���±�ţ�1004-0609(2015)12-3422-08
����WC-Co���Ϸۼ�����ĥ��Ӳ�ʺϽ�Ϳ����Ʊ�
��ѩ÷���������������ޣ�������
(������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ������ 100124)
ժ Ҫ����WC-6Co�Ͼ�Ӳ�ʺϽ�����Co3O4��ĩΪԭ�ϣ���������-��ԭ̼�����Ʊ�����WC-12Co���Ϸۣ������Ϸ۾����������ȴ����Ʊ���������Ϳι�ϣ��������ó����ٻ�����Ϳ(HVOF)�Ʊ�����WC-CoӲ�ʺϽ�Ϳ�㣬�Ƚ�����Ӳ�ʺϽ�Ϳ�����ҵ��������Ϳι���Ʊ�Ϳ�������֯����ĥ�Լ�����ơ��������������̼��Ϊ16.70%(��������)ʱ���������Ϸ۵�̼�������У��Ʊ�����������Ϳι����WC��Co����ɣ�����ι�����ζȺã������ֲ����ȣ�ƽ������Ϊ23 mm������WC-12CoӲ�ʺϽ�Ϳ��Ľṹ���ܣ�WC�����ߴ�ֲ����ȡ�����ҵ������Ϳ���Ʊ�Ϳ������֯��������ȣ�����Ϳ���ĥ��ĥ����������������ҵ��Ϳ���Ʊ�Ϳ��ģ������ԭ�������ߵ�ĥ����Ʋ�ͬ��
�ؼ��ʣ�����WC-Co���Ϸۣ�Ӳ�ʺϽ�Ϳ�㣻ĥ�����ܣ���̼��������Ϳ��ĩ
��ͼ����ţ�TF124 �� �� ���ױ�־�룺A
Preparation of recycled WC-Co composite powder and high wear resistance cemented carbide coating
LIU Xue-mei, WANG Hai-bin, SONG Xiao-yan, FAN Jin-lian
(College of Materials Science and Engineering, Beijing University of Technology, Beijing 100124, China)
Abstract: Using the cemented carbides WC-6Co scraps and Co3O4 powder as the raw materials, the recycled WC-12Co composite powder was prepared by a short-term recycling technique which contains the oxidation and reduction- carbonization procedures. The thermal spray feedstock powder was fabricated by the process consisting of spray drying and heat-treatment. The recycled WC-Co cemented carbide coating was fabricated by high velocity oxy fuel (HVOF) method. Moreover, the microstructure, wear resistance and its mechanism of the coating prepared by the recycled composite powder and the commercial feedstock powder were compared. The results show that when the carbon addition is 16.7% (mass fraction), the recycled WC-Co composite has the appropriate carbon content. The fabricated feedstock only contains WC and Co phases, with homogeneously distribution of spherical particles and average particle size of 23 mm. The recycled WC-12Co coating has a high density and a homogeneous WC grain distribution. Compared the microstructure and properties of the coating fabricated by commercial feedstock powder, the recycled coating has better wear resistance, which is caused by different wear mechanisms.
