文章编号:1004-0609(2009)07-1209-07
铝合金/不锈钢预涂层钨极氩弧熔钎焊接头的特性
宋建岭,林三宝,杨春利,马广超
(哈尔滨工业大学 现代焊接生产技术国家重点实验室,哈尔滨 150001)
摘 要:通过在不锈钢表面预涂钎剂层,采用铝硅共晶钎料实现铝合金/不锈钢TIG熔钎焊连接,获得具有熔焊与钎焊双重性质的对接接头,运用OM、SEM、EDS分析接头的微观组织及成分,通过拉伸实验评定接头的力学性能。结果表明:铝母材局部熔化,与液态钎料混合后凝固形成焊缝,焊缝组织主要由α(Al)基体和在晶界析出的Al-Si共晶相组成;不锈钢不发生熔化,液态钎料与不锈钢在界面反应形成不均匀分布的金属间化合物层,最大厚度不超过10 μm,界面上部金属间化合物较厚,呈锯齿状,主要相成分为α(τ5)-Al7.4Fe2Si;界面下部金属间化合物较薄,呈细须状,由α(τ5)-Al7.4Fe2Si+α(Al)混合相构成;接头的平均抗拉强度为90.6 MPa,焊缝/不锈钢界面下部为连接的薄弱环节,成为断裂的起始位置。
关键词:异种金属;钨极氩弧熔钎焊;预涂钎剂层;界面反应层;力学性能
中图分类号:TG 457.1 文献标识码:A
Characteristics of precoating TIG welding-brazing joint of aluminum alloy to stainless steel
SONG Jian-ling, LIN San-bao, YANG Chun-li, MA Guang-chao
(State Key Laboratory of Advanced Welding Production Technology, Harbin Institute of Technology,
Harbin 150001, China)
Abstract: Dissimilar metals TIG welding-brazing of aluminum alloy to stainless steel was conducted using Al-Si eutectic wire with precoating special flux layer on the steel surface. The microstructure characteristics of aluminum alloy/stainless steel butt joint were analyzed by OM, SEM and EDS, and the tensile strength of the joint was measured by instron-testing machine. The results show that the aluminum base material is melted and mixed with the liquid filler metal to form the welded seam, which consists of α(Al) matrix and Al-Si eutectic phases in the intergranular. The stainless steel is not melted and reacts with the melted metal to form nonuniform intermetallic compound (IMC) at the welded seam/steel interfacial layer, of which the thickness is less than 10 μm. At the upper part of the layer, the IMC is thick and presents serrated-shape and consists of α(τ5)-Al7.4Fe2Si phase, while at the lower part, the IMC is thinner than the upper part and presents thin whiskered-shape and consists of α(τ5)-Al7.4Fe2Si+α(Al) mixed phases. The average tensile strength of joints is 90.6 MPa and the fracture starts at the lower part of the welded seam/stainless steel interfacial layer, which is the weak bonding zone of the joint.
