稀有金属 2007,(04),547-552 DOI:10.13373/j.cnki.cjrm.2007.04.021
稀土萃取分离过程三相乳化物的研究Ⅰ――无机杂质富集沉淀导致的乳化
彭福郑 刘志芬 张顺利 刘营 陈赛龙 李明来
北京有色金属研究总院有研稀土新材料股份有限公司,江苏省国盛稀土有限公司,江苏省国盛稀土有限公司,北京有色金属研究总院有研稀土新材料股份有限公司,北京有色金属研究总院有研稀土新材料股份有限公司,江苏省国盛稀土有限公司,北京有色金属研究总院有研稀土新材料股份有限公司 北京100088江苏省国盛稀土有限公司,江苏泰兴225463,江苏泰兴225463,江苏泰兴225463,北京100088江苏省国盛稀土有限公司,江苏泰兴225463,北京100088,江苏泰兴225463,北京100088江苏省国盛稀土有限公司,江苏泰兴225463
摘 要:
对中钇富铕稀土矿萃取分离过程中产生的三相乳化物进行了物相分离和组成分析, 确认第一分离段发生累积性三相物乳化的主要原因是原料中的难溶性固体物质累积, 后续各分离段发生累积性三相物乳化的主要原因则是由于氟离子富集后生成了较多稀土氟化物沉淀。
关键词:
萃取 ;分离 ;乳化 ;氟离子 ;稀土 ;
中图分类号: TF845
收稿日期: 2006-06-15
Emulsion during Rare Earth Extraction-Separation Process Ⅰ―― Emulsion Caused by Accumulation of Inorganic Impurities
Abstract:
The emulsion caused in the rare earth separation process of middle Y and rich Eu concentrate was studied.The results showed that main source of emulsion in the first separation step was the accumulation of insoluble solid in the concentrate.The emulsion appeared in the following steps was caused by the deposition of rare earth fluoride.
Keyword:
extraction;separation;emulsion;fluorine ion;rare earths;
Received: 2006-06-15
对于稀土萃取分离工艺, 在比较理想的情况下, 萃取槽的澄清室内只应该有水相和有机相两种相态
[1 ]
, 但在实际生产过程中, 几乎所有的稀土萃取分离线都存在不同程度的三相物乳化现象, 情形比较复杂, 严重时会影响萃取分离效果甚至完全停产, 导致经济损失。 液-液萃取过程经常会出现第三相的问题, 形成中相或重有机相, 出现三层液相, 学术界对此做了许多研究工作
[2 ]
, 并对某些酸性萃取剂 (皂化) 、 胺类萃取剂 (盐化) 及中性萃取剂在萃取过程中发生的中相微乳液型的第三相进行了比较深入的研究
[3 ]
, 也曾有人研究报道了稀土萃取分离过程中固体三相乳化物的回收处理情况
[4 ]
, 直接针对工业生产条件下稀土萃取分离过程三相乳化物的相关研究很少见诸报道, 值得人们做深入的研究。
