
Hydrogen-induced hot workability in Ti-6Al-4V alloy
ZONG Ying-ying(宗影影), SHAN De-bin (单德彬), L? Yan(吕 炎), GUO Bin(郭 斌)
School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China
Received 28 July 2006; accepted 15 September 2006
Abstract: The effect of hydrogen on hot deformability of Ti-6Al-4V alloy was investigated by isothermal hot compression test with temperature of 800 ℃ and velocity of 0.1 mm/s. By optical microscopy (OM) and transmission electron microscopy (TEM), the influence of hydrogen on the microstructural features was systematically examined including the morphology of α grain, volume fraction of α phase and dynamic recrystallization (DRX). The flow stress shows an initial decrease but a later increase with the increase of hydrogen content. The minimum of peak compression flow stress is obtained when 0.2% hydrogen is added into the alloy. The hydrogen-induced softening of Ti-6Al-4V alloy may be that hydrogen induces the increase of proportion of soft b phase, the increase of DRX and the increase of extent of twins.
Key words: Ti-6Al-4V alloy; hydrogen; flow stress; hot workability; microstructural evolution
1 Introduction
Due to the specific strength, excellent fracture toughness, extensive ductility and good corrosion resistance, titanium alloys, especially for α+β alloys are widely used in aerospace, marine and biomedicine. Moreover, they must be used more efficiently if they meet the performance demands of this century[1-2]. However, titanium alloys are often considered to be hard-to-form. This is a result of the necessity to hot work these materials at relatively low temperatures in order to control microstructure and to obtain the properties that make them attractive for aerospace and other applications. At low temperatures, the flow stress of most titanium alloys is fairly high and increases sharply with small decreases in temperature during conventional, nonisothermal deformation processes. Moreover, the hot workability of many titanium alloys decreases rapidly with the increase of temperature[3]. How to decrease the flow stress and deformation temperature of titanium alloys is one of the objects that receive much attention[4-6].
In recent years, thermohydrogen processing (THP) has proved to be an effective way to modify the microstructure and enhance the mechanical properties of titanium alloys[7-8], such as a+b alloy and Ti-6Al-4V. At elevated temperatures, hydrogen as a temporary alloying element in titanium alloys can refine the microstructure and improve the properties of alloys due to the hydrogen-enhanced plasticity, hydrogen-induced phase transformations and the reversible reaction of hydrogen with titanium[9-11]. The processing is basically dependent on the high hydrogen affinity in titanium alloys and the easily removable characteristic by vacuum annealing at elevated temperature [12]. However, systematic research of hydrogen content on the flow stress behavior and the mechanism of hydrogen-induced hot workability has less been reported. The present work is aimed at better understanding of the influence of hydrogen added into Ti-6Al-4V alloy, which is as a temporary alloying element on the flow stress behavior and microstructural evolution.
2 Experimental
The material chosen for this study was Ti-6Al-4V alloy, which consisted of equiaxed a phase and transformed b microstructure, as shown in Fig.1. The phase transformation temperature of the starting alloy was 975 ℃. Specimens for hydrogenation and hot compression tests were cylinders of 10 mm in diameter and 15 mm in height. Specimens were hydrogenated at 850 ℃ for 1.5 h under one atmosphere of hydrogena- tion treatment and then given furnace cooling to 600 ℃ followed by air-cooling to room temperature, as shown in Fig.2. Specimens with various amounts of hydrogen, 0.2%-0.5% H(mass fraction) were attained by controll- ing the hydrogen pressure.
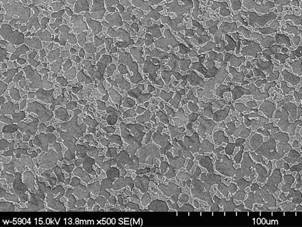
Fig.1 Microstructure of Ti-6Al-4V alloy
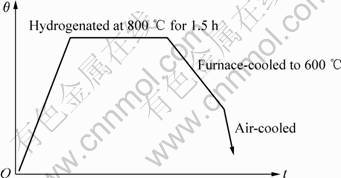
Fig.2 Schematic diagram of hydrogenation procedures
Isothermal hot compression tests were carried out on an Instron 5500 machine at 800 ℃ and velocity of 0.1 mm/s. Compression tests were stopped when the load reached 90 kN. The specimens were heated and deformed in a furnace with the temperature variation accurately controlled in 1 ℃ by thermocouples. The specimens were heated to compression temperature homogenized for 15 min before deformation. After hot compression, the specimens were quenched immediately in water. Optical micrographs were obtained from the cross-sectional surface of the deformed specimens, cut parallel to the compression axis, after using standard polishing and etching techniques. Transmission electron microscopy (TEM) samples were prepared by electropolishing in a solution of 6% HCLO4+34% C4H9OH+60% CH3OH(volume fraction). TEM observa- tions were carried out on a Philips CM-12 microscope operated at 120 kV.
