Au-Ag-Siϵǥ�ϺϽ���Ni����ʪ��
����1����־��1��Ī�Ľ�2������ʥ1
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ������ ��ɳ��410083��
2. �Ϻ���ͨ��ѧ ���Ͽ�ѧ�빤��ѧԺ, �Ϻ� 200030)
ժҪ��ͨ��������ͼ��������Ƶ��Ӧ��������Ƴ�Һ����¶���450��500 ��֮��Au-10.22Ag-3.25Si��Au-14.02Ag-3.28Si��Au-18.47Ag-3.27Si 3�ֲ�ͬ�ɷֵ�Au-Ag-Siϵǥ�ϺϽ𡣷ֱ�����Һ�������20��40��60 �漰�������������½���ǥ����Ni���ϵ���չ���飬ͨ��������չ�������ʪ�ǣ��о�����Ni����ʪ�ԣ����ñ�ɢ�������۲�ǥ����Ni��ʪ��Ľ�����֯���о����������Au-Ag-Siϵǥ�ϺϽ���Ni��ʪ������, ����ǥ���¶ȵ����ӣ���չ������ӣ�����Ǽ�С��ǥ�ϺϽ���Ni��ʪ������ʪ��������ʪ����Ҫ��AuԪ�����; ǥ����Ni��ʪ���ڽ��洦�γ�Ni3Si�����仯���Ni3Si���γ���һ���̶��Ͽ����ǥ�Ϻ���ǿ�ȡ�
�ؼ��ʣ�Au-Ag-Si��ǥ�ϣ���ʪ�ԣ���ʪ����Ni3Si
��ͼ����ţ�TG146.3 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2007)01-0036-05
Wettability of Au-Ag-Si brazing filler metal series with Ni
CUI Da-tian1, WANG Zhi-fa1, MO Wen-jian2, JIANG Guo-sheng1
(1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. School of Materials Science and Engineering, Shanghai Jiaotong University, Shanghai 200030, China)
Abstract: Based on the phase diagram, three kinds of Au-Ag-Si brazing filler metal with three different constituents, i.e., Au-10.22Ag-3.25Si��Au-14.02Ag-3.28Si and Au-18.47Ag-3.27Si were prepared by using the vacuum melting method in a medium-frequency induction furnace. The spreading-out experiment of the Au-Ag-Si brazing filler metal on Ni sheet was done at 20, 40 and 60 �� above its liquidus temperature respectively with flow H2 as protective gas. The wettability of the Au-Ag-Si brazing filler metal with Ni was studied by measuring and analyzing the area-of-spread and wetting angle. The interface structure of the brazing filler metal with Ni after its spreading was observed by backscattered electron images. The results show that the Au-Ag-Si brazing filler metal series have a good wettability with Ni. When brazing temperature increases, the area-of-spread increases and the wetting angle decreases, there are wetting rings when brazing filter metal is wetted with Ni. The wetting rings principlely consist of Au element. The intermetallic of Ni3Si is formed at the interface, and the formation of Ni3Si can improve the brazed joint strength to some degree.