Key words: dissimilar metal; TIG welding-brazing; precoating flux layer; interfacial layer; mechanical property
铝合金与不锈钢的优质、高效连接在航空航 天、交通运输、国防等工业部门的关键构件中起到至关重要的作用,然而两者之间固溶度低、热物理性能差异大,焊接过程中极易反应生成脆性的金属间化合物,严重恶化了接头的力学性能,成为焊接领域中公认且急需攻克的难点问题[1?2]。近来,电弧熔钎焊为铝合金/不锈钢优质连接提供了一种稳靠、便捷的新工艺,成为异种金属连接中的热门研究方向。钨极氩弧(TIG)熔钎焊以TIG电弧为热源对母材进行加热,同时通过连续送进铝基焊丝填充接头,铝合金侧处于熔化状态,为熔焊结合,而不锈钢侧不熔化,为钎焊结合,其实质是熔化的铝合金及焊丝与固态的不锈钢通过界面反应结合在一起的,焊接过程兼备熔焊和钎焊的双重特点[3?7]。然而在电弧非稳态加热过程中,液态铝基钎料在不锈钢表面润湿性差,最常用的解决方法是在不锈钢表面镀金属层起到促进钎料润湿铺展的作用,这种镀层工艺复杂,成本高,难以推广应用,且难以实现工件的对接焊及接头修复。在此,本文作者受到铝钎焊中钎剂[8?10]及热浸镀铝钢中助熔剂[11?12]作用的启发,研制出了适用于电弧熔钎焊的特种钎剂,通过在不锈钢表面预涂钎剂层,能够改善钎料的润湿铺展性,实现铝合金/不锈钢的优质连接。本文作者研究铝合金/不锈钢预涂层TIG熔钎焊对接接头微观组织,重点分析钢侧界面层结构及金属间化合物种类,测试接头的力学性能,并分析接头强度与界面金属间化合物层结构特征之间的关系。
1 实 验
1.1 实验材料
实验母材为5A06防锈铝和1Cr18Ni9Ti不锈钢板,板厚均为3.0 mm,两种材料的化学成分如表1和表2所列,两种材料的物理性能对比如表3所列。实验用钎料为直径1.2 mm的AA-4047铝硅共晶焊丝,焊丝成分(质量分数,%)为:Si 11.0~13.0, Fe 0.80,Cu 0.30,Mn 0.15,Mg 0.10,Zn 0.20,Al余量;焊丝熔化温度为577 ℃。实验中预涂钎剂层为改性的Nocolock氟化物钎剂,主要成分为KAlF4、AlF3、ZnF3及少量合金元素。
表1 5A06防锈铝的化学成分
Table 1 Chemical composition of 5A06 aluminum alloy (mass fraction, %)

表2 1Cr18Ni9Ti不锈钢的化学成分
Table 2 Chemical composition of 1Cr18Ni9Ti stainless steel (mass fraction, %)

表3 5A06防锈铝与1Cr18Ni9Ti不锈钢的物理性能
Table 3 Physical properties of 5A06 aluminum alloy and 1Cr18Ni9Ti stainless steel

1.2 实验过程
将母材切割成100 mm×50 mm规格的焊件,用这种焊件进行试验,对接端面开V形坡口,钢侧坡口角度为45?左右,铝侧坡口角度为30?左右;用细钢丝刷、砂纸去除焊件表面及坡口端面的氧化膜、油污等,再用刮刀刮削铝侧破口端面,并用丙酮擦拭干净;将特种钎剂用丙酮调和并均匀地涂敷在不锈钢坡口端面及附近的钢板上下表面,涂敷量以刚刚盖过不锈钢表面为宜。采用钢夹具及铜垫板进行夹固,铜垫板上开2 mm×8 mm规格的成形槽,对接间隙为1.2 mm左右;采用方波交流TIG电源进行焊接,焊接工艺参数为:焊接电流120~150 A,电弧长度3.0~5.0 mm,焊接速度100~150 mm/min,送丝速度400~600 mm/min,氩气流量10~15 L/min。焊接过程示意图如图1所示。

