Trans. Nonferrous Met. Soc. China 28(2018) 88-95
Pulse electroplating of Ni-W-P coating and its anti-corrosion performance
Hai-hui ZHOU1,2, Zuo-wei LIAO1, Chen-xu FANG1, Huan-xin LI1, Bin FENG3, Song XU3, Guo-fei CAO4, Ya-fei KUANG1,2
1. State key Laboratory of Chemo/Biosensing and Chemometrics, Hunan University, Changsha 410082, China;
2. College of Chemistry and Chemical Engineering, Hunan University, Changsha 410082, China;
3. Hunan Electric Power Company, State Grid Corporation of China, Changsha 410000, China;
4. Petro China West-East Gas Pipeline Company, Shanghai 200122, China
Received 7 August 2016; accepted 28 March 2017
Abstract: Ni-W-P coatings were electrodeposited on copper substrates by pulse electroplating. Effects of electrolyte pH (1-3), temperature (40-80 ��C), average current density (1-7 A/dm2) and pulse frequency (200-1000 Hz) on deposition rate, structure and corrosion resistance performance of Ni-W-P coatings were studied by single factor method. Surface morphology, crystallographic structure and composition of Ni-W-P coatings were investigated by means of scanning electron microscopy, X-ray diffractometry and energy dispersive X-ray spectroscopy, respectively. Corrosion resistance performances of Ni-W-P coatings were studied by potentiodynamic polarization and electrochemical impedance spectroscopy in 3.5% NaCl solution (mass fraction) and soil-containing solution. It was found that the pulse electroplated Ni-W-P coatings have superior corrosion resistance performance and the electroplating parameters significantly affect the structure and corrosion resistance performance of Ni-W-P coatings. The optimized parameters of pulse electroplating Ni-W-P coatings were as follows: pH 2.0, temperature 60 ��C, average current density 4 A/dm2, and pulse frequency 600 Hz. The Ni-W-P coating prepared under the optimized parameters has superior corrosion resistance (276.8 k��) and compact surface without any noticeable defect.
Key words: pulse electroplating; Ni-W-P coating; corrosion resistance
1 Introduction
The needs for coatings with enhanced resistance to highly aggressive environments are high due to a growing demand for extended safe service life of industrial objects. Composite deposition is a valuable new surface intensification technology to obtain composite coatings. Nickel-phosphorous (Ni-P) coating, as one of the well-known protective coatings, has widely been investigated and adopted in versatile industrial applications owing to its merits in mechanical and chemical properties, such as uniform thickness, high hardness, corrosion and wear resistances [1-4]. Encouraging results in optimizing characteristics of Ni-P coatings by introducing the third element to form a ternary Ni-P-based alloy coating have been recently reported, including Ni-Cu-P [5,6], Ni-Fe-P [7], Ni-Re-P [8], Ni-Zn-P [9] and Ni-W-P [10-12].
Ni-W-P coating is one of the most promising ternary Ni-P-based alloy coatings. The introduction of W into the Ni-P coating can improve the compactness and lower the porosity, which can significantly improve the corrosion resistance of alloy coating [13,14]. The most common preparation technologies for alloy coatings are electroplating and electroless plating, which are widely applied in the field of metal corrosion protection and decoration due to the cheap and mature processing. Compared with electroless plating, electro- plating is more facile, cheaper, and has a faster deposition rate. In addition, the resulting alloy coating can have a controllable W content.
At present, direct current (DC) electroplating is widely employed to prepare Ni-W-P alloy coatings. As well known, pulse electroplating that differs from DC electroplating, is one of the most effective ways in the fabrication of metal and alloy coatings due to its independently controllable parameters and higher instantaneous current densities when compared with traditional DC electroplating [15]. In pulse electroplating, the higher quality coating can be obtained by adjusting the plating parameters instead of additives [16-18]. Pulse electroplated alloy coating has high corrosion resistance, because the homogeneous film has low porosity, and the elimination of hydrogen embrittlement can effectively improve the adhesion strength of the coating.
