稀有金属 2002,(05),360-363 DOI:10.13373/j.cnki.cjrm.2002.05.009
空心型材挤压模具模芯变形的有限元分析
郑弃非 谢水生 王国辉 曹莉亚
北京有色金属研究总院加工中心,北京有色金属研究总院加工中心,北京有色金属研究总院加工中心,北京有色金属研究总院加工中心,北京有色金属研究总院加工中心 北京100088 ,北京100088 ,北京100088 ,北京100088 ,北京100088
摘 要:
针对挤压时平面分流组合模模芯变形对空心型材壁厚影响的问题 , 简述了分流组合模模芯发生变形的原因 , 并应用有限元方法对模芯的受力变形进行了分析。首先利用ANSYS软件对分流组合模上模进行三维造型 , 然后综合考虑分流组合模在挤压时的受力状况 , 将所受各力加载到有限元模型上 , 通过计算获得了模芯在受力作用下的偏移变形量及模芯沿挤压方向的变形量 , 结合实例分析表明计算结果与实际吻合较好 , 说明有限元方法对模芯变形的分析是有效的。
关键词:
空心型材挤压 ;分流组合模 ;有限元 ;
中图分类号: TG375.41
收稿日期: 2001-11-12
Finite Element Analysis of Die Mandrel Deflection in Hollow Extrusion
Abstract:
The reason of deflection of die mandrel in hollow extrusion is introduced in view of the change of wall thickness of hollow profile caused by the deflection. The deflection of die mandrel was analyzed by FEM. By means of ANSYS software, the three dimensional model of prothole die was made. The model was loaded with forces which come from analysis of forces condition