文章编号:1004-0609(2007)09-1501-05
Au-20.1Ag-2.5Si-2.5Ge新型中温钎料的组织与性能
崔大田,王志法,周 俊,姜国圣,吴化波
(中南大学 材料科学与工程学院,长沙 410083)
摘 要:选择成分(质量分数,%)为Au-20.1Ag-2.5Si-2.5Ge的中温钎料合金,采用中频感应真空熔炼法制备钎料合金铸锭,分别利用DTA、SEM对钎料合金的熔点及显微组织进行分析,并初步研究钎料与Ni的润湿性。结果表明,钎料合金的熔化温度区间为451.36~506.49 ℃;钎料合金形成了α+β共晶组织,由于Si、Ge同时加入,共晶组织变质为细小分散的共晶体;钎料合金具备优良的可加工性以及与Ni具有良好的润湿性,且在焊接界面钎料合金已与Ni合金化形成金属间化合物。
关键词:Au-20.1Ag-2.5Si-2.5Ge;中温钎料;润湿性;焊接界面
中图分类号:TG 136.3 文献标识码:A
Microstructure and properties of new type Au-20.1Ag-2.5Si-2.5Ge medium-temperature solder
CUI Da-tian, WANG Zhi-fa, ZHOU Jun, JIANG Guo-sheng, WU Hua-bo
(School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Abstract: Au-20.1Ag-2.5Si-2.5Ge (mass fraction, %) medium-temperature solder was selected to prepare the casting alloy by the vacuum medium-frequency induction melting method, the melting point and the microstructure were studied by DTA and SEM, and the wettability of the solder alloy with Ni was tested tentatively. The results show that, the melting temperature of the solder alloy is in the range of 451.36?506.49 ℃; α+β eutectic structures form in the solder alloy; because of the addition of Si and Ge, the eutectic structures are modified to be much finer and dispersive structures; the solder alloy has good machinability and good wettability with Ni, the solder alloy is alloyed with Ni by forming intermetalics in the welding interface.
Key words: Au-20.1Ag-2.5Si-2.5Ge; medium-temperature solder; wettability; welding interface
Au合金钎料包括广泛的合金体系,具有优良的高温稳定性、流散性与浸润性、耐蚀性与抗氧化性,钎焊强度高,蒸气压低,在电子工业、航空航天工业、军事工业和装饰工业中广泛应用。目前许多航天用电子器件都采用密度较低的材料,如铝基热沉材料(表面镀Ni),为保证有关材料的性能在焊接时不受影响,要求钎料熔点应控制在450~550 ℃之间。对于熔化温度在450~500 ℃的电子器件用中温钎料,国内外少有报道[1?2]。Au-Ag-Si系共晶钎料及Au-19.25Ag-12.80Ge钎料合金虽能满足熔化温度要求,但其加工性能有 限[3?6]。为了改善钎料的加工性能,同时保证钎料具有优良的流散性,本文作者通过深入分析合金相图,在Au-19.25Ag-12.80Ge钎料合金的研究基础上,通过加入适量硅元素制备了Au-20.1Ag-2.5Si-2.5Ge新型中温钎料,对钎料合金的性能及其与Ni的焊接界面组织进行了初步研究。
1 实验
