文章编号:1004-0609(2013)05-1182-07
低温球磨制备超高强度块体纳米晶纯铝
李炯利,厉沙沙,樊振中,李 伟,熊艳才
(北京航空材料研究院,北京 100095)
摘 要:采用低温球磨、热等静压和挤压等工艺制备块体纳米晶纯铝。分别采用透射电镜(TEM)和差热分析(DSC)对块体纳米晶纯铝的微观组织和热稳定性进行研究,并对所制备的块体纳米晶纯铝的化学成分、密度、硬度和拉伸性能进行测定,借助扫描电镜(SEM)对块体纳米晶纯铝的拉伸断口进行观察。同时,分别依据Hall-Petch公式、Orowan机制和Taylor公式定量估算细晶强化、弥散强化和位错强化对块体纳米晶纯铝屈服强度的独立贡献。结果表明:所制备的块体纳米晶纯铝的平均晶粒尺寸约为300 nm,密度为2.692 g/cm3,显微硬度为109.15HV;块体纳米晶纯铝的屈服强度和抗拉强度分别达270 MPa和379 MPa,伸长率为3.2%;块体纳米晶纯铝的高强度主要可归因于细晶强化和弥散强化。
关键词:纳米晶;纯铝;低温球磨;微观组织;力学性能;强化机理
中图分类号:TG 146.2+1 文献标志码:A
Preparation of super high strength bulk nanocrystalline Al by cryomilling
LI Jiong-li, LI Sha-sha, FAN Zhen-zhong, LI Wei, XIONG Yan-cai
(Beijing Institute of Aeronautical Materials , Beijing 100095, China)
Abstract: The combination of three processing routes of cryomilling, hot isotropic pressing (HIP) and hot extrusion was employed for the fabrication of the bulk nanocrystalline Al. The microstructure and thermal stability of the bulk nanocrystalline Al were studied by transmission electron microscopy (TEM) and differential scanning calorimetry (DSC), respectively. The chemical composition, density, microhardness and tensile property of the bulk nanocrystalline Al were also measured. Besides, the tensile fracture surface of the bulk nanocrystalline Al was observed by scanning electron microscopy (SEM). Furthermore, the contributions of grain-size effect, Orowan strengthening and dislocation strengthening to the yield strength of the bulk nanocrystalline Al were quantitatively estimated by Hall-Petch, Orowan and Taylor equations, separately. The results demonstrate that the average grain size of the bulk nanocrystalline Al is approximately 300 nm. The density and microhardness of the bulk nanocrystalline Al are 2.692 g/cm3 and 109.15HV, respectively. The resulted sample exhibits super high yield strength of 270 MPa and ultimate strength of 379 MPa with an elongation of 3.2%. The enhanced strength of the bulk nanocrystalline Al can be mainly attributed to the grain-size effect and Orowan strengthening.