of prothole die when extruding. The amount of deflection and distortion along extrusion direction was obtained through calculation. The computational results coincide with practice. It shows that FEM is effective on analysis of deflection of prothole die.
Keyword:
hollow extrusion; porthole die; FEM;
Received: 2001-11-12
近年来复杂型材, 特别是各种空心型材, 不仅大量应用于门窗、 柜台、 货架, 而且广泛应用在列车车厢、 汽车、 电器、 家具等方面, 同时对铝型材的精度要求也越来越高。 挤压模具是决定型材形状、 尺寸精度、 表面粗糙度的重要工具。 空心型材的生产目前广泛采用平面分流组合模。 空心型材的多样化、 复杂化造成模具设计时对各分流孔的数目、 面积、 布置、 位置等的考虑变得更加复杂。 分流孔的设计关系着金属流动均衡以及各股金属流对模芯作用力的平衡, 同时模芯的平衡稳定性直接影响到型材内部轮廓尺寸及壁厚的精度, 而且影响模具寿命, 因此模芯的稳定性分析显得尤为重要
[1 ]
。 由于平面分流组合模结构复杂, 用传统的力学理论分析模芯的受力和变形是十分困难的。 即使有一些特殊的模具结构可以简化成简单的力学模型
[2 ]
, 但其不具有通用性而不能广泛应用。 目前, 有限元方法已广泛应用在各种复杂受力条件下的结构分析。 基于上述原因, 本文应用有限元方法, 对挤压空心型材的平面分流组合模模芯的受力变形进行了分析。
1 模芯变形原因
挤压时上模模芯伸入于下模焊合腔中, 它的各面受到来自焊合腔中金属的压力作用。 分流组合模设计的基本思路是使各分流孔所流入的金属流量与所填充的型材面积成比例, 即要使各分流孔的金属流动平衡, 才能得到尺寸合格的型材, 同时模芯的受力也是平衡的。 