Key words: Au-Ag-Si; brazing filler metal; wettability; wetting ring; Ni3Si
���ڹ��������Ͻ�ǥ�Ͼ�����ɢ�Ժá���ѧ�ȶ���ǿ�������Ըߵ��������ܣ��ڹ�ҵ�еõ��㷺Ӧ�ã���Ҫ���ڵ�������ӹ�ҵ�����պ��칤ҵ��ұ���뻯����ҵ�;��¹�ҵ����Ҫ��ҵ���š����ź��켼���ķ�չ�����ຽ���õ��������������ܶȽϵ͵IJ��ϣ��������ȳ�����(�����Ni)����Щ����������Ҫ���װ���ӡ�Ϊ��֤�йز��ϵ������ں���ʱ����Ӱ�죬Ҫ���¶ȱ�����������ȳ����ϵ��۵�(660 ��)��ͬʱ����Щ���������Ŀ�����оƬ�ĺ��Ӷ����Au-Si��Au-Ge�ȵ��۵㺸�ϣ��亸���¶ȶ�Ϊ400
�����ң���ǥ���۵�Ӧ������450��550 �档Ŀǰ����450��600�� �����ڣ���ȱ����Ӧ�ľ����������ܵĹ�����Ͻ�ǥ��[1-4]����ˣ�������Ҫ������һ���۵���500 �����ҵĹ����Ͻ�ͬʱ��Ҫ�����㺸�ϵ���������Ҫ����һ���Ŀɼӹ��ԣ����Ni��������ã������Ժá��о��������[3-4]��������Ƶ��Ӧ����������Ʊ����������۵�Ҫ���Au-Ag-Siϵǥ�ϺϽ𡣱��������ڴ˻����ϣ�ͨ������չ����ͽ���ǵIJ����Լ��Խ���Ĺ۲�[5-8]���о�ǥ�ϺϽ���Ni�����ʪ�������
1�����鷽��
1.1��ǥ�ϺϽ������
ͨ����Au-Ag-Siϵ��Ԫ��ͼ�ķ������ƶ�Һ����¶���450��500 �棬�ɷֱַ�ΪAu-10.22Ag- 3.25Si��Au-14.02Ag-3. 28Si��Au-18.47Ag-3.27Si��3�ֺϽ𣬱������Ϊ1�š�2�š�3�š��Ͻ�ԭ�Ϻ�99.99% Au��99.99% Ag�͵����裬����Ƶ��Ӧ���¯������������ʱ������Ϊʯī����������ͭģ��ȴ�����������ȷ�����֪[4]����Һ�������Ϊ450��452��498 �档
1.2��ǥ�ϺϽ���Ni���ϵ���չ����
��չʵ������������������ʽ����¯�н��С���������ȵ�ǥ�������ֱ�����Һ�������20��40��60 �漰�������������½�����ʪ�Բ��ԣ�������þ��������Ժ�Ĵ�Ni���,Ni�����ĥ��һ�����������ϴ����ˮ��ϴ����¯ǻ�ﵽ�趨�¶�ʱ������Ʒ����������У�����һ��ʱ���������ȴ������ȡ�����������Ǽ���չ������в�����
1.2.1��ǥ�ϺϽ���Ni��ʪ�����չ����ⶨ
����ǥ����չ�����״�ܲ�����������²�������������չ����ǥ�ϳ��Ŵ�10�����ӡ������ӡ��������չ����������þ���Ϊ1/�� g�ķ�����ƽ�������������Ϊmi��ͬʱ�÷�����ƽ������Ϊ100 cm2��ͬһ�ִ�ӡֽ�ŵ���������Ϊm����ǥ����չ���Si��ͨ����ʽ���м��㲢���ԱȽϣ�

�йش�ʵ�����������̿ɲ���GB 11364��89���С�
1.2.2��ǥ�ϺϽ���Ni�Ľ���Dzⶨ
����Dzⶨ��ʵ����������չ���������ʵ��������ͬ������ʵ����̼�����[9]��
2�����������
2.1��ǥ�ϺϽ���Ni����ʪ��
��1�š�2�š�3��ǥ�Ϸֱ�����Һ�������20��40��60 �漰�������������½�����ʪ�Բ��ԣ�������þ��������Ժ�Ĵ�Ni���(���Ϊ1.0 mm)��ͼ1��ʾΪ2��ǥ����չ��ı�����ò���ڲ�ͬ�¶�����Ni��ʪ��Ľ���ǽ���ͼ����1��ʾΪ2��ǥ����չ����ͽ���ǵIJ���ֵ��
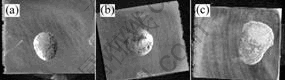
t/��: (a) 472; (b) 492; (c) 512
ͼ 1��2��ǥ�ϺϽ���չ��ı�����ò����ʪ�ǽ���ͼ
