�й���ɫ����ѧ�� 2003,(04),811-826 DOI:10.19476/j.ysxb.1004.0609.2003.04.002
Fe-Al�����仯��������ϲ��ϵ��о���չ
�ƺ�� ֣���� ���� ���B ������
�Ϸʹ�ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ,�Ϸʹ�ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ,�Ϸʹ�ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ,�Ϸʹ�ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ,�Ϸʹ�ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ,�Ϸʹ�ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ �Ϸ�230009 ,�Ϸ�230009 ,�Ϸ�230009 ,�Ϸ�230009 ,�Ϸ�230009 ,�Ϸ�230009
ժ Ҫ��
��Fe Al�����仯��������ϲ��ϼ����������о���״�������ۺ����������ؽ�������ǿ����������������ԡ�������ά��������ǿFe Al�����仯��������ϲ��ϵ��Ʊ����պ���ɢǿ��Fe Al�����仯����������ϲ��ϵĺϳ����ս�, �Լ�Fe Al�����仯��������ϲ��ϵ���ѧ���ܵȷ���ȡ�õ��о��ɹ�������Ŀǰ�о��IJ����Լ����о�����ķ�չ���������һЩ������
�ؼ��ʣ�
Fe-Al�����仯���� ;���ϲ��� ;���ײ��� ;��е�Ͻ� ;��ѧ���� ;
��ͼ����ţ� TB331
�ո����ڣ� 2002-09-28
���� �Ͼ���ҵ��ѧ�����临���²����ص�ʵ����������Ŀ (KJS02066);
Progresses in studies on Fe-Al intermetallic matrix composites
Abstract��
The recent progresses in researches on Fe��Al intermetallic matrix composites and related research fields were reviewed. The review mainly includes the studies on the reinforcement/matrix interfacial stabilities, the fabricating processes of continuous fibers and particles reinforced Fe��Al intermetallic matrix composites, the synthesizing by mechanical alloying and sintering of particles dispersed Fe��Al intermetallic matrix nanocomposites, and the mechanical properties of Fe��Al intermetallic matrix composites. Finally, the shortcomings in these researches and the future research fields were pointed out.
Keyword��
Fe-Al intermetallics; composites; nano-material; mechanical alloying; mechanical properties;
Received�� 2002-09-28
�����仯����ǿ�ȸ�, �������Ϳ���ʴ��������, ���ڲ���ֺ��ܻ��� �����Ͻ�ȴ�ͳ�ĸ��ºϽ�, ���������ָ�����ͨ���մɲ���, ��˽����仯���ﱻ����Ϊ�Ǻ��ղ��Ϻ��½ṹ���������ھ�����ҪӦ�ü�ֵ���²���
[1 ,2 ,3 ,4 ]
�� ��Fe��Fe-Al�����仯�������DO3 ��B2 2������ṹ, ����������Al���� (Ħ������) ��22.5%��33%��Χ��ΪDO3 �ṹ, ��Fe3 Al�ṹ; Al������33%��51%��Χ��ΪB2 �ṹ, ��FeAl�ṹ
[5 ]
�� ����Fe-Al�����仯������о�����, ����ΪFe-Al�����仯�������Fe, Al 2����ͨ����Ԫ��, �������ٺ�ս���ԺϽ�Ԫ�� (��Ni, Cr��) , ԭ�ϳɱ�Զ����Ti-Al, Ni-Al�����仯����, ���俹��ʴ�����ָ��ں���, ��˽������ܵ��˹㷺�Ĺ�ע
[6 ]
�� ����ԼFe-Al�����仯���չ��Ӧ�õ�2���ؼ����⡪�����´��Լ�600 ������ǿ�Ⱥ���俹�����罵��
[7 ]
, ������û�еõ��ܺõĽ����
��Fe-Al�����仯��������м������������������ǿ��, ��Al2 O3 �� SiC�� TiB2 ���մɻ�W�� Mo�� Nb�����۽����ij� (��) ��ά�� ������ �����, �Ʊ�Fe-Al�����仯��������ϲ���, �����˷�Fe-Al�����仯������������ȱ��
[8 ,9 ]
�� ������, ������Fe-Al�����仯��������ϲ��ϼ����������ȡ�����൱����о��ɹ�, ���߶Դ˽������ۺ������� �ص�����ڸ��ϲ�����Ƽ��Ʊ������� �����ϲ��ϼ�����ѧ���ܵȷ���������о��ɹ�, ����Ŀǰ���о��д��ڵ������Լ����ķ�չ���������һЩ������
1 ��ǿ�����������������
��ǿ����������õ������ͻ�ѧ�������ǽ����仯��������ϲ�����ƵĻ���Ҫ�� ���ڽ����仯��������ϲ��Ϲ�����ʹ�ù������辭�������µ������¶Ⱥܶ�ε�ѭ������, �����ǿ�������֮��������ϵ��������ƥ���DZ���ġ� �����仯��������ϲ����е���ǿ����Ҫ��һЩӲ���մ���, �մ����������ϵ���ձ���ڽ����仯���� (����1) �� ��ǿ�������֮��������ϵ����ʧ��Ը��ϲ��Ͻ���ṹ������Ӱ�����ԡ� ��Щ������ϵ������С���մ�/�����仯����ϵͳ (��t -ZrO2 /NiAl) �кܸߵ�����������, ��Ӧ��, ���ֽ����仯��������ϲ��Ͼ��бȽϸߵ�ǿ�Ⱥ����ԡ� ���������15% t -ZrO2 ������NiAl�����ϲ��ϵ�����ǿ�ȺͶ������Էֱ�ߴ�735 MPa��11.3 MPa��m1/2
[13 ]
�� ������ǿ�������������ϵ��ʧ��ϴ�ʱ, �����¶ȵı仯����ǿ��������������ϴ��Ӧ������, �п��ܵ����ڻ������γ�����, �������ѡ�
��1 ���ֽ����仯���P�մ���ǿ�������������ϵ��[10,11,12]
Table 1 Coefficients of thermal expansion (�� ) ofseveral intermetallics and ceramic reinforcementsat room temperature[10 ,11 ,12 ]
Compound
�� / (10-6 ��-1 ) Compound
�� / (10-6 ��-1 )
Fe3 Al
12.5
TiN
9.3
FeAl
21.8
AlN
5.1
Ni3 Al
11.0
Si3 N4
2.7
NiAl
15.1
SiC
4.8
Ti3 Al
10.1
B4 C
4.5
TiAl
11.0
TiC
7.7
Al2 O3
9.4
ZrC
7.5
t -ZrO2 12.8
Cr3 C2
11.7
Y2 O3
9.3
VC
7.3
MgO
13.8
ZrB2
5.5
HfO2
5.8
TiB2
8.1
���ڽ����仯��������ϲ�����ʹ�ù�����Ҫ������ʱ��ĸ��´�������, �ڸ���״̬��, ��ǿ���ڻ����еĴ����ܽ�������ļ��ҷ�Ӧ�����ᵼ����ǿ�����ʧ, ͬʱҲ����ɸ��ϲ��ϳɷֵı仯�����ܵı仯�� �����ǿ����������Ļ�ѧ��������һ����Ϊ��Ҫ�����⡣ ��Ӧ����ѧ���ۼ���ͨ��������ѡ����ǿ��, ����Щ����ͨ���������ڹ��෴Ӧ����, �����Ƿ�Ӧ����Ϊ��Ԫ������ļ�Ӧ (��Ϊ��Ԫ���Ԫ�����������ѧ���ݼ�������)
[14 ]
�� Ϊ�ֲ�����ѧ����ľ�����, �ʵ���ʵ���о�����ȷ����ǿ����������Ļ�ѧ�������DZ�Ҫ�ġ� �ɱ�2��֪, ��ǿ��/Fe-Al�����仯���︴��ϵͳ�в���Ӧϵͳ�� ����Ӧϵͳ�ͷ�Ӧϵͳ3�ֲ�ͬ�����͡� ���ڷ�Ӧϵͳ, ǿ�Ľ��淴Ӧ�γɴ����ķ�Ӧ����, ����������ǿ������������ǿ��; ������Ӧϵͳ��, ��ǿ�����������Ϻ���, ��ǿ������������ǿ��Ҳ�ܵ͡� ֻ��������Ӧϵͳ��, �ʶȵĽ��淴Ӧʹ��ǿ������������н�ǿ�Ľ������ ���, ����ǿ����������õĽ��滯ѧ������Ϊ������, ѡ��TiC�� TiB2 �� TiN�� ZrB2 ������巢������ѧ��Ӧ�Ļ�������Ϊ����Fe-Al�����仯��������ϲ��ϵ���ǿ���Ǻ��ʵġ� ֵ��ע�����, ��ǿ����������Ļ�ѧ�����Բ�����ϵͳ������й�, ���븴�ϲ��ϵijɷּ����ι��ղ��� (���¶�, ���Ӽ���) ��ء� ����, ����ѹ������Al2 O3 ��Fe-Al�����仯���ﲻ��Ӧ, ���ڲ���Ӧϵͳ