The current research on Ni-W-P alloy coating is more confined to explore the formula and process of direct current electroplating. So far, there have been few studies focusing on effects of pulse electroplating parameters on corrosion resistance of Ni-W-P ternary composite coating in acid or weak acid corrosion medium.
In this work, Ni-W-P composite coatings were prepared by pulse electroplating, and the effects of electrolyte pH, temperature, average current density and pulse frequency on deposition rate, structure and corrosion resistance were investigated by single factor method. The anti-corrosion performances of the Ni-W-P coatings were studied by various electrochemical tests in both NaCl solution and soil-containing solution.
2 Experimental
2.1 Pulse electroplating of Ni-W-P coatings
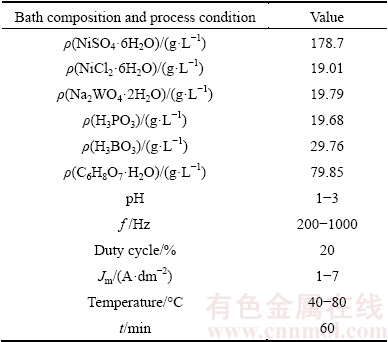
The electrolyte composition of the Ni-W-P electroplating is given in Table 1, in which sodium tungstate was used as the source of W. The red copper plates with dimensions of 0.25 mm �� 20 mm �� 30 mm were used as the substrates. Before plating, the red copper substrates were firstly mechanically polished with successively finer grades of emery paper, and then were polished at a current density of 3-5 A/dm2 in a cathodic degreasing bath (60.0 g/L NaOH, 29.7 g/L Na2CO3, 19.7 g/L Na3PO4) at 50 ��C for 3 min. Subsequently, the substrates were treated in an acid solution containing H3PO4, CH3COOH and HNO3 with a volume ratio of 6:3:1 at 60 ��C for 3 min to remove any adherent oxide layer on the surfaces. Finally, the substrates were again rinsed in de-ionized water and then immersed immediately in the plating bath for pulse electroplating. The pulse electroplating was carried out by varying parameters shown in Table 1 using a pulse generator. NaOH and H2SO4 solutions were used to adjust the pH value of the bath. After electrodeposition, the obtained coatings were treated in an ultrasonic bath for 10 min, and then rinsed in de-ionized water and dried in air. The deposition rate was estimated by using the equation below:
 (1)
(1)
where v is the deposition rate; ma and mb are masses of the sample before and after electroplating, respectively; S is the surface area, and t is time.
Table 1 Bath composition and process parameters
2.2 Material characterization
Scanning electron microscopy (SEM) images and energy dispersive X-ray spectroscopy (EDS) results were obtained in a Hitachi S-4800. X-ray diffraction (XRD) was conducted in a Siemens D5000 diffractometer with a Cu K�� radiation.
All the electrochemical tests were performed using a three-electrode system, the coating sample, saturated calomel electrode (SCE) and platinum plate were used as the working, reference and counter electrodes, respectively. The area of working electrode was 0.5 cm2. The testing electrolytes were 3.5% NaCl solution (pH=5.5) and soil-containing medium to mimic soil corrosion environment. The soil from Fenghuang Mountain, Hunan Province, China, was dried at 105 ��C for 6 h, and the soil composition is shown in Table 2. The soil medium was prepared by adding 50% water (mass fraction) into the soil, and the pH value was adjusted to 5.5. Tafel polarization and electrochemical impedance spectroscopy (EIS) curves were measured with CHI660A and IM6ex electrochemical workstation, respectively. Tafel polarization curve was obtained at the potential of (��ocp��200) mV with a scanning rate of 5 mV/s. EIS was conducted at the open circuit potential with amplitude of 5 mV in the frequency range of 105-10-2 Hz.