Key words: recycled WC-Co composite powder; cemented carbide coating; wear resistance; carbon addition; thermal spray feedstock
�Ͼ�Ӳ�ʺϽ����д����ļ�Ϊ��Ҫ��ս��Ԫ���ٺ�ϡ�н������ѳ�Ϊ����Ķ�����Դ��������������뿪���¿�ʯ��ȿɼ���Լ75%���ܺĺ�40%������̼��Ⱦ[1]�������ǿ���Ч���Ϳ�����������Ȼ��̬�������ƻ�[2]����ˣ��Ͼ�Ӳ�ʺϽ�Ļ��������öԴٽ��ٲ�ҵ�Ŀɳ���������չ���зdz���Ҫ�ľ��ú�������塣Ŀǰ��Ӳ�ʺϽ�Ļ��������ܵ������ҵ�ļ����ע�����ж�����������Ӧ����Ӳ�ʺϽ�Ļ��գ���п�۷�[3]����е���鷨[4]���绯ѧ��[5]�����´�����[6]������-��ԭ̼����[7]�ȡ����У�����-��ԭ̼�����ǽ��Ͼ�WC-CoӲ�ʺϽ��ڿ����м��������õ�����������ۣ���̿�ڻ�Ϻ�ԭλ��ԭ̼����Ӧ�ϳ�����WC-Co���Ϸ۵�Ӳ�ʺϽ������������������߿�������������ͻ�ԭ̼�������Ʊ����ܺ�����Ͼ�Ӳ�ʺϽ�ԭ��һ�µ�����WC-Co���Ϸ�ĩ����ͨ���ս����ܻ���ø����ܵ�����Ӳ�ʺϽ�������[8]����ˣ�����-��ԭ̼���������Ʊ����ʺϸ�����Ӳ�ʺϽ�����Ʊ��ĸ�Ʒ������WC-Co��ĩ��
����ͿWC-Co��Ӳ�ʺϽ�Ϳ������ϸߵ�Ӳ�ȡ����õ������Լ���������ĥ/��ʴ�Զ��㷺Ӧ���ں��պ��졢����ұ����������ȹ�ҵ����[9]��Ŀǰ������ԭ����Ϳ�۵��Ʊ�����Ϳ�����ѽ����˴������о�[10-13]����ȡ����Ҫ���о���չ���о����������ԭ�Ϸ�ĩ��̼��������Ϳ��ĩ�����ζȼ������ԡ���Ϳ���յȶ�Ϳ�����������Ҫ��Ӱ�졣Ȼ����Ŀǰ���������Ϳ�ۼ�Ϳ���Ʊ�������о��ʼ���������ˣ�������Ϳ���Ʊ����ۺ;����ָ���£��Ʊ�����ĥ������WC-Co ��Ӳ�ʺϽ�Ϳ�㣬����һ����չ����Ӳ�ʺϽϷ۵�Ӧ�÷�Χ�����зdz�������Ӧ��ǰ����
���������ԷϾ�WC-6CoӲ�ʺϽ����Ϊԭ�Ͻ��������Ʊ������������ĩ����������ͿWC-CoӲ�ʺϽ�Ϳ����ܺ�����̼������Ҫ���������������ĩ�м��������ܵ��������̿�ڣ����û�ԭ̼�������Ʊ�����WC-12Co���Ϸۣ������Ʊ�����Ϳι�ϣ�����Ŀǰ��ͿWC-Co ��Ӳ�ʺϽ�Ϳ����õĹ��շ��������ٻ�����Ϳ[14-15]�Ʊ�����Ӳ�ʺϽ�Ϳ�㡣���ڴ˻����ϣ�����Ϳ��ĥ�����ܵIJ��Ժͼ���ĥ����Ƶķ�����
1 ʵ��
