
Microstructures and compressive properties of AZ91D/fly-ash cenospheres composites
HUANG Zhi-qiu(黄志求)1, 2, YU Si-rong(于思荣)1, LI Mu-qin(李慕勤)2
1. Key Laboratory of Automobile Materials, Ministry of Education, College of Materials Science and Engineering,Jilin University, Changchun 130025, China;
2. College of Materials Science and Engineering, Jiamusi University, Jiamusi 154007, China
Received 23 September 2009; accepted 30 January 2010
Abstract: Novel AZ91D Mg alloy/fly-ash cenospheres (AZ91D/FACs) composites were fabricated by melt stir technique. Fly-ash cenosphere particles with 4%, 6%, 8%, 10% in mass fraction and 100 ?m in size were used. Hardness and compressive strength of the composites were measured. The effects of mass fraction of cenospheres on the microstructure and compressive properties were characterized. The results show that the cenospheres are uniformly distributed in the matrix and there is no sign of cenosphere cluster or residual pore. The densities of the composites are 1.85-1.92 g/cm3. By comparing with matrix, the compressive yield strength of the composites is improved, and the cenospheres is filled with Mg matrix alloy. SEM, XRD and EDX results of the composites show clear evidence of reaction product at cenosphere/matrix interface. On the basis of XRD and EDX, composition, structure and thermodynamic analysis, the main interfacial phase between the cenosphere and AZ91D Mg alloy was identified to be MgAl2O4.
Key words: fly ash cenosphere; microstructure; compressive properties; interface
1 Introduction
Mg alloy-based composites have been used in automotive, electronic and aerospace industries due to their low density, high specific strength and specific stiffness, good damping capacity and excellent machinability[1-2]. Up to now, many Mg alloy-based composites were developed, and the reinforcements used commonly included B4Cp, SiCp, Al2O3p, SiCw, Al2O3f, etc [3-4]. However, their applications were limited because of the high production cost. The ultra light fly-ash cenospheres reinforced metal matrix composites have been developed, which have significant potential for use as automotive components, mechanical parts and other related uses[5-10]. The fly ash cenospheres (FAC) are the by-products during the combustion of coal in thermal power plants, and they are hollow, silver gray in color, and about 0.6 g/cm3 in density. Many investigations showed that the cenospheres were a kind of very good filling in polymer and Al alloy. However, few literatures can be found to study Mg or Mg alloy/cenosphere composites[11-12]. So, the novel AZ91D/FAC composites were developed in this work, and the microstructures and compressive properties of the composites were investigated.
2 Experimental
A stainless steel die was designed and fabricated for pouring AZ91D/FAC composites samples, and the shape and main dimensions of the die are shown in Fig.1. The AZ91D/FAC composites were prepared by the stir casting method. The FAC consists mainly of SiO2 62.79%, Al2O3 24.24%, Fe2O3 3.86%, MgO 1.28% and CaO 1.78% (mass fraction). The nominal component of the commercial AZ91D are Al 9.07%, Zn 0.62%, Mn 0.21%, Fe 0.002 2%, Be 0.001 3%, Si 0.034%, Cu 0.003%, Ni 0.000 33% and Mg balance.
A JSM-6360LV scanning electron microscope (SEM) with energy dispersive X-ray analyzer (EDXA) was used to analyze the morphology of the cenosphere, the microstructure of AZ91D/FAC composites, and the compressive fracture surface of AZ91D/FAC composites.