Fig.1��The surface topographies of the No.2 solder alloy and the sectional drawings of the wetting angle after wetting
��1��2��ǥ����չ����ͽ���Dz���ֵ
Table 1��Values of wetting angle and area-of-spread
��ǥ�ϺϽ���Ni������չ��ı�����ò���Կ�����ǥ����չ����������Ϻã���״������������ǥ����Һ�������Ͼ����ۻ�����Ҳ�ǺϽ����������õ����֡�
ǥ����Ni�������̺������Ǿ�С��90?�������ǥ����Ni ����Ϻá�����ʵ���������������½��еģ���ԭ�����������ڽ�����ı�������(��ʵ�ṇ̀����Ľ�������)��������ǥ����ĸ�ĵĽ����ԡ��Ӳ�ͬ�¶��µ���չ����ͽ���Dz���ֵ��֪������ǥ���¶ȵ���ߣ���չ���������Ǽ�С�������ǥ���¶����������ǥ����ĸ�ļ����ʪ��Һ��ı����������¶ȵ����߳������½�������ʪ����ߵ�ԭ��֮һ������Һ̬������ͬ�ڹ����������������в�������ԭ�ӻ���ӵ���̬�������˶�������������ëϸ�����������ëϸ���������Ź�����������ϵ�С����ͽᾧ�ļ�϶���ķ���ɢ������ɢ��ʽ�о�����ɢ��������ɢ�ͱ�����ɢ3�ַ�ʽ�����ڱ�����ɢ�����������ͣ����ԣ�����ɢ�Ա�����ɢΪ���������¶����ߣ���ɢ�˶�Խ���ԣ���Ҳ����չ������¶����߶��������һԭ��
2.2 ǥ�ϺϽ���չ��ı�����ò����
��ǥ����չ�����л����֣����ۻ�ǥ�ϵ�ǰ���ܲ���1����ʪ��������������������������ͬ��ǥ���������һ��ߣ���һ������Ϊ��ʪ������ͼ2��ʾΪ��ʪ������ʾ��ͼ�����У�a��ʾ��չ���ǥ�����壻b��ʾ��ʪ����
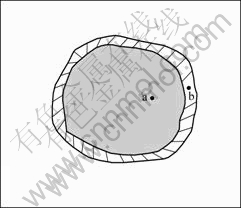
ͼ 2����ʪ������ʾ��ͼ
Fig. 2��Diagrammatic sketch of the wetting ring
ͼ1(c)����ʪ�������ԣ�������ƷҲ�����ڲ�ͬ�̶ȵ���ʪ������N.K.Batra��[5-6]��Ϊ����950 ��ʱAu������ѹΪ1 mPa���ڴ��¶���Au������������ǥ�������У��ֻӷ�֮�������ĸ���ϣ����ﵽ��չ�¶Ⱥ�ǥ�����忪ʼ���������ڳ�����Au�ϣ���δ���ǵIJ��־�������ʪ����
������ʪ��ʵ������H2�����½��еģ�ʵ���¶�Ϊ500 �����ң��ڴ��¶���Au������ѹ���ͣ����ӷ���������������ʪ������Ԫ�ػӷ����γɵĻ��������ϡ���ˣ�Ϊ�˷�������������չ���ǥ�Ͻ��б�����ò�۲����������ͼ3(a)����ɫ����Ģ�Ϊǥ����չ������壬��ɫ��dz�Ģ�Ϊ��ʪ�����ڢ�͢�֮��ɿ������Եķֲ㡣�����������֣��ֱ�����SiΪ��������Au���(����������Ag)���������ֽ���ɶ�ǥ���ۻ������չ���̽������¼��裺��ǥ���¶ȴﵽ���������ʱ��ǥ���еĦ�(Au(Ag))�����ھ��и��õ������ԣ������������岿�ֿ�ʼ��������ĸ���ϵ����ƺ�����չ(���߿���˵��ɢ�ٶȸ���)����Ҳ��ǥ����չǰ�ز������ԭ�����ǥ�ϵ����岿��Ҳ��ʼ��ĸ���ϵ����ƺ������������㼯��һ��ǥ������չ��������ȫ����ĸ�ĵ��Ǹ��������ǥ�ϵ���ʪ����ǥ�����ѻ㼯������δ����ǥ�ϳʷ�֧�̸ǵ�������γ���ʪ����
(a) ǥ����ĸ�ĵı����Ͻ��棻(b) ��ʪ���ı�����ò
ͼ 3��ǥ����չ��ı�����ò
Fig. 3��The surface topograph of the solder alloy after wetting