Key words: nanocrystalline; aluminum; cryomilling; microstructure; mechanical properties; strengthening mechanism
未来高速列车和超声速飞行器的发展必将对超高比强度材料产生强烈需求,纳米晶铝合金因具有强度高、质量轻和可靠性高等特点,成为未来高速列车和超声速飞行器轻量化的首选材料,受到世界各国政府和研究机构的高度重视,并纷纷投资进行应用性研究[1]。
纳米晶金属块体材料的制备方法包括深度塑性变形法(等通道角挤压和高压扭转变形)、电沉积法、非晶晶化法和粉未冶金法等。低温球磨粉未冶金法是先通过低温球磨获得金属纳米晶粉体,然后将粉体材料固结(热等静压、锻造和挤压等)为块体材料。低温球磨则是在传统机械球磨过程中引入液氮(或液氩)等低温介质,有效地抑制材料的回复和再结晶,从而快速实现晶粒细化。与多次变形法相比,通过低温球磨制备的材料晶粒尺寸较小,且样品中的残余应力也较小[1]。低温球磨粉末冶金法是目前所有纳米晶铝合金制备方法中最具代表性的一种[2]。
国外对低温球磨制备纳米晶纯铝、铝合金以及铝基复合材料已经开展了一系列的研究,目前已将纳米晶铝合金成功地应用于制造飞行器紧固件、火箭发动机等部件[3]。但由于大尺寸块体纳米晶铝合金在制备上的困难,目前国内对纳米晶铝合金的研究主要集中在微观组织、热稳定性和强化机理等方面,而对纳米晶铝合金的综合性能、构件成形和工程应用等方面的研究相对较少。
为此,本文作者拟在低温球磨制备纳米晶纯铝粉体[4]的基础上,进行块体纳米晶纯铝的制备试验,并对其微观组织、热稳定性、力学性能和强化机理等进行分析讨论,以期初步获得块体纳米晶纯铝的制备工艺及部分性能数据,为高性能纳米晶铝合金和铝基复合材料的研制和工程应用提供基础。
1 实验
将纯铝雾化粉体、磨球和硬脂酸(分散剂)同时置于搅拌式球磨机中,充入液氮,待液氮浸没所有磨球时开始球磨。球磨过程中可在线检测定球磨温度,通过调节液氮补给阀来控制液氮流量,从而保证罐内温度始终维持在-120 ℃左右。其中,纯铝雾化粉体的平均粒度约为50 μm,其化学成分见表1。
表1 纯铝雾化粉体的化学成分
Table 1 Chemical compositions of the as-atomized aluminum powders (mass fraction, %)

块体纳米晶纯铝的制备流程如图1所示。步骤如下:1) 低温球磨4 h后取出粉末并置于惰性气体保护箱中,待其温度恢复至室温后装入包套内,同时进行真空除气,除气温度为200 ℃,时间为2 h,真空度2×10-3 Pa,除气结束后将包套焊合密封;2) 将密封后的包套进行热等静压处理,温度为250 ℃,压力为90 MPa,保温保压2 h,待炉温降至50 ℃后取出样品;3) 将热等静压后的块体材料通过机械加工去掉外层包套,机加后的坯料尺寸要求为d 51 mm×48 mm;4) 将该坯料在300 ℃以挤压比为8:1进行热挤压。当模具温度为300 ℃、坯料温度为270 ℃时,将坯料放入挤压模具内保温1 h,然后在干粉成型液压机FS79-3150(南通富仕液压系统有限公司生产)上进行挤压。

图1 块体纳米晶纯铝的制备流程
Fig. 1 Processing route of bulk nanocrystalline Al
采用阿基米德排水法测量块体纳米晶纯铝的密度;采用FM-700型数控显微硬度仪测定块体纳米晶纯铝的维氏显微硬度,在0.25 N载荷下保持15 s,每个样品随机测量5个点,取5次测量的平均值;采用电感耦合等离子体原子发射光谱法测定块体纳米晶纯铝的化学成分;采用JEOL JEM-2100型透射电镜观察块体纳米晶纯铝的微观组织,分别在垂直于挤压方向和平行于挤压方向取横向TEM试样和纵向TEM试样,加速电压为200 kV;通过DSC研究块体纳米晶纯铝的热稳定性,试验在NETZSCH DSC-204差热分析仪中进行,氮气保护,加热速率为10 ℃/min;拉伸试样沿挤压方向截取,加工成标距区直径为d 5 mm的拉伸试棒,拉伸试验在Instron 5887万能材料试验机上进行,固定位移速率为1 mm/min,拉伸性能取3次试验的平均值;最后,采用JEOL JSM-6510型扫描电镜对块体纳米晶纯铝拉伸试样的断口形貌进行观察。