Fig.1 Sketch of die for fabricating composites (unit: mm)
An Olympus optical microscope (OM) was used to observe the microstructures of AZ91D/FAC composites and the distribution of the FACs. An X-ray diffractometer (D/MAX2500PC, Cu Kα, Japan) was used to identify the phases in the AZ91D/FAC composites.
Fig.2 shows the morphology and component of the cenospheres. The average diameter of the cenosphere particles is about 100 μm.
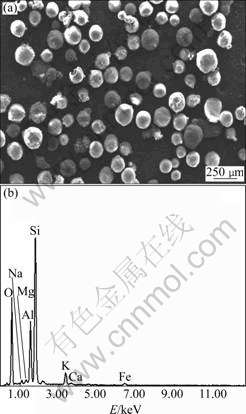
Fig.2 SEM image (a) and EDS analysis of cenospheres (b)
The AZ91D Mg alloy was molten at 720 ?C and then cooled to 590 ?C at which the Mg alloy was in the semi-solid state. The cenospheres with 4%, 6%, 8%, and 10% (mass fraction) were preheated to 200 ?C and then were added to the semi-solid Mg alloy, respectively, and the melts were stirred at 800 r/min for 10 min. Then, the melt rapidly reheated to 720 ?C was poured into the steel mould M2 preheated to 200 ?C. The mixture of SF6 and N2 was used to prevent the oxidation and combustion of magnesium during all processes.
The density of the composites was determined using Archimedes method with ethanol as the suspending medium. A precision research balance (resolution 0.1 mg) was used.
A HBE-3000A Brinell hardness tester was adopted to measure the hardness of AZ91D/FAC composites. The applied load was 1 000 kN, and the holding time was 15 s. The diameter of the steel sphere used was 10 mm. Three spots on a sample were tested, and the average of sample was obtained as the reported result.
The compressive testing of the AZ91D/FAC composites was conducted at room temperature in a computer controlled CSS-4410 tester. The size of the sample was d15 mm×30 mm. The crosshead speed was 0.5 mm/min.
3 Results and discussion
3.1 Density of AZ91D/FAC
The reaction between Mg alloy matrix and cenospheres was found in the composites, and the cenosphere was filled with Mg alloy matrix. ROHATGI et al[12] used the following equation to calculate the theoretical density of this kind of composites consequently:
 (1)
(1)
where ρc, ρfm and ρM are the densities of AZ91D/FAC composites, filled cenospheres and matrix, respectively; and φfm is the volume fraction of the cenospheres. Supposing the cenospheres were filled completely with matrix, ρfm is expressed as follows[12]:
 (2)
(2)
where ρcr is the density of the ceramic cenosphere wall, and is obtained from Ref.[12]; r1 and r2 are the inner and the outer radii of the cenospheres, respectively. The average wall thickness of the cenospheres was about 6% of the diameter. The testing and theoretical density values are listed in Table 1.
The density of AZ91D sample was 1.81 g/cm3. The addition of the cenospheres to the AZ91D Mg alloy resulted in the increase in the density of the composites. Even now, AZ91D/FAC composites were lighter than Al or Al alloys. Compared with the theoretical densities, the testing densities were larger, and the reason may be that the resultant Mg2Si inter matrix was neglected in Eq.(1).
Table 1 Densities of AZ91D /FAC composites

3.2 Microstructure and interface
The microstructures of AZ91D and AZ91D/FAC composites are shown in Fig.3. It can be seen that the cenospheres were filled with matrix, and this may be attributed to the reaction between cenospheres and matrix. A distinct exothermic phenomenon was also observed in the experimental process. The following reaction may occur on the basis of thermodynamics [13-15]:
2Mg(l)+SiO2(s)=2MgO(s)+Si(s),
ΔGΘ=-76 500+15.4T (4)
2Mg(l)+Si(s)=Mg2Si(s),
ΔGΘ=-24 000+9.4T (5)
3Mg(l)+Al2O3(s)=3MgO(s)+2Al(l),
ΔGΘ=-35 190+6.47T (6)
MgO(s)+Al2O3(s)=MgAl2O4(s),
ΔGΘ=-35 600-2.09T (7)
The meshy β phase (Mg17Al12) disappeared after the cenospheres were added (Fig.3(b)), and the microstructure within the cenospheres became fine, which may be attributed to the effects of the reaction product Mg2Si and mechanical stir. A large number of reaction heat was released when Mg2Si was formed, which made the temperature around cenospheres higher than that far from cenospheres. The resultant MgAl2O4 and Mg2Si were testified by XRD. The two kinds of intermetallic phases were steady even at higher temperature. The reaction happened immediately after the cenospheres were added. The element Si replaced by Mg from SiO2 entered into matrix and reacted with Mg to form Mg2Si. as can be seen in Fig.3(d) (these grey phases pointed by the arrowhead). Mg2Si grew into cystiform one according to the non-continued mechanism (Fig.4). The cystiform Mg2Si was composed of sheet ones, whose microstructure was dendritic. Mg2Si grew into lumpish Mg2Si at subsequent super-cooling degree. MgO reacted with Al2O3 (one of cenospheres composition), and the resultant MgAl2O4 was obtained [14-15].
3.3 Mechanical properties
3.3.1 Hardness
The hardness of AZ91D/FAC composite specimens is listed in Table 2. It can be found that the hardness of AZ91D/FAC composites increases with increasing the content of the cenospheres. This can be primarily attributed to three reasons[12]: 1) the presence of relatively hard fly ash walls in the matrix; 2) a stronger