3 Results and discussion
3.1 Determination of optimum parameters of pulse electroplating Ni-W-P ternary coatings
3.1.1 Effect of electrolyte pH value
The electroplating was carried out by varying pH in the range of 1-3, while the current density, temperature and pulse frequency were 5 A/dm2��50 ��C, and 200 Hz, respectively, and the other parameters are shown in Table 1.
Table 2 Parameter and composition of soil from Fenghuang Mountain, Hunan, China
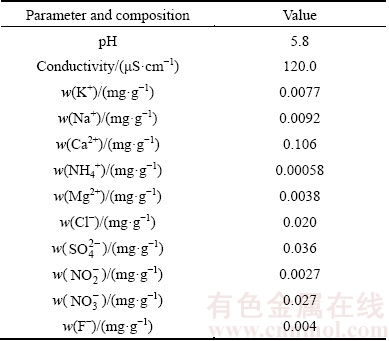
Figure 1(a) shows the effect of pH value on deposition rate of the Ni-W-P coating, indicating that the deposition rate increased with the increase of pH value. When the pH value increased, the hydrogen evolution reaction was gradually inhibited, and the cathode current efficiency gradually increased, leading to the increase in deposition rate. Figure 1(b) shows the XRD patterns of the Ni-W-P alloy coatings obtained at different electrolyte pH values. The patterns displayed that the coatings had obvious envelope peak at 2��=45��, illustrating that the coatings were typically amorphous structure [13]. It is observed that the width of XRD peak of the deposited alloy reduced with the increase of electrolyte pH value, indicating that the amorphous degree of Ni-W-P alloy coating decreased with the increase of pH value. This was because the increase in pH value of the plating solution inhibited the P deposition [19].
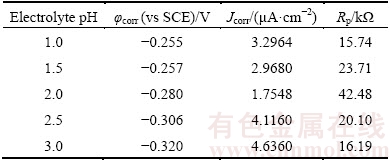
Figure 2(a) shows the polarization curves of the Ni-W-P alloy coatings in 3.5% NaCl solution at various pH values, and Table 3 shows the values of corrosion potential (��corr), corrosion current (Jcorr) and polarization resistance (Rp) extracted from Tafel extrapolation. When increasing pH value, the ��corr negatively shifted, and the Jcorr firstly decreased and then increased with a minimum value at pH=2.0, and Rp firstly increased and then decreased with a maximum value at pH=2.0. To further probe the corrosion resistance of the Ni-W-P coating, EIS was measured. Figure 2(b) shows the Nyquist plots of the Ni-W-P coatings obtained at various pH values,and each plot displayed a single capacitive reactance arc. When increasing pH value, the resistance firstly increased and then decreased with a maximum value at pH=2.0. The results showed that the Ni-W-P coating was smooth, integrated, compact and had the best anti-corrosion performance at pH=2.0. The pH of electrolyte can affect the evolution of hydrogen and current efficiency in the process of electrodeposition and thus influence the porosity and corrosion resistance of the coating.
