网络首发时间: 2015-08-11 15:15
稀有金属 2016,40(07),654-659 DOI:10.13373/j.cnki.cjrm.2016.07.004
切削速度对AZ31镁合金高速切削切屑形成的影响
刘龙飞 胡少华 卢立伟
湖南科技大学机械设备健康维护湖南省重点实验室
摘 要:
采用霍普金森压杆(SHPB)对AZ31镁合金进行了高速切削实验。实验采用两把YT15硬质合金刀具,并对称地固定在实验装置上。在实验过程中,实验样品固定在样品台上,用霍普金森压杆高速冲击样品台,带动样品的高速移动,从而实现高速切削,实验气压分别为0.25,0.30,0.35 MPa,其对应的切削速度分别约为14,17,20 m・s-1 。切削完成后,收集相应切削速度下的切屑,然后进行镶样、抛磨,最后利用金相显微镜(OM)和扫描电子显微镜(SEM)研究了切削速度对AZ31镁合金切屑形貌的影响。结果表明:随着切削速度的增加,切屑的锯齿形态逐渐变得规则,锯齿化程度、锯齿化频率相应增加,齿距减小;当切削速度增大到一定程度时,切屑齿面出现了微裂纹,同时伴随着锯齿齿形整体偏移的情形,而锯齿化程度、锯齿化频率、齿距等变化都趋于平缓。
关键词:
镁合金 ;锯齿化程度 ;切削速度 ;切屑形貌 ;绝热剪切带 ;
中图分类号: TG506.1
作者简介: 刘龙飞(1975-),男,湖南岳阳人,博士,副教授,研究方向:材料的微结构与性能;电话:13387328508;E-mail:lfliu1@hnust.cn;
收稿日期: 2015-01-05
基金: 国家自然科学基金项目(50801026); 湖南省自然科学省市联合基金项目(12JJ9011); 湖南省教育厅科学研究项目(14C0454,14C0455)资助;
Sawtooth Chip of AZ31 Magnesium Alloy under High-Speed Cutting and Different Cutting Velocities
Liu Longfei Hu Shaohua Lu Liwei
Hunan Provincial Key Laboratory of Health Maintenance for Mechanical Equipment,Hunan University of Science and Technology
Abstract:
High-speed cutting experiment was carried out on AZ31 magnesium alloy using split Hopkinson pressure bar( SHPB).Two YT15 cemented carbide tools were used and symmetrically fixed on the SHPB device to cut the samples. In the process of experiment,the experimental sample was fixed on the movable sample stage. The sample stage was moved with a high speed under the impact of SHPB,and the sample was cut at a high speed with the moving of the sample stage. The experimental pressure was 0. 25,0. 30,0. 35 MPa and the corresponding cutting speed was about 14,17,20 m・s( - 1). Chips cut at different speeds were collected and embedded into resin. The cross section was mechanically polished and then etched. Microscopic observations were carried out by scanning electron microscopy( SEM) and optical microscope( OM). Effect of cutting velocity on the chip morphology was investigated. The results showed that with the increase of cutting velocity,the morphology of sawtooth chip became more regular,and the level and frequency of sawtooth increased,while the pitch reduced. As the cutting velocity increased to a certain degree,micro cracks appeared on chip surface. Meanwhile,the morphology of sawtooth was overall offsetting. The level,frequency and pitch of sawtooth became gentle.