通常情况下, 稀土萃取过程乳化现象按其主要原因大致可分为三种情形: 一是由于无机杂质沉淀物富集于萃取线的某些特定部位引起的, 具有渐发性和累积性特征; 二是流比控制不当产生了大量过饱和萃合物导致的乳化, 易发于萃取分离线的前端; 三是某些微量杂质 (尤其是有机杂质) 干扰两相分离造成的乳化, 很容易蔓延到整个萃取分离线; 第一种情形与所用的原辅材料、 工艺流程及相应的控制方法密切相关, 而第二、 三种情形则具有偶然性和突发性, 通过精心操作以及严把有机相、 煤油、 酸碱的采购质量关即可进行有效的预防。
对于因无机杂质富集而发生的累积性三相物乳化, 人们最关心的无外乎两个问题: 什么杂质诱发了乳化或者所产生的乳化物是什么?如何预防?本文针对实际生产过程中的累积性三相物乳化现象, 研究探讨第一个问题。
1 工艺流程及乳化现象
稀土原料经过预处理并调配成适当浓度的溶液后, 进入萃取分离线, 利用P507优良的萃取分离性能, 采用多种工艺流程进行分组或提取单一稀土化合物
[5 ,6 ,7 ,8 ]
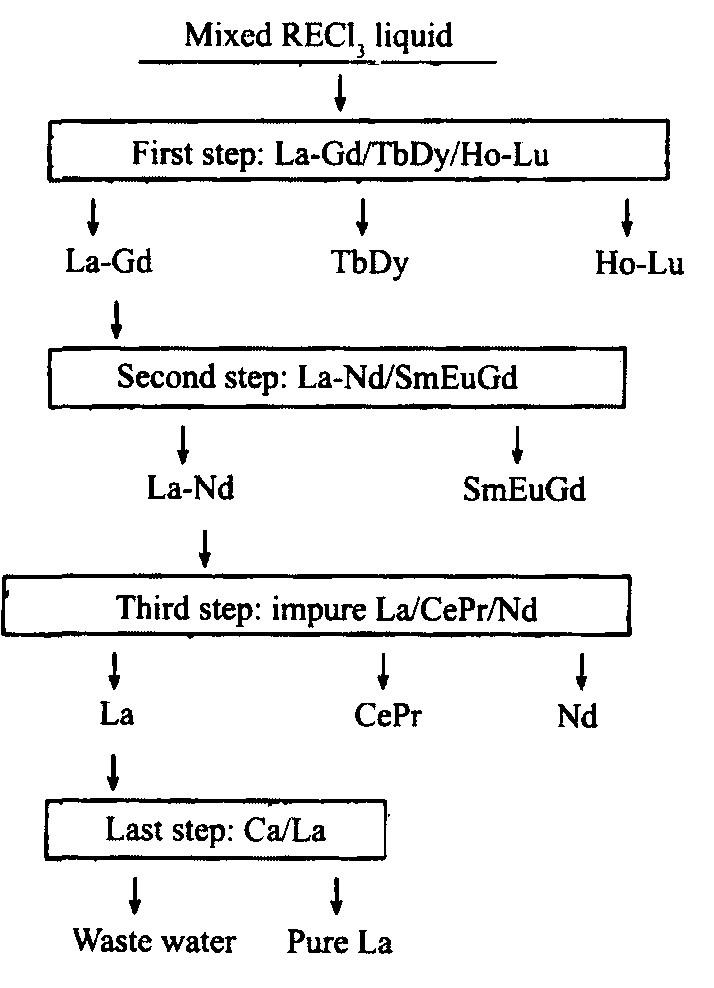
。 图1所示是处理中钇富铕一个比较有代表性的工艺流程, 图中各稀土组分均为相应的氯化物溶液。 其中, 最容易发生三相物乳化的部位为: 第一段进料级附近、 第三段前10级、 第四段前8级。 各段产生的三相乳化物由少到多, 逐渐累积, 极为黏稠, 严重时会堵塞级间水相通道, 一般每过一段时间就需要清理一次。
2 实 验
2.1 主要试剂及样品分析方法
主要试剂: 分析用的盐酸、 氨水、 草酸、 六次甲基四胺、 EDTA, NaOH等均为分析纯试剂, 蒸馏
图1 中钇富铕混合稀土溶液萃取分离流程 Fig.1 Separation process of mixed rare earth liquid
水为自制, 稀土元素标样由湖南稀土研究所提供, 非稀土元素标样由北京有色金属研究总院及北京钢铁研究总院提供。
主要分析方法: 以0.2 M标准NaOH溶液滴定强酸性水溶液酸度, 以pH计测定弱酸性水溶液的pH值, 以0.02 M标准EDTA溶液络合滴定水溶液中稀土摩尔浓度, 以氨水沉淀-草酸沉淀重量法测定水溶液中稀土质量浓度, 有机相中稀土摩尔浓度则采用6 mol・L-1 HCl反萃-0.2 mol・L-1 -EDTA滴定法测定
[8 ]
, 以ICP-JY38直读光谱仪测定稀土配分, 以X荧光光谱法测定固体三相物组成, 以重量法测定固体三相物中稀土总量并与X荧光光谱法测定结果进行对照。
2.2 三相乳化物取样方法
把从萃取槽中清理出的乳化悬浊物装入编织袋内叠放在一起进行自然过滤, 约经过3星期后不再有明显的溶液滤出, 滤液返回原萃取槽, 滤饼呈软泥状, 一般按废渣处理。 为缩小实验研究范围以及便于表述, 本文所称三相乳化物系特指这种软泥状滤饼。
2.3 三相乳化物的分离和测定
对于发生在有机相稀土皂化段
[9 ]
附近的三相乳化物, 可以取适量三相乳化物先以加压方式进行第一次直接过滤, 再用高浓度盐酸对滤饼进行反萃后再过滤一次, 分别测定第一次滤液水相的酸度、 两次过滤所得有机相P507的浓度。 根据所得结果可以大致判断是否发生了较为严重的过饱和萃取。 对于发生于萃取分离线其他位置的三相乳化物则不必考虑过饱和萃取问题。
为了研究三相乳化物的组成, 取500~1000 g前述软泥状三相乳化物放入烧杯中, 加入300~600 ml煤油及300~600 ml弱酸性水搅拌1 h, 再真空抽滤, 并依次用适量煤油及弱酸性水 (酸度与萃取槽中水相酸度一致) 淋洗, 这样洗涤不但可以尽可能多地将夹带的有机相及水相成分洗涤出来, 并且可以将对固体悬浮物组成的破坏降低到最小。 将所有滤洗液按有机相及水相分别合并, 测定其稀土浓度、 有机相中萃取剂浓度。 滤饼继续用酒精洗涤一次, 然后在105 ℃烘干, 以X荧光光谱法测定其组分含量。 另取定量三相乳化物在105 ℃烘干至基本恒重, 测定其易挥发物 (主要是水分及少量煤油) 含量。