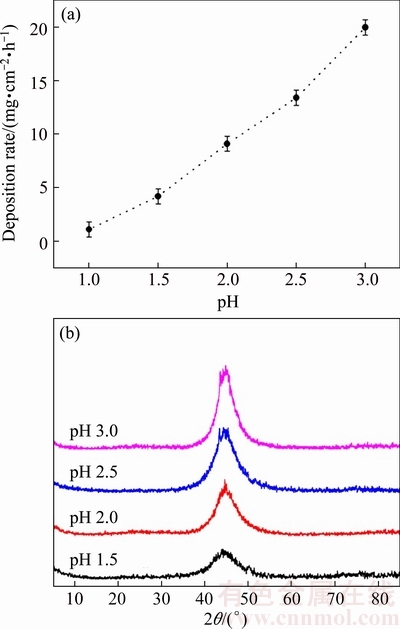
Fig. 1 Influence of electrolyte pH on deposition rate (a) and XRD patterns of Ni-W-P alloy coatings obtained at different electrolyte pH values (b)

Fig. 2 Polarization curves with scan rate of 5 mV/s (a) and Nyquist plots (b) of Ni-W-P alloy coatings in 3.5% NaCl solution at different pH values
Table 3 Electrochemical parameters obtained from polarization curves of Ni-W-P alloy coatings at different pH values
3.1.2 Effect of electrolyte temperature
Temperature has a great influence on the electrochemical process and physical properties of deposits. The experiments were conducted by varying the temperature of electrolyte at 40-80 ��C, while the current density, pH and pulse frequency were 5 A/dm2, 2.0, and 200 Hz, respectively, and the other parameters are shown in Table 1. Figure 3(a) shows the relationship between deposition rate of the Ni-W-P coating and electrolyte temperature. As expected, the deposition rate increased with the increase of electrolyte temperature, and it is understood that the increase in temperature significantly promoted the electrochemical reaction rate, resulting in the increase in deposition rate. Figure 3(b) shows the XRD patterns of the Ni-W-P alloy coatings obtained at different electrolyte temperatures. The patterns displayed that the coatings had obvious envelope peak at 2��=45��, illustrating that the coatings were of typically amorphous structure. The width of XRD peak of the deposited alloy increased with the increase of electrolyte temperature, indicating that the amorphous degree increased with the increase of electrolyte temperature. This was because the increase in the electrolyte temperature was beneficial to improving the contents of P and W elements in the alloy coating [14], which was helpful for the formation of amorphous Ni-W-P alloy coating.
Figure 4(a) shows the polarization curves of the Ni-W-P alloy coatings in 3.5% NaCl solution at various electrolyte temperatures, and Table 4 shows the values of ��corr, Jcorr and Rp extracted from Tafel extrapolation. When increasing electrolyte temperature, the ��corr negatively shifted, and the Jcorr firstly decreased and thenincreased with a minimum value at 60 ��C. Rp firstly increased and then decreased with a maximum value at 60 ��C. Figure 4(b) shows the Nyquist plots of the Ni-W-P alloy coatings obtained at different electrolyte temperatures, and all plots showed a single capacitive reactance arc. When increasing electrolyte temperature, the resistance firstly increased and then decreased with a maximum value at 60 ��C. The results showed that the electrolyte temperature of 60 ��C enabled the Ni-W-P coating to have the best anti-corrosion performance.

Fig. 3 Influence of electrolyte temperature on deposition rate (a) and XRD patterns (b) of Ni-W-P alloy coatings at different electrolyte temperatures

Fig. 4 Polarization curves with scan rate of 5 mV/s (a) and Nyquist plots (b) of Ni-W-P alloy coatings in 3.5% NaCl solution at different temperatures
Table 4 Electrochemical parameters obtained from polarization curves of Ni-W-P alloy coatings at different temperatures

3.1.3 Effect of average current density (Jm)
The electroplating was conducted at various average current densities, while the pH value, temperature and pulse frequency were 2.0, 60 ��C and 200 Hz, respectively, and the other parameters are shown in Table 1. Figure 5(a) shows the relationship between deposition rate of the Ni-W-P coating and average current density (Jm). The deposition rate increased with the increase of Jm, and it was also understood that the increase in current density elevated the electrochemical reaction rate. Figure 5(b) shows the XRD patterns of the Ni-W-P alloy coatings obtained at different Jm values. The patterns displayed that the coatings had obvious envelope peak at 2��=45��, illustrating that the coatings were of typically amorphous structure, and the amorphous degree reduced with the increase of Jm. The reason is that the increase in Jm inhibited the P deposition, and low P content decreased the amorphous degree of the Ni-W-P coating [20].
Figure 6(a) shows the polarization curves of the Ni-W-P alloy coatings in 3.5% NaCl solution at different Jm values, and the ��corr, Jcorr and Rp extracted from Tafel extrapolation are shown in Table 5. With the increase of Jm, the Rp decreased, the Jcorr increased, and the ��corr gradually shifted negatively. This was because the lower the current density is, the higher the P content in the alloy coating is. The increase of P content was beneficial to improving the corrosion resistance of the coating. Figure 6(b) shows the Nyquist plots of the Ni-W-P alloy coatings obtained at different Jm values, and all plots showed a single capacitive reactance arc. The resistance decreased with the increase of Jm.