Keyword:
AZ31 magnesium alloy; sawtooth level; cutting velocity; chip morphology; adiabatic shear band;
Received: 2015-01-05
切削是当今机械制造业的主要加工方法之一,其应用非常广泛
[1 ,2 ,3 ]
。降低切削加工的生产成本,提高切削的质量和效率,是现今世界切削加工的主要研究方向,对于促进社会经济高速发展有着重要的意义。为了满足当今高效率、高精度的加工需求,高速切削加工技术应运而生
[4 ]
。在高速切削过程中,被切削材料会发生较多的物理、化学变化,根据一些学者研究,这些物理、化学变化的本质原因即是切削过程中切屑的变形过程
[5 ]
。切屑形貌直接影响着被加工工件表面的质量、切削过程中工件温度的变化以及切削力的变化
[6 ]
,研究切屑的宏微观形貌有助于定量分析切屑的形成过程和形成机制,从而实现切削加工中对切屑形态的控制。当前对镁合金高速切削的研究不多,而镁合金具有比强度高、减震性好以及易回收等特点,广泛应用于汽车、航空、军事、电子等工业领域,被称为“21世纪绿色金属材料”
[7 ,8 ,9 ,10 ,11 ,12 ,13 ]
。为此本文选择AZ31镁合金作为研究对象,利用Hopkinson压杆(SHPB)对AZ31镁合金进行高速切削实验,以观察高速切削过程中AZ31镁合金切屑形貌的演化规律,为制定合理的切削工艺提供参考,同时揭示镁合金的高速切削机制。
1 实验
本实验所选用的镁合金型号为AZ31,其主要成分如表1所示。
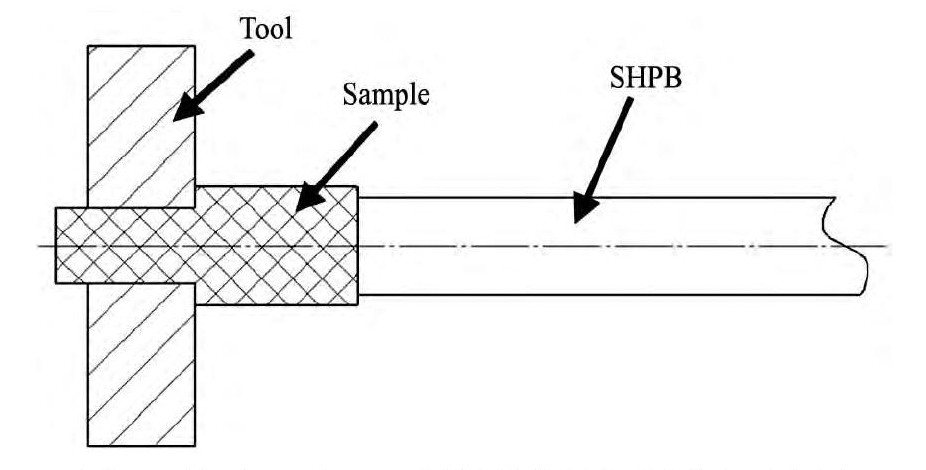
将试验材料加工成尺寸为37.0 mm×20.0 mm×3.5 mm的长方体样品,然后采用真空淬火热处理,淬火温度为350℃,保温时间为8 h,炉内温差波动不超过±5℃。利用Hopkinson压杆进行切削实验。实验过程中,将两把刀具对称地固定在两边,将样品固定在输入杆上,子弹撞击输入杆带动样品高速运动,进行高速正交切削,其示意图如图1所示。切削厚度约为0.5 mm,实验时,Hopkinson的加载气压分别是:0.25,0.30,0.35 MPa,其对应的切削速度分别约为14,17,20 m・s-1 。收集不同切削条件下的切屑,用扫描电子显微镜(SEM)进行观察。并对切屑进行镶嵌、磨抛,然后用5%乙酸酒精加4 g苦味酸的溶液进行侵蚀,并利用金相显微镜(OM)进行观察。