Fig.3 SEM images of AZ91D (a) and AZ91D/10%FAC (b), and even distribution of FAC in AZ91D/10%FAC ((c) and (d))

Fig.4 XRD pattern of AZ91D/FAC composite (a) and SEM image of interface (b)
Table 2 Hardness of AZ91D /FAC composites

constraint of the cenospheres to the localized matrix deformation during the indentation; and 3) the fine microstructure of the matrix induced by adding the cenospheres.
3.3.2 Compressive properties
The compressive strength of the composites is higher than that of as-cast AZ91D magnesium alloy (Fig.5). The compressive strength increases with increasing mass fraction of the cenospheres. However, there is not linear change. The strength of the composites containing 4% FAC is the highest. But the compressive yield strength of the composites containing 8% FAC is the highest. The elastic modulus of the composites containing 8% FAC is 97 GPa, which is the highest and about 1.7 times larger than that of as-cast AZ91D Mg alloy. The elastic moduli of all samples are higher than those of as-cast AZ91D Mg alloy.
It can be noted that the initial elastic region of each curve is followed by a region of inelastic deformation until a maximum stress is reached, after which the sample fails. The compressive strength should decrease

Fig.5 Stress―strain curves for AZ91D Mg alloy and AZ91D/ FAC composites
with the increase of FAC mass fraction according to Ref.[12]. This is attributed to the fact that FAC is nearly filled with the matrix. There were several factors resulting in the increase of the compressive strength. First, the wall of FAC filled with matrix can bear some deformation, resulting in the improvement of the compressive strength. Second, the interfaces in composites play the role of stress transfer. So, the effects of some characteristics of the interface, such as interfacial reaction, resultant, interfacial bond strength, dislocation, on the compressive properties of AZ91D/ FAC composites were very important. Moreover, the compressive yield strength changed with the shape, size and amount of Mg2Si, and the influence of the thickness of the interfacial reaction resultant MgAl2O4 cannot be ignored. Finally, the mass fraction and distribution of FAC need also to be considered. The surface morphology of the compressive fracture can be seen in Fig.6. All samples after compression testes exhibit the shear fracture at 45? direction to the compressive direction, indicating that the mode of the failure is the shear fracture.