图1 TIG熔钎焊接过程示意图
Fig.1 Schematic diagram of TIG welding-brazing
焊后将接头进行垂直切割,试样用树脂塑封,采用金相磨砂纸按300、500、800号顺序打磨,然后用粒径为1 μm的金刚石抛光剂抛光,抛光后的样品焊缝及铝合金母材采用Keller腐蚀剂(1 mL 氢氟酸+1.5 mL盐酸+ 2.5 mL 硝酸+95 mL水)腐蚀3~5 s;不锈钢侧采用腐蚀剂(CuSO4 4 g+盐酸20 mL+水20 mL)腐蚀5~8 s制成试样。使用金相显微镜(OM)分析接头宏观特征,用扫描电镜(SEM)分析接头微观组织特征,用能谱仪(EDS)分析界面金属间化合物的化学成分,用电子万能拉伸试验机测试接头的力学性能,拉伸速率为0.5 mm/min,数据点每秒10点,温度18 ℃。
2 结果及分析
2.1 预涂层TIG熔钎焊接头宏观结构特征
铝合金/不锈钢异种金属预涂层TIG熔钎焊接头横截面如图2所示,在电弧热及预涂钎剂层辅助润湿作用下,液态钎料在钢表面润湿铺展充分,形成了良好的结合。由图2可以看出,接头具有熔焊与钎焊的双重性质:铝合金侧为熔焊结合,即低熔点铝母材局部熔化,与液态填充钎料混合后凝固形成焊缝,且存在明显的熔合区;而不锈钢侧为钎焊结合,即高熔点的钢不发生熔化,通过液态钎料与不锈钢在界面处发生物化反应形成连接。同时,由于TIG熔钎焊过程中钎料在液态条件下停留时间短,钎料的毛细作用不明显,除了预涂钎剂层外,母材之间还需要一定的对接间隙,增强液态钎料在钢侧坡口根部的润湿铺展,实验证实对接间隙在0.8~2.0 mm之间能够获得良好的背面成形。

图2 铝合金/不锈钢TIG熔钎焊接头横截面
Fig.2 Cross-section of aluminum alloy/stainless steel TIG welding-brazing joint
2.2 预涂层TIG熔钎焊接头微观组织
由图2可知,铝合金/不锈钢异种金属预涂层TIG熔钎焊接头存在5个特征区域,不同区域微观结构如图3所示。焊缝/不锈钢之间界面层的形态特点及分布规律对接头的力学性能起到决定性的影响。图3(a)和(b)所示分别为钢侧界面层A、B处微观组织的背散射扫描电镜图像。从图3(a)和(b)中可以看出,界面在焊接过程中形成了金属间化合物层,上部的金属间化合物较厚,其最大厚度约为7 μm,呈锯齿状,每个锯齿属于小晶面形状,界面附近焊缝存在少量破碎的金属间化合物。分析认为,在TIG熔钎焊过程中,钢侧坡口上部距电弧的位置较近,表面温度高,钎剂层迅速熔化,钎料与钢界面反应剧烈,形成的金属间化合物厚,同时高温液态钎料铺展过程中的流动对金属间化合物产生冲击,使一些大锯齿状金属间化合物断裂进入焊缝中。锯齿状金属间化合物垂直于界面方向生长,锯齿之间为塑性较好的铝合金,通过这样犬牙交错的形式与焊缝牢固的结合在一起。这样的结构有利于阻止裂纹的扩展,起到了“钉扎”作用,因此提高了结合强度。对于铝/钢异种金属焊接接头,钢侧金属间化合物层厚度不超过10 μm时可以认为获得了良好的结合[7, 9, 13]。对于距电弧较远的钢侧坡口下部区域,主要通过液态钎料传递热量,界面金属间化合物层较薄,其最大厚度为4 μm左右。与金属间化合物层上部形态相比,其下部形态发生了很大改变,呈细须状,这主要是根部温度较低所致,此位置容易引起界面反应不充分,界面结合薄弱,甚至存在“未钎合”区,成为断裂的源头。
