ˣ�����ZK60þ�Ͻ�Ҳ���˲��ù��͵ĺ����ٶȡ�
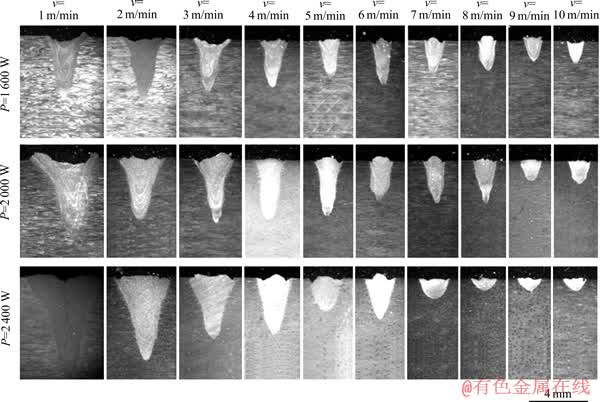
ͼ3 �����ٶȶԺ������漸����״��Ӱ��
Fig. 3 Influence of welding speeds on cross-section geometries of welds
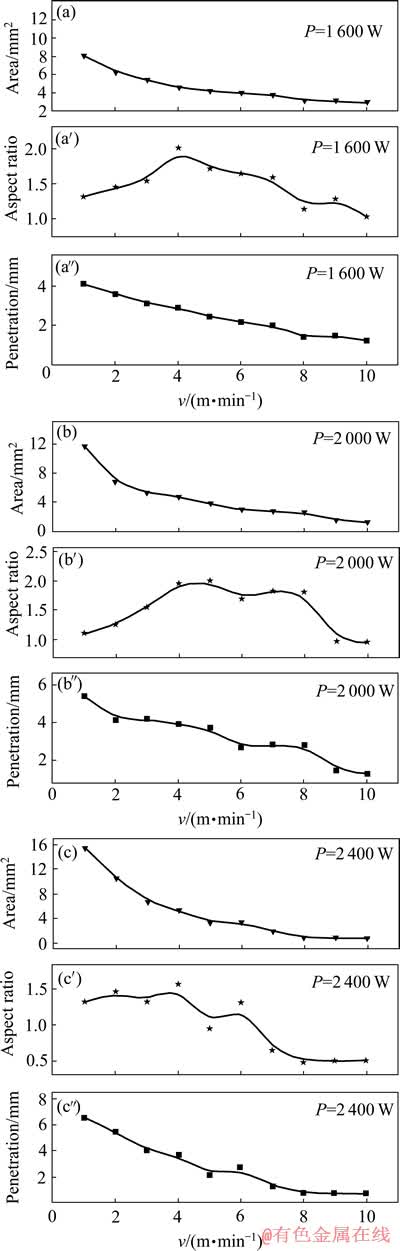
ͼ4 ��ͬ�����º����ٶȶ��۳ؼ��γߴ��Ӱ��
Fig. 4 Influence of welding speeds on cross-section geometries of welds at different powers
����������vΪ2~4 m/min��ZK60þ�Ͻ��Ϊ���ʵļ��⺸���ٶȷ�Χ���ڸ��ٶȷ�Χ�ڣ�������Բ���������������Ч�����Һ�����Ի�ýϴ������ȡ���ˣ�������ʵ���У������Ż��ĺ����ٶȷ�Χ��ѡ�������ٶȣ��ڴ˻������о�����ʶ��۳ؼ�����״��Ӱ����ɡ�
2.3 �����
ͼ5��ʾΪ��ͬ�����������ZK60þ�Ͻ�ĺ������״����ͼ5���Կ�����������ʴ�600 W��ߵ�750 Wʱ��������������������ģʽ�ӳ�ʼʱ�Ĵ����������ۺ�ת�䡣�ɴ˿����ƶϣ�ZK60þ�Ͻ����ۺ����γɵ���ֵ��Լ�� 0.99��105~1.23��105 W/cm2֮�䡣ZHANG��[11]�о�������AZ31��ZE41��WE43þ�Ͻ⺸�ӵ����ۺ���ֵ�ֱ�Ϊ5��105��1.5��105��2��106 W/cm2����Ȼ��ZK60�������ۺ���ֵ������þ�Ͻ��Ҫ�͡����о�����[16]�����ۺ���ֵ��Ͻ�ijɷ��йأ�һ���棬�Ͻ�Ԫ�غ���Խ�ߣ����ϵĵ���͵�����Խ�ͣ��Լ����������Խ�ߣ���һ���棬�Ͻ�Ԫ�ػӷ�Խ���ף���ӷ��������ķ�������Խ��������ԭ����ή�Ͳ����ڼ��⺸���е����ۺ���ֵ���ɴ˿�֪��ZK60�Ͻ����ۺ���ֵ��Խϵ͵�ԭ����Ͻ���ZnԪ�صĺ����ϸ��йء�Zn��һ�ּ��ӷ��Ľ���Ԫ�أ���727 ��ʱ�ı�������ѹ�ߴ� 1.2��104 Pa����Լ��Mg��10����Al��109��[17]��
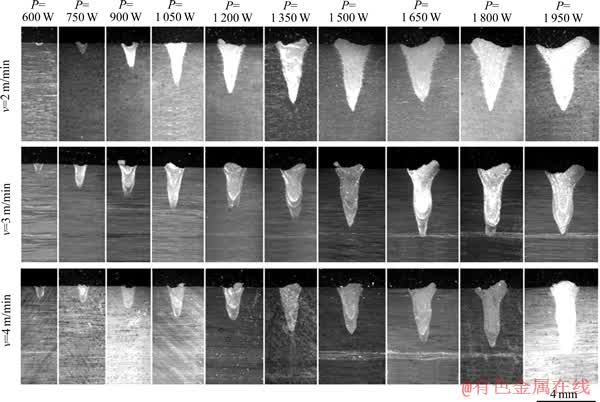
ͼ5 ����ʶԺ������漸����״��Ӱ��
Fig. 5 Influence of laser powers on the cross-section geometries of welds