2 实验结果
2.1 密度、硬度及化学成分
经测定,本研究中所制备的块体纳米晶纯铝的密度为2.692 g/cm3(相对密度为99.699%),显微硬度为109.15HV(约1.07 GPa)。块体纳米晶纯铝中主要杂质元素及其质量分数见表2。Fe、C元素的污染可能主要源于不锈钢质的球磨罐体、搅拌轴及磨球等。此外,C的含量远高于Fe的含量,这可能与对纯铝粉体除气不彻底有关,加入的硬脂酸(CH3(CH2)16COOH)未发生有效分解,使得C污染未完全逸散。材料中O含量较高,这可能与粉体在收集和储存过程中缺乏有效的保护措施有关。本研究中所制备的块体纳米晶纯铝中N含量为0.20%(质量分数),而高性能铝合金中N含量为0.45%~0.8%(质量分数)[5]。球磨过程中引入的N可与Al生成AlN弥散颗粒,通过钉扎晶界,抑制晶粒长大,在提高材料热稳定性的同时,也起到了弥散强化的作用。故在后续的块体纳米晶纯铝制备中,可通过延长球磨时间,适当增加N含量[6]。
表2 挤压态块体纯铝的杂质元素含量
Table 2 Impurity compositions of as-extruded aluminum (mass fraction, %)

2.2 微观组织
图2所示为块体纳米晶纯铝的TEM像及其SAD谱。横向TEM像(图2(a))表明,纯铝粉体经固结后,晶粒基本呈等轴晶,且大多数晶粒尺寸小于300 nm(见图2(a)中A处),但也存在一些尺寸为0.5~1 μm的大晶粒(见图2(a)中B处);SAD谱中有一些斑点比衍射环中其他部分的亮度高同样说明了这点。此外,在横向TEM像中还可观察到高密度的网状位错(见图2(a)中箭头所指区域)。在纵向TEM像(图2(b))中则观察到了条带状组织,但单个晶粒的长宽比并不大,这与文献[7]中的观察描述一致。
分析认为,材料经热等静压后晶粒尺寸已经很小(≤300 nm),在挤压过程中发生变形的程度十分有限;再者,晶粒在发生塑性变形的同时也伴随着破碎,即大晶粒在其长度方向上破碎成小晶粒,于是在微观组织中未见形态非常狭长的晶粒。
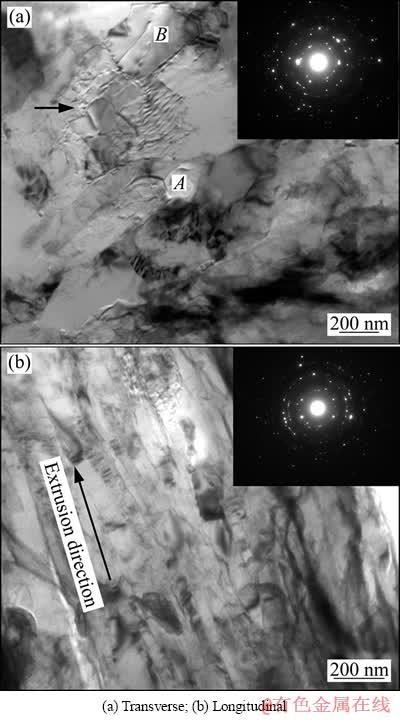
图2 块体纳米晶纯铝的TEM像及其SAD谱
Fig. 2 TEM images and SAD patterns of bulk nanocrystalline Al
2.3 热稳定性
采用DSC对块体纳米晶纯铝的热稳定性进行分析,结果如图3所示。由图3可知,材料在加热过程中表现出了回复再结晶的性质。回复开始温度约为300 ℃,峰值温度约为302 ℃,晶粒突然长大的峰值温度约为387 ℃。
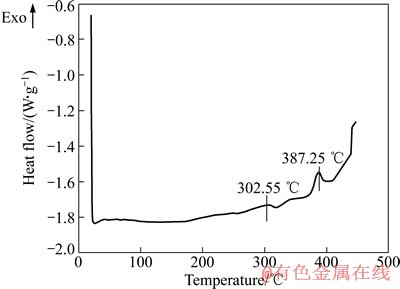
图3 块体纳米晶纯铝的DSC曲线
Fig. 3 DSC curve of bulk nanocrystalline Al
块体纳米晶纯铝的高热稳定性除了与细晶材料的本征因素有关外[8],还与球磨过程中引入的Fe、Cr、O和N等杂质元素有关。Fe和Cr会固溶到基体Al中形成置换固溶体,进而稳定晶粒尺寸,抑制晶粒长大。O和N则可以多种形式存在于块体纳米晶纯铝材料中,如第二相(Al2O3,AlN)、固溶体(O和N在Al中可形成间隙固溶体,O主要存在于Al的八面体间隙中,N主要存在于Al的四面体间隙中)、偏析至晶界等[9]。这里,O、N可与基体Al发生反应分别生成Al2O3和AlN弥散颗粒,通过钉扎晶界阻碍晶界的移动,提高材料的热稳定性[10]。
2.4 拉伸性能
对块体纳米晶纯铝材料进行室温拉伸试验,结果表明,本研究中所制备的块体纳米晶纯铝的屈服强度和抗拉强度分别达270 MPa和379 MPa,伸长率为3.2%。
2.5 断口分析
图4所示为块体纳米晶纯铝拉伸断口的SEM像。由图4可以看出,断口上均匀分布着尺寸为20~100 μm的微裂纹,且无明显韧窝,属于典型的脆性断裂。