如果适当降低Au-19.25Ag-12.80Ge钎料合金中Ge的含量则会使熔点超过450~500 ℃的熔点范围。在Au-Ag-Si-Ge四元系中,将Ge的含量固定后,一个平行于四面体中Au-Ag-Si浓度三角形的截面所组成的伪三元系Au(Ge)-Ag(Ge)-Si(Ge)有一根两液相面相交的交线,具有三相平衡的共晶反应,在此交线上的不同位置,可以找到一系列共晶合金,而且是与Au-Ag-Ge三元系熔点相近的合金, 四元系中Si、Ge的含量之和小于三元系中的Ge含量,这对于提高合金的加工性能有利。
图1所示为Au(Ge)-Ag(Ge)-Si(Ge)伪三元相图的液相面投影和平面展开示意图,图中 表示该伪三元共晶的单变量线。通过对相图数据[7?8]的初步估算和实验,在线上,初步选定了Au-20.1Ag-2.5Si -2.5Ge四元合金成分进行研究。
表示该伪三元共晶的单变量线。通过对相图数据[7?8]的初步估算和实验,在线上,初步选定了Au-20.1Ag-2.5Si -2.5Ge四元合金成分进行研究。

图1 Au(Ge)-Ag(Ge)-Si(Ge) 伪三元相图液相面投影及平面展开示意图
Fig.1 Schematic diagram of liquidus projection of Au(Ge)- Ag(Ge)-Si(Ge) pseudo-ternary phase diagrams
采用纯度(质量分数)为99.99%Au、99.9%Ag、单晶Si和单晶Ge进行配制,在中频感应真空炉中熔炼,紫铜模浇铸成方锭。用微量型DTA差热分析仪测定钎料合金的熔化温度,氮气保护,升温速度为10 K/min。润湿性实验是在流动纯氢气保护管式电阻炉中进行。将制备的尺寸为3 mm×3 mm×1 mm的长方体钎料分别在530、550和570 ℃下与Ni层厚度为5~6 μm的镀Ni钨铜片(课题要求)进行润湿性测试,保温时间为15 min(试样分别编号为1号、2号、3号)。具体实验过程参照GB11364―89。试样经过机械研磨和抛光后,用30 mL HCl+0.3 g CrO3溶液进行腐蚀,利用Sirion200场发射扫描电镜(SEM)背散射电子相观察钎料合金的显微组织及与Ni润湿后的焊缝组织,同时利用能谱分析(EDX)对焊缝组织进行成分分析。
2 结果与讨论
2.1 钎料合金的熔化特性
DTA分析表明钎料合金的熔化温度区间为451.36~506.49 ℃,固液相间隔为55.13 ℃,符合钎料设计的熔点要求。图2所示为钎料合金的DTA分析曲线,图中有一个明显的类似共晶反应的吸热峰。结果表明,相图数据的估算分析与实验结果一致。
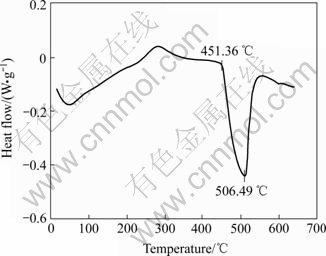
图2 钎料合金的DTA 曲线
Fig.2 DTA curve of solder alloy
2.2 钎料合金的显微组织
Au-20.1Ag-2.5Si-2.5Ge钎料合金的显微组织如图3所示。从图3(a)、(c)可以看出,Au-20.1Ag-2.5Si-2.5Ge合金已形成了明显的α+β共晶组织;对比Au-19.25Ag-12.80Ge与 Au-20.1Ag-2.5Si-2.5Ge钎料合金的显微组织后发现,Au-19.25Ag-12.80Ge共晶组织中的Ge相呈针状,且有一定的方向性;Au-20.1Ag-2.5Si-2.5Ge为亚共晶合金,初晶同样为Au基固溶体且较Au-19.25Ag-12.80Ge合金的初晶细小,共晶组织也较细小且无方向性。
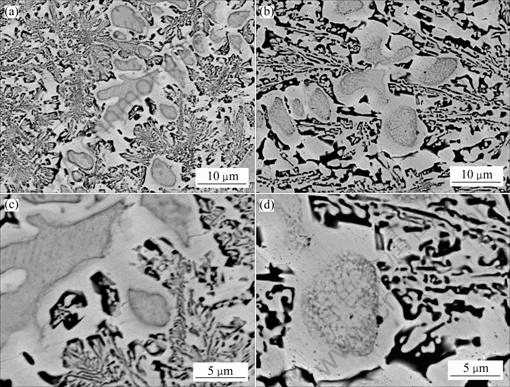
图3 钎料合金的显微组织
Fig.3 Microstructures of solder alloy: (a), (c) Au-20.1Ag- 2.5Si-2.5Ge; (b), (d) Au-19.25Ag-12.80Ge
根据共晶形成机理分析[9?10],Au基固溶体与Ge形成的共晶是典型的平滑―粗糙界面型(即金属―非金属型)共晶,共晶中金属相与非金属相生长机理不同,Si和Ge在从熔体中生长时,都是各向异性的,它们通常都长成以{111}为界面的薄带状晶体(在显微组织中其截面多为针状)。共晶中两相的生长形状还与两相固?液界面处排出的溶质原子浓度及原子扩散速度而造成的成分过冷区大小有关。在Au-Ag-Si-Ge四元系中,金属相―Au(Ag)固溶体及非金属相―Ge(Si)相的界面处都有两种原子排出,这两种原子的扩散不可能完全相同,且互相干扰,因此就阻碍了界面前沿成分过冷区的形成以及Ge(Si)晶体生长的原子供给,从而限制了非金属相的各向异性生长,难于长成较大的薄带状晶体,使得脆性的非金属相―Ge(Si)相变得更为细小分散(图3(a)、3(c))。Au-Ag-Si及Au-Ag-Ge合金的组织均为粗大针状共晶[3?4],而Au-Ag-Si-Ge合金的共晶组织分散细小,作者认为,Ge和Si的同时加入,起到了相互变质的作用。