[22 ]
, �������������Ʊ�Al2 O3 /Fe-Al�����仯��������ϲ���ʱ, Fe-Al�����仯������Al2 O3 �������ķ�Ӧ, �γɼ����Ľ�����ɲ�, ���һ������ijЩ�Ͻ�Ԫ�� (��Nb, B) ����һ��Ӧ����ٽ�����
[19 ]
, ���������������Ӧϵͳ�� Al2 O3 ��Fe-Al�����仯���������õĽ��������� ��ѧ������, ����Ʒ����ȫ�� �۸�͡� ���ȵȼ���ȫ, ��Fe-Al�����仯��������ϲ�����������õ���ǿ����ϡ�
��2 �մ���ǿ����Fe -Al�����仯�������Ļ�ѧ������[6,13,14,15,16,17,18,19,20,21]
Table 2 Interfacial chemical stabilities ofceramic reinforcement/ Fe-Al intermetallicsystems[6 ,13 ,14 ,15 ,16 ,17 ,18 ,19 ,20 ,21 ]
System
Reinforcement
Reaction
SiC, B4 C, Si3 N4 , Sialon, B, C
Weak-reaction
TiC, TiB2 , TiN, ZrB2 , VC, WC, Al2 O3
Non-reaction
Al2 O3 , ZrO2 , MgO, Y2 O3
2 ���ϲ����Ʊ�����
��������ά��ǿ�Ľ����仯��������ϲ�����Ҫ����ѹ�����졢 Һ������Һ̬���ι��պ���ѹ�� ��-��ά-�� (������) ����ĩ�������ȹ�̬���ι����Ʊ��� ��������ǿ�Ľ����仯��������ϲ��ϵ��Ʊ������кܶ���, ��Ҫ���������� ��ѹ����Һ̬���ι����Լ���ĩ������Ρ� ��е�Ͻ� ��Ӧ�̻��ȹ�̬���ա�
2.1 ������ά��ǿ���ϲ���
���ڽ����仯������۵�ܸ�, ����Һ̬���ճ����нϴ���Ѷ�, ����ⷽ��ı������١� Nourbakhsh��
[23 ]
����ѹ�����칤��, ��Ni3 Al, NiAl, TiAl�Ƚ����仯�������������Al2 O3 ��Al2 O3 -ZrO2 ��ά������������ά��ǿ�����仯��������ϲ��ϡ� Crimp
[24 ]
���ö��ص�Һ̬������, ���Ƚ�FeAl, FeCrAlY�����仯�����ĩ����ڶ��Al2 O3 ��ά��, �����ۻ������Һ������ά����, �Ʊ�������ά��ǿFeAl�����ϲ��ϡ� ��ǿ��ά���ȵطֲ��ڻ�����, û�з������Ե����ˡ�
Hu��
[25 ]
������ѹ��������Al2 O3 ��ά��ǿNi-Al�����仯��������ϲ��ϡ� ����ѹ������, ����Niԭ������ά��������ɢ, �ڽ���ľֲ������γ�5��20 nm��ı�Ĥ�� Draper��
[22 ]
������ѹ���Ʊ�Al2 O3 ��ά��ǿFe-40Al�����ϲ��ϡ� ��1 227 ��, 20 h�ȴ�����, �ø��ϲ��Ͻ���ƽ�������ɾ���, ���κη�Ӧ������ Inoue��
[15 ]
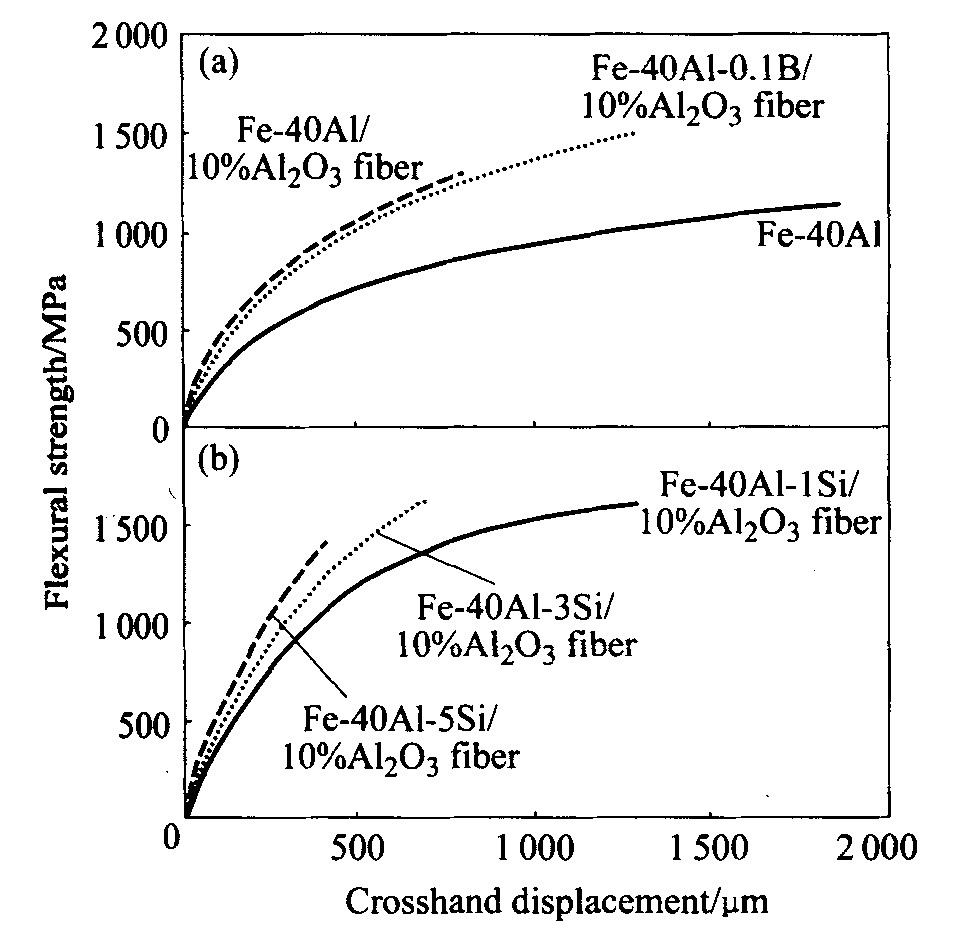
�Ƚ���Fe, Al�۰�Fe-40Al�ijɷ�����, ���Ⱥ����Ҵ����Ƴ��Ͻ�, �ٽ�����Al2 O3 ��ά�����Ͻ���, Ȼ����ά����ƽ������ѹģ��, ��2����ά֮��ע���Ͻ�, ��˶ѵ��Ƴ�Ԥ�Ƽ� (ͼ1) �� Ԥ�Ƽ��������ѹ����, ��ѹ��ķ�������ά����ֱ�� ����ѹ������, Fe��Al��Ӧ�γɾ���ϸС�Ľ����仯����, �����������10%��Al2 O3 ��ά���ɸ��ϲ��ϡ� �ø��ϲ����кܸߵĶ���ǿ�� (ͼ2) ��
ͼ1 ����Al2O3��ά/FeAl�����ϲ���Ԥ �Ƽ��Ʊ�����ʾ��ͼ
Fig.1 Schematic diagram of fabrication of Al2 O3 fiber reinforced FeAl matrix composite perform
ͼ2 ����Al2O3��ά/FeAl�����ϲ��ϵĶ���ǿ��[15]
Fig.2 Fracture strength of Al2 O3 fibre reinforced FeAl matrix composite[15]
��-��ά-�� (������) ������������ά��ǿ���������ϲ��ϵ�һ�ֳ��ù��ա� ����Textron ���ֲ��Ϲ�˾
[9 ]
�ò������ɹ��������SCS6-SiC��ά/Ti-24Al-11Nb�����仯��������ϲ��ϡ� �ڸø��ϲ����Ʊ�������, �����仯�������ȱ��Ƴɲ�״, ����2������仯���ﲭ֮������������ά�ı�����, �������ȵȾ�ѹ���ս���̻�����
[26 ]
�� ���Թ��
[27 ]
�������Ʋ������Ĺ����Ʊ�����Ti��ά��ǿTiAl�����ϲ��ϡ� �ø��ϲ��ϲ��������ѹ���� (1 200 ��, 10 MPa, 2.5 h, ��ն�1.3��10-2 Pa) �̻����Ρ� Ϊ������ѹ���ι�����Ti��TiAl����ķ�Ӧ, �Ȳ������������������Ti ��ά����Ϳ��2.5 ��m���Al2 O3 ��Y2 O3 Ϳ�㡣 ���ϲ��Ͼ��нϸߵ�����ǿ��, �������Ӷȱ仯���� (��3) ��
��3 TiAl������Ti ��ά��ǿTiAl�����ϲ��ϵ���������[27]
Table 3 Bending properties of TiAl andTi continuous fiber reinforcedTiAl matrix composite[27]
Material
Bending strength/
Bending deflection/
TiAl
450
0.40
Tif /TiAl
449
Ti (Y2 O3 ) f /TiAl
562
0.35
Ti (Al2 O3 ) f /TiAl
573
0.36
Ȼ��, ���������ֽ����仯���� (��Ti3 Al) ��, ������Ľ����仯�����������Խϲ�, �����������൱����Ѷȡ� Ϊ����������, ���Ƿ�����һ�ֽ����仯���ﲭ�����Ʒ, ����ĩ���� ��ĩ�������������Ƚ�Ԥ�Ͻķ�ĩ���л�ճ�������ʪ�����, �������������ʪ��������, �ٽ���ͬ���Ű�ճ���Ļ����ѹ�ɱ�Ĥ (��ĩ��)
[9 ]
�� ��ĩ����������ȱ�����ڸ��ϲ��ϵ��ս�̻��������л�ճ���������ȫ�ų���
�����Dz���Һ̬���ι��ջ��ǹ�̬���ι�������������ά��ǿ�����仯��������ϲ���, ��ά�����������ϵ���IJ�ƥ�䡢 ��ά��������ʪ�Լ������ϡ� ��ά����ά֮����������Լ���ά�����Ľ��淴Ӧ��, ����Ӱ�츴�ϲ��Ͻṹ�����ܵ���Ҫ����, ���������㹻�Ĺ�ע��
2.2 ������ǿ���ϲ���
Һ̬���ι��վ��й��ռ� ����ɱ����������Ʊ���ߴ��㲿�����ŵ�, ���Ʊ���������ǿ���������ϲ�������õķ���֮һ�� Ѧ���
[28 ]
������������������ǿ��ֱ�ΪSiC, Al2 O3 , TiB2 ���� (Ħ������Ϊ5%) ��3��Fe-28Al-5Cr�����ϲ��ϡ� Al2 O3 ������Fe3 Al���кܺõĻ�ѧ�ȶ���, TiB2 ��������巢�����ַ�Ӧ, ��SiC��������巴Ӧ���ء� ���ϲ��ϵĸ���ǿ�Ⱦ��Ȼ����нϴ���ȵ����, 600 ������ǿ�����30%��60%, 700 ������ǿ�����20%��40%�� 3�ָ��ϲ��ϵ�����ǿ����SiC, TiB2 ������ǿ���ϲ��ϵ�������� (����ǿ�ȱȻ�����߽�60%) , �������ʱȻ������н��� (��4) �� �����Ƶ�
[21 ,29 ,30 ,31 ]
���÷�Ӧ���칤������VC, TiC������ǿFe3 Al�����ϲ���, ���о��˿�����ǿ��ļ���Ը��ϲ�����֯�ṹ����ѧ���ܵ�Ӱ�졣 �о�����, TiC��������ϸ����̬��֯, ��VC�������ò�����, ������ϸ���ȼӹ�����ٽᾧ��֯�� ���ϲ��ϵ����¡� ������ѧǿ�����Ը���Fe3 Al���� (��4) �� ����TiCp /Fe3 Al�����ϲ��϶���, TiC����������5%���ӵ�15% (Ħ������) ʱ���¶���ǿ�Ƚ��Ͷ����¶���ǿ��ȴ������, ������ǿ�Ȳ����������»����ڸ��¾���TiCp ��������������� �ܵ���˵, ���ϲ��ϵ����� (������) �ȴ�Fe3 Al����͡� �����
[32 ]
���������սᷨ�Ʊ��˼����մɿ�����ǿ��Fe3 Al�����ϲ��ϡ� ʵ��֤��: Al2 O3 ��������������Si3 N4 , Sialon�Լ�Al2 O3 �������մ�; Al2 O3 ������ǿFe3 Al�����ϲ��ϵ��ܶȽϻ����, ��ǿ�ȡ� Ӳ�Ƚϸߡ� ���ʵ����ƹ��ղ����������, �����Բ��øù����Ʊ��ݶ�Al2 O3 /Fe3 Al���ϲ��ϡ� Bruhn��
[33 ]
���÷�Ӧ�������Ʊ�Al2 O3 ������ǿFeAl�����ϲ���, �ø��ϲ��ϲ�����������ɱ��͡� �ܶȵ͡� �ͻ�ȸߵ��ص�, ���Ҿ��иߵĿ���ǿ�ȡ� Subramanian��
[34 ]
����Һ���ս��һ����ѹ������ (ͼ3) �Ʊ���ǿ�ຬ��Ϊ20%��80% (�������) ��˫������WC (TiC, TiB2 , ZrB2 ) /FeAl�����ϲ��ϡ�
���ڽ����仯�����۵�ܸ�, �ڽ����仯��������ϲ��ϵ�Һ̬���ι�����, ������ǿ�������ڽ����仯�����е��ȶ�����������, ������ǿ���ܽ�, ���ϲ��ϵijɷַ����仯�� ����, ���д�����ǿ�������ճ�Ƚϸ�, �����Ե�, �������ܲ�
[8 ]
�� ���, ����Һ̬���ι��������������ǿ�����仯��������ϲ����ܵ�һ���ľ��ޡ� ���֮��, ���÷�ĩ������ι����Ʊ����ิ�ϲ��ϸ�Ϊ������
�����еķ�ĩ������ι�����, ����ǹ��취�� ���ǽ������仯�����ĩ���մ���ǿ���ĩ���������, Ȼ��̻�����ȫ���ܻ����ս��塣 ������Ҫȱ������Ҫ�����Ʊ������仯�����ĩ, �����Ա�֤��ǿ���ڽ����仯��������о��ȷֲ�
[35 ]
��
��4 ������ǿFe3Al�����ϲ��ϵ�������ѧ����[28,29,30,31]
Table 4 Tensile properties of particulate reinforced Fe3 Al matrix composites[28 ,29 ,30 ,31 ]
Material
Room temperature
600 ��
700 ��
�� b /MPa�� 0.2 /MPa�� /%�� b /MPa�� 0.2 /MPa�� /%�� b /MPa�� 0.2 /MPa�� /%
Fe3 Al
528
335
6.7
328
222
68.0
170
140
120
5SiCp /Fe3 Al
730
530
4.3
472
358
70.0
213
168
108
5TiB2p /Fe3 Al
728
520
4.6
368
290
49.0
209
193
119
5Al2 O3p / Fe3 Al
540
380
4.5
350
300
57.0
197
177
160
1.0VCp /Fe3 Al
516
367
6.0
423
313
35.5
1.5 VCp /Fe3 Al
525
382
6.0
429
315
24.0
1.0TiCp /Fe3 Al
571
388
5.1
431
318
31.6
5 TiCp /Fe3 Al
580
426
3.6
397
318
35.0
184
161
107
10TiCp /Fe3 Al
532
459
3.6
414
340
42.0
197
170
130
15TiCp /Fe3 Al
533
470
3.0
421
356
25.0
229
183
121
ͼ3 һ����ѹ������ʾ��ͼ[34]
Fig.3 Schematic of one-step pressureless melt infiltration technique[34]
������, ��е�Ͻ��� (Mechanical alloying, MA) Ѹ�ٷ�չ, �ѹ㷺���������졢 �ϳɷ�ƽ��Ͻ� �����仯��� ��������ɢǿ�����������ϲ��ϵ����Ͳ���
[8 ]
�� ��е�Ͻ��Ʊ�������ǿ�����仯��������ϲ��ϵĹ���������ͼ4��ʾ�� Morris��
[36 ]
���øü����Ʊ�Al2 O3 , TiB2 ������ǿFeAl�����仯��������ϲ��ϡ� Vedula��
[37 ]
���û�е�Ͻ�+�ȼ�ѹ�ķ������캬1%Y2 O3 (�������) ��Fe-40Al�����仯��������ϲ��ϡ� ��ѹ��ĸ��ϲ��Ͼ����ߴ�Ϊ4��6 ��m, ���С����ͬ��������������IJ�����ǿ���Fe-40Al�Ͻ����� (19��25 ��m) �� ����ѹ����估����ʵ������ø��ϲ��ϼ�ʹ��827 ��ʱҲ�������Եľ���ǿ��Ч���� Schneibel��
[38 ]
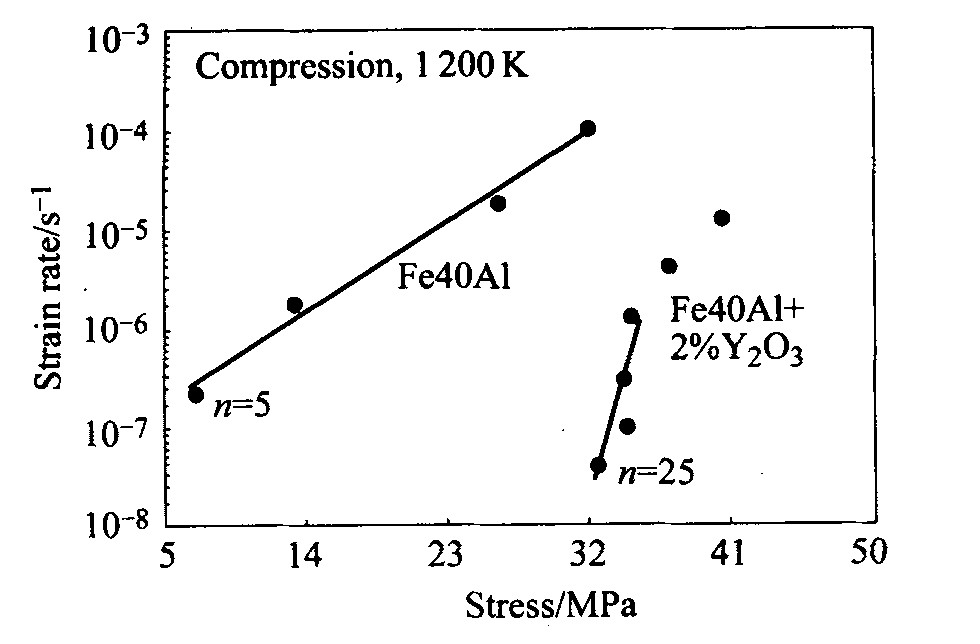
���û�е�Ͻ�+�ȵȾ�ѹ�ķ�������Y2 O3 ������ǿFe-40Al�����ϲ���, ���ⶨ���¶�Ϊ927 �桢 ��Ӧ������Ϊ4��10-8 ��1��10-4 s-1 ʱ�ø��ϲ��ϵ����ǿ�ȡ� ��2% Y2 O3 ������FeAl�����ϲ��ϵ����ǿ��Ϊ�����4��, Ӧ��ָ���ߴ�25, ��ɢǿ��Ч��ͻ�� (ͼ5) �� Mukherjee��
[16 ]
���û�е�Ͻ�+�ȵȾ�ѹ�ķ����Ʊ���Fe3 Al�����仯���PAl2 O3 ������ǿFe3 Al�����ϲ���, �о������ǵĽ�������, �����ó�ѹ�ۼ����Ƚ�����2�ֲ��ϵ���ѧ���ܡ� Fe3 Al�����ϲ��ϵ�Ӳ�ȱȸ�ǿ�ָ�50%, ������ģ���൱�� Al2 O3 ��������ռ��Fe3 Al�������, ʹ�侧��Ӳ�ȴﵽ9 GPa�� ����֮��, ��е�Ͻ������Ǻϳ��������仯���P�������仯��������ϲ�������Ҫ�ķ���֮һ, �⽫����һ���н��н��ܡ�
��Ӧ�̻�����, ��Ҫ������Ӧ��ѹ�� ��Ӧ�ȵȾ�ѹ�� �����Ӹ��ºϳɵ�, Ҳ����������仯��������ϲ��ϵij��÷���
[39 ,40 ]
�� �ڸù��չ�����, �����仯����������ǿ��������仯�������Ԫ�ط�ĩ����ʽ����, ����Ԫ�ط�ĩ������仯����ĺϳ�ת���ͷŴ������ȡ� ��Ӧ�ͷŵ������������ڽ����仯�������γɹ���Һ��, �Ӷ��������ܻ����̡� ���, ��Ӧ�̻����յ���ȫ���ܻ����̿��ڱ���ͨ�ս��¶ȵ͵��¶��½���, ���һ�������ǿ��ĺ����� ��״�Ȳ������Ƶ��ŵ㡣 ���ڽ����仯����������ڸ��ϲ��ϵĹ̻��������γɵ�, �����ǿ����������ܴ����ڽ����仯������徧���ڲ�, �����Ƿֲ��ڽ����仯������徧���߽硣 �ź��ֵ�
[41 ]
���÷�Ӧ��ĥ���ս������仯�����Ԫ�ط���Al2 O3 ��һͬ����, ����ĥ�����л����ǿ��ֲ����ȵĸ��ϲ��ϡ� Kakitsuji��
[42 ]
���÷�Ӧ�ȵȾ�ѹ�ķ���, ��Ti, Al, BN, Ti2 AlN, TiB2 ��ĩΪԭ���Ʊ� (TiB2 +Ti2 AlN) ������ǿTiAl�����ϲ��ϡ� Bruhn��
[32 ]
���÷�Ӧ�սᷨ����Al2 O3 ������ǿFeAl, NiAl�����ϲ���, ����FeAl�����ϲ��ϵ��ĵ�����ǿ��Ϊ700 MPa, NiAl�����ϲ��ϵ�ǿ��Ϊ500 MPa�� Inone��
[15 ]
���÷�Ӧ��ѹ����������Al2 O3 , SiC, TiC, TiB2 ������ǿFe-40Al�����ϲ��ϡ� ����SiC��FeAl�к�ǿ�ķ�Ӧ��, ��SiC������ǿFe-40Al�����ϲ��ϵ�ǿ��Ч�����, ��Ҫԭ����SiC�ֽ������Si�����ںϽ����������ǿ����Ч���� ֵ��ע�����, ��Fe-40Al�����仯���︴��ǿ����ͬʱ, Ҳ�����FeAl����������ԵĽ���, ���ָ��ϲ��϶������ԵĽ��ͳ������µ�����: SiC, Al2 O3 , TiC, TiB2 �� SiC������ǿFe-40Al�����ϲ��ϵĶ�������Զ�����������ָ��ϲ��� (ͼ6, 7) ��
Schicker��
[43 ]
����Al2 O3 �ۡ� Al�ۡ� Fe��Ϊԭ��, ͨ��������ĥ�ϳ�Al2 O3 ������ǿFe-Al�����仯��������ϲ��ϡ� �ø��ϲ���Ҳ���Բ������µķ����Ʊ�: ��ԭ������Fe2 O3 �����Al2 O3 ��, ͨ��������ĥ����ĥ���ڷ������������ȴ���, ʹFe2 O3 ��Al��ԭ, ���γ�Fe-Al�����仯�����ͬʱ, ԭλ�γ�Al2 O3 ��ǿ������� Doty��
[44 ]
�������Ƶķ�����NiO�ۡ� Al�ۡ� NiAlԤ�Ͻ��Ϊԭ��, ���ø�����ĥ����ĥ���ڷ������������ȴ���, �ٽ��з�Ӧ��ѹ�Ĺ����Ʊ�Al2 O3 ����ԭλ��ǿNiAl�����ϲ��ϡ� Al2 O3 ��������������õĽ�����, ��Al2 O3 ���������Ϊ16%ʱ, ���ϲ��ϵĶ������Ըߴ�16 MPa��m1/2 �� ÷������
[39 ]
��Ti, C, Ni, AlԪ�طۻ�ϡ� ��Ⱦ�ѹ���κ���������Ӹ��ºϳ��豸�н��з�Ӧ�ϳ����ս�, �Ӷ��Ʊ���TiC������ǿNi3 Al�����ϲ���; ��Ϊ���
[45 ]
����ͬ���ļ����Ʊ�TiB2 ���� (��ά) ��ǿNiAl�����ϲ��ϡ�
ͼ4 ��е�Ͻ��Ʊ�������ǿ�����仯��������ϲ��ϵĹ�������
Fig.4 Technological process for fabricating particulate reinforced intermetallic matrix composites by mechanical alloying technique