根据各项测定结果对三相乳化物样品中各组分进行物料衡算。 为了使研究结果更具有代表性, 对各萃取分离线三相乳化物均进行两次以上实验, 间隔取样时间超过4个月。
3 结果及讨论
3.1 第一分离段三相乳化物
中钇富铕混合稀土第一分离段在中部进料级附近容易产生三相乳化物, 对该三相乳化物进行分离、 测定及数据处理, 结果如表1所示。
三相乳化物经过煤油及弱酸性水洗涤并抽滤后得到难溶物滤饼, 直接烘干该滤饼所得产物明显有油腻感, 当用酒精洗涤一次再在105 ℃烘干
表1 第一分离段三相乳化物主要组成Table 1 Emulsion content of first separation step
Sample
Ⅰ (2004.12-06)
Ⅱ (2005-10-15)
w / (%, mass fraction) w / (%, mass fraction)
Amount of sample
1000
1000
Volatile matter (105 ℃)
517.8
51.78
509.4
50.94
RECl3 (aq)
192.3
19.23
185.2
18.52
RE (O)
3.5
0.35
4.1
0.41
P507
53.7
5.37
58.3
5.83
Residue
223.5
22.35
236.5
23.65
Total
990.8
99.08
993.5
99.35
后, 总物量略为减少, 但油腻感消失, 并且所得产物的颜色明显变白。 经相关分析及推测, 表明酒精洗涤过程除去了滤饼中所夹带的少量萃取剂及凝聚剂。 酒精洗涤后难溶物在700 ℃灼烧30 min后的分析结果如表2所示。
表2第一分离段三相乳化物中难溶物组成分析 (%, 质量分数) Table 2Residue content in emulsion of first separation step (%, mass fraction)
Element
BaO
SO3
SiO2
REO
P2 O5
Cl
Fe2 O3
Others
Residue Ⅰ
52.66
29.05
14.86
2.26
0.16
0.32
0.19
<0.5
Residue Ⅱ
55.33
29.95
11.35
1.85
0.09
0.8
0.13
<0.5
从表1可见, 三相乳化物中易挥发性成分 (主要是水分和煤油) 占比例很大, 水相夹带的RECl3 占比例也较大, 表1中所测定的各分量之和超过99%, 表明物料衡算的数据是可靠的。 剩余的约1%物质未做定量分析, 除操作过程有些损失外, 也有一些杂质成分, 并且根据原料组成及工艺流程特点, 可以大致推知其杂质组成主要是少量的Ca, Mg, Na, 铵根等的氯化物及少量其它可溶性非稀土化合物。 有机相中煤油的质量分数略低于P507。 由这些数据可进一步推测水分约占三相乳化物总量的45%以上。
从表1, 2可见, 三相乳化物中的难溶物主要是BaSO4 , SiO2 , 占总量的约1/4左右, 显然是造成乳化的根本原因, 而水分、 RECl3 , 有机相只是夹带其中。 根据工艺过程的特点, 推测其形成机制是这样的: 在溶料工序, 有意加入了适量的BaCl2 以便与原料中的SO4 2- 形成难溶性BaSO4 , 在凝聚剂的协同作用下, 与其他难溶性杂质一起聚集沉淀, 经过过滤, 大部分BaSO4 被滤除, 但有少量微细BaSO4 及SiO2 穿过滤布随原料溶液进入第一分离段。 此外, 在过滤工序尚有部分Ba2+ , SO4 2- 以及可溶性Si还来不及形成沉淀析出, 随时间延长、 温度及酸度变化, 在过滤之后才逐渐析出。 这些沉淀物在第一分离段进料级附近与凝聚剂、 有机相、 水相混合形成了三相乳化物, 逐渐富集到一定程度后即影响有机相和水相的正常流通, 必须清理除去。