另外,Au-20.1Ag-2.5Si-2.5Ge合金的共晶组织(非金属相―Ge(Si)相)的体积分数远比Au-19.25Ag- 12.80Ge合金共晶组织中Ge相较低。这也使Au- 20.1Ag-2.5Si-2.5Ge合金具备更优良的可加工性。
为考察实验合金的加工性,将Au-20.1Ag- 2.5Si-2.5Ge合金浇注成10 mm×15 mm×38 mm的方锭80 g,进行了可以表征其塑性变形能力的加工性实验。方锭样品通过一次性热压后,变形为4.5 mm后的扁锭,其变形量在50%以上,热压后扁锭边部未发生明显开裂且表面无裂纹产生,这表明所选择的钎料成分是恰当的。
2.3 钎料合金与Ni的钎焊接头组织分析
焊接温度为550 ℃时,钎料合金与Ni所形成焊接界面的背散射电子相见图4。表1所列为钎料在不同温度下在Ni上铺展后的铺展面积和润湿角测量值,图4中界面标示点的能谱分析结果见表2 。
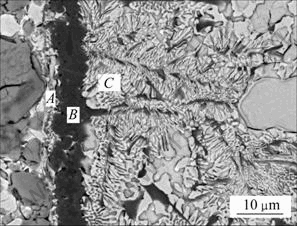
图4 550 ℃时钎料合金与Ni所形成焊接界面的背散射 电子像
Fig.4 BSE image of welding interface of solder with Ni at 550 ℃
表 1 钎料合金在不同温度下与Ni 润湿后的铺展面积和润湿角测量值
Table 1 Measured values of wetting angles and areas-of- spread of solder alloy after wetting with Ni at different temperatures

表2 图4界面标示点的能谱分析结果
Table 2 EDS analyzing results for component of marking points on interface in Fig.4 (mass fraction, %)

由表1可知,钎料合金与Ni的润湿角均小于15?,较小的润湿角表明Au-20.1Ag-2.5Si-2.5Ge钎料合金与Ni具有良好的润湿性;且在530~570 ℃范围内,随着钎焊温度的升高,铺展面积逐渐增大,润湿角逐渐减小,这证明了钎焊温度的提高有利于钎料与母材间的润湿。液体的表面张力随温度的升高呈线性下降,是润湿性提高的原因之一。金基合金具有良好的流动性,在还原性气氛下钎焊会降低固体的表面张力,这将有助于钎料与母材间的润湿[11?15]。随着温度的升高,扩散运动越明显, 这也是铺展面积随温度升高而增大的另一原因。
图4中左侧为镀Ni钨铜基片,右侧为Au-20.1Ag- 2.5Si-2.5Ge钎料合金,中间区域为Ni镀层范围。可见,钎料合金向Ni层扩散明显,形成了一条连续的金属间化合物层,即图中B处所在区域,该金属间化合物层主要是 Ni-Si化合物,由于该化合物较脆,故应制定适当的焊接工艺以控制金属间化合物层的厚度,从而得到可靠的焊接接头组织。由表2 可知钎料合金元素Au、Ag、Si、Ge 均向Ni层发生了 较长距离的扩散,Au在镀Ni层扩散并与之合金化,根据Au-Ni二元相图可知,在焊接温度下,Au与Ni形成富Ni固溶体与富Au固溶体,点A处为富Au固溶体;点B处为富Ni固溶体,点C处为钎料主体。由表2可知Ni和Cu元素都向钎料合金侧发生了不同程度的扩散。这种充分合金化的焊接界面,表明钎料与Ni镀层形成了较为优良的冶金结合界面。
3 结论
1) 采用中频感应真空熔炼工艺制备的Au-20.1Ag-2.5Si -2.5Ge合金铸锭,DTA分析表明钎料合金熔化温度为451.36~506.49 ℃,结晶温度区间为55.13 ℃。
2) 显微组织观察表明钎料合金已形成了明显的α+β共晶组织,由于Si、Ge同时加入,共晶组织已变质为细小分散的共晶体,合金具有较好的塑性加工性能。
3) 焊接温度在530~570 ℃范围内时,钎料合金与Ni的润湿角均小于15?,且随着焊接温度的升高,润湿角逐渐减小,铺展面积逐渐增大;550 ℃时钎料合金与Ni的焊接界面组织观察表明钎料合金与Ni之间发生了较长距离的扩散,形成了金属间化合物从而实现充分的合金化。
REFERENCES
[1] 张启运, 庄鸿寿. 钎焊手册[M]. 北京: 机械工业出版社, 1999: 14?16.