ͼ5 ��Fe-40Al�����Y2O3���� ��ǿ���ϲ�����927 ������ǿ��[38]
Fig.5 Creep strength of pure Fe-40Al and Y2 O3 strengthened material at 927 ��[38]
ͼ6 ��ͬ������ǿFe-40Al�� ���ϲ��ϵĿ���ǿ�Ⱥͱ�������[15]
Fig.6 Flexural strength and proportional limit of Fe-40Al matrix composites with different particles[15] (a) ���� -SiC; (b) ��TiC; (c) ��TiB2 ; (d) ��Al2 O3
ͼ7 ��ͬ������ǿFe-40Al�����ϲ��ϵĶ�������[15]
Fig.7 Fractural toughness of Fe-40Al matrix composites with different particles[15]
3 �����ϲ���
�����ϲ��ϵĸ�����������Rey��Komarneni��20����80����������, ������ָ�������������һ����һ��ά����Ϊ��������, ͨ���������Ļ������������ڶ���������������������ڶ��� (����/����) �ĸ��ϲ�����ϵ�� �����ϲ���ͬʱ�ۺ������ײ��Ϻ��ϲ��ϵ��ŵ�, չ���˼�������Ӧ��ǰ��, �ѳ�Ϊ����������²����о����ȵ�֮һ
[8 ,46 ]
�� ���۷����Լ�ʵ���о�����: �����仯���ᄃ���ߴ�ļ�С���������������������; ��������ߴ��һ�����͵�ijһ�ٽ�ֵ, ijЩ�����仯���ォ����������������
[47 ]
�� ϸ�������ǿ˷������仯�������´��ԡ� ���ǿ�ȵ�һ��ʮ����Ч��;����
3.1 �����ϲ��ϵĺϳ�
�����ϲ��ϵ��Ʊ��������о������ϲ������ܼ�Ӧ�õĻ���, Ҳ�������ϲ����о���������Ҫ��һ�����ڡ� ���˴�ͳ�Ĺ��취��, ��㷨�� �ܽ�-�������� ���������� ���������ͻ�е�Ͻȷ������������ϳ������ϲ���, ��Ŀǰ�������仯��������ϲ��ϵĺϳ���Ҫ���Dz��ø�����ĥ��MA���ա�
��������
[48 ]
��Ti, Al���ܷ��ڳ���N2 ������н��и�����ĥ, �ϳ���Ti2 AlN/�� -TiAl�������ϲ���, ���ϲ��ϵ�ƽ�������ߴ�С��20 nm�� ����ͬ���ļ���, ����Ң��
[49 ]
��Ni, Al, Ti, BԪ�طۺϳ���TiB2 /NiAl�������ϲ���; �����µ�
[50 ,51 ]
��Ni, Al, Ti, CԪ�طۺϳ���TiC/NiAl�������ϲ��ϡ� Lu��
[52 ]
��Ti, Al, B��ĩ�ϳ�TiB2 /TiAl���ϲ��ϡ� Wu��
[53 ]
��Ti, Al, C��ĩ�ϳ�TiC/TiAl�����ϲ��ϡ� Kambara��
[54 ]
��Al+50Ti��Ϸ��м����������Ϊ10%TiB2 ��, ͨ��������ĥ�ķ����ϳ�TiB2 /TiAl�������ϲ��ϡ� Krasnowski��
[55 ]
���û�е�Ͻ�����50Al-25Fe-25Ti��ĩ������м���״���̼�, �����ڸ�����ĥ���̵ľ���ϸ�����෴Ӧ�ֱ�ϳ��� (Ti, Al) C�� (Ti, Al) NΪ�ڶ����Fe-Al�����仯����������ϲ��ϡ� Perez��
[56 ]
�����䶳��ĥFe, AlԪ�ػ�Ϸۺϳ�Al2 O3 ��AlN/Fe3 Al�������ϲ��ϡ� Whittenberger��
[49 ]
���÷�Ӧ��ĥ������Һ������ĥNi, AlԪ�ط�ĩ�ϳɵ�AlN/NiAl�������ϲ����ѴﵽĿǰ��õĿ����������
3.2 �����ϲ��ϵ��ս�
Averback��
[57 ]
������һ�������ڳ�ϸ�����ս�ȫ���̵�ģ��:
?�� /?t =�� s / (d 3 kT ) (F b r b �� b /d +F v r v ) (1)
ʽ�� �� Ϊ�ս��ܶ�; �� s Ϊ������; d Ϊ����ֱ��; r b , r v �ֱ�Ϊ���������ɢϵ��; �� b Ϊ�����������; F b , F v Ϊ�ܶȺ�����
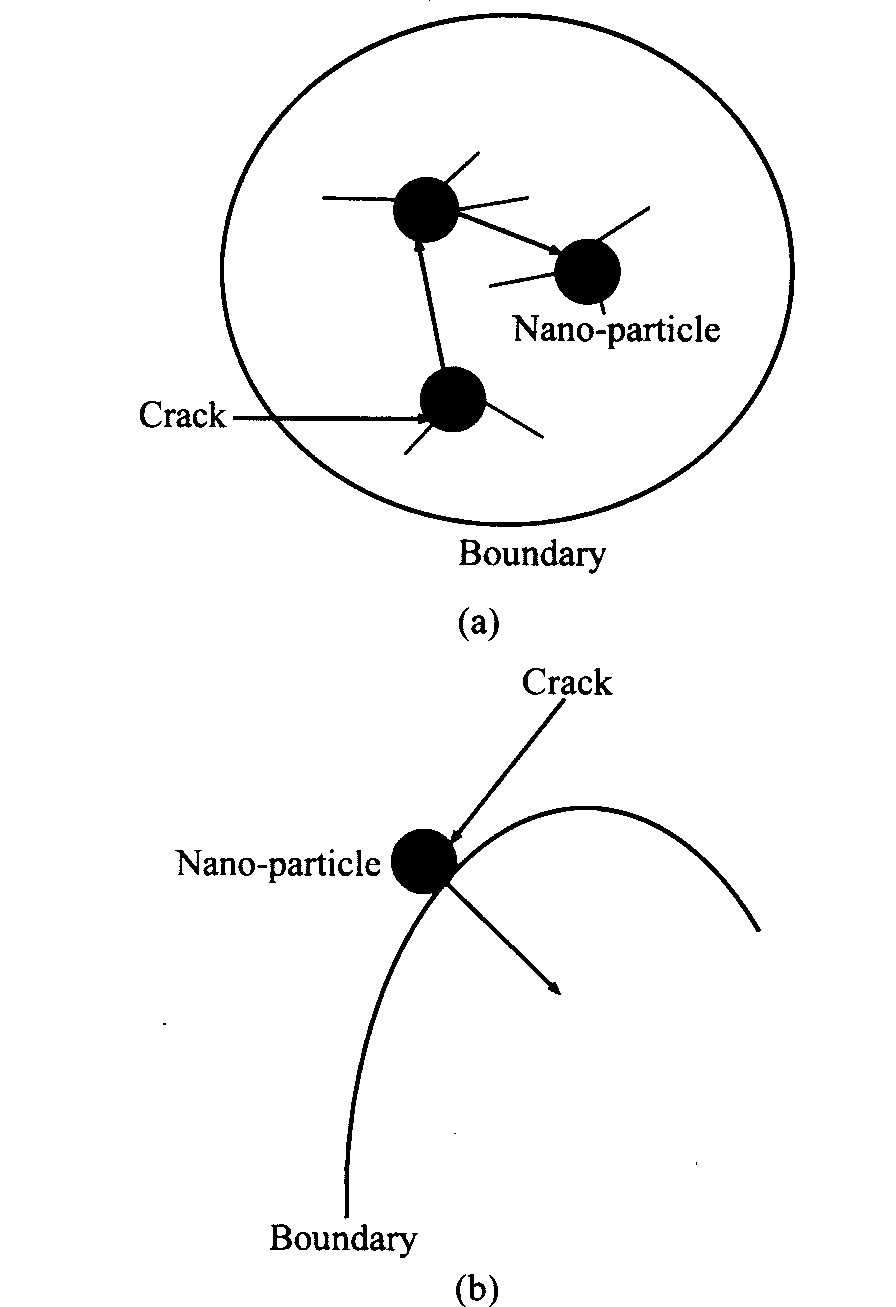
�Ӹ�ģ�ͷ��������ߴ����׳߶Ƚ��͵����׳߶�, ���ܻ��������12���������� ��Ϊ���������ž�ıȱ����, �кܸߵ��ս����, �ս�ʱԭ����ɢ��������, ��ɢ·�����, ���ӳɳ������ʺܴ� ����, �����ײ����ս������, ������ɢ�����ž������������ܻ��Ķ���ѧ, �������������ܻ�ͬʱ���С� ���ս�Ŀ�ʼ��, ��Ϊ���ͬ�����Ծ���Ķ�������, �����ߴ���������ܶȵ���������, ��������ܶȴﵽ90%����ʱ, ������������������, �������ս����ϵ���������ɥʧ, ��Ҳ�����ײ����о����������ٵ�������⡣ ����������������ɢ�ڶ���, �����ײ��Ͼ������뾧���߽������, �����������Ŀɶ���, ����Ч�����ս�����о����ij���, ������Ļ���������� (ͼ8)
[58 ,59 ]
�� ���ײ����սἼ���Ĺؼ�����ʹ������ԭ�����Ƚṹ�ƻ���С��ǰ����ʵ�����ܻ�, ��ѹ�� ���١� ���������ײ����սṤ�յ���Ҫ�ص㡣 Ŀǰ, ���ײ����սἼ�����о��д�����, ѹ���ս� (��ѹ�� �ս�-���졢 �ȵȾ�ѹ) �� ���սᡢ ����սᡢ �ŵ���������ս��dz��õļ������ײ����սṤ��
[59 ,60 ]
��
ͼ8 Y������TiO2���ܻ������е�����[59]
Fig.8 Effect of Y doping on consolidation of nano-TiO2 [59]
������, �������仯�����ս���о���Ϊ��Ծ�� He ��
[61 ]
������ѹ�����ս��Ʊ�����ܶ�Ϊ91%��Fe3 Al��Ni3 Al���ײ���, ƽ�������ȱ�����С��20 nm��ˮƽ�� Zhu��
[62 ]
���ó���ѹ (1 GPa) �ȵȾ�ѹ�����Ʊ�����Fe3 Al�� 700 ���ȵȾ�ѹ��Fe3 Al������ȫ����, ƽ�������ߴ�Ϊ80 nm�� �����ײ��ϵ���������ǿ�Ⱥܸ� (2.3 GPa) , �����Ե�; ��800 ���ȵȾ�ѹ��Fe3 Al�����кܸߵ����¡� ����ǿ��, ��������Ҳ����̬��������� (ͼ9) �� Varin��
[63 ]
���ñ�ը����������Ʊ�FeAl��TiAl3 �����仯����, �����ߴ��Ϊ�������ס� FeAl���ײ��ϵ�ά��ѹ�۶������Խϸ�, 20 Nѹ����ѹ����ǵ�����Ҳ����չ�� Venkataswamy��
[64 ]
���õ��������սṤ���Ʊ�Fe3 Al���ײ��ϡ� �ڱ��ֽ����仯����ԭʼ�����ߴ�Ļ�����ʵ�ֲ��ϵ���ȫ���ܻ�, ��Ӳ�ȴﵽHv 700�� ����ͤ��
[47 ]
����1 000 ��, 23 MPa, 3 h��ѹ�Ʊ�������NiAl�������, ƽ�������ߴ�Ϊ100 nm�� ����NiAl����Ӳ�ȴﵽHv 470, ����ѹ������ǿ�Ƚӽ�700 MPa, ����̬NiAl��2����, ����ѹ��������Ϊ5%, ����̬����ѹ��NiAl������ѹ�������� (2.8%) ��80%�� 900 ��ʱ, ��Ӧ��������10-2 s-1 �½�Ϊ10-4 s-1 ʱ, ѹ������ǿ����95 MPa�½���55 MPa�� ����NiAl�ĸ���ǿ�������ڱ�������˵�������ײ��ϵı�������ɢ���̿��ơ�
ͼ9 �ȵȾ�ѹ����̬Fe3Al�� ����ѹ��Ӧ����Ӧ������[62]
Fig.9 Room temperature compressive stress��strain curves of HIP compacts and as-cast counterpart[62]
Ŀǰ, �����仯����������ϲ����ս�̻����о��д�����, ��ص����ױ������dz��١� ������ЩΪ����������ױ����в��ѷ���, �����仯����������ϲ����ս�����е��������ߴ���ƱȽ�����, �ս����������Ҳ�и��������ѧ���ܡ� �����
[65 ]