��WC-6CoӲ�ʺϽ�Ϊԭ�ϣ��ڿ����м�����900 ������8 h�Ʊ������������ĩ���������õ��������������ĩ��Ԫ�غ������вⶨ������Ϳ���ĩ�ܺ�����̼������Ҫ������Co3O4��̿�ڵ���������������Ȼ�Ϻ���1000 �桢3 h�������½���ԭλ��ԭ̼����Ӧ���Ʊ�������WC-12Co���Ϸۣ����������Ϸ��м������ϩ��(PVA)�����Ҷ���(PEG)������ˮ������ֽ����Ƴ��Ͻ������ø���������������������������������������������ĩ����������½���1200 �桢1 h���ȴ������õ�����WC-12Co����Ϳ��ĩ���������JP-5000�����ٻ�����Ϳ�豸�ڵ�40Cr�ֻ�������Ʊ�����WC-12CoͿ�㣬�������Ϳ���ղ���Ϊ��ú������22.0 L/h����������940 L/min����Ϳ����380 mm����Ϊ�Ա�ʵ�飬����ҵ�������Ϳ������ͬ�������Ϳ�����������Ʊ�WC-12CoͿ�㡣
����X����������(XRD)��������ĩ������WC-Co���Ϸۡ�����Ϳι�Ϻ�Ӳ�ʺϽ�Ϳ��������������ͨ��ɨ��羵(SEM)�۲��ĩ��Ϳ�������֯������GB/T 5124.1��GB/T 5124.2����ȼ��-�������������ܽⷨ�ֱ�ⶨ��ĩ����̼��������̼����������ع��ұ�����W��Co��O��Ԫ�غ����IJⶨ���������Խؾ෨�ⶨ�����ľ����ߴ磻��MLG-130��ɰ����ʽĥ�����������Ϳ��ĥ�����ܵ����ۣ�����JBT_7705-1995(��ɢĥ��ĥ��ĥ�����鷽��-���ַ�)����Ҫ��ĥ��ĥ�������ߴ�Ϊ56 mm��25 mm��5 mm��ĥ��Ϊ106 ��m��������ת��Ϊ200 r/min�������غ�Ϊ45 N��
2 ��������
2.1 �Ͼ�WC-6Co�Ͻ������
ͼ1��ʾΪ�Ͼ�WC-6Co�Ͻ��ڿ����н���900 �桢8 h�����Ʊ����������ĩ��XRD�ס���ͼ1���Կ������������ĩ����WO3��CoWO4������ɡ���1����Ϊ�������ĩ��W��CoԪ�غ�����ʵ��ⶨ���������ɵļ�����������CoԪ�غ����ɼ���õ��������ĩ��CoWO4�ĺ���Ϊ26.36%(��������)������ΪWO3(����Ϊ73.64%(��������))���ຬ����ȷ��Ϊ������̼���ļ���춨�˻�����
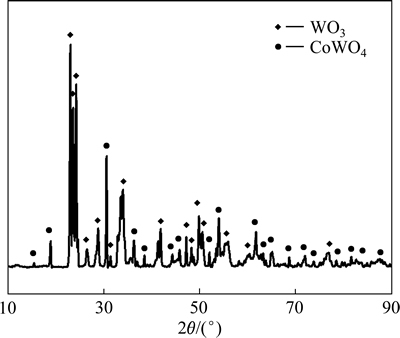
ͼ1 �Ͼ�WC-6Co�Ͻ��ڿ����н���900 �桢8 h�����Ʊ����������ĩ��XRD��
Fig. 1 XRD pattern of oxide powder obtained by oxidation of WC-6Co cemented carbides scraps heated at 900 �� for 8 h in air
��1 �������ĩ��W��CoԪ�غ����IJⶨ���������ɵļ�����
Table 1 Detected element contents of W and Co and calculated phase contents for oxidation powder (mass fraction, %)
2.2 ����WC-12Co���Ϸ۵��Ʊ�
���Ʊ��������������ĩ(WO3+CoWO4)��̿��(C)������������(Co3O4)��ĩ����ԭλ��ԭ̼�����������·�Ӧ��
(WO3+CoWO4)+C+Co3O4��WC+Co+CO�� (1)
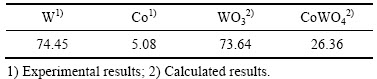