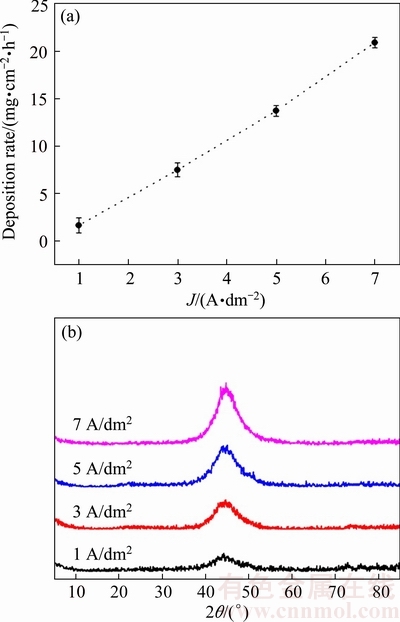
Fig. 5 Influence of average current density on deposition rate (a) and XRD patterns (b) of Ni-W-P alloy coatings obtained at different Jm values

Fig. 6 Polarization curves with scan rate of 5 mV/s (a) and Nyquist plots (b) of Ni-W-P alloy coatings in 3.5% NaCl solution at various current densities
Table 5 Electrochemical parameters obtained from polarization curves of Ni-W-P alloy coatings at different current densities

Considering the deposition rate and corrosion resistance of the coating, the optimum current density of the electroplating was considered to be 4 A/dm2. The increase of current density is beneficial to forming a dense coating, but will cause a low current efficiency which makes the coating loose and the corrosion resistance poor.
3.1.4 Effect of pulse frequency
The electroplating was conducted at various pulse frequencies, while the electrolyte pH, temperature, average current density were 2.0, 60 ��C and 4 A/dm2, respectively. Figure 7(a) shows the polarization curves of the Ni-W-P alloy coatings in 3.5% NaCl solution at various pulse frequencies, and Table 6 shows the values of ��corr, Jcorr and Rp extracted from Tafel extrapolation. When the pulse frequency varied from 200 to 1000 Hz, the Jcorr firstly decreased and then increased with a minimum value at 600 Hz. The ��corr of all alloy coatings remained at around -0.270 V.
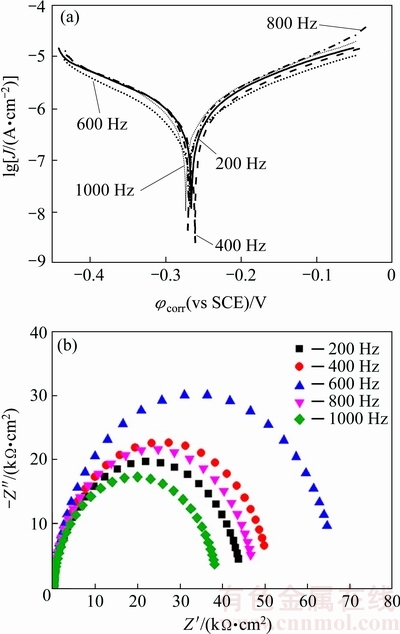
Fig. 7 Polarization curves with scan rate of 5 mV/s (a) and Nyquist plots (b) of Ni-W-P alloy coatings in 3.5% NaCl solution at various pulse frequencies
Table 6 Electrochemical parameters obtained from polarization curves of Ni-W-P alloy coatings at different pulse frequencies
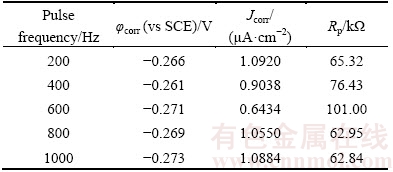
Figure 7(b) shows the Nyquist plots of the Ni-W-P alloy coatings obtained at different pulse frequencies, and all plots displayed a single capacitive reactance arc. When increasing pulse frequency, the resistance firstly increased and then decreased with a maximum value at 600 Hz. The results showed that the Ni-W-P coating displayed the best anti-corrosion property when pulse frequency was 600 Hz.