���Ϲ�����ʪ�����γɼ�ǥ�ϵ���չ���������ǥ��ʱ��ʪ�����γɻ���[6]��ͬ��������[5]��ǥ���е�Ԫ��������չ�γ���ʪ���Ļ������ơ�����ʪ�����γɼ�ǥ�ϵ���չ���̣�����Ҫͨ��ʵ��(��ǥ���ۻ������и�������Ӱ�����½��������۲�)��һ��֤ʵ���������ճ�ȡ������������з�����������ʪ���Ĵ��ڶ�ǥ����ʪ�Ե�Ӱ�죬ׯ����[6]��Ϊ�������Ǹ���ǥ�����ǵ���ǥ�����̣���ʪ���ij��ֶ�������ǥ����ĸ�ļ����ʪ����ԭ����Ҫ��������չ�IJ��ַ����������ý�����ǥ����ĸ�ļ�ı���������
��ʵ������У�ǥ�ϵ���ȴ���ڿ����н��еģ���ˣ�ǥ���е�Si�������������γ�һ�����ܵ������㣬��Ӧ����ͼ2��a���ֱ��溬Si�϶��ԭ��
2.3 ǥ�ϺϽ���Ni��ʪ��Ľ�����֯����
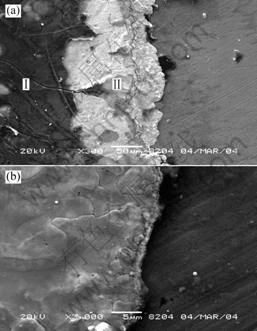
��2��ǥ�ϺϽ��ڲ�ͬ�¶�����չ��Ľ�����ɨ��羵�½��б�ɢ�������۲죬�������ò��ͼ4��ʾ��
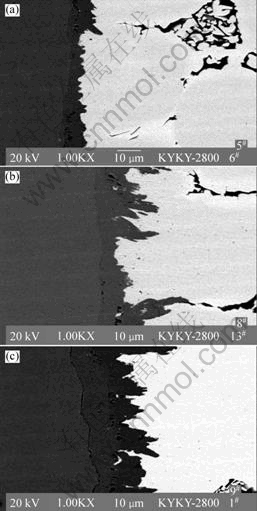
t/��: (a) 472; (b) 492; (c) 512
ͼ 4��ǥ�ϺϽ���Ni����ʪ�����ı�ɢ�������
Fig. 4��The backscattered electron images of the interface
��ǥ����ĸ����ʪ��Ľ�����֯���Կ�����ǥ��������֮���γ���һ�����ԵIJ����ȹ��ɲ㡣��ɨ������ʾ���ڴ˹��ɲ���Ni��Si��������̨�ף���Au��Ag�ĺ������Լ��٣�����Au��Agδ��Ni�����ɢ���Թ��ɲ����������(��ͼ5��ʾ)�������������Niԭ��������Ϊ71.8%��Siԭ��������Ϊ28.2%�������ƶϸù��ɲ�ΪNi3Si�����仯�����ǥ��������Һ̬����Ni��ʼ��Һ���ܽ⣬�����¶����ߣ��ܽ��ٶȼӿ죬��ʹNi�ڿ������洦�ľֲ�Ũ�Ⱥܸߣ����¶ȴﵽһ�ٽ�ֵʱ���ʹ�ʹ�����仯����Ni3Si�γɣ�����Һ����������¶�Խ�ߣ��ý����仯���������ٶ�Խ�죬��Ҳ������ǥ���¶ȵ����ߣ����ɲ�����(��ͼ4)��ԭ��ʵ����ȡ�Ĺ�������Ƕྦྷ�����ư�ģ���ͬȡ�����ľ����䷴Ӧ���ݲ�ͬ��ԭ���ܶȽϴ�ľ������ݽϵͣ��ܽ��ٶȽϿ졣ͬʱ��Ҳ����������ȡ������ܽ⡣��Ӧ���ǽ����仯����Ni3Si���ڵص㲻���ȵ�ԭ��
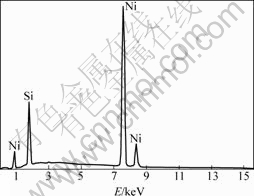
ͼ 5�����ɲ��������ͼ
Fig.5��The energy spectrum analysis of the transition layer
ǥ����ĸ��֮���γ�ұ���Ͻ�������ǥ����ĸ�ļ����ʪ[10-15]�������仯����Ni3Si����������һ��Ƕ��ǥ�죬��������ǿǥ���ͷ��ǿ�ȡ�������Ni3SiΪ�����࣬���˹��ɲ�̫����ή�ͽ�ͷǿ�ȡ���ˣ��Ż�ǥ���¶Ⱥͱ���ʱ�䣬���������ٶȣ������ǥ����ͷǿ�ȶ�������Ҫ���塣
3���ᡡ��
a. ������ͼ��������Ƶ��Ӧ����������Ƴ�Һ����¶���450��500 ��֮���Au-Ag-Siϵǥ�ϺϽ�
b. Au-Ag-Siϵǥ�ϺϽ���Ni�������õ���ʪ�ԡ���չ����ͽ���Dz���ֵ��������Һ�������60 �����ڣ�Au-Ag-Siϵǥ�ϺϽ���Ni����ʪ�Ǧȡ�30?������ǥ���¶ȵ����ߣ�ǥ����Ni������չ�����չ������ӣ���ʪ�Ǽ�С��
c. Au-Ag-Siϵǥ�ϺϽ���Ni��ʪ�������ʪ�����������������������ʪ����Ҫ��AuԪ����ɣ���ʪ���ij���������ǥ����ĸ�ĵ���ʪ��
d. �ӽ�������֯������Au-Ag-Siϵǥ�ϺϽ���Ni��ʪ���ڽ��洦�γ�Ni3Si�����仯���Ni3Si���γ���һ���̶��Ͽ����ǥ����ͷǿ�ȡ�
�ο����ף�
[1] �Ʋ���, ��ɹ�, ʯ����, ��. �й����Ϲ��̴��[M]. .����: ��ѧ��ҵ������, 2006: 471.