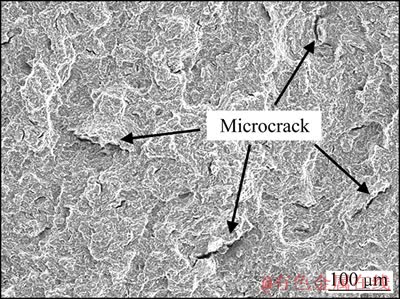
图4 块体纳米晶纯铝拉伸断口的SEM像
Fig. 4 SEM image of tensile fracture surface of bulk nanocrystalline Al
由于纯铝粉体材料经热等静压和挤压后形成的块体材料并未完全致密化(密度为2.692 g/cm3,相对密度为99.699%),故样品内部仍存留着孔洞和微孔隙等缺陷。这些缺陷使得晶粒(颗粒)之间形成弱界面连接,拉伸试样在一定拉应力作用下发生沿晶粒(颗粒)界面脆断,这与拉伸试样较小的伸长率(3.2%)相符。此外,根据微裂纹尺寸(约100 μm)判断,试样沿颗粒界面断裂的可能性更大。
3 分析讨论
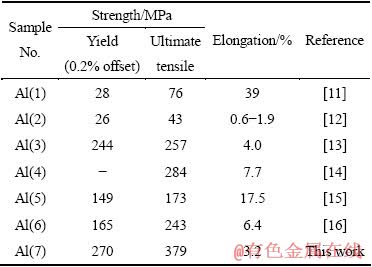
表3所列为国内外制备的块体纳米晶纯铝的室温拉伸性能。作为对比,退火态粗晶1050纯Al[11]的拉伸性能也在表3中给出。20世纪90年代, BONETTI等[12]首先采用机械球磨和冷压制备了块体纳米晶纯铝,其屈服强度和抗拉强度基本是普通纯铝的水平,几乎没有塑性。这主要是由于样品在制备过程中其内部产生了大量缺陷(微孔隙、杂质等),这些缺陷使试样过早断裂,因此,测得的强度数据不能反映纳米晶纯铝的本征性能。孙秀魁等[13]采用活性氢等离子蒸发法和冷压制备了块体纳米晶纯铝,经适当热处理后,其抗拉强度超过250 MPa,伸长率为4.0%。将文献[13]中经620 ℃、40 min条件下热处理后的块体纳米晶铝进行变形量为55%的冷轧形变处理[14],其伸长率可提高至7.7%,比未经冷轧变形的纳米晶纯铝高近1倍,这主要归因于冷变形致密化有效地消除了纳米晶铝内部的孔隙、裂纹等缺陷,改善了纳米晶铝的晶粒间结合状态。CHENG等[15]利用低温球磨、真空热压和热挤压制备了块体纳米晶纯铝,其屈服强度和抗拉强度分别为149 MPa和173 MPa,伸长率为17.5%,但其致密度(99.25%)低于本研究制备的块体纳米晶纯铝的致密度(99.699%)。2010年,王德庆等[16]采用相同方法制备了块体纳米晶纯铝,将屈服强度和抗拉强度分别提高至165 MPa和243 MPa。
本研究中采用低温球磨、热等静压和热挤压制备的块体纳米晶纯铝的致密度较高(相对密度为99.699%),且其强度(屈服强度为270 MPa,抗拉强度为379 MPa)与传统材料的强度相比也有很大提高。
表3 纯铝的室温拉伸性能
Table 3 Tensile properties of Al at room temperature
传统铝合金的强化机制包括细晶强化、固溶强化、沉淀强化、弥散强化和位错强化等。由于纯铝中不存在合金元素,因此没有固溶强化和沉淀强化。本研究中所制备的块体纳米晶纯铝的高强度可以用细晶强化、弥散强化和位错强化来解释,见式(1)
 (1)
(1)
式中:σ为块体纳米晶纯铝的屈服强度(MPa);σ0为位错在基体金属中运动的总阻力(MPa),纯铝(99.5%)的σ0取18 MPa[17];ΔσH-P、ΔσOr和Δσdis分别为块体纳米晶纯铝由于细晶强化、弥散强化和位错强化而增加的强度(MPa)。
纯铝粉体(粗晶)在低温球磨过程中产生的高密度位错在变形过程中缠结成位错胞,随着粉体变形量的增加,位错胞最终演化为晶界,将原始的粗晶分割为细小晶粒。此外,球磨过程中持续的低温环境也使得已发生大量塑性变形的片状粉体颗粒在磨球的剧烈撞击作用下,发生穿晶断裂,晶粒尺寸减小至纳米级别[4]。由于球磨后的粉体材料具备较高的热稳定性[10],经热等静压(变形均匀)和挤压(过程短暂)后,超细晶和纳米晶在块体材料中也基本得到了保留。通过Hall-Petch公式可求得细晶强化对块体纳米晶纯铝强度的贡献,见式(2):
 (2)
(2)
式中:ky表示晶界对强度影响的程度;d为晶粒平均尺寸。
在Hall-Petch关系式中,ky值取0.068 MN/m3/2 [18]。由TEM观察结果知,本研究中所制备的块体纳米晶纯铝的晶粒尺寸约为300 nm,由此计算得,块体纳米晶纯铝由于细晶强化可使强度提高124 MPa。