经过初步观察统计, 这种三相乳化物的数量与原料溶液澄清时间、 过滤控制的精细程度密切相关, 一般而言, 每处理1000 t矿, 可从萃取槽中清理出20~30 m3 悬浮物, 装袋叠放自然过滤后得到的软泥状三相乳化物约2~3 t。
3.2 第三分离段的三相乳化物
对于图1中第三分离段, 在实际生产中发现萃取线的前10级内很容易产生大量三相乳化物, 首先用直接过滤和高酸度反萃的方法初步判断是否因严重的过饱和萃取导致了乳化, 实验结果如表3所示。
如果三相乳化物中存在大量过饱和萃合物, 那么经过高酸度反萃所得有机相相对于直接过滤所得有机相而言, 其中P507浓度必然会大幅度升高。 根据表3, 两次过滤所得有机相中P507浓度基本相当, 都处于正常范围, 由此可以推测该三相乳化物中并不存在大量过饱和萃合物。 另外, 从夹带水相呈弱酸性推理, 三相乳化物中也不可能存在大量稀土氢氧化物。 根据这些推理, 可以考虑用前述洗涤与过滤的方法对该三相物进行分离和测定。 难溶物先在105 ℃烘干, 再在700 ℃灼烧0.5 h, 灼减小于5%。 各项实验结果如表4, 5所示。
从表4, 5可见, 该萃取段三相乳化物主要由易挥发物 (水分和煤油) 、 LaCl3 , P507, 难溶物组成, 其中易挥发物占总量的一半左右, 夹带有机相及难溶物比例达到20%以上。 因此表4中各分项合计为99%左右, 说明物料衡算的数据是可靠的。 剩余1%物料除少量操作损失外, 还有一些是属于未做详细检测的杂质成分, 并且可以推知主要由Na盐、 Ca盐、 Mg盐、 硫酸根、 铵根等组成。
表3 第三分离段三相乳化物过饱和实验测定结果Table 3 Over-saturated emulsion in third separation step
Emulsion
pH (aq)
c P507 of circled -1 ) c P507 of filtrated -1 ) c P507 of stripped -1 )
Ⅲ (2005-01-05)
2.4
1.4~1.5
1.45
1.48
Ⅳ (2005-09-25)
2.6
1.4~1.5
1.43
1.49
表4 第三分离段三相乳化物主要组成Table 4 Emulsion content of third separation step
Samples
Ⅲ (2005-01-05)
Ⅳ (2005-09-25)
w (%, mass fraction) w (%, mass fraction)
Amount of sample
500.0
500.0
Volatile matter (105 ℃)
267.0
53.4
234.5
46.9
RECl3 (aq)
22.5
4.5
26.5
5.3
RE (O)
4.5
0.9
5.3
1.1
P507
95.5
19.1
103.5
20.7
Residue
106.5
21.3
124.5
24.9
Total
496.0
99.2
494.3
98.9
表5 第三分离段三相乳化物中难溶物主要组成 (%, 质量分数) Table 5 Residue content in emulsion of third separation step (%, mass fraction)