HUANG Bai-yun, LI Cheng�Cgong, SHI Li-kai, et al. Chinese material engineering dictionary[M]. Beijing: Chemical Industry Press, 2006: 471.
[2] ������, ׯ����. ǥ���ֲ�[M]. ����: ��е��ҵ������, 1999: 14-16.
ZHANG Qi-yun, ZHUANG Hong-shou. Manual of brazing and soldering[M]. Beijing: Mechanical Industry Press, 1999: 14-16.
[3] Ī�Ľ�, ��־��, ����ɽ, ��. Au-Ag-Siǥ�ϺϽ�ij����о�[J]. �����, 2004, 25(5): 45-51.
MO Wen-jian, WANG Zhi-fa, WANG Hai-shan, et al. A primary study of Au-Ag-Si solder[J]. Precious Metals, 2004, 25(5): 45-51.
[4] Ī�Ľ�, ��־��, ����ʥ, ��. Au-Ag-Si�������¹���ǥ�ϵ��о�[J]. ϡ�н��������빤��, 2005, 34(3): 497-500.
MO Wen-jian, WANG Zhi-fa, JIANG Guo-sheng, et al. Study of a new-type of Au-Ag-Si intermediate temperature eutectic solder[J]. Rare Metal Material and Engineering, 2005, 34(3): 497-500.
[5] Batra N K, See J B, King T B. Flux reactions in soldering[J]. Welding Journal, 1974, 53: 10.
[6] ׯ����. ����ǥ��[M]. ����: ������ҵ������, 1989.
ZHUANG Hong-shou. High temperature brazing[M]. Beijing: National Defence Industry Press, 1989: 121-123.
[7] Shieu F S, Chen C F, Sheen J G, et al. Intermetallic phase formation and shear strength of a Au-In microjoint[J]. Thin Solid Films, 1999, 346: 125-129.
[8] LIU Xing-sheng, XU Shuang-yan, LU Guo-quan, et al. Stacked solder bumping technology for improved solder joint reliability[J]. Microelectronics Reliability, 2001, 41: 1979- 1992.
[9] Hosking F M, Stephensand J J, Rejent J A. Intermediate temperature joining of dissimilar metals[J]. Welding Research, l 999, 4(Suppl): l27.
[10] ������, ��С��, ����ǿ, ��. Bi��Ag��Sn-Zn��Ǧǥ����������֯��Ӱ��[J]. �й���ɫ����ѧ��, 2006, 16(1): 158-163.
WU Wen-yun, QIU Xiao-ming, YIN Shi-qiang, et al. Influence of Bi, Ag on microstructure and properties of Sn-Zn lead-free sdder[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(1): 158-163.
[11] ������, �Ƽ̻�, �Ž���, ��. Sn-3.5Ag-0.5Cu/Cu��������ṹ[J]. �й���ɫ����ѧ��, 2006, 16(3): 495-499.
WANG Ye, HUANG Ji-hua, ZHANG Jian-gang, et al. Microstructure of Sn-3.5Ag-0.5Cu/Cu interface[J]. The Chinese Journal of Nonferrous metals, 2006, 16(3): 495-499.
[12] ������, ̷����, ֣����, ��. ����Ag-Cu-Geǥ�ϵ����ܼ�ǥ����������[J]. �й���ɫ����ѧ��, 2006, 16(10): 1793-1798.
YUE Yi-xin, TAN Cheng-yu, ZHENG Zi-qiao, et al. Properties and interface microstructure of new type Ag-Cu-Ge solder[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(10): 1793-1798.
[13] Pang H L J, Tan K H, Shi X Q, et al. Microstructure and intermetallic growth effects on shear and fatigue strength of solder joints subjected to thermal cycling aging[J]. Materials Science and Engineering, 2001, A307: 42-50.
Hassam S, Agren J, Gaune-eseard M, et al. The Ag-Au-Si system: Experimental and calculated phase diagram[J]. Metallurgical Transactions A, 1990, 21A: 1877.
�ո����ڣ�2006-05-16
������Ŀ�����Ҹ��¹����ص���Ŀ(DZ��2002��021)
����飺����(1983��)��Ů�����������ˣ���ʿ�о������������¹���ǥ�ϵ��о�
ͨѶ���ߣ����Ů����ʿ�о������绰��0731��8877698(O); E-mail: ct_cui@126.com