��������WC-12Co����Co������Ҫ�����ԭ������Ҫ����Co3O4���������������ĩ��������Ϊ7.46:100�����ڴ˻����ϣ�����������Ӧ����ȷ��ԭ�Ϸ��������������̼������������̼����ԭ����������16.85%��������̼��������WC-Co���Ϸ۵�����ɺͻ�ѧ�ɷ־�����Ҫ��Ӱ�죬�����ۼ�������ָ���£��������߶�4����̼��(16.50%��16.70%��16.90%��17.00%(��������))�������Ʊ���������ĩ������ɺͻ�ѧ�ɷֽ����о�����XRD�ͻ�ѧ�ɷֲⶨ����ֱ���ͼ2�ͱ�2��ʾ����ͼ2��֪����ʵ��ķ�Χ�ڣ��Ʊ����������Ϸ��г���WC��Co���⣬�����ܳ���ȱ̼��(Co6W6C)��������̼�������ӣ�ȱ̼�ຬ�����Լ��٣�����̼������Ϊ16.90%��17.00%ʱ�����Ϸ���ȱ̼����ʧ�����Ʊ�����ֻ��WC��Co�������WC-Co���Ϸ�ĩ��
��2����Ϊ�������Ϸ�ĩ�в�ͬԪ�غ����IJⶨ������ɱ�2���Կ������������Ϸ�ĩ�е�Co��������11.90%~12.10%֮�䣬��O������С��0.30%������ԭ��WC-12Co����Co������O������Ҫ����̼��������̼����������̼�������ӳ����ӵ����ơ�
�ۺϷ������Ϸ۵�XRD���Լ���̼��������̼������֪������̼��Ϊ16.50%ʱ�����Ϸ۵���̼��ֻ��4.80%������WC-12Co�ۺ�̼����Ҫ���Һ��д�����ȱ̼�࣬�����ں����Ʊ����ി����WC-Co����Ϳι�ϣ�����̼��Ϊ16.90%��17.00%ʱ�����Ϸ���ֻ����WC��Co�࣬����̼��������̼�����ߣ��Դ��Ʊ�������Ϳι��̼����ƫ�ߣ������ڸ�����WC-CoͿ����Ʊ�������̼��Ϊ16.70%ʱ�����Ϸ��е���̼�������У���Ȼ����������ȱ̼�࣬��Ҳ��������������̼��ȱ̼�������̼�ں�������Ϳι�ϵ��Ʊ������пɼ�����Ӧ������WC��Co�࣬�������ി���������Ժõ�WC-Co����Ϳι�Ϻ�����Ϳ����Ʊ�[17]����ˣ��������߲�����̼��16.70%ʱ�Ʊ�������WC-12Co���Ϸ�Ϊ�Ʊ���������Ϳι�Ϻ�Ӳ�ʺϽ�Ϳ���ԭ�ϡ�
ͼ2 ��ͬ��̼�����Ʊ�����WC-12Co���Ϸ۵�XRD��
Fig. 2 XRD patterns of recycled WC-12Co composite powders prepared with different carbon additions
��2 ����WC-12Co���Ϸ��е�Ԫ�غ���
Table 2 Element contents of regenerated WC-12Co composite powders
ͼ3��ʾΪ��̼��Ϊ16.70%ʱ�Ʊ�������WC-12Co���Ϸ۵�SEM��������ߴ�ֲ�ͼ����ͼ3���Կ�������ĩ�����ߴ��Ϊ���ȣ��Ҵ����������СΪ0.2~0.8 ��m��ƽ�������ߴ�Ϊ0.5 ��m��
2.3 ����Ϳι�ϵ��Ʊ�������WC-12CoͿ����Ʊ�
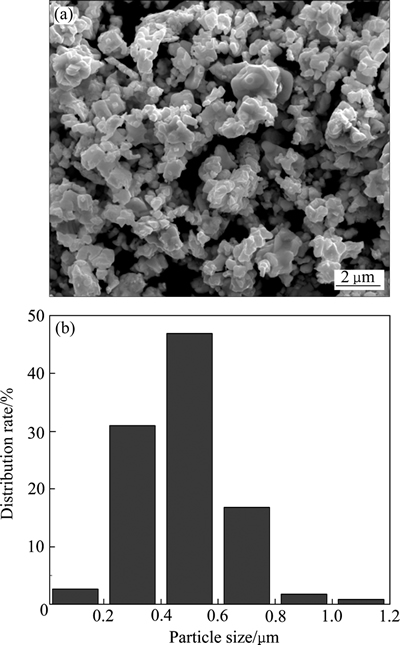
ͼ3 ��̼��Ϊ16.70%ʱ�Ʊ�������WC-12Co���Ϸ۵�SEM��������ߴ�ֲ�
Fig. 3 SEM image(a) and particle size distribution(b) of regenerated WC-12Co composite powder with carbon addition of 16.70% in raw powders
Ϊ�Ʊ����и����ܶȺ����������Ե�����Ϳι�ϣ���������������ȴ������ϵĹ���·�߶�����WC-12Co���Ϸ۽����ž�������
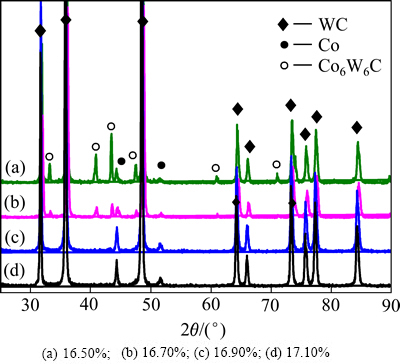