Elements
La
F
S
Ca
P
Ba
Si
Al
Others
Residue Ⅲ
67.08
26.15
2.23
1.59
0.19
0.15
0.09
0.02
2.5
Residue Ⅳ
67.63
26.39
1.70
0.87
0.29
0.17
0.03
0.02
2.9
根据工艺设计, 有机相中P507浓度约为1.35~1.40 mol・L-1 , 计算可知煤油的质量分数对P507质量分数的比值约为0.92, 由表4结果, 可以进一步推算乳化物样品中水分及煤油分别约占易挥发物总量的60%, 40%。
从表5可见, 难溶物中La与F两项之和超过93%以上, 根据其原子比推测主要应以LaF3 形式存在 (采用重量法测定难溶物中La含量与采用X-荧光法测定结果相吻合) 。 很显然, F离子在该段富集与La离子形成了胶体状难溶性LaF3
[10 ]
, 在搅拌作用下与水相、 有机相形成了混合三相乳化物, 悬浮于两相中间, 逐渐聚集达到一定量后即堵塞水相通道。
3.3 第四分离段三相乳化物
很多稀土分离厂都采用图1中的第四分离段, 可以高效去除粗镧溶液中的多种杂质
[11 ]
。 在生产实践中发现其前8级内会频繁地产生非常黏稠的三相乳化物, 仿照前述方法对该三相乳化物进行分离、 测定和数据处理, 所得结果如表6~8所示。
表6 第四分离段三相乳化物过饱和实验测定结果Table 6 Over-saturated emulsion in third separation step
Emulsion
pH (aq)
c P507 of circled -1 ) c P507 of filtrated -1 ) c P507 of stripped -1 )
Ⅴ (2005-01-05)
2.7
1.4~1.5
1.42
1.45
Ⅵ (2005-09-25)
2.6
1.4~1.5
1.46
1.48
表7 第四分离段三相乳化物主要组成Table 7 Emulsion content of forth separation step
Samples
Ⅴ (2005-11-05)
Ⅵ (2006-04-10)
w (%, mass fraction) w (%, mass fraction)
Amount of sample
700
700
Volatile matter (105 ℃)
333.2
47.6
343.0
49.0
RECl3 (aq)
73.2
10.4
63.7
9.1
RE (O)
3.1
0.4
2.6
0.4
P507
116.9
16.7
110.6
15.8
Residue
165.8
23.7
173.5
24.8
Total
692.2
98.8
693.4
99.1
表8第四分离段三相乳化物中难溶物主要组成 (%, 质量分数) Table 8Residue content in emulsion of forth separation step (%, mass fraction)
Element
La
F
S
Ca
P
Ba
Residue Ⅴ
65.50
25.50
1.33
1.46
0.43
0.25
Residue Ⅵ
64.30
25.15
1.85
1.63
0.28
0.18
从表6可见, 该段三相乳化物中P507浓度属于正常范围, 并不存在过饱和现象。