3.2 Performance of Ni-W-P ternary alloy coating prepared with optimized pulse parameters
The results described above clearly demonstrated that the parameters of electrolyte pH, temperature, average current density and pulse frequency strongly affected the quality of the Ni-W-P coating. The optimized parameters of pulse electroplating Ni-W-P coating were obtained as follows: pH 2.0, temperature 60 ��C, average current density 4 A/dm2, and pulse frequency 600 Hz. The Ni-W-P coating was prepared with the optimized parameters, and the morphology, structure and composition of this coating are shown in Fig. 8. The SEM image showed that the alloy coating had a homogeneous granular morphology and was compact without any noticeable defect. The EDS spectrum showed that the Ni, W and P contents were 83.62%, 4.12% and 12.26% respectively. The XRD pattern displayed that the coating had obvious envelope peak at 2��=45��, illustrating that the Ni-W-P coating was of typically amorphous structure.
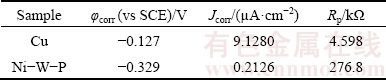
Figure 9(a) shows the polarization curves of the Cu substrate and Ni-W-P alloy coating in a soil-containing electrolyte, and Table 7 shows the values of ��corr, Jcorr and Rp extracted from Tafel extrapolation. The ��corr of the Ni-W-P alloy coating was more negative than that of copper, and the Jcorr of the Ni-W-P alloy coating was about 1/40 that of the copper. The results demonstrated that the Ni-W-P alloy coating had superior corrosion resistance. Figure 9(b) shows the Nyquist plots of the Cu substrate and Ni-W-P alloy coating, and both plots showed a single capacitive reactance arc, but the Ni-W-P alloy coating displayed a much larger resistance. The results showed that the Ni-W-P coating had better anti-corrosion performance than red copper. Due to the addition of W and P, the coating formed a long-range disordered amorphous structure. So, the coating had stable chemical property and good corrosion resistance.
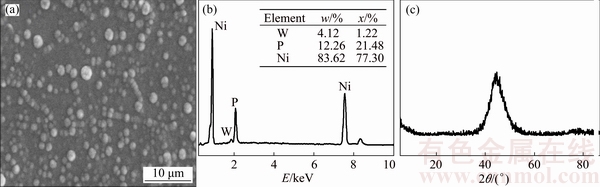
Fig. 8 SEM image (a), EDS spectrum (b), and XRD pattern (c) of Ni-W-P alloy coating prepared with optimized pulse parameters
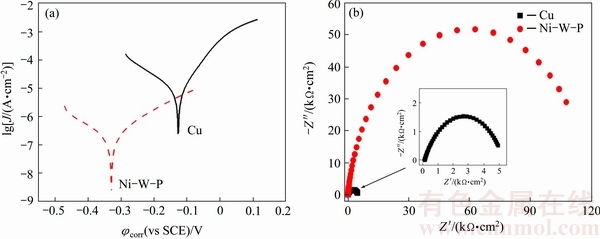
Fig. 9 Polarization curves with scan rate of 5 mV/s (a) and Nyquist plots (b) in soil-containing solution of Cu substrate and Ni-W-P alloy coating
Table 7 Electrochemical parameters obtained from polarization curves of Cu substrate and Ni-W-P alloy coating
4 Conclusions
1) Amorphous Ni-W-P alloy coating was successfully prepared by pulse electrodeposition. Effects of electroplating parameters (electrolyte pH, temperature, average current density and pulse frequency) on deposition rate, coating structure and anti-corrosion were investigated. The results show that the electroplating parameters significantly affect the structure and corrosion resistance performance of the Ni-W-P alloy coating.