但由于各分流孔的形状、 大小、 布置位置及模孔形状等诸多因素的影响, 导致难于保证各分流孔所流入的金属流量与其所填充的型材面积成比例, 这就造成各分流孔内金属流动压力的不均衡。 这种不均衡压力作用于模芯, 会使模芯受到一个沿某方向的外力, 模芯在这个力的作用下会发生朝向某一方向的偏移变形, 使空心型材制品的壁厚超差。 严重时这种外力会非常大, 甚至使模芯根部发生塑性变形, 导致整个模具报废。
2 模芯变形的有限元分析
2.1 模芯受力状况分析
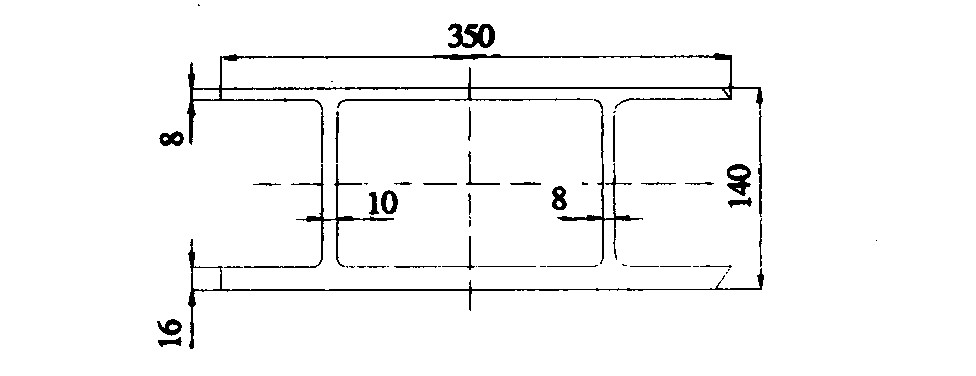
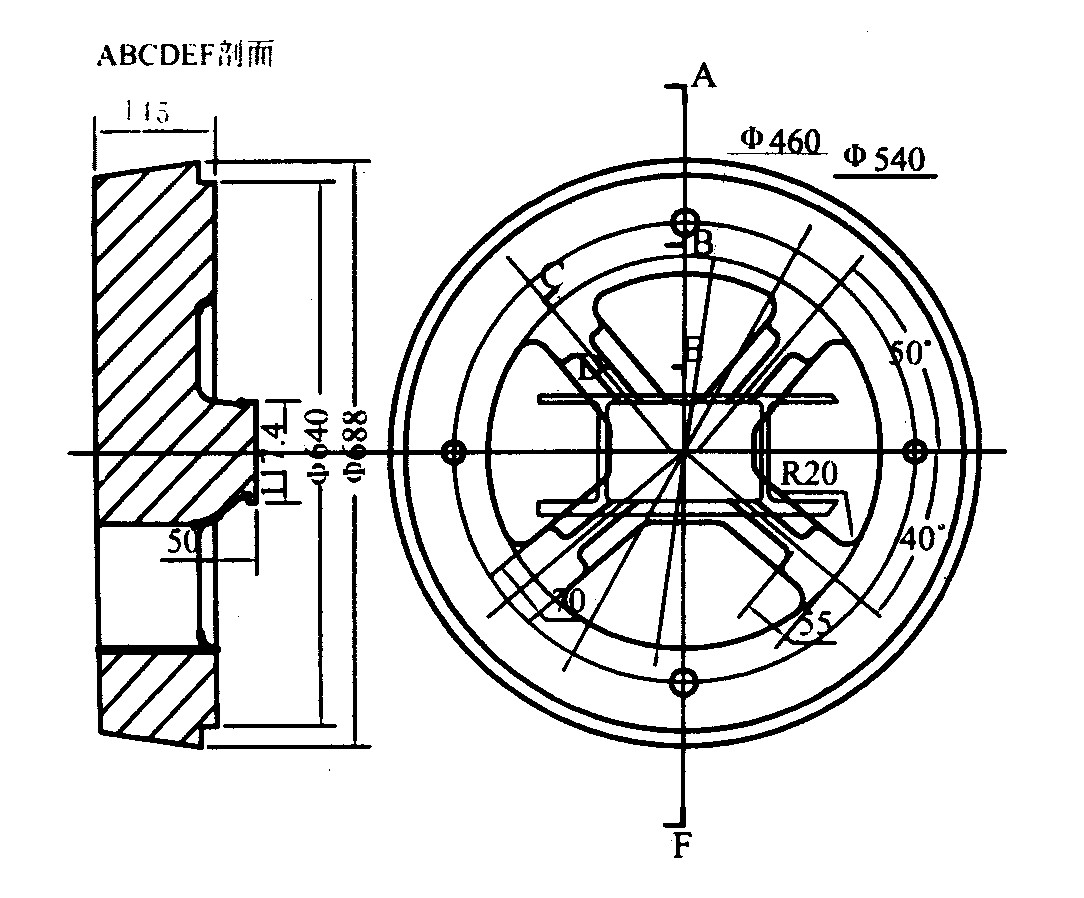
为便于说明, 以某厂的一种空心型材为例分析。 其型材尺寸如图1。 其挤压工艺为: (1) 型材材料为7005合金, 铸锭出炉温度500 ℃; (2) 挤压筒直径为500 mm, 总挤压比λ =18.66; (3) 挤压速度: v =1~2 m・min-1 。 上模模具尺寸如图2所示。
根据文献
[
3 ]
中平面分流组合模的挤压力公式可算出本例型材的挤压力为80 MN, 挤压筒的直径为500 mm, 所以挤压筒内的平均压强为 407 MPa。 其上、 下、 左、 右各分流孔的实际分流比及其对数值如表1所示。
图1 型材尺寸图
Fig.1 Dimensions of hollow section
图2 上模模具图
Fig.2 Porthole die geometry
表1 各分流孔的分流比及其对数值
Table 1 Following extrusion ratio and their natural logarithm
分流比λ
分流比的对数值lnλ
13.04
2.57
9.36
2.24
7.95
2.07
8.42
2.13
由于空心型材挤压时, 对模具及模芯各面所受的压力具体是多少目前还没有较准确的计算公式, 仍采用文献
[
4 ]
中所述各方向作用于各分流孔内壁及模芯的力是与各分流比的对数成正比这一基本理论来进行估算。 估算可知各分流孔内壁及模芯各面所受的平均压力为: p 上 =400 MPa, p 下 =348 MPa, p 左 =330 MPa, p 右 =337 MPa; 可以看出上下分流孔内壁及模芯上下两面的均布力有52 MPa的差别, 左右两面的均布力差别较小。 下面应用有限元方法计算模芯在该受力状态下的偏移变形量。