表1 AZ31镁合金化学成分Table 1 Chemical compositions of AZ31 magnesium alloy(%,mass fraction) 下载原图
表1 AZ31镁合金化学成分Table 1 Chemical compositions of AZ31 magnesium alloy(%,mass fraction)
2 结果与讨论
2.1 切削速度对镁合金切屑锯齿化程度的影响
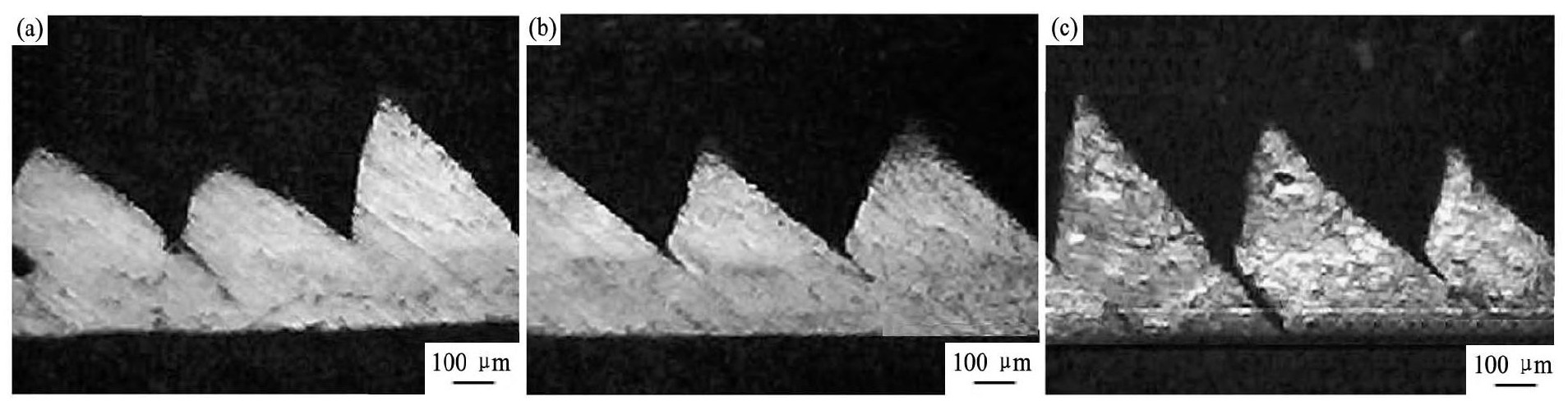
图2是不同切削速度下形成的镁合金切屑形貌图。观察发现,在试验切削速度范围内,AZ31镁合金切屑都形成了锯齿形切屑。造成这种现象的原因可能是镁合金的塑性较差,根据何宁等研究,塑性较差的材料在切削过程中容易形成不连续切屑
[5 ]
。从图2可以看出,在较低切削速度下(图2(a)),切屑的锯齿形状不规则,锯齿单元体形貌相差较大;随着切削速度的提高(图2(b)),切屑的锯齿形貌变得较为规则,切屑单元体变得较为统一;切削速度进一步提高(图2(c)),切屑内出现裂纹,甚至出现切屑断裂的情况。
图1 基于Hopkinson压杆的高速切削试验示意图Fig.1High speed cutting experiment based on Hopkinson pressure bar
图2 不同切削速度下AZ31镁合金切屑金相图Fig.2 OM images of AZ31 magnesium alloy chips under different cutting speeds
(a)v=14 m・s-1 ;(b)v=17 m・s-1 ;(c)v=20 m・s-1
通常使用切削比或变形系数来度量带状切屑变形程度,但锯齿形切屑的变形机制与带状切屑存在较大差异,切削比或变形系数不再适合表达锯齿形切屑的变形程度。一般用Schulz公式(1)来描述锯齿形切屑的变形程度