2) The optimized parameters of pulse electroplating Ni-W-P alloy coating were as follows: pH 2.0, temperature 60 ��C, average current density 4 A/dm2 and pulse frequency 600 Hz. The Ni-W-P coating prepared with the optimized parameters has superior corrosion resistance (276.8 k��) and compact surface without any noticeable defect.
3) The anti-corrosion performance of the coating in soil-containing medium was investigated by polarization curve and EIS, and the results show that the pulse electroplated Ni-W-P coating has better anti-corrosion performance than red copper.
References
[1] JEONG D H, ERB U, AUST K J, PALUMBO G. The relationship between hardness and abrasive wear resistance of electrodeposited nanocrystalline Ni-P coatings [J]. Scripta Materialia, 2003, 48(8): 1067-1072.
[2] HOU K H, JENG M C, GER M D. A study on the wear resistance characteristics of pulse electroforming Ni-P alloy coatings as plated [J]. Wear, 2007, 262(7-8): 833-844.
[3] ZHANG Ming-kang, MU Song-lin, GUAN Qiao-ou, LI Wen-fang, DU Jun. A high anticorrosive chromium-free conversion coating prepared with an alkaline conversion bath on electroless Ni-P coating [J]. Applied Surface Science, 2015, 349: 108-115.
[4] KASAZAKI Y, FUJIWARA H, MIYAMOTO H. Age-hardening mechanism for nanocrystalline Ni-P alloys synthesized by electrodeposition [J]. Surface and Coatings Technology, 2014, 253: 154-160.
[5] YU Quan-yao, ZENG Zhi-xiang, ZHAO Wen-jie, LI Ming-hua, WU Xue-dong, XUE Qun-ji. Fabrication of adhesive superhydrophobic Ni-Cu-P alloy coatings with high mechanical strength by one step electrodeposition [J]. Colloids and Surfaces A: Physicochemical and Engineering Aspects, 2013, 427: 1-6.
[6] FANG Xin-xian, ZHOU Heng-zhi, XUE Ya-jiun. Corrosion properties of stainless steel 316L/Ni-Cu-P coatings in warm acidic solution [J]. Transactions of Nonferrous Metals Society of China, 2015, 25: 2594-2600.
[7] SAFONOV V A, SAFONOVA O V, FISHGOIT L A, KVASHNINA K, GLATZEL P. Chemical state of phosphorus in amorphous Ni-Fe-P electroplates [J]. Surface and Coatings Technology, 2015, 275: 239-244.
[8] MENCER D. Electroless deposition of amorphous Ni-Re-P alloys from acidic hypophosphite solutions [J]. Journal of Alloys and Compounds, 2000, 306(1-2): 158-162.
[9] POULADI S, SHARIAT M H, BAHROLOLOOM M E. Electrodeposition and characterization of Ni-Zn-P and Ni-Zn�CP/nano-SiC coatings [J]. Surface and Coatings Technology, 2012, 213: 33-40.
[10] SHU Xin, WANG Yu-xin, LU Xin, LIU Chu-ming, GAO Wei. Parameter optimization for electroless Ni-W-P coating [J]. Surface and Coatings Technology, 2015, 276: 195-201.
[11] TIEN S K, DUH J G, CHEN Y I. Structure, thermal stability and mechanical properties of electroless Ni-P-W alloy coatings during cycle test [J]. Surface and Coatings Technology, 2004, 177-178: 532-536.
[12] TSAI Y Y, WU F B, CHEN Y I, PENG P J, DUH J G, TSAI S Y. Thermal stability and mechanical properties of Ni-W-P electroless deposits [J]. Surface and Coatings Technology, 2001, 146-147: 502-507.
[13] LIU Hong, GUO Rong-xin, LIU Zhu. Characteristics of microstructure and performance of laser-treated electroless Ni-P/Ni-W-P duplex coatings [J]. Transactions of Nonferrous Metals Society of China, 2012, 22(12): 3012-3020.