2.2 有限元模型的建立及网格划分
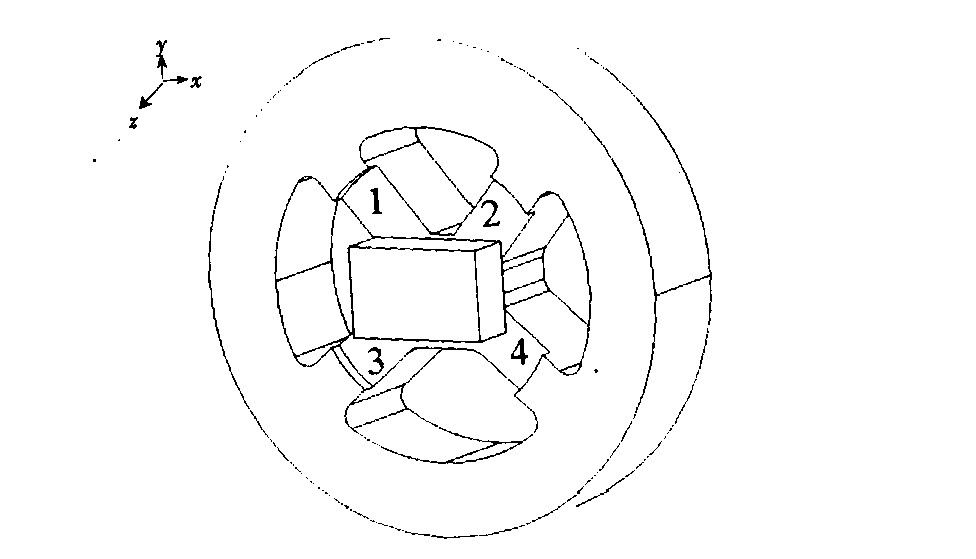
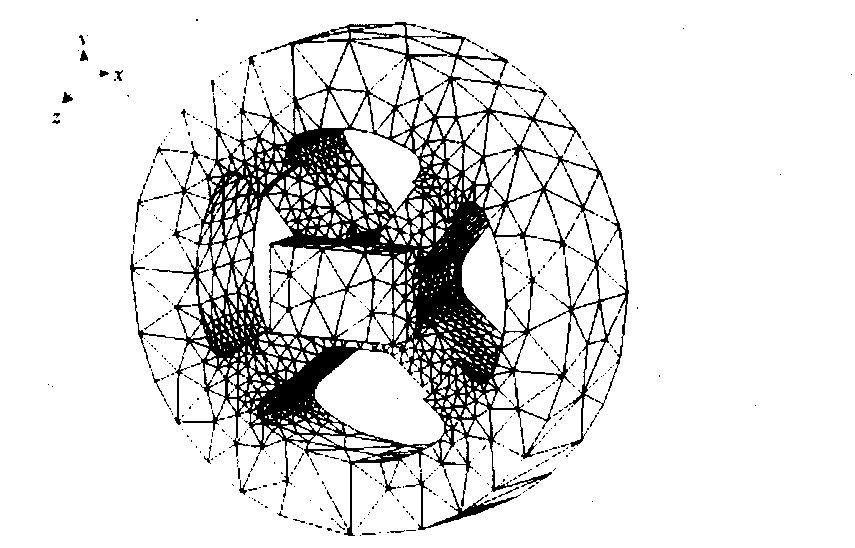
有限元分析采用大型通用有限元分析软件ANSYS来完成。 由于该例上模模具几何不对称, 因此对模具做了三维全造型。 利用ANSYS造型时, 对分流孔的位置严格按照图纸所标造型。 分流桥的形状影响着模具抵抗变形的能力, 但由于本例中分流桥桥部滴水形状较难造出, 所以将桥部适当减薄来代替分流桥的滴水形状。 最后得到上模模具模型如图3所示。 采用三维10节点四面体实体单元 (SOLID92) 对模具划分网格, 整个模型共划分了20286个单元、 31109个节点。 模型的网格划分如图4所示。
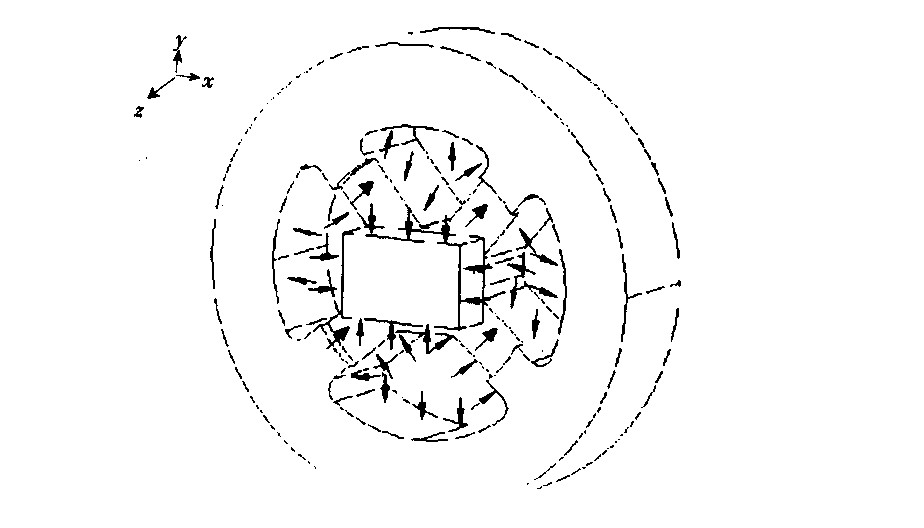
模具材料是H13钢, 其弹性模量E =210 GPa。 有限元模型是在稳态挤压条件下分析, 因此假设模具所受的各方向的力是静态载荷。 本例中模具的受力情况是上模上表面受407 MPa的均布压力, 各分流孔内表面及模芯各面分别是p 上 =400 MPa, p 下 =348 MPa, p 左 =330 MPa, p 右 =337 MPa。 4个模桥受到焊合腔中金属沿挤压反方向的压力。 模桥编号如图3所示。 各个模桥受力为其相邻两分流孔中压力的平均值, 例如1号模桥受力为上分流孔与左分流孔中压力的平均值, 这样1~4号模桥的受力分别为365, 369, 342, 339 MPa。 由于摩擦力很小, 对模芯的变形影响很小, 可以忽略不记。 将各方向的均布压力加在模具上, 上模受力示意图见图5。 边界条件的施加是根据模套的结构及模具的装配形式而定的。 本例上模装在模套内, 上模侧壁与模套内壁有间隙, 且上、 下模的止口之间是间隙配合, 考虑到挤压时上模下表面与下模上表面紧密接触, 因此采用对上模下表面X , Y , Z 方向约束, 即位移为零。
图3 上模有限元模型
Fig.3 FEM model of porthole die