3 Results and discussion
The typical flow curves pertaining to the unhydrogenated and hydrogenated materials are shown in Fig.3. In general, when a stress strain curve displays a stress peak after yielding and then following with a gradual decrease of stress, the dynamic recrystallization (DRX) has taken place[13]. As shown in Fig.3(a), the features of the curves can be described as follows:
(a) All curves of the specimens firstly exhibit a typical DRX characteristic.
(b) When strain reaches to some extent, the flow curves increase again. This may be attributed to two reasons: the increase of friction with the increase of strain, the occurence of work hardening after DRX is completed.
(c) The addition of some hydrogen increases the ductility and reduces the flow stress of Ti-6Al-4V alloy at the given experimental parameters. This allows the application of larger strains at lower temperatures.
(d) The flow stress decreases, reaches a minimum, and then increases with the increase of the hydrogen concentration.

Fig.3 Typical true stress-strain curves (a) and relationship between peak stress with hydrogen content (b) of unhydrogenated and hydrogenated alloys deformed at 800 ℃ and 0.1 mm/s
Similar behavior was observed in VT20 alloy[14]. Fig.3(b) shows the relationship of peak stress with hydrogen content. In this study the specimen with 0.2% hydrogen has the minimum flow stress and the maximum ductility. The peak stress of the specimen with 0.2% hydrogen decreases about 33% and the ductility increases about 24% than those of the unhydrogenized specimen.
The relative softening can be defined as Sr=(σp-σi)/σp×100%, where σp and σi are the peak stress and stress at different strains. Fig.4 shows the relationship of Sr with strain. It can be seen that hydrogen has a pronounced effect on relative softening. The relative softening increases with the increase of strain, which indicates that DRX extent increases with the increase of strain. An increase in relative softening is accompanied by a rise in hydrogen content and Sr of hydrogenated alloy increases more rapidly than that of the not hydrogenated alloy, indicating that plastic deformation is easier to proceed in the hydrogenated alloys. The peak strain εp is an important parameter and the critical strain εc at which DRX starts can be appro- ximately determined by peak strain εp. Therefore, peak strain may be used to estimate if the deformed alloys will dynamically recrystallize and its volume fraction has recrystallized. The peak strain εp decreases by the addition of hydrogen, which indicates that DRX starts earlier and more volume fraction has recrystallized in the hydrogenated alloys. On the other hand, the decrease of εp by addition of hydrogen also indicates that hydrogen can promote the hot workability of titanium alloys.