����Ni, Al, Hf, BԪ�ػ�Ϸۻ�е�Ͻϳ�10%HfB2 /NiAl (��������) �����ϲ���, HfB2 ��NiAl�ľ����ߴ�ֱ�Ϊ26��14 nm�� ����1 150 ��, 200 MPa, 2 h���ȵȾ�ѹ���ս��������ϲ����ս���Ρ� �ڸ��´���������, �����������Եij���, NiAl�����ߴ���200��500 nm��Χ��, HfB2 �����ڻ�������2�ֲַ�״̬: �ֲ��ڻ��徧���ڲ���HfB2 һ����30 nm����, ���ֲ��ڻ��徧���HfB2 �����Ƚϴ�, Ϊ50��100 nm�� HfB2 /NiAl�����ϲ�������������ѧ����: ��������ǿ��Ϊ1 294 MPa, ����̬NiAl��4��; 1 000 �������ǿ��Ϊ122 MPa, �൱����̬NiAl�ͻ�е�Ͻ� NiAl��3.5��2.5�� (ͼ10) �� �������ϲ����нϺõ�����, Ӧ������Ϊ1��10-3 s-1 ������ѹ����������12%ʱ��δ����Ӧ���½�����, Ҳδ�������ơ� �������ϲ��ϻ������õĸ��¿��������, 1 000��1 100 ���¶ȷ�Χ��, ����Ӧ����Ӧ�����ʹ�ϵ�е�Ӧ��ָ��Ϊn =7.74, ��伤����Q =398 kJ/mol, ���Ը���NiAl (n =5.8, Q =318.5 kJ/mol) �� Pfullmann��Bohn��
[8 ]
���û�е�Ͻ��ϳ�������Ti5 Si3 ��ɢ�ֲ�������TiAl����������ϲ��ϡ� ��8001 000 ��, 2 h�ȵȾ�ѹ���κ�, �������ϲ��ϵ�ƽ�������ߴ�Ϊ45 nm, ������5%�� �������ϲ��ϵ���Ӳ��������d -1/2 (d Ϊƽ�������ߴ�) , ��������ͬ�ɷֵĻ�е�Ͻ� ��ĩұ�� ����TiAl�Ͻ�Ӳ����ֵ���Ƶ�ֱ���� (ͼ11) ��
ͼ10 HfB2/NiAl�����ϲ��ϵ� ����ǿ�����¶ȵĹ�ϵ[65]
Fig.10 Compressive yield stress as function of temperature for HfB2 /NiAl nanocomposites[65]
ͼ11 TiAl�Ͻ��ϲ��ϵ���Ӳ����d-1/2�Ĺ�ϵ[8]
Fig.11 Microhardness vs d -1/2 of TiAl alloys and composites[8]
4 ��ѧ����
4.1 ������ά��ǿ���ϲ���
4.1.1 ���ϲ��ϵĶ�����Ϊ
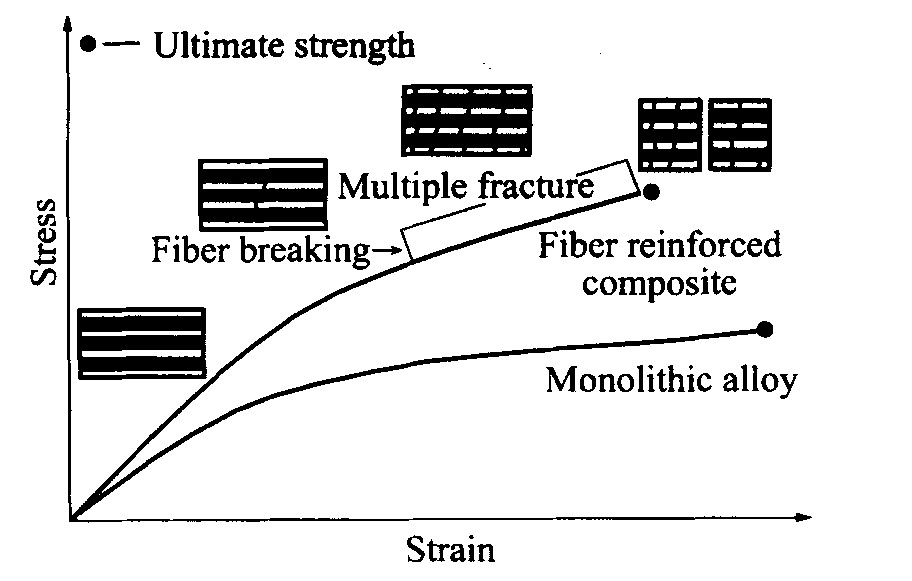
��������ά��ǿ���ϲ�����, ��ά�����൱һ�����غ�, ��˸��ָ��ϲ����������ǿ���ϲ��ϵ���ѧ��Ϊ������ͬ�� �ر��ǵ��غ�����ά��ƽ��ʱ, ����ֲ���������ά��������������ǿЧ���� ͼ12��ʾΪ�������غ�ƽ������ά����һ��������Ӧ��Զ������ά����Ӧ��ʱ, ������ά��ǿ���ϲ��ϵ�Ӧ����Ӧ������
[15 ]
�� ����Cooper��
[66 ]
����ĸ��ϲ��϶��ѵľ���ģ��, �������ڻ����п�ʼ��չʱ, ���Ӧ���Ѿ��ﵽ��ά�Ķ���ǿ��, ��ά��ʼ���ѳɽϳ��ļ���, ���ڳ����ļ��ع�����, �����ѵ���ά�ߴ��Դ������ٽ�ߴ�ʱ, ��άͨ�������Կ�������������ǿ���á� Ȼ��, ����ǿ��ά���Ѻ�, ���ϲ��ϵĶ�����Ϊ�ܻ�������Կ��ơ� ����������Ժܴ�ʱ, ���ڻ������Ա��εı�������, ��������ά�е����Ʋ����ڻ�������չ�� ��ô, ������ά�������ѳɸ��̵IJ��� (���ض���) , ���Ѻ����ά�����ܳ����غ�, ���ϲ��ϵĶ���ǿ��������ߡ� �෴, �����岻�����㹻������ʱ, ���弸������ǿ��άͬʱ���ѡ� ���, ����Ϊ���Եĸ��ϲ��ϵĶ���ǿ�Ƚϵ͡� ������ά��ǿ���ϲ��ϵĶ���ǿ�Ⱥܴ�̶���ȡ�����������Ϊ, ��˸��ϲ��ϵ�ǿ�Ȳ��������������µļ�϶���:
�� c = (1-�� f ) �� m +�� f �� f (2)
ʽ�� �� c , �� m , �� f �ֱ�Ϊ���ϲ��ϡ� �������ǿ��ά��ǿ��; �� f Ϊ��ά�����������
ͼ12 ������ά��ǿ���ϲ��ϵĶ�����Ϊ[15]
Fig.12 Schematic illustration for fracture behavior of continuous fiber reinforced composite[15]
4.1.2 ������ά��ǿFe-Al�����仯��������ϲ��ϵĶ�����Ϊ
Inoue��
[15 ]
�о����������Ϊ10%����Al2 O3 ��ά��ǿFeAl�����ϲ��ϵĶ�����Ϊ�� FeAl�����ϲ����е���ǿ��ά���ֶ��ض���״̬�� ������ά�ij�������, �ø��ϲ��ϱȿ�����ǿ���ϲ��ϵĶ���ǿ�ȸ��� (ͼ2, 6) �� ��ά�е����Ƽ��Ӧ��������Ϊ��������Ա��ζ��ɳ�
[15 ]
�� �����ܻ���ЧӦ (�����´�)
[4 ]
��Ӱ��, �ڿ�����FeAl�����Ժ����Ե���������ԡ�е���ֵ�� �ڻ����м���Ħ������Ϊ0.1%B�������价������, �Ӷ���߸��ϲ��ϵĶ���ǿ�� (ͼ6 (a) ) �� �������м���Si��ǿ�������ͬʱ, ȴ�����˻��������, �������Ż�����Si����������, ���ϲ��ϵĶ���ǿ�Ƚ��� (ͼ6 (b) ) �� ���, ���ƻ�������Զ��ڻ�ø����ܵ�������ά��ǿFe-Al�����仯��������ϲ��϶�����ʮ�ֱ�Ҫ�ġ�
4.2 ������ǿ���ϲ���
4.2.1 ���ϲ��ϵ�����������Ϊ
�����մ��������ǿ�����仯��������ϲ��϶���, ��Ϊ�����IJ��������κ�����ijߴ硢 �ֲ���ȡ��, ������ճ�Ϳ������Ѿ�������, ���, ȷ�е����ṹ�����ϲ��ϵ����˲�����Ҳû�б�Ҫ��ȷ�ز��������� ʵ���õĸ��ϲ�����ѧ���ܽ���һ��ƽ��ֵ, �������뻯�����ṹ�����Ͻ�����ģ�ͳ������ṩ�൱��ȷ����ѧ����Ԥ�⡣ Bao��
[9 ]
��ǰ���о��Ļ����Ͻ��������µĿ�����ǿ�����仯��������ϲ�����ѧģ�͡�
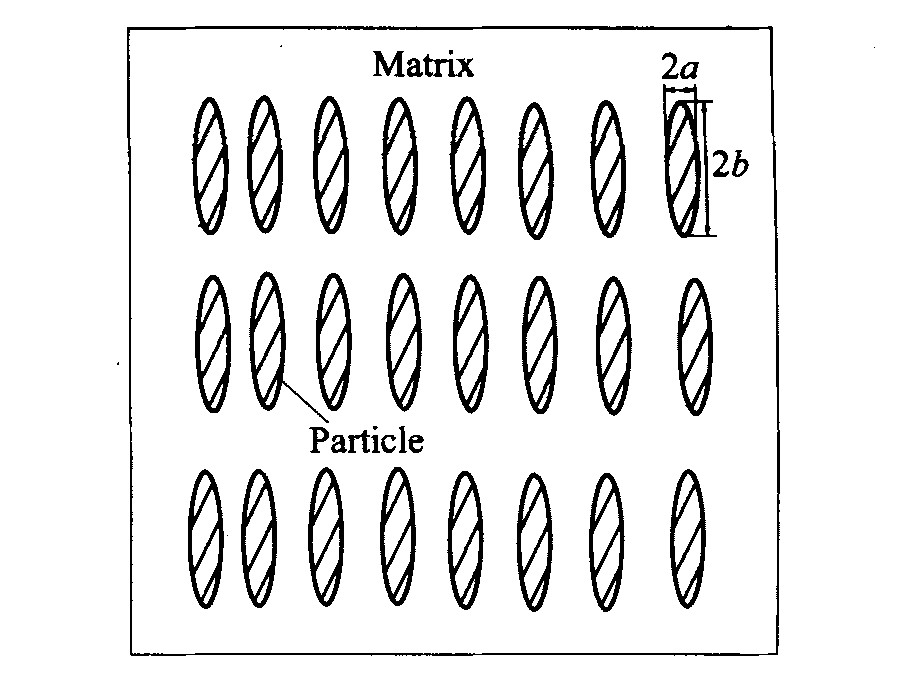
����: ����Ϊ��Բ�λ�Բ����, �ʲ����Ρ� �ȳߴ硢 ���о��ȷֲ�, ������������õĽ��״̬ (ͼ13) , ���������ڵ���-��ȫ���Ի�Ramberg-Osgood ����ָ��Ӧ��Ӳ������
[9 ]
, ��:
ͼ13 ������ǿ�����仯��������ϲ���ģ��[9]
Fig.13 Schematic of model of particles reinforced intermetallic matrix composites[9]
ģ��1 ��8%��Χ��, ��ǿ��Ϊ��Բ״�Ľ����仯��������ϲ��������ļ�������Ӧ��֮��
{ �� �� 0 / �� 0 = 1 + ( 1 . 8 3 8 �� - 0 . 7 1 0 ) �� 3 / 2 ( �� �� 1 ) �� �� 0 / �� 0 = 1 + ( 1 . 1 2 4 / �� - 0 . 5 6 9 ) �� 3 / 2 ( �� �� 1 ) ? ? ? ( 3 )
ģ��2 ��10%��Χ��, ��ǿ��ΪԲ��״�Ľ����仯��������ϲ��������ļ�������Ӧ��֮��
{ �� �� 0 / �� 0 = 1 + ( 2 . 3 7 1 �� + 2 . 4 7 0 ) �� 3 / 2 ( �� �� 1 ) �� �� 0 / �� 0 = 1 + ( 2 . 5 6 5 + 1 . 4 2 1 / �� ) �� 3 / 2 ( �� �� 1 ) ? ? ? ( 4 )
ʽ�� �� Ϊ���������� (b /a ) , ��0.1 (��״) ��10 (��״) ֮��仯; �� Ϊ������������� (0��40%) ��
ģ��1��
�� �� 0 / �� 0 ���� ���� �仯�Ĺ�����ͼ14��ʾ��
�������൱��Ramberg-Osgood ����ָ��Ӧ��Ӳ������ʱ, ���������Ӧ��Ϊ
�� =�� /E +�� (�� 0 /E ) (�� /�� 0 ) n
���ϲ��ϵ�����������Ϊ��Ϊ����һ��Ramberg-Osgood���͵ĵ�ʽ:
�� = �� / �� E + �� ( �� 0 / E ) ( �� �� / �� �� �� ) n ? ? ? ( 6 )
ʽ��
E , �� E �ֱ�Ϊ������ϲ��ϵĵ���ģ��; n ΪӦ��ָ��; �� Ϊ���ϳ�����
�ο�Ӧ��
�� �� �� �ɱ�ʾΪ
�� �� �� / �� 0 = �� �� 0 / �� 0 + c �� ( �� �� 0 / �� 0 - 1 ) ? ? ? ( 7 )
ʽ�� N =1/n ; һ������³���c =2.5, ���ο�����c =4��5��
ͼ14 ��Բ״������ǿ�����仯���� �����ϲ��ϵļ�������Ӧ���� ��ǿ����������Ĺ�ϵ[9]
Fig.14 Limiting flow stress as function of fraction of aligned ellipsoidal particles reinforced intermetallic composites[9]
4.2.2 ���ϲ��ϵ���俹��
������ָ���Ժ���ָ����������, ����4.2.1�н�����ģ�Ϳ�Ӧ���ڼ�����ľ�����̬���Ļ���, ��
�B �� / �B �� 0 = ( �� / �� 0 ) n ? ? ? ( 8 )
ʽ��
�B �� 0 Ϊ�ο�Ӧ������; �� 0 Ϊ�ο�Ӧ����
�����ϲ�����һ����ǿ����̬�����Ϊ
�ٶ������µ���ɢ�ɳں��Բ���, ��
��
?