图4 划分图
Fig.4 Meshed grid
2.3 结果分析
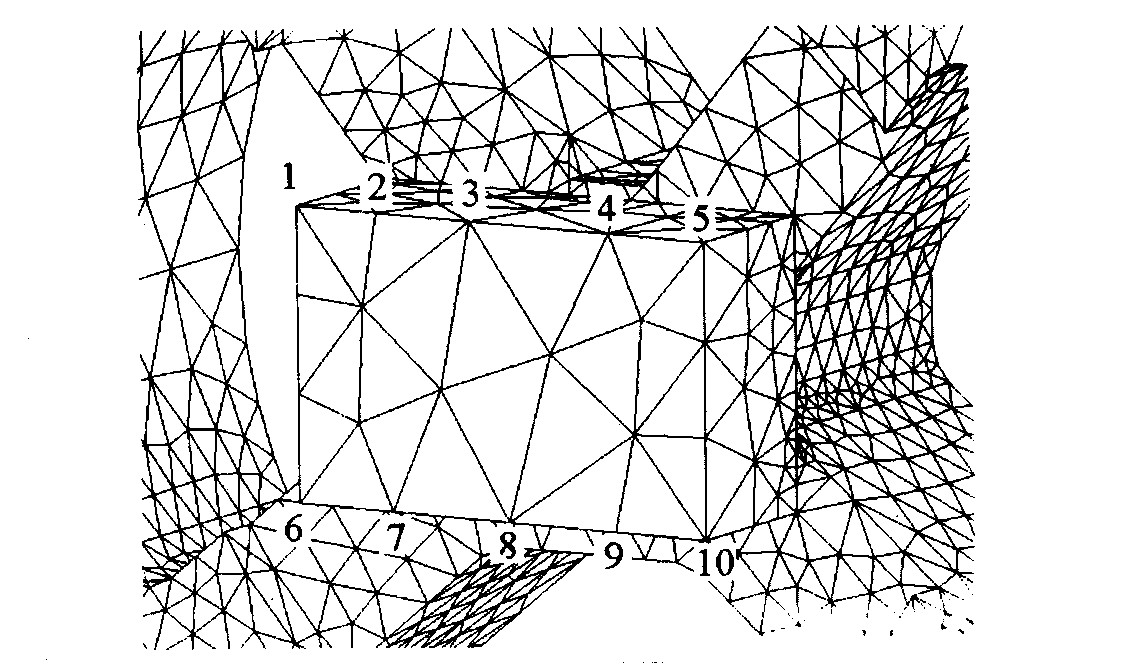
经过运算得到了模具的有限元分析结果, 模芯头部各节点的位移列在表2。 表2中各节点的编号如图6所示, 1~5是模芯上侧的节点, 6~10是模芯下侧的节点。 从表2中可得出:由上下方向, 即Y 方向位移可知模芯上侧平均偏移为0.52 mm, 下侧平均偏移为0.37 mm; 而左右方向, 即X 方向的位移很小。 同时, 从表2中可知模芯在挤压方向, 即Z 方向的位移在2.5~2.88 mm之间, 说明上模由于受到沿挤压方向的力而产生塌陷, 导致模芯沿挤压方向产生一个比较大的位移。
图5 上模受力示意图
Fig.5 Schematic view of pressures on porthole die
图6 模芯局部放大图
Fig.6 View of magnified die core
实际生产所得的型材经检测, 其上侧壁厚增加0.6 mm, 下侧壁厚减少0.5 mm, 左右壁厚符合要求。 由于实际生产时严格按照设计图纸加工模具, 上机装配后检测模孔间隙合格, 由此可知型材壁厚超差并不是由于模具加工及装配原因造成的, 而确实是挤压生产时所产生的。 说明模芯在挤压时发生了上下方向的偏移变形, 具体表现为上侧模芯向下偏移0.6 mm, 而下侧模芯向下偏移0.5 mm; 模芯在左右方向未变形。
表3列出了模芯偏移的计算结果与实际生产结果。 比较可知, 有限元分析得出模芯在外力的作用下发生变形的分析结果是正确的。 说明由于上下两腔金属流对模芯及分流孔内壁的作用力差别足以使模芯发生Y 方向的偏移变形。 同时可以看到, 虽然模芯左右方向受力也存在差别, 但由于模芯在左右方向的变形比上下方向的变形困难, 而且左右方向的受力差较小, 所以模芯未发生左右方向的偏移变形。
表2 模芯上、 下侧节点各方向位移
Table 2 Displacement of following nodes
模芯下侧
节点编号
X 方向位移/mmY 方向位移/mmZ 方向位移/mm节点编号
X 方向位移/mmY 方向位移/mmZ 方向位移/mm