在低温球磨过程中,纯铝粉体与杂质元素O和N发生反应,分别生成Al2O3和AlN颗粒。纯铝粉体材料经热等静压和挤压后,这些颗粒仍存在于块体材料中。这些氮氧化物尺寸较小,数量较少,弥散分布于晶内和晶界附近,不但能够阻止晶界迁移、提高材料热稳定性,而且可以均匀地钉扎位错,提高材料的强度。由于弥散强化造成的材料强度的提高可通过Orowan机制进行估算[19],见式(3):
 (3)
(3)
式中:M为取向因子,对于纯铝(FCC),M=3.06[19];G为基体材料室温剪切模量,纯铝在25 ℃时,G≈25 232 MPa[20];b为柏氏矢量,对于纯铝,b=0.286 nm[21];ν为泊松比,取0.33[21]; 和
和 分别为弥散颗粒的有效尺寸(nm)和平均间距(nm),其表达式分别见式(4)和(5):
分别为弥散颗粒的有效尺寸(nm)和平均间距(nm),其表达式分别见式(4)和(5):
 (4)
(4)
 (5)
(5)
式中:d表示弥散颗粒的平均尺寸;φ表示颗粒的体积分数,%。
假设O和N在块体纳米晶纯铝中全部以Al2O3和AlN的形式存在,且在Al基体中均匀分布,颗粒的平均尺寸为10 nm[21]。由块体纳米晶纯铝的化学成分测定结果可知,O和N的质量分数分别为0.46%和 0.20%,而Al2O3和AlN的理论密度分别为3.91 g/cm3和3.24 g/cm3。由此可求得块体纳米晶纯铝中Al2O3和AlN的体积分数分别为0.66%和0.49%,即块体纳米晶纯铝中弥散颗粒的体积分数为1.15%。由式(4)和(5)计算可知,弥散强化使得块体纳米晶纯铝的强度提高了194 MPa。
块体纳米晶纯铝经低温球磨、热等静压和热挤压后,内部存在着部分高密度位错区域(见图2(a)箭头所示区域)。例如,采用低温球磨结合放电等离子烧结制备的Al-5356/B4Cp铝基复合材料中的位错密度为4.33×1012 m-2[22]。位错间的交互作用阻碍了位错的运动,使得材料的变形抗力增加,强度得到提高。由于位错强化引起材料强度的提高可通过Taylor公式进行计算[23]:
 (6)
(6)
式中:C为常数,取0.3[24];P为位错密度(m-2)。
假设本研究中块体纳米晶纯铝中的位错密度为4.33×1012 m-2[22]。由式(6)可计算得,仅由位错强化引起材料强度的提高值为14 MPa。
根据以上计算结果,3种强化方式对块体纳米晶纯铝的贡献如图5所示。由图5可知,弥散强化对块体纳米晶纯铝强度的贡献大于细晶强化和位错强化对块体纳米晶纯铝强度的贡献,且屈服强度的计算值(350 MPa)远高于实测值(270 MPa)。
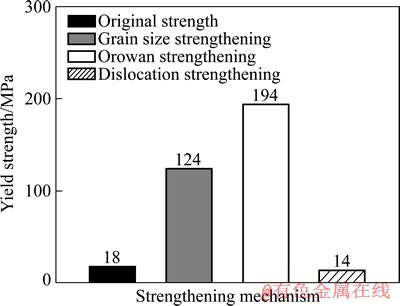
图5 3种强化方式对块体纳米晶纯铝屈服强度的贡献
Fig. 5 Contributions of three strengthening mechanisms to yield strength of bulk nanocrystalline Al
然而,YE等[25]认为在低温球磨制备的材料中,细晶强化远大于弥散强化和位错强化对材料强度的贡献。分析认为,在弥散强化机制中,O和N不可能完全以Al2O3和AlN的形式存在,还会以其他形式存在于块体纳米晶纯铝中,使得Al2O3和AlN的有效体积分数远小于1.15%。其次,Al2O3和AlN等弥散颗粒也不可能均匀地分布在整个铝基体中。因此,Al2O3和AlN颗粒尺寸、体积分数以及颗粒在铝基体中的分散程度等因素,使得块体纳米晶纯铝中弥散强化的计算值远大于实际值。弥散强化的计算值大于实际值是造成材料屈服强度计算值高于实测值的主要原因。
此外,在纯纳米晶金属中,由于有效位错的减少以及形成新位错能力的减弱,位错运动也随晶粒尺寸的减小而减弱。本研究中所制备的块体纳米晶纯铝中,由于细小弥散相的钉扎作用,大部分位错不能运动[19],因此,块体纳米晶纯铝中位错强化的计算值也大于实际值,并在一定程度上导致材料屈服强度的计算值大于实测值。
4 结论
1) 所制备的块体纳米晶纯铝的晶粒尺寸约为300 nm,致密度较高(密度为2.692 g/cm3,相对密度为99.699%),且强度(屈服强度为270 MPa,抗拉强度为379 MPa)和硬度(109.15HV)与传统纯铝材料相比均有较大提高。
2) 块体纳米晶纯铝的高强度是细晶强化、弥散强化和位错强化综合作用的结果,其中细晶强化和弥散强化对块体纳米晶纯铝的高强度起主要作用。弥散强化的计算值大于实际值,这与Al2O3和AlN颗粒的尺寸、体积分数以及颗粒在铝基体中的分散程度等因素有关,并最终导致材料屈服强度的计算值大于实测值。