[14 ]
:
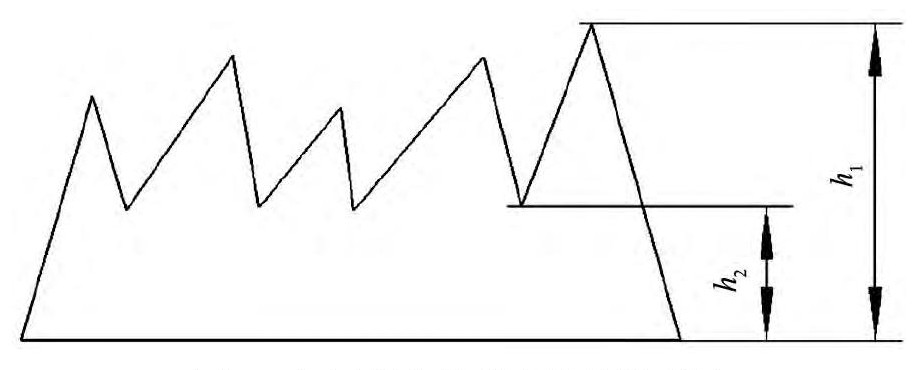
其中,Gs 为切屑锯齿化程度,h1 为锯齿切屑的最大高度,h2 为锯齿切屑连续部分的高度(如图3所示)。
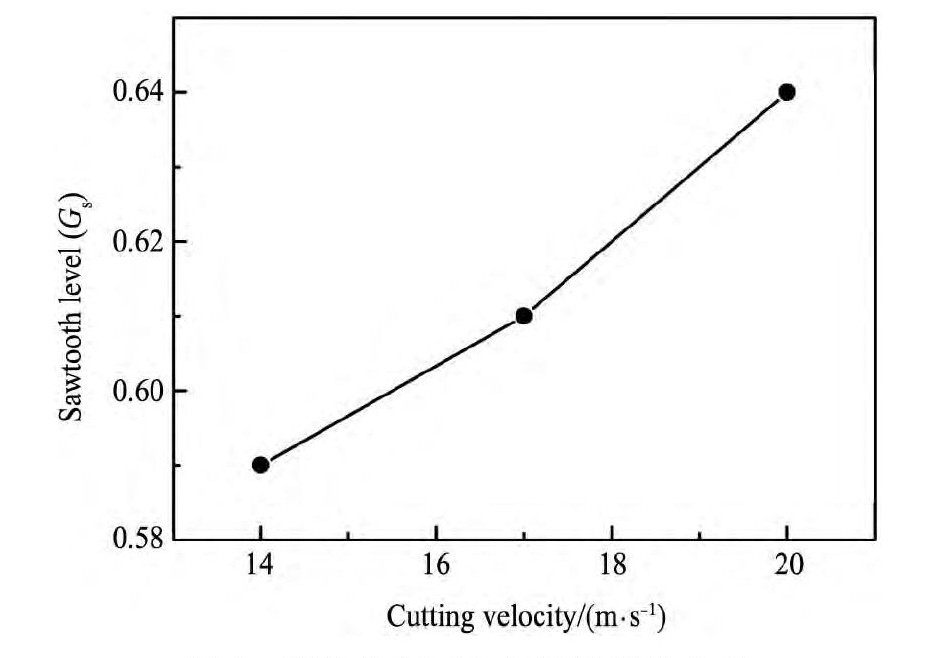
Gs 越大,表明切屑锯齿化程度越严重。由于此种表征方法简便易行,能对锯齿形切屑的几何形状进行定量分析,因此大多数金属材料切削过程中产生的锯齿形切屑都用此式表示,本文中对镁合金锯齿形切屑的分析也采用这个公式。对不同切削速度切削试验后的切屑进行测量和分析,得出镁合金锯齿形切屑锯齿化程度与切削速度之间的关系如图4所示。
从图4中可以看出,切屑的锯齿化程度随着切削速度的提高而增大。已有研究表明,切削速度的增加是金属材料由连续带状切屑向锯齿形切屑转变的关键因素
[15 ,16 ,17 ]
。当切削速度增加时,变形区材料应变速率增大,第一变形区的切削温度也随之上升,切屑变形出现热塑剪切失稳现象,形成剪切带,导致锯齿形切屑的形成。并且这种变形局部化软化现象随着切削速度(或应变率)增加不断加剧,剪切带内应变集中更加激烈,从而导致锯齿形切屑连续部分(h2 )减小,锯齿化程度增大,将在下文中结合绝热剪切带的形貌进一步说明。
图3 切屑锯齿化程度计算模型图Fig.3 Calculation model of chip sawtooth level
图4 锯齿化程度与切削速度的关系Fig.4 Relationship between sawtooth level and cutting velocity
2.2 切削速度对切屑锯齿化频率、齿距的影响
锯齿化频率是表征锯齿形切屑的另一个重要的参数,一般定义为单位切削时间内切屑产生锯齿单元的个数。从切屑锯齿化形成的特征来看,每一个锯齿形切屑在其产生过程中都会出现明显的绝热剪切带,通常锯齿化频率可表示成式(2)
[18 ]
:
式中,vN 为剪切区材料沿垂直于剪切方向的移动速度(m・min-1 );d为剪切带间距(mm);v为切削速度(m・min-1 );φ为剪切角(°);θ1 为锯齿底角(°);γ0 为刀具前角(°)。