从表7, 8可见, 该分离段所产生的三相乳化物与第三分离段三相乳化物的性质是一致的, 发生乳化的主要原因也是由于杂质F离子富集后与La形成了胶体状LaF3 不溶物, 在搅拌作用下与水相、 有机相形成了混合三相乳化物。 造成表7中物料衡算不足100%的原因与表1, 表4是类似的。
3.4 其他分离段三相乳化物
图1中的第二分离段以及对富TbDy, 富CePr继续萃取分离的后续各分离段, 都有累积性三相乳化物现象, 经过分离和测定, 证实造成乳化的主要原因也是由于F离子富集形成了胶体状轻稀土氟化物的结果, 但乳化物的累积程度相对于前面所述各段而言明显轻微得多, 无须进行频繁的清理, 其实验数据处理结果不再一一赘述。
3.5 LaF3三相乳化物的损失分析
在跨度达半年多的时间内, 经过对LaF3 三相乳化物的数量进行初步统计, 结合其组成分析, 推测处理1000 t中钇富铕矿所造成的主要损失情况, 结果如表9所示。
直接准确测定稀土原料以及稀土溶液中的微
表9 处理1000 t矿时三相乳化物主要损失情况推测结果Table 9Emulsion loss result of separation of 1000 t concentrate
Matter
P507
Kerosene
LaF3
LaCl3
H2 O
Total
Amount/t
1.2~2.7
1.1~2.4
1.5~2.7
0.5~1.1
2~4
8~12
量F有一定难度, 但根据工艺路线和各萃取段乳化情况推测, 基本可认定F离子主要来源于原料, 且原料中F含量在0.04%以上。 F离子在萃取线中的分布规律以及在轻稀土分离段的富集机制还有待进一步研究。
4 结 论
在中钇富铕混合稀土的萃取分离流程中, 各分离段都会发生不同程度的累积性乳化现象, 其中: 引起第一分离段进料级附近乳化的主要原因在于原料溶液中的BaSO4 , SiO2 等固体悬浮物在此累积; 引起后续各分离段前10级内乳化的主要原因在于F离子富集形成了无定形REF3 难溶物, 并进而与水相、 有机相混合形成了胶体状三相乳化物。 F离子的富集机制还有待进一步研究。
参考文献
[1] 汪焰台.混合澄清萃取器的研究和展望[J].湿法冶金, 1994, (3) :6.
[2] 徐光宪, 王文清, 吴瑾光, 高宏成.萃取化学原理[M].上海:上海科学技术出版社, 1984.
[3] 傅洵, 胡正水, 正德宝, 刘欢, 胡小鹏.萃取体系第三相的生成、微观结构与应用研究――三相萃取体系研究进展[J].化学通报, 2000, (4) :13.
[4] 杨俊海, 周敬民, 王丽梅.稀土萃取分离过程中乳化物的处理方法研究[J].稀土, 2003, 24 (6) :25.
[5] 徐光宪.稀土 (上) [M].北京:冶金工业出版社, 1995.
[6] 黄小卫, 李红卫, 薛向欣, 张国成.我国稀土湿法冶金发展状况及研究进展[J].中国稀土学报, 2006, 24 (2) :129.
[7] 金贵铸, 郑云万, 卢克义.稀土湿法冶炼工艺学[M].北京:中国有色金属工业总公司职工教育教材编审办公室, 1986.251.
[8] 张国成, 黄小卫.氟碳铈矿冶炼工艺述评[J].稀有金属, 1997, 21 (3) :193.
[9] 严纯华, 张亚文, 廖春生.萃取法稀土料液浓缩技术[P].CN1129256A, 1996.
[10] 王亚军, 王红宇, 索全伶, 郭锋, 刘前.氟化稀土的制备及组成研究[J].内蒙古大学学报, 1998, 29 (5) :667.
[11] 贾江涛, 廖春生, 严纯华, 曾东海, 冯余清, 周静, 田兆超.萃取法Ca/La在线分离工艺[J].稀土, 1999, 20 (4) :12.