ͼ4(a)��(b)��ʾΪ����WC-12Co���Ϸ����������ͽ����ȴ������Ʊ��������ۺ�����Ϳι�ϵ�XRD�ס���ͼ4(a)��(b)���Կ��������������������Ϸ۵������һ�£�����WC��Co��һ������ȱ̼����ɣ��������۾����ȴ������Ʊ�������Ϳι�Ͻ���WC��Co����ɡ�
ͼ4(c)��4(d)�ֱ���������WC-12Co����Ϳι�Ϻ���ҵ��������Ϳ��ĩΪԭ�ϣ��������ٻ�����Ϳ�����Ʊ���WC-12CoͿ���XRD�ס���ͼ4(c)��(d)���Կ�����������������ϻ���һ�£�����WC��Co�������W2C����ɡ���ͬ������Ϳ�۵����࣬������WC��Co�����(��ͼ4(b))������ԭ��WC-Co��ĩ����Ϳ�����У�WC����ֱ��������е������Ӵ���������̼��Ӧ������W2C������[16]��
�������ۺ�����Ϳι�ϵ�SEM��(��ͼ5)���Կ��������ַ۵Ŀ������������Σ������۵Ŀ����ߴ��Դ����ȴ������Ʊ�������Ϳι�ϵĿ����ߴ�(ƽ�������ߴ�Ϊ23 ��m)���������ۿ����Ͽ��϶࣬�����ɢ����WC �����ߴ�ϸС(��ͼ5(b))������������ȣ�ͼ5(d)��ʾ����Ϳι�ϵĿ����ڲ����Ͻ��ܣ���϶�٣�������Ƿ�����WC������ɣ��ҳߴ�������������֪�����ȴ��������з�ĩ�������������±仯�����������в�����л�ճ���(PVA)�ķֽ⡢�ӷ�����ĩ�����ܻ����ֲ��ս��WC�����ij���ĩ�е�����̼��δ��Ӧ��ȫ��ȱ̼������Ϸ�Ӧ������WC��Co�࣬������ȱ̼�ࡣ
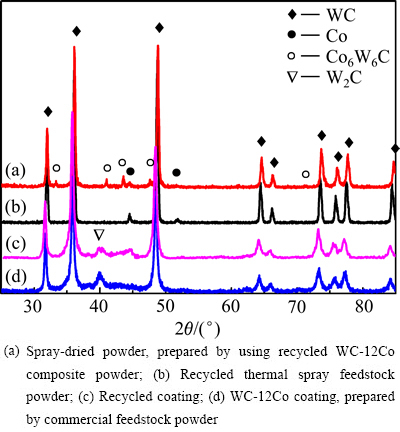
ͼ4 ��ͬ��ĩ��Ϳ���XRD��
Fig. 4 XRD patterns of different powders and coatings
��������������WC-12Co���Ϸ�ĩ��������������ȴ������ϵĹ��տ��Ʊ�������WC��Co����ɵġ������ṹ���ܵ�����Ϳι�ϡ�
ͼ6��ʾΪ��������ҵ����WC-12Co��ĩ�Ʊ�Ϳ��Ķ�����ò����ͼ6���Կ������Ʊ�������Ӳ�ʺϽ�Ϳ��������Ͻ��ܡ���֯���ܡ���϶ϸС�������ڸ���ϴ�Ŀ��������ƶϣ�ι���еĿ�������Ϳ�����г�����ڡ����Σ��������õ�����϶�������ҿ���֮���ҧ������ǿ��ʹ��Ϳ�����ܣ���������������ǿ����[17]��Ϳ���е�WC������Co��ֲ����ȣ��侧���ߴ��Ϊ0.3~0.9 ��m��ƽ���ߴ�Ϊ0.5 ��m��Ӳ��Ϊ1310HV0.3������ҵ������Ϳ���Ʊ�Ϳ���о���ƽ���ߴ�Ϊ0.6 ��m�������н϶��С�Ŀ��������ߴ������Ϳ��Ĵ��ڻή��Ϳ�����ĥ��[18]��
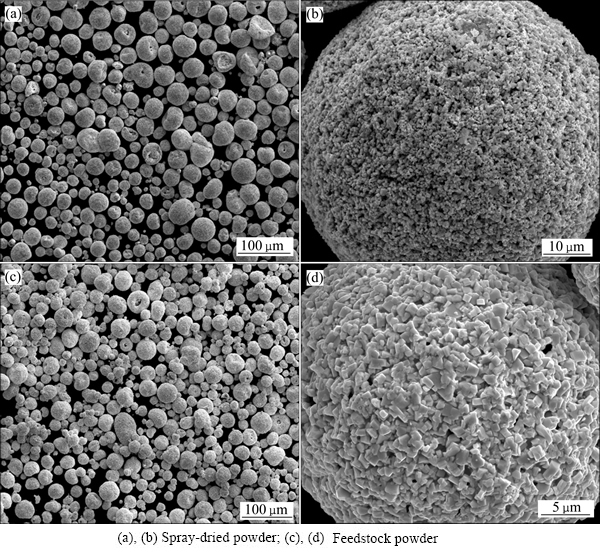
ͼ5 ����WC-12Co���Ϸ��������ĩ����Ϳι�ϵ�SEM��
Fig. 5 SEM images of different powders prepared by regenerated WC-12Co composite powder
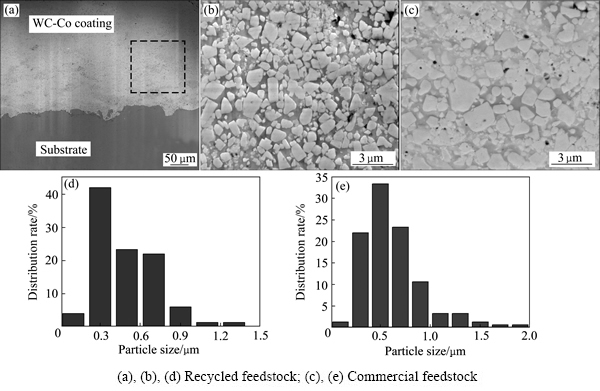
ͼ6 ��ͬ����Ϳ���Ʊ�WC-12CoͿ��Ķ�����ò�������ֲ���
Fig. 6 Cross section morphologies((a)-(c)) and particle size distributions((d), (e)) of WC-12Co coatings sprayed by different feedstocks
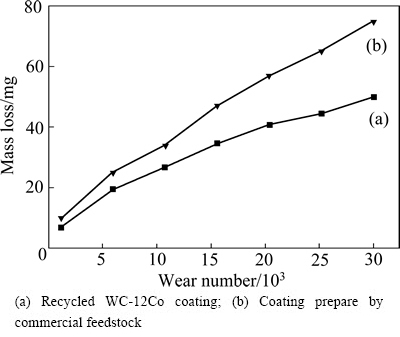
ͼ7 ��ͬ��Ϳ���Ʊ�WC-12CoͿ���ĥ������ĥ������Ĺ�ϵ