Fig.6 SEM image of compressive fracture of AZ91D/FAC composites
4 Conclusions
1) It is feasible to fabricate AZ91D/fly-ash cenospheres composites by stir casting. The distribution of the cenospheres in AZ91D Mg alloy matrix is uniform. The optimum process is that the AZ91D Mg alloy is molten at 720 ?C and cooled to 590 ?C, the cenospheres are added, and then the melt is stirred at the rotation speed of 800 r/min for 10 min, finally, the melt rapidly reheated to 700 ?C is poured.
2) The cenospheres are nearly filled with matrix, resulting in the increase of the densities of AZ91D/ fly-ash cenospheres composites.
3) The compressive strength of the composites is higher than that of as-cast AZ91D Mg alloy, and the main influencing factors are the interface reaction resultant and the distribution of the cenospheres. The compressive strength of the composites containing 4% cenospheres is the highest, and the compressive yield strength of the composites containing 8% cenospheres is the highest.
References
[1] WANG Xiao-jun, WU Kun, HUANG Wen-xian, ZHENG Meng-yi, PENG De-lin. Study on fracture behavior of particulate reinforced magnesium matrix composite using in situ SEM [J]. Composites Science and Technology, 2007, 67(11): 2253-2260.
[2] LIM C Y H, LIM S C, GUPTA M. Wear behaviour of SiCp- reinforced magnesium matrix composites [J]. Wear, 2003, 225(1): 629-637.
[3] ZHANG Xiu-qing, WANG Hao-wei, LIAO Li-hua, TENG Xin-ying, MA Nai-heng. The mechanical properties of magnesium matrix composites reinforced with (TiB2+TiC) ceramic particulates [J]. Materials Letters, 2005, 59(17): 2105-2109.
[4] SVOBODA M, PAHUTOV? M, KUCHA OV? K, SKLENI KA V, LANGDON T G.. The role of matrix microstructure in the creep behaviour of discontinuous fiber-reinforced AZ91 magnesium alloy [J]. Materials Science and Engineering A, 2002, 324(1): 151-156.
[5] ROHATGI P K, KIM J K, GUPTA N, SIMON ALARAJ, DAOUD A. Compressive characteristics of A356/fly ash cenosphere composites synthesized by pressure infiltration technique [J]. Composites Part A: Applied Science and Manufacturing, 2006, 37(3): 430-437.
[6] SUDARSHAN, SURAPPA M K. Dry sliding wear of fly ash particle reinforced A356 Al composites[J]. Wear, 2008, 265(3/4): 349-360.
[7] SUDARSHAN, SURAPPA M K. Synthesis of fly ash particle reinforced A356 Al composites and their characterization [J]. Materials Science and Engineering: A, 2008, 480(1/2): 117-124.
[8] MONDAL D P, DAS S, RAMAKRISHANA N, UDAY BHASKER K. Cenosphere filled aluminum syntactic foam made through stir-casting technique [J]. Composites Part A: Applied Science and Manufacturing, 2009, 40(3): 279-288.
[9] MONDAL D P, DAS S, NIDHI JHA. Dry sliding wear behaviour of aluminum syntactic foam [J]. Materials & Design, 2009, 30(7): 2563-2568.
[10] LU Jia, XU Fang, WANG De-ju, HUANG Jue, CAI Wei-min. The application of silicalite-1/fly ash cenosphere (S/FAC) zeolite composite for the adsorption of methyl tert-butyl ether [J]. Journal of Hazardous Materials, 2009,165(1/3): 120-125.
[11] DAOUD A, ABOU EL-KHAIR M T, ABDEL-AZIZ M, ROHATGI P K. Fabrication, microstructure and compressive behavior of ZC63 Mg-microballoon foam composites [J]. Composites Science and Technology, 2007, 67(9): 1842-1853.
[12] ROHATGI P K, DAOUD A, SCHULTZ B F, PURI T. Microstructure and mechanical behavior of die casting AZ91D-fly ash cenosphere composites [J]. Composites Part A: Applied Science and Manufacturing, 2009, 40(6): 883-896.
[13] CHEN Xiao, FU Gao-sheng, QIAN Kuang-wu, WANG Lian-deng. Thermodynamics and kinetics of in-situ MgO/Mg2Si reinforced magnesium matrix composite [J]. Foundry Technology, 2003, 24(4): 321-323. (In Chinese)
[14] SREEKUMAR V M, PILLAI R M, PAI B C, CHAKRABORTY M. A study on the thermodynamics of in situ MgAl2O4/Al MMC formation using amorphous silica sources [J]. Journal of Materials Processing Technology, 2007, 192/193: 588-594.
[15] ESCALERA-LOZANO R, GUTI?RRZ C A, PECH-CANUL M A, PECH-CANUL M I. Corrosion characteristics of hybrid Al/SiCp/ MgAl2O4 composites fabricated with fly ash and recycled aluminum [J]. Materials Characterization, 2007, 58(10): 953-960.
(Edited by YANG Hua)
Foundation item: Project(2007KZ07) supported by Plans for Science and Technology of Changchun City, China; Project supported by the Program for New Century Excellent Talents in University, China; Project supported by the 985 Project of Jilin University, China
Corresponding author: YU Si-rong, Tel: +86-431-85095862; E-mail: yusr@jlu.edu.cn, yusirong4179@163.com