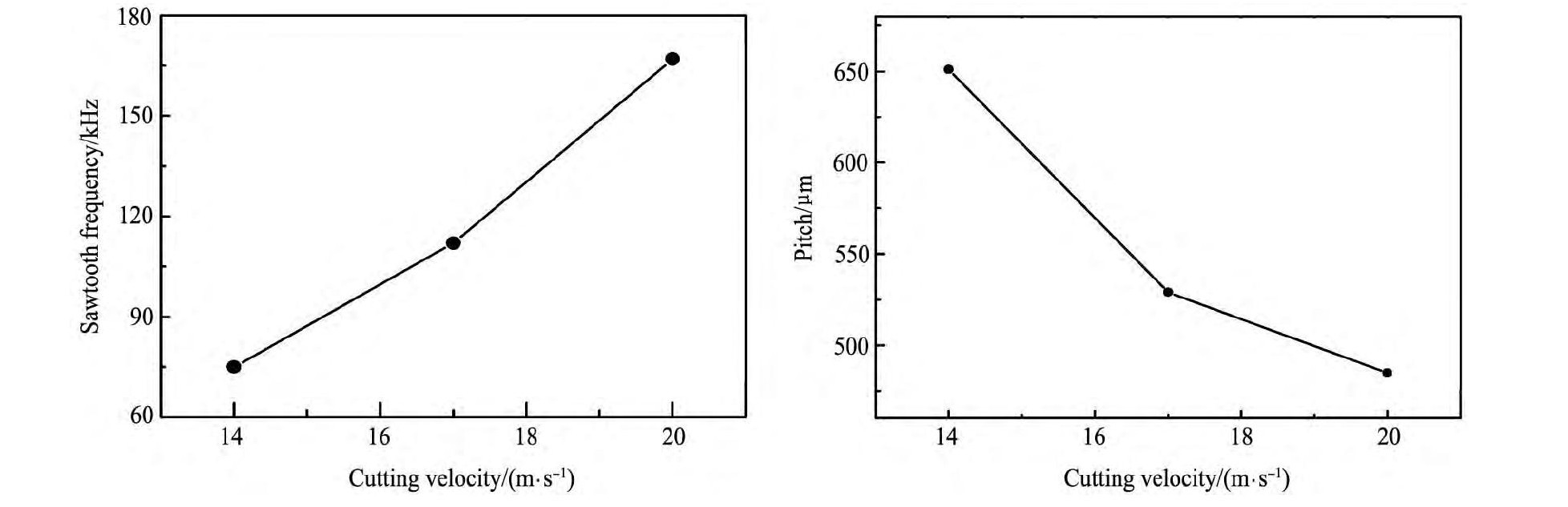
通过测量锯齿底角θ1 和剪切带间距d,根据公式(2)得出镁合金切屑锯齿化频率与切削速度的曲线图如图5(a)所示。此外,齿距也可用来表征锯齿化程度的定量表征。齿距一般是指相邻两齿上对应点之间的直线距离,它的变化与切屑的锯齿化频率有着密切关系,图5(b)是切屑齿距与速度变化的关系图。
从图5中看出,随着切削速度的提高,切屑的锯齿化频率增大,齿距减小。锯齿化频率是切屑锯齿单元产生的决定因素,切屑的锯齿化频率越高,锯齿单元产生的越快。造成这种现象的主要原因是,随着切削速度的提高,应变率增大,剪切失稳现象加剧,剪切面滑出部分有明显增加,应变集中程度也在加剧,剪切带出现频率增加,齿距变小,从而造成了锯齿化频率的提高。
2.3 切削速度对金相组织的影响
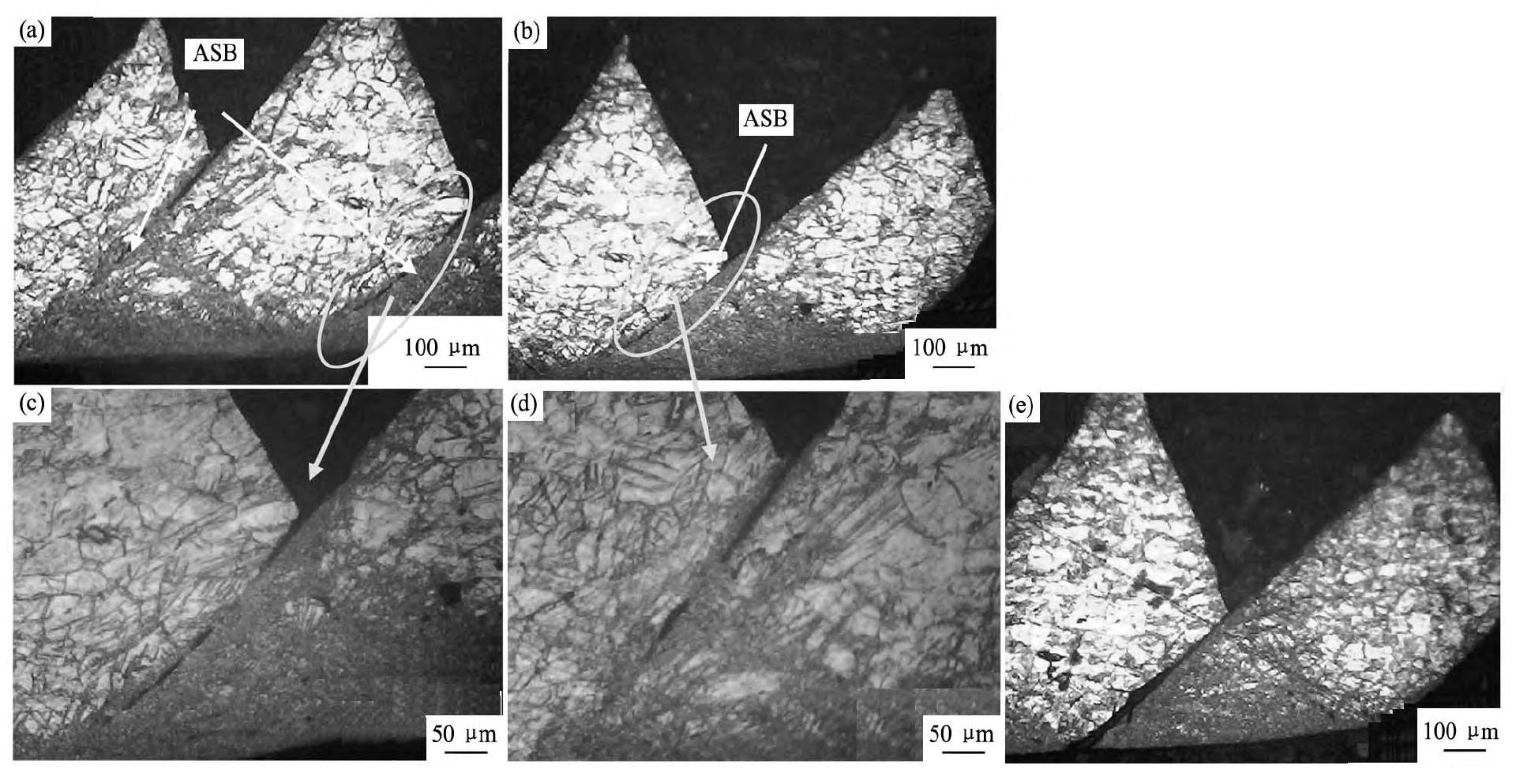
图6为不同切削速度下AZ31镁合金切屑中绝热剪切带形貌图。从图6中可以看出,伴随着锯齿形切屑的形成,绝热剪切带在切屑内呈周期性出现,当切削速度较低时,剪切带比较完整,应变集中程度较小。随着切削速度增大,绝热剪切带变形高速集中并迅速扩展,甚至出现裂纹,从而使得切屑连续部分降低、锯齿形切屑的锯齿化程度增加。当切削速度为14 m・s-1 时(图6(a)),晶粒尺寸大约为30~50μm,内部出现大量的孪晶(具体见图6(c)),当切削速度为17 m・s-1 时(图6(b)),晶粒尺寸为40~60μm,孪晶减少(具体见图6(d))。这是因为随着切削速度的提高,切屑内部的温度加剧,导致孪晶的减少。当切削速度达到20 m・s-1 时(图6(e)),晶粒内部无明显的孪晶,切屑沿绝热剪切带方向发生了局部化断裂(ASLF)。此外,在切屑连续部分的下面,出现了大量的细小的晶粒,且随着切削速度的提高,细小晶粒增多,造成这种现象的原因可能是:高速切削过程中,刀具和切屑的接触部分出现了较高的温升,产生了大量的热量,致使切屑内发生了动态再结晶。