��
/
��
0
��
1
��
����ǿ�����ϲ��ϵ�һ����Ҫ������������̬���ת��ʱ����Ҫ��Ӧ��Ȼ���ߵöࡣ ���ת���γ���һ���൱��ĸ��ϲ�����ЧӦ�䷶Χ, ���������Ӧ�䷶Χ�����������ЧӦ�䷶Χת������, ���ϲ��ϳ���Ӳ��, ���Ҿ��кͻ��岻ͬ��n ֵ (ͼ5) �� �ڸ�����, ����ǿ������������俹����������Ϊ�����˴���ǿ��IJ����˵����ʴ������С�� ����ɢ���������ܽ�������ǿ��/��������Ӧ���ݶȵ�����, �ڵ�Ӧ�����ʺ�С�����ߴ��������нϴ���������ʡ� ��������Ϊ��ȡ���ڿ�������״, ������״������Ӧ���ݶȺ���ɢ����·���� ������̬��������µ���Բ״������ǿ���ϲ��϶���, ��ʹ�ǵ��ᾧ���Ĵ����, һ�����߽����仯�������������������Ϊ������Ч��; �����еȳߴ�Ŀ��� (1��10 ��m) , Ϊ�˱��������ǿ��, Ҫ���д�ij�����; ���ں�ϸ�Ŀ��� (<50 nm) , ͨ��������λ���������, ��λ��������������, ���ǿ�����ֲ��䡣 ��ʵ����, �������ǿ���ϲ��ϵ����ǿ�������Ȼ���ĵ�, ���е�ԭ�����ڻ������
[9 ]
��
4.2.3 ������ǿFe-Al�����仯��������ϲ��ϵ���ѧ����
������ǿ�����仯��������ϲ��ϵ�ǿ��������Ҫ��Ϊ2����: 1) ����ڼ����ڵ���ǿ�����谭λ�����ƶ��� ��Ϊ��ǿ�����������谭�ս�����л���ij���, ʹ�侧���ߴ�С�ڵ�һ�����仯����ľ����ߴ�, �����ǿ�����Կ�Խ���徧��λ���ƶ����谭�����Լ�������λ���Ķ��������Ǹ��ิ�ϲ�������Ҫ��ǿ�����ơ� 2) ���ϲ��ϵ�ǿ�Ȼ��ܻ����еľ���ȱ�� (�練��롢 ��ȱ��) ��Ӱ��
[8 ]
��
��ͼ6�п��Կ���������ǿFeAl�����ϲ��ϵı������ޱȻ����Լ1.5���� SiC������ǿ���ϲ��Ͼ�������ǿ��Ч��, ��������Si�ڻ����е��ܽ�, ʹ�����������ǿ����ԭ����ɵġ� ���������µ�FeAl�����ϲ��ϵ�����ǿ��ȡ���ڻ���ȱ�ݽṹ��λ���ƶ����Ӱ�졣 ��������Fe-Al�����仯��������ϲ��ϵ�����ǿ�������������, ��������ǿ�����������Fe-Al�����仯��������ϲ�������ǿ�ȵĹ���Զû�������俹���������ô����, ������Ϊ�ڸ�����λ���ƶ��������, ���¸����¸��ϲ�������ǿ�Ƚ��� (��4) �� ��ͼ7��ʾ, �������͵Ŀ�����ǿFeAl�����ϲ��ϵĶ������Ծ��渴�ϲ����п�����������������͡� ������Ϊ��ǿ����������Ƽ�˵����Ա��β�������������, ʹ���Ƽ�����Ա������ı������ý��͡� ��ʹ��ǿ���Ƕ���ά�;���, Ҳ����ͨ����������ǿ����������������߸��ϲ��ϵ�����
[19 ]
�� SiC������ǿ���ϲ��ϵĶ������Դ����������������͵ĸ��ϲ���, ������ΪSiC�ֽ������Si�����ںϽ����, ������ǿ��Ч����ͬʱ, Ҳ��ɻ���Ĵ�� ����ǿ�����������5%��15%ʱ, FeAl�����ϲ��ϵĶ���������Ȼ�ںܴ�̶��������´��Ե�Ӱ�졣 TiB2 ��������Ч����FeAl�Ļ�������
[18 ]
, ����ڼ��ָ��ϲ�����TiB2 ������ǿ���ϲ��Ͼ�����ߵĶ������ԡ�
4.3 ������ǿ�ͻ����ϲ���
������ǿ�����仯��������ϲ�����������º���ǿ�ȵ�ͬʱ, ������ʹ���ԡ� ����Ҳ�õ����, �ⲻ���ڸ��ϲ��Ͽɿ��Ե���ߡ� �Ի�е�Ͻ��ϳɵĶ����������仯�������ѹ���������Բ���֤ʵ, ͨ��ϸ�������仯��������������������������
[8 ]
�� �����ײ��ϼ����븴��ǿ���������� (������ǿ�ͻ�) , �������͵Ľ����仯����������ϲ����ǽ�������仯����2������ȱ�ݵ���Ч;����
4.3.1 ������ǿ��
Strudel��
[67 ]
ָ��: ϸС���� (1��100 nm) �Ը��ϲ��ϵ�����ǿ��Ӱ����ǿ; �еȳߴ���� (0.1��1 ��m) ���ٽᾧ�;���������ǿ�ҵ���������, �Ը�����俹����Ӱ��ȶԵ�������ǿ�ȵ�Ӱ�����; �ֿ��� (5��50 ��m) �������ǿ��/������������Բ��Լ�����ǿ������ڽ��������Ӧ�����к�����, ���, ��������Ϊһ������Դ, ������ǿ��Դ�� ��ɢǿ�����ϲ��ϵ�����������Ҫ����: 1) �ڵ��� (<0.2 T M ) �µĸ�����ǿ��; 2) �ߵļӹ�Ӳ������; 3) ��ֱ���۵�ĸ��� (0.9��0.95 T M ) �±��ָߵ�����Ӧ����������
ϸС������ɢǿ�����ϲ��ϸߵ�����ǿ�ȿ���Orowan���������͡� ���Ӧ������ �ٽ�λ���ƶ�, ��ȷ�������ƹ������ε���ɢ������
���� =2Tb D s (10)
ʽ�� T D s Ϊ�������ƽ����; b
Brown��Ham
[68 ]
��չ��Orowan������, ���õ������¹�ʽ:
���� =0.81[G b �� ) 1/2 ]��
[1/ (D s -d s ) ]ln (d s /r 0 ) (11)
ʽ�� G Ϊ���е�������; �� Ϊ���ɱ�; d s Ϊ����ƽ�����ֱ��; r 0 Ϊλ�������������а뾶��
����ɢǿ�����ϲ�����, ����е�����Ҫ���غ�, ��ɢ����ͨ���谭λ���ƶ���ǿ������, ��ɢ������ƽ���ߴ缰����������Ÿ��ϲ��ϵ���ѧ���ܡ� ��ɢǿ�����ϲ��ϵļӹ�Ӳ��������Ҫ��λ���ƹ������Լ��й����ϲ����еĸ��ܶ�λ������ Ashby
[69 ]
��Ϊ: ��ɢǿ�����ϲ��Ͼ������ȶ������µļӹ�Ӳ������, ��ӳ����ɢ�����кܸߵĶ�������λ���������� ��ɢ�����Ը��ϲ��ϸ��� (��0.5 T M ) ��俹����Ӱ�������2������: 1) ��ɢ������λ���ƶ��ϰ��������; 2) ���α��������ɢ�������λ���ṹ (���Ǿ���) , ����λ���ṹ���������е�λ���ƶ�����Ӱ�졣
4.3.2 �������ͻ�
Niihara��
[70 ]
�о�����, ���������մɲ���������������2����ʽ����: 1) �ֲ��ڻ��徧��, ��Ϊ�����ͻ���; 2) �ֲ��ڻ��徧���ڲ�, ��Ϊ�����ͻ��ھ��͡� ���Ǿ��в�����ͬ���������ͻ����� (ͼ15) �� �����ϲ���ǿ�ͻ�������������������������ɢ�������˻��徧�����������쳣����, �γɾ��ȵ�ϸ�������ṹ, �����پ���ȱ�ݵ�����; ���, ���ڻ�������ɢ��֮���������ϵ��ʧ��, ��ȴ�ڼ�����ɢ���ڻ���ɢ����Χ���ھֲ���Ӧ����, �Ӷ��ڸ��ϲ������γɸ��ܶ�λ������ �������Ӷ��������λ����, һ�����ھ������γ��Ǿ���, ��ɻ��徧����ϸ��������ǿ����; ��һ����, ��Ӧ��������, ���ϲ����ڲ���������, ���Ƶ���չ���ܵ�Ӳ���մ����ӵķ��䡢 �谭�����Ǿ��紦�������Ʒֲ����������, �Ӷ���߸��ϲ��ϵĶ�������
[71 ,72 ]
�� ������
[73 ,74 ]
�Ʊ�������SiC������ǿAl�����ϲ���, ���ŵ�
[75 ]
�Ʊ�������Al2 O3 ������ǿAl�����ϲ��϶���������������ǿ�ͻ�Ч���� ��Naser��
[76 ]
���Ƶ�����Al2 O3 ������ǿCu�����ϲ�����, ����Al2 O3 ������Ҫ�ֲ��ڻ��徧��, ���ϲ��ϵ�����Ӳ��ΪHv10 91 (����Hv10 60) , ��������ǿ��Ϊ165 MPa (����107 MPa) ��
5 ������
Fe-Al�����仯�����������������, �Ǻ��ղ��Ϻ��½ṹ���������ھ�����ҪӦ��ǰ�����²��ϡ� Fe-Al�����仯��������ϲ��ϵ��о�����, ����Ч�˷������仯���������ȱ��, �ٽ�Fe-Al�����仯����ʵ�û�����Ҫ;���� Ŀǰ, Fe-Al�����仯��������ϲ��ϼ����������о���ȡ�úܴ�Ľ�չ, ��Ҳ����ijЩ������д��Ľ��ĵط�, ��Щ���������Ѿ����������� �ڴ�, ��Ҫ�ر�ǿ�����¼���: 1) ����ѡ����ǿ����� (���ࡢ �ߴ硢 ��״��) , �Ը�����ǿ����������������� ��ѧ����ѧ�����ԡ� 2) ������ǿ����Fe-Al�����仯������ͻ����ϡ� Fe-Al�����仯������ͻ��ɴӻ���Ͻ� �Ż��ȴ������յȼ�������������
[6 ]
�� 3) �Ż����ϲ����Ʊ�����, �Ա���ظ�����ͳɱ��� ��ȫ���ܵ�Fe-Al�����仯��������ϲ��ϡ� 4) ��ǿ���ϲ�����ѧ���ܵ��о�, ͬʱ��ȷ���ϲ��ϵijɷ֡� ��֯�ṹ�����ܵĹ�ϵ��
ͼ15 �����ͺ;����ͽṹ���ͻ���ʾ��ͼ[71]
Fig.15 Schematic of toughening mechanism of intragranular (a) and intergranular (b) structures[71]
��ɢǿ��Fe-Al�����仯����������ϲ��Ͼ��������ĸ���ǿ�ͻ�Ч��, �������仯����������ϲ��ϵ��о��д�����, �ܶ����ⶼ��Ҫ����ϵͳ������о��� �����ϲ��ϵĺϳ����ս��ǽ����仯����������ϲ����о��Ļ���, ��е�Ͻ����ɹ������ںϳ���������ɢ�����仯����������ϲ���, �ȵȾ�ѹ�� ���������ս�ȵ��¡� ���١� ��ѹ���ս�̻������ɹ������ڽ����仯����������ϲ��ϵij��Ρ� ����Щ���ձ������ڲ�������֮��, �����������������о����ܲ��㡣 ����, �Խ����仯����������ϲ��Ͻṹ�����ܵı����� �ṹ�����ܼ������ϵ (�翼��Hall-Petch��ʽ�Ƿ����õ�) ���о�Ҳ��ʮ����Ҫ�ġ�
�����
[1] ���ֶ���.���½����仯�����о����½�չ[J].�Ϻ���ͨ��ѧѧ��, 1998, 32 (2) :95109.LINDong liang.Recentadvancesinhightemperatureorderedintermetallic[J].JShanghaiJiaotongUniversity, 1998, 32 (2) :95109.
[2] ��LiuCT, StieglerJO, FroesFH.Ordered Intermetallics, MetalHandbook, Vol.2[M].10thed.MaterialsPark, OH:ASM, 1990.913942.
[3] ��StoloffNS.Orderedalloys physicalmetallurgyandstructuralapplication[J].IntMetRev, 1984, 29 (3) :125135.
[4] ������Ⱥ, �Ʋ���, ��Ծ��.Ni Alϵ��Fe Alϵ��Ti3Al�����仯�����о���չ[J].�������켰��ɫ�Ͻ�, 2001 (6) :2729.PENGChao qun, HUANGBai yun, HEYue hui.ProgressinstudiesonNi Al, Fe AlandTi3Alintermetallics[J].SpecialCastingandNonferrousAlloys, 2001 (6) :2729.
[5] ��KubaschewskiO.Iron BinaryPhaseDiagrams[M].Berlin:Springer Verlag, 1982.59.
[6] ����־ǿ, ½����.��ǿ����B2�ṹ���������仯����Ŀ���[J].������ҵ��ѧѧ��, 1994, 20 (3) :1420.XINGZhi xiang, LUYong hao.DevelopmentofB2 FeAlintermetallicswithhighperformance[J].JBeijingPolytechnicUniversity, 1994, 20 (3) :1420.
[7] ��½����, ��־ǿ.Fe3Al�����仯����Ļع���չ��[J].������ҵ��ѧѧ��, 1996, 22 (3) :131140.LUYong hao, XINGZhi xiang.AviewonthedevelopmentofintermetalliccompoundFe3Al[J].JBeijingPolytechnicUniversity, 1996, 22 (3) :131140.
[8] ��KochCC.Intermetallicmatrixcompositespreparedbymechanicalalloying areview[J].MaterSciEngA, 1998, 214:39-48
[9] ��KumarKS , BaoG .Intermetallicmatrixcomposites:anre view[J].CompSciTechol, 1994, 52:127150.
[10] �����پ�.�մɽ������ϲ���[M].����:ұ��ҵ������, 1995.333353.LIRong jiu.CeramicMetalComposites[M].Beijing:Met allurgicalIndustryPress, 1995.333353.
[11] �������, ����ϼ.����ѧ����, ��8���������ѷ��塢�����塢������[M].����:��ѧ������, 1998.241242.SHENBan weng, CHEYun xia.InorganicChemistrySe ries, Vol.8��Ti, V , CrSection[M ].Beijing:SciencePress, 1998.241242.
[12] ��������, ���ŷ�, �¹���, ��.�����仯����ṹ����[M].����:������ҵ������, 2001.ZHANGYong gang, HANYa fang, CHENGuo liang, etal.IntermetallicStructuralMaterials[M].Beijing:NationalDefenseIndustryPress, 2001.
[13] ��PlazanetL , TetardD .EffectofSiCandZrO2 particlesonthemechanicalpropertiesofNiAl[J].CompSciTechol, 1999, 59:537542.
[14] ������, ������, ���㷿.FeAl�����ϲ��ϻ�ѧ����������ѧ����[J].���ϲ���ѧ��, 1998, 15 (1) :3034.FANRun hua, YINYan sheng, BIANXiu fang.Thermo dynamiccalculationofchemicalcompatibilityforironalu minidematricescomposites[J].ActaMaterCompSinica, 1998, 15 (1) :3034.
[15] ��InoueM , NagaoH , SuganumaK , etal.Fracturalproper tiesofFe40%Almatrixcompositesreinforcedwithceramicparticlesandfibres[J].MaterSciEngA , 1998, 258:298305.
[16] ��MukherjeeSK , BandyopadhyayS .Mechanicalandinterfa cialcharacterizationofFe3AlAl2O3 intermetalliccompositemadebymechanicalsmearingandhotisostaticpressing[J].CompositesB , 1997, 28:4548.
[17] ��InoueM , KomatsuKI, KudohK , etal.Fabricationofdis continuousceramicfibres/FeAlcompositesbyreactivesin tering[J].JJpnInstMetals, 1995, 59:11851191.
[18] ��InoueM , SuganumaK , NiiharaK .Environmentaleffectmechanicalpropertiesofaluminidematrixcomposites[J].JMaterEngPerformance, 2000, 9:678682.
[19] ��InoueM , SuganumaK , NiiharaK .FracturemechanismofFeAlmatrixcompositeswithdiscontinuousceramicreinforce ments[J].MaterSciEngA , 1999, 265:240245.
[20] ���졡��, ������, ������, ��.Fe40Al�Ͻ���Al2O3�մɵĽ�����ʪ����[J].���ϲ���ѧ��, 1995, 12 (3) :4145.XUDong, WANGDe ning, LIUGuo qing, etal.InterfacewettabilityofFe40AlwithAl2O3[J].ActaMaterCompSinica, 1995, 12 (3) :4145.
[21] ��������, ����Ȫ, Ѧ����, ��.Fe3Al�����仯������о�[J].���ϵ���, 2000, 14 (8) :6667.SUNYang shan, YUXin quan, XUEFeng, etal.StudyofFe3Alintermetallics[J].MaterRev, 2000, 14 (8) :6667.
[22] ��DraperSL , GaydoshDJ, NathalMV .CompatibilityofFe40Alwithvariousfibers[J].JMaterRes, 1990, 5:19761984.
[23] ��NourbakhshS , LiangFL , MargolinH .LiuCT .HighTemperatureOrderedIntermatellicAlloys��[C].Pitts burgh, PA :MaterResSoc, 1989.459.
[24] ��CrimpMJ.Novelapproachtointermetallicmatrixcompositeprocessing[J].MaterSciEngA , 1994, 192:633639.
[25] ��HuW , WunderlichW , PongeD , etal.InterfacialchemicalstabilityduringdiffusionbondingofAl2O3 fibreswithNi3AlandNiAlmatrices[J].CanMetallQuarterly, 1995, 34:231236.
[26] ��BamptonCC , GravesJA , NewellKJ, etal.IntermetallicMatrixComposites��[C].Pittsburgh, PA :MaterResSoc, 1992.365372.
[27] ���ι���, ����ƽ, ��˫��, ��.���ֲ�ͬͿ���Ti��ά��ǿTiAl�����ϲ���[J].�й���ɫ����ѧ��, 1996, 6 (4) :110118.HEGui yu, HUShi ping, CHUShuang jie, etal.TiAlmatrixcompositesreinforcedbyTi fibrecoatedwithY2O3 orAl2O3[J].TheChineseJournalofNonferrousMetals, 1996, 6 (4) :110118.
[28] ��Ѧ����, ������, �����, ��.������ǿFe3Al�����ϲ��ϵ��Ʊ�������[J].�����о�ѧ��, 2000, 14 (4) :344348.XUEFeng, SUNYang shan, BAOYi hong, etal.MeltprocessedFe3Almatrixcompositesreinforcedwithceramicparticles[J].ChinJMaterRes, 2000, 14 (4) :344348.
[29] ��XuWL , SunYS , DingSS .MicrostructureandtensilepropertiesofFe3Al basedalloyswithVCandTiCadditions[J].ActaMetallSinica, 2001, 14 (4) :248252.
[30] ��������, ������, ������.VCp��TiCp������ǿFe3Al���Ͻ������֯����ѧ����[J].�й���ɫ����ѧ��, 2001, 11 (S1) :150153.XUWen lei, SUNYang shan, DINGShao song.EffectsofVCandTiCparticlesonmechanicalpropertiesandmi crostructureofFe3Al basedalloys[J].TheChineseJournalofNonferrousMetals, 11 (S1) :150153.