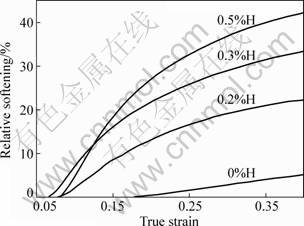
Fig.4 Relative flow softening behavior of the alloys deformed at 800 ℃ and 0.1 mm/s
4 Microstructural evolution
Fig.5 shows the OM microstructures of the specimens deformed at 800 ℃ and velocity of 0.1 mm/s. The unhydrogenized specimen has an equiaxed α+β microstructure, shown in Fig.5(a). After hydrogenation, needle a phase appears in the specimens. The specimen with 0.2% H(mass fraction) has little residual prior equiaxed α phase. The existence of the retained equiaxed α grains indicates that the specimen containing 0.2% H is deformed below the β-transus temperature. The specimens containing 0.3% and 0.5% H have a coarse α lath structure and a fine needle α martensite structure with clear β grain boundaries, respectively. The two specimens have only needle a structure, and no equiaxed α grain is detected, which indicates that the two specimens are deformed in a single-phase β region or above the β-transus temperature. So it is considered that the alloy with 0.5% H has the β transus temperature lower by about more than 175 ℃ than that of the hydrogen free alloy. In addition, with the increase of hydrogen content, the grain size of a phase reduces and β phase increases. There is a similar but opposite tendency of variation in direction for both phases. Apparently, as a β stabilizer, hydrogen can decrease a→β phase transformation temperature and increase the volume fraction of the more ductile high-temperature β phase. The increased amount of the more workable β phase improves the hot workability of the alloys and the increased proportion of β phase is also the main reason of the reduction in flow stress. When the hydrogen content of the alloy is higher, the dissolution of hydrogen in β phase takes place, which causes the lattice distortion of β phase and consequently produces a strengthening effect on the alloy. In addition, hydrogen decreases shear modulus of α phase and increases shear modulus of β phase, which lead to softening of α phase and strengthening of β phase, respectively[15]. From this aspect, hydrogen induces strengthening of the alloys because of the decrease of a phase and the increase of β phase. These two reasons lead to the flow stress increase again after flow softening. Therefore, the alloy charged by 0.2% H has the minimum peak of compression stress at the deformation parameters.
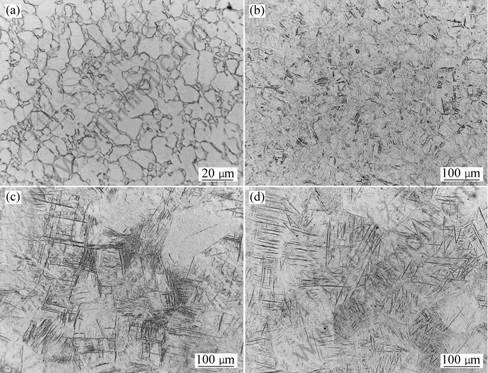
Fig.5 Effect of hydrogen on the optical microscopy (OM) microstructures of specimens deformed at 800 ℃ and 0.1 mm/s: (a) 0%H; (b) 0.2%H; (c) 0.3%H; (d) 0.5%H
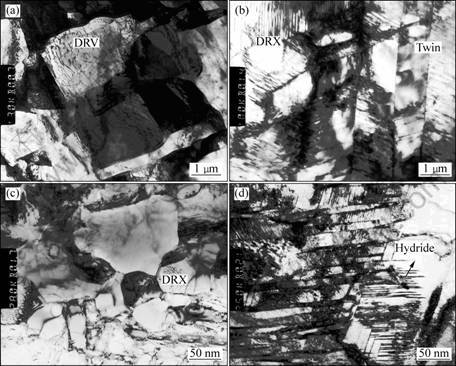
Fig.6 Effect of hydrogen on TEM microstructures of specimens deformed at 800 ℃ and 0.1 mm/s: (a) 0%H; (b) 0.2%H; (c) 0.3%H; (d) 0.5%H
Fig.6 shows the TEM microstructures of specimens deformed at 800 ℃ and velocity of 0.1 mm/s. DRX grains can be observed in all specimens, which lead to the flow softening of the flow stress. DRX occurs in β phase in the specimens containing 0.3% and 0.5% H and in α phase in the specimens free of hydrogen and containing 0.2% H, respectively. In hydrogenated specimens, DRX grains are more than those in unhydrogenated specimen. Consequently, it is suggested that DRX takes place easily for the hydrogenated alloys, which is consistent with the flow stress behavior. This is because dislocations accumulate more rapidly by the addition of hydrogen. Moreover, the addition of hydrogen facilitates the formation of twins. The increase of twins improves plastic deformation of titanium alloys, which leads to higher ductility of the hydrogen containing specimens than that of the hydrogen free specimens. Hydride increases with the increase of hydrogen content, which is another reason that leads to flow stress increase again after flow softening.
5 Conclusions
1) The addition of 0.5% H to Ti-6Al-4V alloy decreases the α→β phase transformation temperature. The alloy with 0.5% H has the β transus temperature lower more than 175 ℃ than that of the hydrogen free alloy.
2) Alloying with hydrogen can obviously increase the ductility and reduce the flow stress of the hot working of Ti6Al4V alloy. The peak stress of the specimen with 0.2% hydrogen decreases about 33% and the ductility increases about 24% than those of the unhydrogenized specimen.