������ԣ����ż���ʵ���ߣ�ZK60�Ͻ������Ϳ����������У����������������Ҫ�����ۿ���������ȣ����ǣ��������һ������ֵ���˺���������ֻ�ܵ��º���Ŀ��ȼӴ�����ܽ�һ�����������v=2 m/minʱ�������ʼ��ֵ����Ӧ�ļ����Ϊ1 500 W��������[9]����������������ӵ�һ���̶Ⱥ��۳صײ������ѹ����������������ķ�������γ�ƽ�⣬�Ӷ���ֹ�����۳����������ļ�������ֻ��ͨ���������ȴ����ȷ�ʽ����Χ��ĸ�Ĵ��ݣ��Ӷ��ٽ��۳صĺ�����չ����������������⣬���ż���ʵ����������¶���������������������������Ʊ�Լ��������������ǿ��������ۺ���������Խ�һ���Ӵ�ͬʱ�����۳��Ϸ��ĸ��µ���������۳��ϱ���ļ����������ʹ�����������ˣ���������ֵ���ۿ������ż���ʵ�����������ڱ��о��У�������������Ҳ�������Ƶı仯���ɣ������������ʼ��ֵ����Ӧ�ļ����ȴ������ͬ����v=3 m/minʱ�������ʼ��ֵ����Ӧ�Ĺ���Ϊ1 650 W����v=4 m/min�����£���ʵ���趨�Ĺ��ʷ�Χ�ڣ�����ʼ�����Ź��ʵ���߶����ɼ�����ߺ����ٶ������ڼ������۳��е������������������������ʼ��ֵ����Ӧ�ļ���ʣ���������������ߺ�������
ͼ6��ʾΪ�۳غ����������������漤��ʵı仯���ɡ���ͼ6��������ؿ�����������������������ż���ʵ����������Ȼ���������ȴ�����˲�ͬ�ı仯���ɡ��ں����ٶ�v=2 m/minʱ����PΪ600~1 050 W��Χ�ڣ��������������ż���ʵ������������P��1 500 Wʱ����������ż���ʵ��������С��ֵ��ע����ǣ���PΪ1 050~ 1 500 Wʱ�����������Ƚӽ��ڵȱ����仯�����챣���ԽϺã�������Ƚӽ����ֵ�����⣬v=3 m/minʱ����ô�����ȵĹ��ʷ�ΧΪ1 050~1 800 W����v=4 m/minʱ���˹��ʷ�Χ��ΪP��1 350 W��
�����������ڱ���ZK60þ�Ͻ⺸�ӹ���ʱ��Ϊ�˻������Ч��������ʵ���Сֵ���豣֤���ۺ����ȶ�������������������ֵҪ�������ۺ����γ�����Ĺ����ܶ���ֵ�����뽹��Zf =0 mmʱ������ʵ�����Ӧ������750 W����������Ӧ�����ڴﵽ�������������ֵ�������ڴ�ֵ�����ᵼ�º����������ͷ����Ӧ�������ӶԽӽ�ͷʱ���ڱ�֤��ȫ���Ļ����ϣ�����ʾ������ܲ��������������Ӧ�Ĺ��ʷ�Χ֮�ڽ���ѡ�����������ڻ�ó��νϺõĺ��졣���磬���������湦�ʵı仯���ɿ��Կ����������Ϊ2 mm��ZK60þ�Ͻ�������ļ������1 050 W���ҡ�
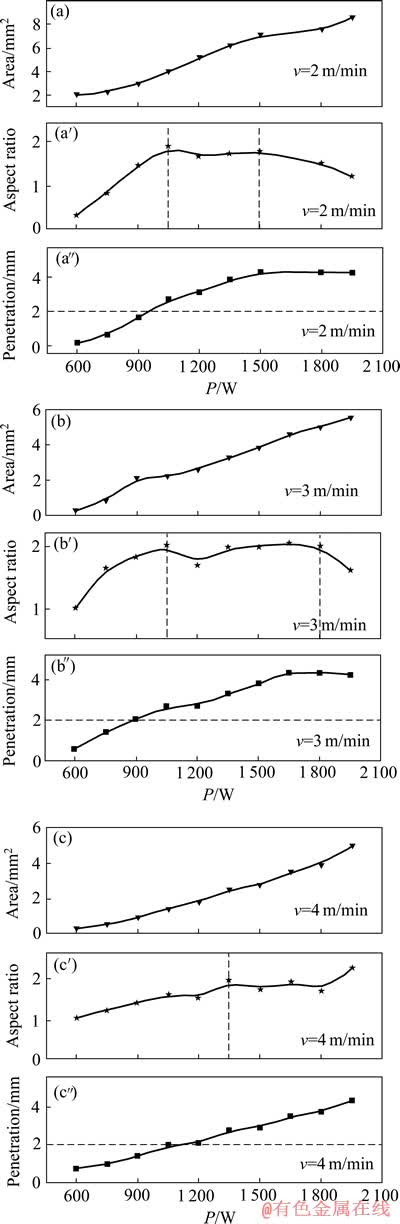
ͼ6 ��ͬ�����ٶ��¼���ʶ��۳ؼ��γߴ��Ӱ��
Fig. 6 Influence of laser powers on cross-section geometries of welds
2.4 ���ղ��������Ƶ�Ӱ��
ͼ7��ʾΪ�����P=1 600 Wʱ��ͬ�����ٶ������µĽᾧ����(һ��������)״������ͼ7���Կ����������ٶȶԺ��������������������Ӱ�죺��v=1 m/minʱ�����ں���ײ�����������ϸ�����ƣ������������ԣ���vΪ2~3 m/minʱ�������۳������������ۿɼ������ƣ��������������Ŀ����ԣ���v��4 m/minʱ��������������صĿ�������ͨ�����ԣ���ߺ����ٶȿ��Խ��ͺ��������룬ϸ�����쾧������ֹ�ִ���״�����γɣ���������ߺ��쿹���������ܡ����ǣ���ZK60þ�Ͻ⺸���У���ߺ����ٶ�ȴ���������ص��������⣬����������ߺ��������£������ڲ���Ӧ�������µ�Ӧ�������������йء����ݺ��Ӵ���ѧ���ۣ����ں����ĺ��ӣ�Ӧ���������ʿɱ�ʾΪ[17]
 (1)
(1)
ʽ�У� Ϊ�Ͻ��������ϵ������Ϊ��ȴ�ٶȣ���Ϊ����ϵ����TcΪ������ȴ���ʵ�˲ʱ�¶ȣ�T0Ϊ�����ij�ʼ�¶ȣ�QΪ������Դ(����)���ʡ�
Ϊ�Ͻ��������ϵ������Ϊ��ȴ�ٶȣ���Ϊ����ϵ����TcΪ������ȴ���ʵ�˲ʱ�¶ȣ�T0Ϊ�����ij�ʼ�¶ȣ�QΪ������Դ(����)���ʡ�
��ʽ(1)�ɵã��ڼ����һ���������£������Ӧ�������ʺͺ����ٶȳ����ȡ��ɼ����������ٶ�v��4m/minʱ��ZK60þ�Ͻ��Ӧ�������ʴ��ڿ��ѵ��ٽ�Ӧ���������ʣ��ڴ����¶ȷ�Χ��Ӧ���ۻ������������Լ��ޣ��Ӷ��շ����Ƶ������������˵�[16]���о����Ҳ֤ʵ����һ�㡣�ɼ��������¶�����Ͽ����׳��ֳɷ�ƫ����������ϵ���ϴ�Ľ��������ڼ��⺸��ʱ���˲��øߵĺ����ٶȡ����⣬v=1 m/minʱ����ϸ���ƣ��������۳صײ�����ɢ�������Ϻá���ȴ�ٶȹ�������ɵ�Ӧ�������������йء�
ͼ8��ʾΪ�����P=1 600 Wʱ�����ٶȶԽᾧ���Ƴ��ȵ�Ӱ����ɡ���ͼ8���Կ����������нᾧ���Ƶ��ܳ����溸���ٶȵı仯���ɽ�Ϊ���ӡ�ʵ���ϣ��ᾧ���ѷ������۳��������Ƶij����������ܵ��۳سߴ��Ӱ�죬��ˣ��������Ƶıȳ���(�������ܳ��Ⱥͺ���������ı�ֵ)����������������߿�ѧ�ԡ���Ȼ����v��4 m/minʱ������Ľᾧ�����������ź����ٶȵ�����������⣬�����P=2 000 W��2 400 W����������Ҳ���������Ƶı仯���ɡ���ˣ�����ZK60þ�Ͻ�ļ��⺸�ӣ��˲��õ��ٺ��������ٶ�Ӧ������1~4 m/min��Χ�ڣ��ڴ˷�Χ�ڿ���һ���̶��Ͻ��ͺ���������������ԡ�
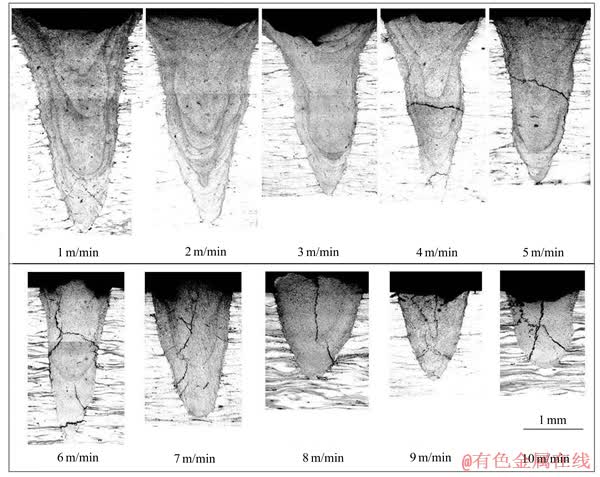
ͼ7 ��ͬ�����ٶ������º���Ľᾧ����״��
Fig. 7 Solidification cracking status of welding under different welding speeds
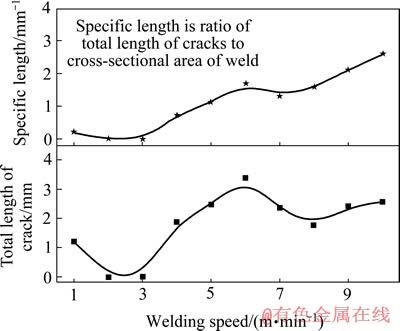
ͼ8 �����ٶȶ����Ƴ��ȵ�Ӱ��
Fig. 8 Influence of welding speeds on lengths of crack
��ʽ(1)�����Եó����ʵ�������Ҳ���Խ��ͺ��������Ӧ���������ʣ��Ӷ����ͽᾧ���Ƶ������ǣ�����ļ����һ����ᵼ���۳������������ʱ��䳤������ľ����ֻ�����ƫ��������أ��Ӷ����ʹ����¶����ں�����������ԣ���һ�������ɺ����������������ۺ����ڰ����γ�Ӧ�����У���ͼ5���ӹ��ղ���P=1 950 W��v=2 m/min����Ӧ�����������⣬������������ʹ�����ϱ�����ֻӷ��ӵ�ȱ�ݣ��ᾧ�����������������ֺ��ȱ�ݵļ�Ǵ����������غ�������������չ����ͼ3�к��ӹ��ղ���P=2 400 W��v=1 m/minʱ����Ӧ��������
��ͼ7�����Կ����������ٶȶԽᾧ���Ƶ���̬Ҳ����������Ӱ�졣��v��4m/min�����£����ź����ٶȵ���ߣ��ᾧ���Ƶ�������λ����չ·��Ҳ�ᷢ���ı䣺�ɳ�ʼ�ĺ�����չ��������ת��Ϊ������չ�����ơ����⺸����һ����ƽ����ȼ���ȴ�Ĺ��̣��۳ظ����������ѧ�����������ز��죬�����ٶȵı仯��ı��۳صļ�����״����Ӧ���ֲ������࣬����������������Ӧ����Ϊ���еIJ�λ��ͼ9��ʾΪ���⺸�۳��ݽ�����״�溸���ٶȵı仯����[18]����ͼ9���Կ������ͺ���ʱ���۳�����ϴ�β�����ۺ����������۳ض������ײ�Ӧ���������ƽ�Ϊƽ������ˣ����첻���׳������ơ��к���ʱ���۳ص��ϰ벿�ֻᱻ������β���ۺ����ڰ���������ϲ����²�������������ֵ�ϴ����в����ּ���Ӧ�������������������в������ѡ���ZK60�Ͻ�Ϊ�����俹��ǿ�ȸߴ�350 MPa��������ǿ�Ƚ�Ϊ180 MPa���ң�����Ӧ���������շ����Ƶ���������չ[1]���ɴ˿ɼ�������ZK60þ�Ͻ�ʱ��Ӧ���������۳س��ּ���Ӧ�����С��ߺ���ʱ������������Ľ��ͣ������������С������ȴ�����ͣ�������������Ϊ������ ��ʱ�������ں����Ӧ���Ժ�����Ӧ��Ϊ�����������غ�������IJ�λ�����ѡ�
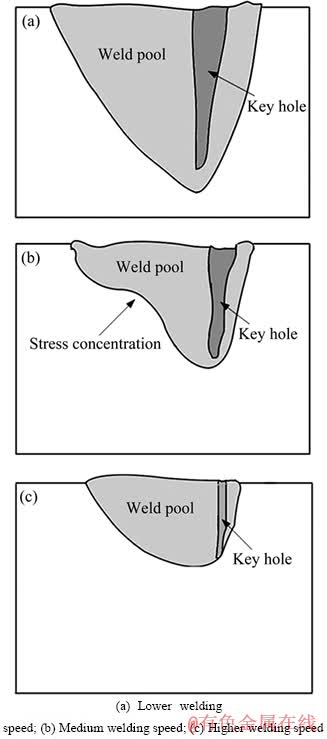
ͼ9 ��ͬ�����ٶ������¼��⺸�۳ص��ݽ�����״ʾ��ͼ[18]
Fig. 9 Schematic illustration of longitudinal sections of weld pool under different welding speeds[18]
3 ����
1) ���⽹��λ���趨�ڰ���ϱ��棬���뽹��Zf =0 mmʱ��������Ի���������������ȡ�
2) ������ͺ����ٶȾ��ᵼ�º�������Ƚ��ͺ������Ʋ����������Ż��ĺ����ٶ�(vΪ2~3 m/min)�ɵõ�������״�����������Ƶĺ��졣
3) �������ۺ����γ�����Ĺ����ܶ���ֵ��0.99��105~1.23��105 W/cm2֮�䣬Ϊ�˱�֤���ۺ����ȶ��������ѡ�������Ӧ������750 W������������һ��ֵ�Ժ���������������ѡ�������Ӧ�����ڸ�ֵ��
4) ���ӹ��ղ����������������̬����������Ӱ�죬���и��ٺ������£����ź����ٶȵ������������������쿪����ʽ���ɺ�����������������ת�䡣
REFERENCES
[1] �� ��, ������, ���»�, ��־��, ��ԪԪ. T��ͨ����ѹ����ZK60þ�Ͻ����֯����ѧ����[J]. �й���ɫ����ѧ��, 2011, 21(6): 1199-1204.