0.13
-0.53
2.88
6
0.14
-0.38
2.63
0.11
-0.53
2.85
7
0.12
-0.37
2.60
0.08
-0.53
2.83
8
0.09
-0.37
2.58
0.04
-0.52
2.78
9
0.06
-0.36
2.53
0.01
-0.50
2.73
10
0.01
-0.35
2.50
0.07
-0.52
2.81
平均
0.08
-0.37
2.57
表3 计算结果与实际生产结果比较
Table 3 Comparison between calculation and practice
模芯上侧Y方向
模芯下侧Y方向
0.52
0.37
0.6
0.5
通常为保证挤压时上下模起始工作带保持同一高度, 在工作带设计时将模芯工作带起始位置适当高出下模几毫米, 以抵消模芯沿挤压方向的位移量, 保证挤压时模芯与下模的有效工作带长度。 一般直径小的模具取1 mm, 直径大的可取2~3 mm。 通过有限元计算可知该经验数据是科学的。
通过利用计算机辅助的有限元分析, 可以很方便地变化各参数对模具的设计进行校验, 例如改变模桥宽度、 厚度、 模具材料等参数, 对模芯的偏移变形量进行预测; 限于篇幅, 在此不再详述。
3 结 论
1.用有限元法分析分流组合模的受力变形情况是非常有效的方法。 尽管平面分流组合模结构及受力状况复杂, 使用有限元方法可以很方便快捷地对模具造型并分析, 能够有效地对模芯的受力变形状态进行预测, 为模具优化设计提供科学依据。
2.当各分流孔分流比的差别较大时, 会使模芯受到朝向某一方向的外力作用, 可以使模芯发生偏移变形。
3.为保证挤压时上下模工作带起始位置一致, 模芯工作带起始位置高于下模工作带起始位置1~3 mm是合理的。
参考文献
[1] 陈晓光.铝加工, 2001, 24 (5) :13.
[2] 赵云路, 唐志玉.铝塑型材挤压成形技术.北京:机械工业出版社, 2000.89.
[3] 刘静安.轻合金挤压工具与模具 (上册) .北京:冶金工业出版社, 1990.60.
[4] мз耶尔曼诺克.特殊形状钛合金型材挤压, 刘雅庭.稀有金属材料与工程, 1995, 24 (6) :75.