3) With the increase of hydrogen content, the flow stress exhibits increased tendency after flow softening. This may be attributed to the following reasons: the increase of hydride in the microstructure; hydrogen induced strengthening of β phase and hydrogen induced lattice distortion of the alloy.
4) The hydrogen-induced hot workability of Ti-6Al-4V alloy at elevated temperature is a result of the increased proportion of soft b phase, the improvement of dynamic recrystallization (DRX) and the activating of twins.
References
[1] GORDIN D M, GLORIANT T, TEXIER G, THBON I. Development of a β-type Ti-12Mo-5Ta alloy for biomedical applications: Cytocompatibility and metallurgical aspects[J]. J Mater Sci Mater in Medicine, 2004, 15(8): 885-891.
[2] EVANS W J. Optimising mechanical properties in alpha+beta titanium alloys[J]. Mater Sci Eng A, 1998, 243(1/2): 89-96.
[3] SEMIATIN S L, SEETHARAMAN V, WEISS I. The thermomechanical processing of alpha/beta titanium alloys[J]. JOM, 1997, 49(6): 33-39.
[4] MURZINOVA M A, SALISHCHEV G A, AFONICHEV D D. Effect of hydrogen on the microstructure of a titanium alloy VT9 upon hot deformation and vacuum annealing[J]. Phys Metals Metall, 2004, 98(6): 615-623.
[5] MURZINOVA M A, SALISHCHEV G A, AFONICHEV D D. The effect of hydrogen on dynamic recrystallization in alpha-titanium alloys[J]. Mater Sci Forum, 2004, 467/470: 1223-1227.
[6] LI Fang, CHEN Ye-xin, WAN Xiao-jing, WANG Qing-jiang, LIU Yu-yin. Effects of hydrogen on the microstructure and high temperature mechanical properties of Ti-60 alloy[J]. Acta Metall Sin, 2006, 42(2): 143-146.(in Chinese)
[7] NAKAHIGASHI J, TAKAHATA K, TSURU K, SUMIMOTO T, YOSHIMURA H, HORIMURA H. Ultra-fine grain refinement of titanium materials by hydrogen treatment[J]. J Jpn Inst Met, 2006, 70: 204-211.
[8] FROES F H, SENKOV O N, QAZI J O. Hydrogen as a temporary alloying element in titanium alloys: Thermohydrogen processing[J]. Int Mater Rev, 2004, 49(3/4): 227-245.
[9] QAZI J I, SENKOV O N, RAHIM J, GENC A, FROES F H. Phase transformations in Ti-6Al-4V-xH alloys[J]. Metall Mater Trans A, 2001, 32(10): 2453-2463.
[10] SENKOV O N, JONAS J J. Dynamic strain aging and hydrogen-induced softening in Alpha titanium[J]. Metall Mater Trans A, 1996, 27(7): 1877-1887.
[11] ZHANG Y, ZHANG S Q. Hydrogenation characteristics of Ti-6Al-4V cast alloy and its microstructural modification by hydrogen treatment[J]. Int J Hydrog Eenergy, 1997, 22(2/3): 161-168.
[12] FANG T Y, WANG W H. Microstructural features of thermo- chemical processing in a Ti-6Al-4V[J]. Mater Chem Phys, 1998, 56(1): 35-47.
[13] ZONG Y Y, SHAN D B, LU Y. Microstructural evolution of a Ti-4.5Al-3Mo-1V alloy during hot working[J]. J Mater Sci, 2006, 41(12): 3753-3760.
[14] WANG B X, LIU X H, WANG G D. Dynamic recrystallization behavior and microstructural evolution in a Mn-Cr gear steel[J]. Mater Sci Eng A, 2005, 393(1/2): 102-108.
[15] SENKOV O N, DUBOIS M, JONAS J J. Elastic moduli of titanium- hydrogen alloys in the temperature range 20 ℃ to 1 100 ℃[J]. Metall Mater Trans A, 1996, 27(12): 3963-3970.
(Edited by CHEN Can-hua)
Corresponding author: ZONG Ying-ying; Tel: +86-451-86416221; E-mail: hagongda@hit.edu.cn