KONG Jing, HOU Wen-ting, PENG Yong-hui, KANG Zhi-xin, LI Yuan-yuan. Microstructure and mechanical properties of ZK60 magnesium alloy processed by T-shape channel pressing[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(6): 1199-1204.
[2] ������, �����, ������, ������. AZ31Bþ�Ͻ���漤���۸�Cu-Ni�Ͻ��[J]. �й���ɫ����ѧ��, 2010, 20(9): 1665-1670.
CUI Ze-qin, WU Hong-liang, WANG Wen-xian, XU Bing-she. Laser cladding Cu-Ni alloy layer on AZ31B magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(9): 1665-1670.
[3] LI Yan, ZHANG Zhi-min, XUE Yong. Influence of aging on microstructure and mechanical properties of AZ80 and ZK60 magnesium alloys[J]. The Chinese Journal of Nonferrous Metals, 2011, 24(4): 739-744.
[4] KEARNS W H. Welding handbook[M]. Miami: American Welding Society, 1982: 389-396.
[5] ���ջ�, �Ϻ��, �� ��, �� ��. ZK40��ǿþ�Ͻ�CO2���⺸�ӽ�ͷ����֯����ѧ����[J]. �й���ɫ����ѧ��, 2011, 21(4): 701-707.
YU Zhao-hui, YAN Hong-ge, CHEN Qiong, SU Bin. Microstructures and mechanical properties of ZK40 high strength magnesium alloy joints by CO2 laser beam welding[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(4): 701-707.
[6] ����Ӣ, ��־��. AZ61þ�Ͻ⺸�ӽ�ͷ����֯������[J]. �й���ɫ����ѧ��, 2006, 16(8): 1388-1393.
WANG Hong-ying, LI Zhi-jun. Microstructure and properties of AZ61 magnesium alloy joints produced by laser welding method[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(8): 1388-1393.