图5 切削速度对锯齿化频率和齿距的影响Fig.5 Effect of cutting velocity on sawtooth frequency and pitch
(a)Sawtooth frequency change chart;(b)Pitch change chart
图6 不同切削速度下AZ31镁合金切屑绝热剪切带形貌图Fig.6 Adiabatic shear band(ASB)patterns of AZ31 magnesium alloy chips under different cutting speeds
(a)v=14 m・s-1 ;(b)v=17 m・s-1 ;(c)Enlarged image,v=14 m・s-1 ;(d)Enlarged image,v=17 m・s-1 ;(e)v=20 m・s-1
2.4 切屑形貌的微观观察
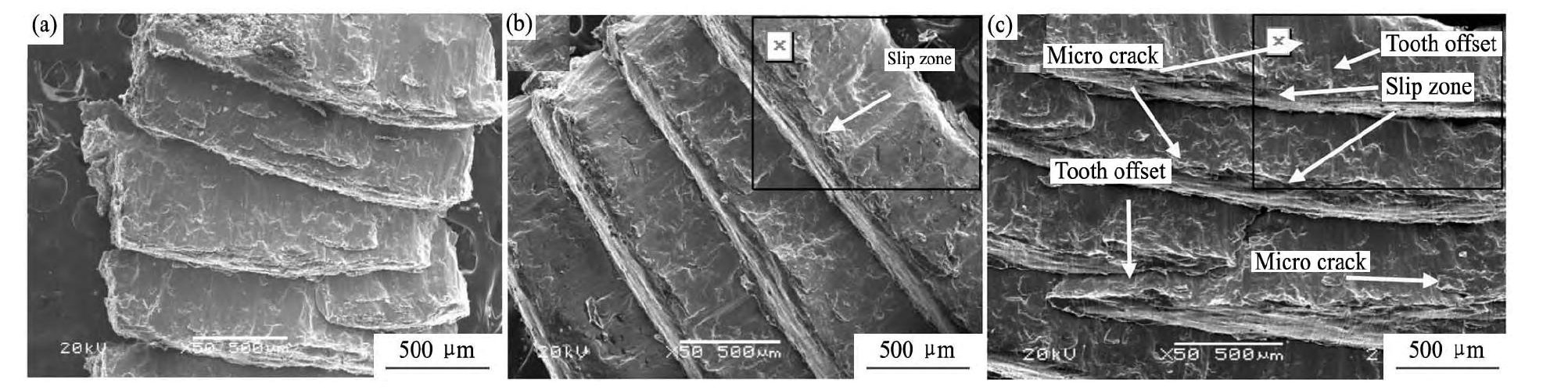
图7为不同切削速度下AZ31镁合金切屑的SEM形貌。从图7中看出,在较低的切削速度时(如图7(a)所示),切屑已经明显呈现出了锯齿化形态,但其形态不是很规则,有黏结现象,且表面凹凸不平,齿深较小,齿距分布不规则。随着切削速度的不断增大(如图7(b)所示),镁合金切屑的锯齿化形态逐渐呈现规则分布,且齿面较为平坦,齿距变得比较均匀,大约为530μm,锯齿形轮廓也变得相当清晰。当切削速度进一步增大时(如图7(c)所示),镁合金切屑的锯齿化轮廓更加清晰,锯齿分布规则,齿距、齿深也进一步增加,某些地方还发现了齿纹偏移现象,切屑齿面上也出现了微裂纹,这说明镁合金在切削过程中经历了较为剧烈的塑性变形。出现这种情形可能是由于切削速度比较高,在切削加工过程中,切削力出现了一定程度的高频振荡,致使工件和切削刀具之间出现受力不稳的情形[19] [20] -1 ),在切屑的剪切带位置能够明显看出滑移带(slip zone),出现这种情况的原因可能是在切屑内发生绝热剪切时,剪切力的方向与材料内滑移面的方向有一定的夹角,致使在绝热剪切过程中,材料内的滑移线发生转动,最后呈现在切屑的齿面位置。观察发现,随着切削速度的增大,其滑移带变得更加密集。这主要是因为当切削速度增大时,材料所受的应变和应变率都非常高,致使剪切力也明显增大,使得材料内滑移线转动速度加剧,转动程度加深,最后形成更为密集的滑移带。