铝硅填充焊丝与局部铝合金母材在电弧热作用下熔化混合后凝固形成焊缝,焊缝微观组织形貌如图3(c)和(d)所示。由图3(c)和(d)可以看出,焊缝组织主要由α(Al)基体和Al-Si共晶相组成,在凝固过程中Al-Si共晶相在α(Al)晶界处析出,同时在焊缝上部含有较多的细长板条状组织及大块呈不规则状的富铁相。分析认为,由于钢侧坡口上部界面层受电弧加热多,钢表面与液态焊缝金属发生了激烈的Fe元素熔化?扩散现象,较多的Fe进入焊缝中并在凝固过程中从晶界析出,同时锯齿状界面层断裂的一些金属间化合物进入焊缝中直接形成大块不规则的富铁相。焊缝金属与铝母材之间存在链条状及网状Al-Si共晶组织的熔合区,如图3(e)和(f)所示,熔合区的形成是由于紧邻焊缝的母材受高温液态熔池的传热而发生局部熔化,同时焊缝中的Si元素向铝母材晶界扩散渗透,生成Al-Si共晶组织。由于铝合金具有高的热导率,使得靠近熔合区的焊缝组织沿最大冷却速度方向迅速生长,形成沿垂直于熔合区方向生长的粗大枝晶组织。

图3 铝合金/不锈钢TIG熔钎焊接头的微观结构
Fig.3 Microstructures of aluminum alloy/stainless steel TIG welding-brazing joint: (a)~(e) Magnified micrographs of regions A~E indicated by square in Fig.2, respectively; (f) Magnified micrograph of region F indicated by broken square in Fig.3(e)
2.3 金属间化合物层结构及相组成
对焊缝/不锈钢界面金属间化合物层进行能谱线扫描分析,扫描区域及结果如图4所示,界面定点成分分析结果如表4所列。在钢侧界面层上部,受到TIG电弧热量多,液态铝硅钎料与不锈钢界面反应充分,形成了成分均匀一致的锯齿状金属间化合物层,如图4(a)所示。结合Al-Fe-Si三元合金相图[14?15]和能谱分析结果推测,金属间化合物为α(τ5)-Al7.4Fe2Si相,同时金属间化合物中部分Fe被Cr元素替换,形成α(τ5)- Al7.4Fe(Cr)Si相。这与铝/钢电弧熔钎焊界面生成θ-FeAl3和η-Fe2Al5相[12]的报道有很大差异,这是由于实验中采用的钎料为铝硅共晶焊丝,焊接过程中有超过10%的Si参与反应形成的。同时,在焊接过程中液态钎料向钢母材发生扩散,在钢侧形成一层Al、Si元素扩散层,然后,由于熔池冷凝时间快,元素扩散不充分,扩散层很薄,Al、Si元素含量很低;在焊缝侧液态钎料凝固过程中以金属形层为核心形成细小锯齿状Al-Si共晶相,如E点所示。
表4 金属间化合物层的能谱分析结果
Table 4 EDS analysis results of intermetallic compound layers in different areas (mass fraction, %)

在钢侧界面层下部,电弧热输入量明显减少,界面层金属间化合物的种类和形态发生很大的变化,金属间化合层从钢侧沿最大冷却速度方向呈须状向焊缝区生长,在须状之间存在富铝相,如图4(b)所示。由图4(a)可以看出,金属间化合物层可分为两类:靠近焊缝侧Al含量较高,结合相图分析知为α(τ5)-Al7.4Fe2-Si+α(Al)混合相,通过图4(c)中J点成分分析也证实了存在α(Al)相;靠近钢侧Fe(Cr)含量较高,为α(τ5)- Al7.4Fe2Si相。同时在钢侧存在一薄薄的Al、Si元素扩散层,在焊缝中靠近界面层处形成许多Al-Si共晶相,如I点所示。
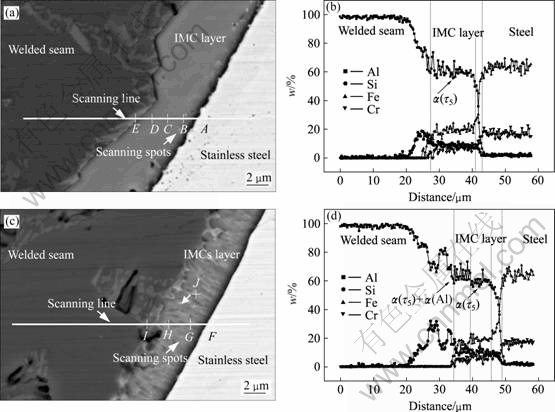
图4 金属间化合物层线扫描结果
Fig.4 Line scanning results of IMC layer in steel side: (a) Upper part of interfacial layer; (b) lower part of interfacial layer
TIG熔钎焊属于局部热源钎焊,通过液体铝基钎料与不锈钢界面之间发生溶解?扩散反应产生金属间化合物层而形成有效连接。其钎焊界面反应过程是由原子扩散控制的,且反应层生长符合抛物线关系,即反应层厚度可表示为[15?16]

式中:l为金属间化合物层厚度;t为反应时间;n为时间因子(通常为0.5);k0为常数;Q为扩散激活能;R为气体常数;T为反应温度。