REFERENCE
[1] TELLKAMP V L, MELMED A, LAVERNIA E J. Mechanical behavior and microstructure of a thermally stable bulk nanostructure Al alloy[J]. Metall Mater Trans A, 2001, 32: 2335-2343.
[2] LAVERNIA E J, HAN B Q, SCHOENUNG J M. Cryomilling nanostructured materials: Processing and properties[J]. Mater Sci Eng A, 2008, 493: 207-214.
[3] FRITZENEIER L G, MATEJCZYK D E, DAAM T J V. Cryomilled aluminum alloys and components extruded and forged thereform: USA, 7354490B2[P]. 2008-04-08.
[4] 李炯利, 厉沙沙, 李 伟, 熊艳才. 低温球磨制备纳米晶纯铝粉体[J]. 航空材料学报, 2012, 32(2): 38-42.
LI Jiong-li, LI Sha-sha, LI Wei, XIONG Yan-cai. Nanocrystalline aluminum powder prepared via cryomilling[J]. Journal of Aeronautical Material, 2012, 32(2): 38-42.
[5] DAAM T J V, BAMPTON C C. Method for preparing nanostructured metal alloys having increased nitride content: USA, 7344675B2[P]. 2008-03-18.
[6] VOGT R. Ultrafine-grained aluminum and boron carbide metal matrix composites[D]. California: University of California, 2010.
[7] HAN B Q, LEE Z, WITKIN D, NUTT S, LAVERNIA E J. Deformation behavior of bimodal nanostructured 5083 Al alloys[J]. Metall Mater Trans A, 2005, 36: 957-965.
[8] 卢 柯, 周 飞. 纳米晶体材料的研究现状[J]. 金属学报, 1997, 33(1): 99-106.
LU Ke, ZHOU Fei. Recent research progress on nanocrystalline materials[J]. Acta Metall Sin, 1997, 33(1): 99-106.
[9] LI Y, LIU W, ORTALAN V, LI W F, ZHANG Z, VOGT R, BROWNING N D, LAVERNIA E J, SCHOENUNG J M. HRTEM and EELS study of aluminum nitride in nanostructured Al 5083/B4C processed via cryomilling[J]. Acta Mater, 2010, 58: 1732-1740.
[10] ZHOU F, LIAO X Z, ZHU Y T, DALLEK S, LAVERNIA E J. Microstructural evolution during recovery and recrystallization of a nanocrystalline Al-Mg alloy prepared by cryogenic ball milling[J]. Acta Mater, 2003, 51: 2777-2791.