[14] PANAGOPOULOS C N, PAPACHRISTOS V D, WAHLSTROM U, LEISNER P, CHRISTOFFERSEN L W. Ni-P-W multilayered alloy coatings produced by pulse plating [J]. Scripta Materialia, 2000, 43(7): 677-683.
[15] YANG Y, CHENG Y F. Fabrication of Ni-Co-SiC composite coatings by pulse electrodeposition��Effects of duty cycle and pulse frequency [J]. Surface and Coatings Technology, 2013, 216: 282-288.
[16] ALIOFKHAZRAEI M, AHANGARANI S, ROUHAGHDAM A S. Effect of the duty cycle of pulsed current on nanocomposite layers formed by pulsed electrodeposition [J]. Rare Metals, 2010, 29: 209-213.
[17] REZAEI-SAMETI M, NADALI S, RAJABI J, RAKHSHI M. The effects of pulse electrodeposition parameters on morphology, hardness and wear behavior of nano-structure Cr-WC composite coatings [J]. Journal of Molecular Structure, 2012, 1020: 23-27.
[18] WAN Peng, QIU Xun, TAN Li-li, FAN Xin-min, YANG Ke. The effects of pulse electrodeposition parameters on morphology and formation of dual-layer Si-doped calcium phosphate coating on AZ31 alloy [J]. Ceramics International, 2015, 41(1): 787-796.
[19] AHMAD J, ASAMI K, TAKEUCHI A, INOUE A. Effect of sodium hypophosphite on the structure and properties of electrodeposited Ni-W-P alloys [J]. Materials Transactions, 2003, 44: 705-708.
[20] HOU K H, JENG M C, GER M D. The heat treatment effects on the structure and wear behavior of pulse electroforming Ni-P alloy coatings [J]. Journal of Alloy and Compounds, 2007, 437: 289-297.
������Ni-W-P�Ʋ㼰����ʴ��
�ܺ���1,2������Ϊ1��������1�������1���� ��3���� ��3���ܹ���4�����Ƿ�1,2
1. ���ϴ�ѧ ��ѧ/���ﴫ���뻯ѧ����ѧ�����ص�ʵ���ң���ɳ 410082��
2. ���ϴ�ѧ ��ѧ����ѧԺ����ɳ 410082��
3. �й����ҵ�����˾ ���ϵ�����˾����ɳ 410000��
4. �й�ʯ����������ܵ���˾���Ϻ� 200122
ժ Ҫ�����������Ʒ���Cu�������Ʊ�Ni-W-P�Ͻ�Ʋ㣬��ͨ�������ط���̽�ֵ��ҺpH(1~3)���¶�(40~80 ��C)��ƽ�������ܶ�(1~7 A/dm2)������Ƶ��(200~1000 Hz)�Գ����ٶȡ��Ʋ�ṹ����ʴ���ܵ�Ӱ�졣����ɨ�����������X���������X���������ǶԶƲ��������ò���ṹ��Ԫ����ɽ��з�������3.5% NaCl(��������)��Һ��������Һ�в��ö���λ���������绯ѧ�迹�ԶƲ����ʴ���ܽ����о������������������Ni-W-P�Ʋ�������õ���ʴ���ܣ��������Ʋ����ԶƲ�ṹ����ʴ���ܾ���ʮ����Ҫ��Ӱ�졣����������Ni-W-P�Ʋ�������£�pH 2.0���¶� 60 ��C��ƽ�������ܶ�4 A/dm2������Ƶ��600 Hz���������������������������Ʊ���Ni-W-P�Ͻ�Ʋ������������ʴ����(276.8 k��)����������ܣ����κ�����ȱ�ݡ�
�ؼ��ʣ������ƣ�Ni-W-P�Ʋ㣻��ʴ��
(Edited by Wei-ping CHEN)
Corresponding author: Hai-hui ZHOU; Tel: +86-731-88821863; Fax: +86-731-88713642; E-mail: haihuizh@163.com
DOI: 10.1016/S1003-6326(18)64641-2