Fig. 7 Relationship between wear resistance and wear number of WC-12Co coatings sprayed by different feedstocks
ͼ7��ʾΪ����ĥ��ĥ����Եõ�����������ҵ������Ϳ��ĩ�Ʊ�Ϳ���ĥ������ĥ�����(ת��)�ı仯���ߡ���ͼ7��֪����ĥ����������ӣ�Ϳ���ĥ�����������ӡ��������ҵ����Ϳ����Ʊ���Ӳ�ʺϽ�Ϳ�㣬����WC-12CoͿ����и��õ���ĥ�ԣ�����ĥ����������ӣ��������Ƹ������ԡ���ĥ������ﵽ30000��ʱ������Ϳ���ĥ����Ϊ50 mg������ҵͿ����Ʊ�Ϳ���ĥ�����½���33.3%���ɴ˿ɼ�����������WC-12Co���Ϸ�Ϊԭ�ϣ���������������ȴ��������Ʊ���ι�Ϸۣ��������ٻ�����Ϳ���Ʊ�������������á�Ϳ����֯���ܡ���ĥ��������Ӳ�ʺϽ�Ϳ�㡣
Ϊ�˷�������WC-12CoͿ�����ĥ��������ҵ������Ϳ���Ʊ�Ϳ���ԭ������Ϳ�������ɺ�Ϳ��ĥ������ò�����˹۲졣ͼ8��ʾΪͿ�㾭30000 rĥ��������ı�����ò��
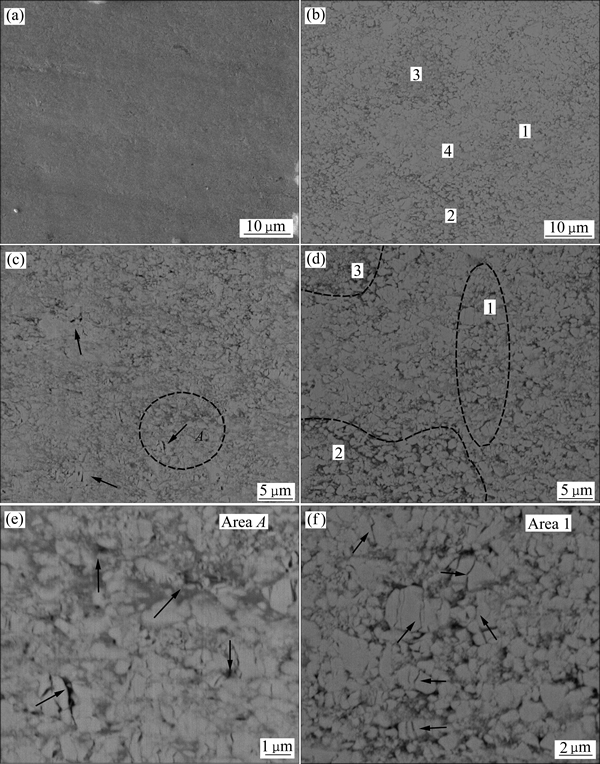
ͼ8 �Ʊ���WC-12CoͿ��ĥ���ı�����ò����ҵ�����ĩ�Ʊ�Ϳ��ı�����ò
Fig. 8 Worn surface morphologies of WC-Co coatings prepared with recycling WC-12Co powder((a), (c), (e)) and commercial feedstock powder((b), (d), (f))
��ͼ8(a)��֪������Ӳ�ʺϽ�Ϳ��ĥ����������ԵĻ��۹������Ա��ι��������İ���ӣ��ɷŴ���֪(��ͼ8(c)��(e))��Ϳ����������WC�������ܱ߿������γɵ��Ѻ����(��ͼ8(e)��ʵ��ͷ��ʾ)���ɴ˿ɼ���Ϳ���ĥ����Ҫ�����Ա��κ�����Ϊ��������������WC�������䡣����ҵ�����Ϳ����Ʊ���Ϳ��ĥ���ĥ�����������Եİ�������(��ͼ8(b)��8(d)����ʾ���Ѱ�������3�����ڰ��������1��2��δ��������4)��WC�����ͻ��������������ƣ�˵��Ϳ�������Ľ��ǿ�Ƚϵ͡���ͼ8(f)��֪�����ڰ�������Ϳ���д��ڴ�����WC���������ܱ߿������γɵ��������(ͼ8(f)������ͷ��ʾ)��WC�����������Ӿ�WC���������䣬��ʹĥ��Ӿ硣��ˣ���ҵ������Ϳ���Ʊ�Ϳ���ĥ��ʽ��Ҫ��WC����������Ͱ��䡣����ԭ����ĥ��Ӳ�ȴɶ�Ϳ���ڵ�WC��Co��ͬʱ��������[19]���������Ĺ����У�WC�������ܱ�������С���С����м�������ߴ����п�϶�����������������������в���Ӧ�����ж����飬���ĥ��Ӿ硣
�����������������ҵ������Ϳ���Ʊ���Ϳ�㣬����WC-Co����ͿͿ����и�Ϊ�������ĥ���ܣ�����Ҫԭ��������Ϳ���ĥ�������ҪΪ���Ա��κ�������WC�������䣬��ͬ��ҵ������Ϳ���Ʊ���Ϳ���Կ�������Ϊ����ĥ��ʽ��
���������ͻ�ԭ̼�����������Ʊ�����WC-Co��ĩ�����������������ȴ������ջ������Ϳι�Ϸ�ĩ�������г����ٻ�����Ϳ�ļ���·�߿��Ʊ���Ӳ�ȸߡ���ĥ�Ժõ�����WC-CoͿ�㣬�����û���·�߿��Ʊ����ϸ����������Ϳ��ĩ������Ӧ���ڸ���ĥ��Ϳ����Ʊ���
3 ����
1) ���������ͻ�ԭ̼��������ͨ����ԭ�����ܺ�̼�����ĵ��أ��Ʊ���ƽ�������ߴ�Ϊ0.5mm����ѧ�ɷ��ʺ��Ʊ�����ͿͿ�������WC-12Co���Ϸۡ�
2) ������WC-Co���Ϸ۾�������1200 �桢1 h����������ȴ������Ʊ�������WC��Co����ɡ�ƽ�������ߴ�23 mm�������ṹ���ܵ�����WC-12Co����Ϳι�ϡ�
3) ������WC-12Co����Ϳι��Ϊԭ�Ͼ������ٻ�����Ϳ�Ʊ���������Ͻ��ܡ���֯���ܡ�WCƽ�������ߴ�ԼΪ0.5 ��m��Ӳ�ȴﵽ1310HV0.3������Ӳ�ʺϽ�Ϳ�㡣
4) ����ҵ��������Ϳ��Ϊԭ���Ʊ�Ϳ����ȣ�����Ӳ�ʺϽ�����ͿͿ����и��õ���ĥ���ԣ���80 N���غ�����ĥ�����ɽ���33.3%��ĥ����ƵIJ�ͬ������Ӳ�ʺϽ�Ϳ��߱�������ĥ�Եĸ���ԭ��
REFERENCES
[1] LIN L, LIU K, ATSUSHI S, WANTAI Y, TOYOHISA F, OSAMU S, AKIRA K. Recovery of tungsten and vanadium from tungsten alloy scrap[J]. Hydrometallurgy, 2004, 72(1/2): 1-8.
[2] ������, ������. �ҹ��߶�����Ʒ��չ�й������˼����̽��[J]. Ӳ�ʺϽ�, 2012, 29(6): 337-343.
ZUO Tie-yong, SONG Xiao-yan. Discussions concerning development of high-grade tungsten products in China[J], Cemented Carbide, 2012, 29(6): 337-343.
[3] FREEMANTLE C S, SACKS N, TOPIC M, PINEDA-VARGAS C A. Impurity characterization of zinc-recycled WC-6wt.% Co cemented carbides[J]. International Journal of Refractory Metals and Hard Materials, 2014, 44: 94-102.
[4] ���Ӿ�, ��С��. ���������鷨������������Ӳ�ʺϽ�Ĺ���̽��[J]. Ӳ�ʺϽ�, 2004, 12(4): 241-243.
WU Zi-jun, LIANG Xiao-hua. The tecnniques discussion of producing cemented carbide with recycling materials by the new type crashing method[J]. Cemented Carbide, 2004, 12(4): 241-243.
[5] �� ��, ����, �����, �Ʋ���, �Ŵ���. �绯ѧ����WC��ĩ�������������̽��[J]. Ӳ�ʺϽ�, 2006, 23(2): 103-106.
ZHANG Li, CHEN Shu, XIONG Xiang-jun, HUANG Bai-yun, ZHANG Chuan-fu. Study on the quality control of tungsten carbide powder reclaimed by electrochemical method[J]. Cemented Carbide, 2006, 23(2): 103-106.
[6] �� �M, ���. Ӳ�ʺϽ���´������չ����о�[J]. Ӳ�ʺϽ�, 2001, 18(4): 201-204.
CHEN Peng, LI Hai-kun. Study on the technique of reclaiming cemented carbide by high-temperature treatment[J]. Cemented Carbide, 2001, 18(4): 201-204.