由式(1)可知,界面反应形成的金属间化合物层厚度由反应时间及反应温度控制。TIG电弧加热迅速,液态熔池凝固时间短,因而母材与焊缝金属之间的溶解?扩散反应时间短,金属间化合物层厚度总体上较小。界面上部受电弧直接辐照区域温度很高,母材元素向熔融焊缝金属的溶解速率和焊缝金属元素向固态母材扩散速率均很大,受原子扩散控制的金属间化合物成长迅速,界面层较厚。而在电弧不能直接辐照的界面下部,只能靠熔融焊缝金属传递热量,因而温度较低,而且TIG熔钎焊是非稳态的快速加热过程,焊接过程中温度在空间与时间上的梯度均很大,造成在界面下部熔池冷凝速度很快,溶解?扩散反应很不充分,金属间化合物层较薄,导致同一界面上金属间化合物层形态差异很大。
2.4 接头力学性能
异种金属对接接头的抗拉强度是反映接头力学性能的重要参数,将铝合金/不锈钢异种金属接头与5A06铝母材及Al-Si共晶焊丝焊接5A06铝合金接头强度对比,能够清楚地反应出异种金属接头的性能指标及提升的空间。
通过一系列拉伸实验获得的接头强度如图5所示。由图5可知,接头均断裂于焊缝/不锈钢界面处,所得平均抗拉强度为90.6MPa,达到Al-Si共晶焊丝焊接5A06铝合金接头强度(其平均抗拉强度为195.8 MPa)的46.3%,达到5A06铝母材(其平均抗拉强度为350.0 MPa)的25.9%。拉伸断裂起源于焊缝/不锈钢界面层下部,这说明钎焊界面下部是TIG熔钎焊接头的薄弱环节,这是接头强度较低的主要原因。通过适当增大焊接线能量,钎焊界面下部结合强度可得到较大提高,整体接头抗拉强度有可能达到110 MPa左右,但是热输入量的增大又容易造成钎焊界面层上部产生大量的脆性金属间化合物,引起上部开裂,反而降低了接头强度。通过特种钎剂的改进以及特种焊丝的研制有可能进一步提高钎焊界面层的结合强度,从而显著提高整个接头的力学性能,目前正在进行这方面的研究。
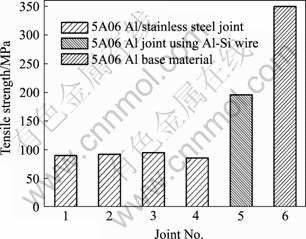
图5 接头抗拉强度
Fig.5 Tensile strength of joints
3 结 论
1) 通过在不锈钢表面预涂钎剂层,实现了铝合 金/不锈钢TIG熔钎焊优质连接,获得的对接接头具有熔焊与钎焊的双重性质:低熔点铝母材局部熔化,与液态填充钎料混合后凝固形成焊缝;而高熔点的不锈钢不发生熔化,通过液态钎料与不锈钢在界面处相互作用形成金属间化合物层。
2) 在焊缝/不锈钢界面形成了不均匀分布的金属间化合物,最大厚度不超过10 μm,界面上部金属间化合物较厚,呈锯齿状,主要相成分为α(τ5)-Al7.4Fe2Si;界面下部金属间化合物较薄,呈细须状,靠近焊缝侧由α(τ5)-Al7.4Fe2Si+α(Al)混合相构成,靠近钢侧由α(τ5)-Al7.4Fe2Si相构成。
3) 接头的平均抗拉强度为90.6 MPa,达到Al-Si共晶焊丝焊接5A06铝合金接头强度的46.3%,钢侧界面下部为连接的薄弱环节,成为断裂的起始位置,而界面上部锯齿状金属间化物起到“钉扎”作用,具有较高的结合强度。
REFERENCES
[1] 李亚江, 王 娟, 刘 强. 有色金属焊接及应用[M]. 北京: 化学工业出版社, 2006, 1: 251?256.
LI Ya-jiang, WANG Juan, LIU Qiang. Nonferrous metals welding and application[M]. Beijing: Chemical Industry Press, 2006, 1: 251?256.
[2] 里亚博夫B P. 铝及铝合金与其它金属的焊接[M]. 王义衡, 赵瑞湘, 译. 北京: 宇航出版社, 1990: 144?172.
Рябов В Р. Welding and joining of aluminum and its alloy to other metals[M]. WANG Yi-heng, ZHAO Rui-xiang, transl. Beijing: Astronavigation Press, 1990: 144?172.
[3] 宋建岭, 林三宝, 杨春利, 范成磊. 镍基合金/不锈钢钨极惰性气体钎焊接头的特性[J]. 中国有色金属学报, 2008, 18(5): 834?839.