图7 切屑在SEM下形貌Fig.7 SEM images of morphology of chip
(a)v=14 m・s-1 ;(b)v=17 m・s-1 ;(c)v=20 m・s-1
3 结论
1.在高速切削情况下,AZ31镁合金切屑呈现出明显的锯齿形切屑,随着切削速度的增大,其锯齿化形态由最初的不规则逐渐变得规则,当切削速度进一步增大时,切屑则出现了错位或断裂的情况。
2.随着切削速度的增加,切屑的锯齿化程度、锯齿化频率增加,而切屑的齿距在减小。
3.当切削速度增大到一定程度,AZ31镁合金切屑的齿面上出现了微裂纹,同时某些地方发生了齿纹偏移。当切削速度达到20 m・s-1 时,切屑出现了局部化断裂。
参考文献
[1] Gao H J.Discussion on metal-cutting liquid[J].Logistics Engineering and Management,2009,31(12):124.(高虹静.浅论金属切削加工切削液[J].物流工程与管理,2009,31(12):124.)
[2] Jian J H.The Experimental Study of Ultrasonical Assisted Hard Turning Chip Shape and Surface Machining Quality[D].Jiaozuo:Henan Polytechnic University,2010.1.(简金辉.超声辅助硬态切削切屑形态与表面加工质量的试验研究[D].焦作:河南理工大学,2010.1.)
[3] Guo J Y.Study on Metal Cutting Dynamics Based on Different Tool-Chip Friction Models[D].Taiyuan:Taiyuan University of Technology,2010.1.(郭建英.基于不同刀-屑摩擦模型的金属切削过程动力学研究[D].太原:太原理工大学,2010.1.)