[31] ��Ѧ����, ������, �����, ��.������ǿFe3Al�����ϲ��ϵ��Ʊ�������[J].�����о�ѧ��, 2000, 14 (4) :344348.XUEFeng, SUNYang shan, BAOYi hong, etal.MeltprocessedFe3Almatrixcompositesreinforcedwithceramicparticles[J].ChinJMaterRes, 2000, 14 (4) :344348.
[32] �����, �����, �����, ��.Fe3Al/Al2O3���ϲ����Ʊ������о�[J].���ϲ���ѧ��, 1999, 16 (4) :5053.SUNKang ning, WANGXin, ZHANGYu jun, etal.Fab ricatedprocessofFe3Al/Al2O3 composites[J].ActaMaterCompSinica, 1999, 16 (4) :5053.
[33] ��BruhnJ, SchickerS , GarciaDE , etal.Novelreaction basedprocessingofco continuousceramic metalcomposites[J].KeyEngMater, 1997, 127131:7380.
[34] ��SubramanianR , SchneibelJH .Processingiron aluminidecompositescontainingcarbidesorborides[J].JOM , 1997, 49:5054.
[35] ��RigneyJD , KhadkikarPS , LewandowskiJJ, etal.HighTemperatureOrderedIntermetallicAlloy��[C].Pittsburgh, PA :MaterResSoc, 1989.603615.
[36] ��MorrisDG .Possibilitiesforhigh temperaturestrengtheninginironaluminides[J].Intermetallics, 1998, 49:5054.
[37] ��ClauerAH , DeBarbadilloJJ .SolidStatePowderProcess ing[C].Warrendale, PA :TMS , 1990.213223.
[38] ��SchneibelJH , GrahleP , R slerJ.Iron aluminidecompos ites[J].MaterSciEngA , 1992, 153:684688.
[39] ��StoloffNS , AlmanDE .IntermetallicMatrixComposites[C].Pittsburgh, PA :MaterResSoc, 1990.3139.
[40] ��÷����, Ԭ����.�����Ӹ��ºϳɼ����Ʊ�TiC/Ni3Al���ϲ��ϵ��о�[J].������ѧ��, 1994, 22 (2) :168172.MEIBing chu, YUANRun zhang.PreparationofTiC Ni3AlmatrixcompositesbymeansofSHStechnique[J].JChinCeramSoc, 1994, 22 (2) :168172.
[41] ���ź���, κ����.���͵Ľ����仯��������ϲ���[J].���Ͽ�ѧ�빤��, 1993, 44 (4) :2632.ZHANGHan lin, WEIMing kun.Novelintermetallicmatrixcomposites[J].MaterSciEng, 1993, 44 (4) :2632.
[42] ��KakitsujiA , MiyamotoH .SynthesisofTiAl (TiB2+Ti2AlN) compositesbyHIPreactivesintering[J].MaterTransJIM , 1999, 40:942945.
[43] ��SchickerS , GarciaDE , BruhnJ, etal.Reactionsynthe sizedAl2O3 basedintermetalliccomposites[J].1998, 46:24852492.
[44] ��DotyH , AbbaschianR .ReactivehotcompactionofNiAlwithinsitualuminareinforcement[J].MaterSciEngA , 1995, 195:101111.
[45] ����Ϊ��, ������, Ԭ����.�����Ӹ��ºϳ�TiB2/NiAl���ϲ��ϵ����ṹ����[J].������ѧ��, 1996, 24 (4) :470475.WANGWei min, FUZheng yi, YUANRun zhang.Mi crostructuralstudyofTiB2/NiAlcompositesfabricatedbySHS[J].JChinCeramSoc, 1996, 24 (4) :470475.
[46] ���š���, �š���.�����ϲ���ʵ�û�����ǰ��[J].���ϵ���, 2001, 15 (8) :2022.ZHANGHeng, ZHANGLi.Potentialforcommercializationofnanocomposites[J].MaterRev, 2001, 15 (8) :2022.
[47] ������ͤ, ������, �����.�������仯����NiAl�Ļ�е�Ͻϳɼ�����[J].����ѧ��, 1999, 35 (8) :846850.GUOJian ting, ZHOUNan zhang, LIGU sun.Mechanical lysynthesisandmechanicalpropertiesofnanocrystallinein termetallicsNiAl[J].ActaMetallSinica, 1999, 35 (8) :846850.
[48] ��������, �����, �¹���.��е�Ͻ��Ʊ���TiAl+Ti2AlN�����ϲ���[J].�����Ƽ���ѧѧ��, 1995, 17 (1) :4649.WANGKai yang, WANGJin guo, CHENGuo liang.��TiAl+Ti2AlNnanocompositesfabricatedbymechanicalal loyingtechnique[J].JBeijingSciTecholUniversity, 1995, 17 (1) :4649.
[49] ������Ң, Ф���, �ΰ.NiAl/TiB2�����ϲ��ϵĻ�е�Ͻϳ�[J].���Ͽ�ѧ�빤��, 1998, 16 (2) :58.LIYi yao, XIAOXuan, SUNWei.NiAl/TiB2 nanocompos itesfabricatedbymechanicalalloyingtechnique[J].MaterSciTechnol, 1998, 16 (2) :58.
[50] ��������, ����ͤ, ȫ����.NiAl/TiC���ײ��ϻ�е�Ͻϳɻ���[J].����ѧ��, 1997, 33 (11) :12221226.ZHOULan zhang, GUOJian ting, QUANMing xiu.Mech anismofsynthesisofNiAl/TiCnano materialbymechanicalalloyingtechnique[J].ActaMetallSinica, 1997, 33 (11) :12221226.
[51] ��Ф����, ������, �ա���, ��.��Ӧ��ĥ�ϳ�NiAlTiC���ϲ��ϵ��о�[J].�����о�ѧ��, 2001, 15 (4) :439444.XIAOXuan, YINTao, TAOZhi, etal.Investigationonre activemillingofNiAlTiCcomposite[J].ChineseJMaterRes, 2001, 15 (4) :439444.
[52] ��LuL , LaiMO , WangHY .SynthesisoftitaniumdibordeTiB2 andTiAlBmetalmatrixcomposites[J].JMaterSci, 2000, 35:241248.
[53] ��WuNQ , WangGX , LiW , etal.MechanicallydrivensynthesisofnanophaseTiC/TiAlcompositepowder[J].MaterLetters, 1997, 32:259262.
[54] ��KambaraM , UenishiK , KobayashiKF .Nano structuredintermetalliccompoundTiAlobtainedbycrystallizationofmechanicallyalloyedamorphousTiAl, anditssubsequentgraingrowth[J].JMaterSci, 2000, 35:28972905.
[55] ��KrasnowskiM .Nanocompositesproducedbymechanicalal loyingoftheAl50Fe25Ti25powdersmixture[J].Nanostruc turedMater, 1999, 12:455458.
[56] ��PerezRJ , HuangB , SharieAA , etal.SynthesisandPro cessingofNanocrystallinePowder[C].Warrendale, PA :TMS , 1996.273280.
[57] ��AverbackRS , H flerHJ, TaoR .Processingofnano grainedmaterials[J].MaterSciEngA , 1993, 166:169177.
[58] ��GrozaJR .Sinteringofnanocrystallinepowders[J].IntJPowderMetall, 1999, 35:5966.
[59] �����, �����, ���Ը�.���ײ��ϵļӹ�����[J].���Ͽ�ѧ�빤��, 2001, 19 (3) :117121.LIJing xin, HUANGYin hui, SHENYi fu.Processingofnano materials[J].MaterSciEng, 2001, 19 (3) :117121.
[60] ��GrozaJR .Nanosintering[J].NanostructuredMater, 1999, 12:987992.
[61] ��HeL , MaE .Nanophasemetallicalloysconsolidatedfrompowderspreparedbymechanicalalloying[J].MaterSciEngA , 1995, 201:240245.
[62] ��ZhuSM , IwasakiK .Microstructureandmechanicalproper tiesofmechanicallyalloyedandhip consolidatedFe3Al[J].MaterTransJIM , 1999, 40:14611466.
[63] ��VarinRA , ZbronieeL , CzujkoT , etal.Fracturaltough nessofintermetalliccompactsconsolidatedfromnanocrys tallinepowders[J].MaterSciEngA , 2001, 300:111.
[64] ��VenkataswamyMA , ScheiderJA , GrozaJR , etal.Me chanicalalloyingprocessingandrapidplasmaactivatedsin teringconsolidationofnanocrystallineiron aluminides[J].MaterSciEngA , 1996, 207:153158.
[65] �����, ����ͤ, �ܼ���.��е�Ͻ�NiAl/HfB2���ϲ��ϵ����ṹ����ѧ����[J].����ѧ��, 2001, 37 (5) :483487.YANGFu bao, GUOJian ting, ZHOUJi yang.Microstruc tureandmechanicalpropertiesofmechanicallysynthesizedNiAl/HfB2 composite[J].ActaMetallSinica, 2001, 37 (5) :483487.
[66] ��BroutmanLJ.FractureandFatigue, CompositeMaterials, Vol5[M].NY :AcademicPress, 1974.415418.
[67] ��StrudelJL .MechanicalPropertiesofMultiphaseAlloysinPhysicalMetallurgy, 3rded[M ].NorthHolland, 1983.14151416.
[68] ��KellyA , NicholsonRB .StrengtheningMethodsinCrystals[M].NY :Weley, 1971.912.
[69] ��KellyA , NicholsonRB .StrengtheningMethodsinCrystals[M].NY :Wiley, 1971.3035.
[70] ��NiiharaK .Designconceptsofstructuredceramics matrixnanocomposites[J].JJpnCeramSoc, 1991, 99 (10) :947982.
[71] �������, ̷ѵΰ, ������, ��.�������մ����ͻ�������[J].�մ�ѧ��, 2000, 21 (2) :107111.WANGXin, TANXun wei, YINYan sheng, etal.Analy sisontougheningmechanismsofceramicnano composites[J].JCeram, 2000, 21 (2) :107111.
[72] ���´���.�����մɸ��ϲ��Ͻ�չ[J].���Ϲ���, 1996, 6 (6) :814.CHENDa ming.Progressinceramicmatrixnanocomposites[J].MaterEng, 1996, 6 (6) :814.
[73] ��Ф����, ������, ������, ��.����SiC������ǿAl�����ϲ����о�[J].����ѧ��, 1996, 32 (6) :628632.XIAOYong liang, LIYa li, LIANGYong, etal.StudyofAlmatrixcompositesreinforcedbynanoSiCpowder[J].ActaMetallSinina, 1996, 32 (6) :628632.
[74] ��������, �غ���, ��³��, ��.��ѹ��SiC��ǿAl�������ϲ���[J].��ѹ����ѧ��, 1999, 13 (1) :16.LIUHao zhe, HEHong liang, WANGLu hong, etal.StudyonSiCreinforcedAlmatrixnanocompositesunderhighpressure[J].JHighPressurePhysics, 1999, 13 (1) :16.
[75] ���š���, κ����, ������, ��.����Al2O3��ǿ�����������ϲ��ϵ��о�[J].��ɫ����, 1999, 51 (1) :9092.ZHANGYu, WEIJian feng, SHANLing, etal.StudyonnanoAl2O3 reinforcedhigh temperatureAlmatrixcomposites[J].NonferrousMetals, 1999, 51 (1) :9092.
[76] ��NaserJ, FerkelH , RiehemannW .GrainstabilizationofcopperwithnanoscaledAl2O3 powder[J].MaterSciEngA , 1997, 234/236:470473.