[11] 美国金属学会. 金属手册[M]. 范玉殿, 张效忠, 白新德, 译. 北京: 机械工业出版社, 1994.
American Society of Metals. Metals handbook[M]. FAN Yu-dian, ZHANG Xiao-zhong, BAI Xin-de, transl. Beijing: China Machine Press, 1994.
[12] BONETTI E, PASQUINI L, SAMPAOLESI E. The influence of grain size on the mechanical properties of nanocrystalline aluminum[J]. NanoStruct Mater, 1997, 9: 611-614.
[13] 孙秀魁, 丛洪涛, 徐 坚, 卢 柯. 纳米晶Al的制备及拉伸性能(Ⅰ)[J]. 材料研究学报, 1998, 12(6): 645-650.
SUN Xiu-qui, CONG Hong-tao, XU Jian, LU Ke. Synthesis and tensile properties of nanocrystalline Al(Ⅰ)[J]. Chinese Journal of Material Research, 1998, 12(6): 645-650.
[14] 孙秀魁, 丛洪涛, 徐 坚, 卢 柯. 纳米晶Al的制备及拉伸性能(Ⅱ)[J]. 材料研究学报, 1998, 12(6): 651-654.
SUN Xiu-qui, CONG Hong-tao, XU Jian, LU Ke. Synthesis and tensile properties of nanocrystalline Al(Ⅱ)[J]. Chinese Journal of Material Research, 1998, 12(6): 651-654.
[15] CHENG Jun-sheng, CUI Hua, CHEN Han-bin, YANG Bin, FAN Jiang-zhong, ZHANG Ji-shan. Bulk nanocrystalline Al prepared by cryomilling[J]. Journal of University of Science and Technology Beijing, 2007, 14(6): 523-528.
[16] 王德庆, 张大伟. 低温球磨制备块体纳米Al晶体材料的组织与性能[J]. 大连交通大学学报, 2010, 31(1): 68-73.
WANG De-qin, ZHANG Da-wei. Structure and mechanical properties of bulk nanocrystalline aluminum by cryomilling[J]. Journal of Dalian Jiaotong University, 2010, 31(1): 68-73.
[17] HANSEN N. The effect of grain size and strain on the tensile flow stress of aluminium at room temperature[J]. Acta Metall, 1977, 25: 863-869.
[18] COURTNEY T H. Mechanical behavior of materials[M]. 2nd ed. New York: McGraw-Hill Education, 2000.
[19] HAN B Q, LEE Z, NUTT S R, LAVERNIA E J, MOHAMED F A. Mechanical properties of an ultrafine-grained Al-7.5 pct Mg alloy[J]. Metall Mater Trans A, 2003, 34: 603-613.
[20] YAVARI P, MOHAMED F A, LANGDON T G. Creep and substructure formation in an Al-5%Mg solid solution alloy[J]. Acta Metall, 1981, 29: 1495-1507.
[21] LI Y, ZHAO Y H, ORTALAN V, LIU W, ZHANG Z H, VOGT R G, BROWNING N D, LAVERNIA E J, SCHOENUNG J M. Investigation of aluminum-based nanocomposites with ultra-high strength[J]. Mater Sci Eng A, 2009, 527: 305-316.
[22] VINTILA R, CHAREST A, DREW R A L, BROCHU M. Synthesis and consolidation via spark plasma sintering of nanostructured Al-5356/B4C composite[J]. Mater Sci Eng A, 2011, 528: 4395-4407.
[23] ASHBY M F. The deformation of plastically non-homogenous materials[J]. Philos Mag, 1970, 21: 399-424.
[24] FLECK N A, MULLER G M, ASHBY M F, HUTCHINSON J W. Strain gradient plasticity: Theory and experiment[J]. Acta Metall, 1994, 42: 475-487.
[25] YE J, HAN B Q, LEE Z, AHN B, NUTT S R, SCHOENUNG J M. A tri-modal aluminum based composite with super-high strength[J]. Scripta Materialia, 2005, 53: 481-486.
(编辑 陈卫萍)
基金项目:北京航空材料研究院创新基金资助项目(KF35090202)
收稿日期:2012-07-21;修订日期:2012-11-10
通信作者:李炯利,博士研究生;电话:010-62497165;E-mail:ljlhpu123@163.com