[7] �� ��, ������, ���̷�, ���ʤ. ����þ�Ͻ�AZ31B�ļ��⺸�ӹ����о�[J]. Ӧ�ü���, 2003, 23(6): 327-329.
SONG Gang, LIU Li-ming, WANG Ji-feng, XU De-sheng. Study of YAG Laser welding process on wrought magnesium[J]. Applied Laser, 2003, 23(6): 327-329.
[8] ���̷�, ������, �� ��. ���⺸��AZ31Bþ�Ͻ��ͷ����֯����[J]. ����ѧ��, 2004, 25(3): 15-18.
WANG Ji-feng, LIU Li-ming, SONG Gang. Microstructure character of YAG laser welding AZ31B Mg alloy[J]. Transactions of the China Welding Institution, 2004, 25(3): 15-18.
[9] ���ʹ�, �� ��, ̷�ȴ�, �ź��, ������, �μ���. AZ31B����þ�Ͻ�CO2���⺸��ģʽ����������ص�[J]. ����ѧ��, 2008, 29(4): 9-12.
SHAN Ji-guo, LEI Xiang, TAN Wen-da, ZHANG Hong-jun, CHEN Wu-zhu, REN Jia-lie. Welding modes and weld formation characteristics of CO2 laser welding of wrought magnesium alloy AZ31B[J]. Transactions of the China Welding Institution, 2008, 29(4): 9-12.
[10] ȫ�ǽ�, ����, �� ÷, ���ջ�, ������. AM60 ����þ�Ͻ𱡰弤�⺸�ӽ�ͷ����֯������[J]. �й���ɫ����ѧ��, 2007, 17(4): 525-529.
QUAN Ya-jie, CHEN Zhen-hua, LI Mei, YU Zhao-hui, GONG Xiao-san. Microstructure and properties of joints of wrought magnesium alloy AM60 plates welded by laser beam welding[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(4): 525-529.
[11] ZHANG Hong-xia, WANG Wen-xian, WEI Ying-hui, LI Jin-yong, WANG Jian-ling. Fatigue fracture mechanism of AZ31B magnesium alloy and its welded joint[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(6): 1225-1233.
[12] �뼪��, ������, ���ҵ�. þ�ϽӼ������о���״��Ӧ��[J]. �й���ɫ����ѧ��, 2005, 15(2): 165-178.
FENG Ji-cai, WANG Ya-rong, ZHANG Zhong-dian. Status and expectation of research on welding of magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(2): 165-178.
[13] LAMPA C, KAPLAN A F H, POWELL J, MAGNUSSON C. An analytical thermodynamic model of laser welding[J]. Journal of Physics D: Applied Physics, 1997, 30(9): 1293-1299.
[14] KRASNOPEROV M Y, PIETERS R R G M, RICHARDSON I M. Weld pool geometry during keyhole laser welding of thin steel sheets[J]. Science and technology of welding and joining, 2004, 9(6): 285-290.
[15] READY J F. LIA handbook of laser materials processing[M]. Orlando: Laser Institute of America, 2001: 361-364.
[16] ������. ��ǿ���Ͻ�ļ���ӹ�[M]. ����: ������ҵ������, 2008: 63-65.
ZUO Tie-chuan. Laser processing of high strength aluminum alloys[M]. Beijing: National Defense Industry Press, 2008: 63-65.
[17] KOU S. Welding metallurgy[M]. Hoboken: Wliley-Interscience, 2002: 196-197.
[18] AHMED N. New developments in advanced welding[M]. Cambridge: Woodhead Publishing Limited, 2007: 81-227.
(������)
������Ŀ�������ش�Ƽ�ר��������Ŀ(2011ZX06001-003 )��������Ȼ��ѧ����������Ŀ(51274092)
�ո����ڣ�2012-09-11�������ڣ�2012-12-11
ͨ�����ߣ����ջԣ�����ʦ����ʿ���绰��021-33326734�����棺021-33326888��E-mail: fishyzh@gmail.com