[4] Ai X.High Speed Machining Technology[M].Beijing:National Defense Industry Press,2003.10.(艾兴.高速切削加工技术[M].北京:国防工业出版社,2003.10.)
[5] Herbert S,Eberhard A,He N.The High Speed Machining-Fundamentals and Applications[M].Beijing:Science Press,2010.7.(Herbert S,Eberhard A,何宁.高速加工理论与应用[M].北京:科学出版社,2010.7.)
[6] Yu H Y.Study on Microscopic Mechanism of Chip Formation of Stainless Steel during High Speed Machining[D].Dalian:Dalian University of Technology,2012.22.(于海洋.高速切削不锈钢切屑形成微观机理研究[D].大连:大连理工大学,2012.22.)
[7] Wang W,Zhang H,Wang Z D.Progress in magnesium alloys reinforced by long period stacking ordered structure[J].Chinese Journal of Rare Metals,2014,38(1):138.(王卫,张鸿,王自东.长周期堆垛有序结构增强镁合金的研究进展[J].稀有金属,2014,38(1):138.)
[8] Chen X X,Li Q S,Fan Y Y.The research status of AZ31 magnesium alloy[J].Shanxi Metallurgy,2009,32(1):1.(陈孝先,李秋书,范艳艳.AZ31镁合金的研究现状[J].山西冶金,2009,32(1):1.)
[9] Xiao F,Liu T M,Jiang D.Research progress of AZ31magnesium alloy[J].Journal of Chongqing University,2006,29(11):81.(肖盼,刘天模,姜丹.AZ31镁合金的研究进展[J].重庆大学学报,2006,29(11):81.)
[10] Guo M,Wang R,Zhu X R.High speed machining of magnesium alloy[J].Ordnance Material Science and Engineering,2009,32(6):92.(郭珉,王荣,朱秀荣.镁合金的高速切削加工研究[J].兵器材料科学与工程,2009,32(6):92.)
[11] Polmear I J.Magnesium alloys and applications[J].Materials Science and Technology,1994,10:1.
[12] Li J P,Che L C.Numerical and experimental investigation of deep hole cylindrical component of AZ80 magnesium alloy[J].Forging&Stamping Technology,2014,39(5):66.(李建平,车路长.AZ80镁合金深孔筒形件数值模拟及试验研究[J].锻压技术,2014,39(5):66.)
[13] Guan Y P,Yang L,Duan Y C.Research on drawing forming process parameters of AZ31B magnesium alloy square-box parts[J].Forging&Stamping Technology,2014,39(6):45.(官英平,杨柳,段永川.AZ31B镁合金方盒形件拉深成形工艺参数研究[J].锻压技术,2014,39(6):45.)
[14] Schulz H,Abele E.Materials aspects of saw-tooth chip formation in HSC machining[J].CIRP Annals-Manufacturing Technology,2001,50(1):45.
[15] Yang Q B,Liu Z Q,Wang B.Characterization of chip formation during machining 1045 steel[J].International Journal of Manufacturing Technology,2012,63(2):881.
[16] Yang Q B,Chen P,You D Z,Liu Z Q.Characteristics of serrated chip formation in high speed machining Ti6Al4V[J].Hydromechatronics Engineering,2014,42(6):70.
[17] Zhao W,He N,Li L.Investigation on chip formation in high speed cutting of Ti6Al4V alloy with nitrogen gas[A].International Conference on Frontiers of Design and Manufacturing[C].2006,19(6):289.
[18] Yang Q B.Formation Mechanism and Characterization of Serrated Chip in High Speed Machining[D].Shandong:Ph.D.Thesis of Shandong University,2012.75.(杨奇彪.高速切削锯齿形切屑的形成机理及表征[D].山东:山东大学,2012.75.)
[19] Lu S H.Constitutive Modeling and Experimental Study of the Sawtooth Chips in High Speed Cutting[D].Nanjing:Nanjing University of Aeronautics and Astronautics,2009.46.(鲁世红.高速切削锯齿形切屑的实验研究与本构建[D].南京:南京航空航天大学,2009.46.)
[20] Ye G G,Xue S F,Ma W,Jiang M Q,Ling Z,Tong X H,Dai L H.Cutting AISI 1045 steel at very high speeds[J].International Journal of Machine Tools&Manufacture,2012,56(5):1.