[7] JUNG W G. Recovery of tungsten carbide from hard material sludge by oxidation and carbothermal reduction process[J]. Journal of Industrial and Engineering Chemistry, 2014, 20: 2384-2388.
[8] �� ��, ��ѩ÷, ������, κ���, ������, ������. ����������Ӳ�ʺϽ�Ķ����̻����Ʊ�[J]. ����ѧ��, 2014, 50(5): 633-640.
WANG Yao, LIU Xue-mei, SONG Xiao-yan, WEI Chong-bin, WANG Hai-bin, WANG Xi-long. Short-term process of recycling cemented carbide scraps and preparation of high performance hard metals[J]. Acta Metallurgica Sinica, 2014, 50(5): 633-640.
[9] ��ѧΰ, �� ��, �� ��, �̺�Ȼ. ����ͿWC-10Co4CrͿ����о���״[J]. �й���ҵ, 2014, 29(2): 28-31.
LI Xue-wei, MENG Yin, WANG Peng, CHENG Hao-ran. Research status of WC-10Co4Cr coatings prepared by thermal spraying[J]. China Tungsten Industry, 2014, 29(2): 28-31.
[10] ZHAN Q, YU L, YE F, XUE Q, LI H. Quantitative evaluation of the decarburization and microstructure evolution of WC-Co during plasma spraying[J]. Surface and Coatings Technology, 2012 , 206(19/20): 4068-4074.
[11] GHADAMI F, HEYDARZADEH S M, GHADAMI S. Effect of bond coat and post-heat treatment on the adhesion of air plasma sprayed WC-Co coatings[J]. Surface and Coatings Technology, 2015, 261: 289-294.
[12] WANG T, ZHAO S, HUA W, LI J, GONG J, SUN C. Estimation of residual stress and its effects on the mechanical properties of detonation gun sprayed WC-Co coatings[J]. Materials Science and Engineering A, 2010, 527(3): 454-461.
[13] DU H, HUA W, LIU J, GONG J, SUN C, WEN L. Influence of process variables on the qualities of detonation gun sprayed WC-Co coatings[J]. Materials Science and Engineering A, 2005, 408(1/2): 202-210.
[14] WANG H B, SONG X Y, LIU X M, WEI C B, GAO Y, FU J. Effect of heat-treatment of spray-dried powder on properties of ultrafine-structured WC-Co coating[J]. Surface Coating Technology, 2012, 207: 117-122.
[15]  J, RAMS J. Protection of carbon steel against molten aluminum attack and high temperature corrosion using high velocity oxygen-fuel WC-Co coatings[J]. Surface and Coatings Technology, 2015, 262: 123-133.
J, RAMS J. Protection of carbon steel against molten aluminum attack and high temperature corrosion using high velocity oxygen-fuel WC-Co coatings[J]. Surface and Coatings Technology, 2015, 262: 123-133.
[16] DING Z X, CHEN W, WANG Q. Resistance of cavitation erosion of multimodal WC-12Co coatings sprayed by HVOF[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(10): 2231-2236.
[17] ������, �����, ����ϲ, ������, �� ��. �����ٻ�����ͿWC-10Co4Cr Ϳ����ͻ���ĥ����Ϊ[J], �й���ɫ����ѧ��, 2012, 22(5): 1371-1376.
LI Song-lin, XIANG Jin-tao, ZHOU Wu-xi, LI Yu-xi, CHEN Wen. Sliding wear behavior of high-velocity oxy-fuel sprayed WC-10Co4Cr coatings[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(5): 1371-1376.
[18] YANG Q Q, SENDA T, OHMORI A. Effect of carbide grain size on microstructure and sliding wear behavior of HVOF sprayed WC-12%Co coating[J]. Wear, 2003, 254: 23-34.
[19] �� Ⱥ, ������, �Ʋ��Z, �ܺ���. �����ٻ�����Ϳ̼����-��Ϳ��ĥ��ĥ����Ϊ[J], �й���ɫ����ѧ��, 2015, 25(7): 1920-1928.
WANG Qun, QU Bang-rong, TANG Zhao-xi, XIONG Hao-qi. Abrasive wear behavior of WC-Co coating deposited by high velocity oxygen flame process[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(7): 1920-1928.
(�༭ ����)
������Ŀ�����Ҹ��¼����о���չ�ƻ�������Ŀ(SQ2013AAJY3168)��������Ȼ��ѧ����������Ŀ(51174009)����������Ȼ��ѧ�����ص�������Ŀ(2131001)
�ո����ڣ�2015-03-31�������ڣ�2015-09-28
ͨ�����ߣ������ޣ����ڣ���ʿ���绰��010-67392311��E-mail: xysong@bjut.edu.cn