SONG Jian-ling, LIN San-bao, YANG Chun-li, FAN Cheng-lei. Characteristics of tungsten inert gas brazing joints of nickel-based alloy and stainless steel[J]. The Chinese Journal of Nonferrous Metal, 2008, 18(5): 834?839.
[4] ACHAR D R G, RUGE J, SUNDARESAN S. Metallurgical and mechanical investigations of aluminum-steel fusion welds (1)[J]. Aluminum, 1980, 56(6): 391?397.
[5] 林三宝, 宋建岭. 电弧钎焊技术的应用与发展[J]. 焊接, 2007(4): 19?21, 36.
LIN San-bao, SONG Jian-ling. Development and application of arc brazing technology[J]. Welding & Joining, 2007(4): 19?21, 36.
[6] VRANAKOVA R, FUSSEL U, ZSCHETZSCHE J, JUTTER S. Arc welding of joints between zinc-coated steel and aluminium[J]. Welding in the World, 2005, 49(9): 105?109.
[7] ZHANG H T, FENG J C, HE P, HACKL H. Interfacial microstructure and mechanical properties of aluminium- zinc-coated steel joints made by a modified metal inert gas welding-brazing process[J]. Materials Characterization, 2007, 58(7): 588?592.
[8] 钱海东, 高海燕, 王 俊, 孙宝德. 铝用钎剂研究现状及发展[J]. 材料导报, 2007, 21(12): 76?78, 86.
QIAN Hai-dong, GAO Hai-yan, WANG Jun, SUN Bao-de. Recent researches and development of brazing flux for aluminum[J]. Materials Review, 2007, 21(12): 76?78, 86.
[9] ROULIN M, LUSTER J W, KARADENZ G, MORTENSEN A. Strength and structure of furnace-brazed joints between aluminum and stainless steel[J]. Welding Journal, 1999, 78(5): 151?155.
[10] NIKITINA E V. Using suspensions of fluxes in arc welding of aluminium alloys[J]. Welding International, 2006, 20(3): 222?225.
[11] 夏 原. 钢材浸铝和浸扩铝工艺及表层组织性能的研究[D]. 哈尔滨: 哈尔滨工业大学, 1995: 1?13.
XIA Yuan. Hot-dip, dip-diffuse aluminizing of steel and microstructure, properties of the coatings[D]. Harbin: Harbin Institute of Technology, 1995: 1?13.
[12] 张 伟. 钢热浸镀铝层的组织结构和稀土镧的行为研究[D]. 西安: 西安理工大学, 2006: 10?19.
ZHANG Wei. Study on microstructures of hot dip aluminized coatings and effects of La[D]. Xi’an: Xi’an University of Technology, 2006: 10?19.
[13] 陈树海, 李俐群, 陈彦宾. 铝/钛异种合金激光熔钎焊接头界面特性[J]. 中国有色金属学报, 2008, 18(6): 991?996.
CHEN Shu-hai, LI Li-qun, CHEN Yan-bin. Interface characteristic and property of Ti/Al dissimilar alloys joint with laser welding-brazing[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(6): 991?996.
[14] MATHIEU A, PONTEVICCI S, VIALA J C, CICALA E, MATTE S, GREVEY D. Laser brazing of a steel/aluminium assembly with hot filler wire (88%Al, 12%Si)[J]. Mater Sci Eng A, 2006, 435/436(5): 19?28.
[15] MURAKAMI T, NAKATA K, TONG H J, USHIO M. Dissimilar metal joining of aluminum to steel by MIG arc brazing using flux cored wire[J]. ISIJ International, 2003, 43(10): 1596?1602.
[16] SONG W, SAIDA K, ANDO A, NISHIMOTO K. Brazability of aluminum alloy to steels using aluminum filler metal-dissimilar laser brazing of aluminum alloy and steels (Report 1)[J]. Quarterly Journal of the Japan Welding Society, 2004, 22(2): 315?322.
基金项目:国家自然科学基金资助项目(50874033)
收稿日期:2008-08-25;修订日期:2008-12-31
通讯作者:林三宝,副教授,博士;电话:0451-86418844;E-mail: sblin@hit.edu.cn
(编辑 李向群)