ZHANG Qi-yun, ZHUANG Hong-shou. Manual of brazing and soldering[M]. Beijing: China Machine Industry Press , 1999: 14?16.
[2] 黄伯云, 李成功, 石力开, 邱冠周, 左铁镛. 中国材料工程大典―第5卷[M]. 北京: 化学工业出版社, 2006: 476?480.
HUANG Bai-yun, LI Cheng-gong, SHI Li-kai, QIU Guan-zhou, ZUO Tie-yong. The Chinese dictionary of material engineering―Vol.5 [M]. Beijing: Chemical Industry Press, 2006: 476?480.
[3] 莫文剑, 王志法, 姜国圣, 王海山. Au-Ag-Si新型中温共晶钎料的研究[J]. 稀有金属材料与工程, 2005, 34(3): 497?500.
MO Wen-jian, WANG Zhi-fa, JIANG Guo-sheng, WANG Hai-shan. Study of a new type of Au-Ag-Si intermediate temperature eutectic solder[J]. Rare Metal Materials and Engineering, 2005, 34(3): 497?500.
[4] 崔大田, 王志法, 莫文剑, 姜国圣. Au-Ag-Si系钎料合金与Ni的润湿性[J]. 中南大学学报(自然科学版), 2007, 38(1): 36?40.
CUI Da-tian, WANG Zhi-fa, MO Wen-jian, JIANG Guo-sheng. Wettability of Au-Ag-Si brazing filler metal series with Ni[J]. Journal of Central South University: Science and Technology, 2007, 38(1): 36?40.
[5] 崔大田, 王志法, 姜国圣, 郑秋波, 吴 泓. Au-Ag-Ge钎料的研究[J]. 贵金属, 2006, 27(1): 16?20.
CUI Da-tian, WANG Zhi-fa, JIANG Guo-sheng, ZHENG Qiu-bo, WU Hong. Study of the Au-Ag-Ge brazing alloy[J]. Precious Metals, 2006, 27(1): 16?20.
[6] 岳译新, 谭澄宇, 郑子樵, 李世晨, 叶建军. 新型Ag-Cu-Ge钎料的性能及钎焊界面特征[J]. 中国有色金属学报, 2006, 16(10): 1793?1798.
YUE Yi-xin, TAN Cheng-yu, ZHENG Zi-qiao, LI Shi-chen, YE Jian-jun. Properties and interface microstructure of new type Ag-Cu-Ge solder[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(10): 1793?1798.
[7] 何纯孝, 马光辰, 王文娜. 贵金属合金相图[M]. 北京: 冶金工业出版社, 1983: 19.
HE Chun-xiao, MA Guang-chen, WANG Wen-na. Phase diagrams of precious metal alloys[M]. Beijing: Metallurgical Industry Press, 1983: l9.
[8] Zoro E, Servant C, Legendre B. Experimental study of the phase diagram of the Ag-Au-Sb ternary system[J].Journal of Alloys and Compounds, 2006, 426(1/2): 193?199.
[9] Chadwick G A. Metallography of phase transformations[M]. Londo Butterworths First Publishing House, 1972: 132?144.
[10] 劳邦盛, 高 舒, 张启运. 固?液金属界面上金属间化合物的非平衡生长[J]. 物理化学学报, 2001, 17(5): 453?456.
LAO Bang-sheng, GAO Shu, ZHANG Qi-yun. Nonequilibrium growth of intermetallics at the interface of liquid-solid metal[J]. Acta Phys Chim, 200l, 17(5): 453?456.
[11] Duan N, Scheer J, Bielen J. The influence of Sn-Cu-Ni(Au) and Sn-Au intermetallic compounds on the solder joint reliability of flip chips on low temperature co-fired ceramic substrates[J]. Microelectronics Reliability, 2003, 43(8): 1317?1327.
[12] 蒋成禹, 吴铭方, 余 春, 梁 超. 72Ag-28Cu钎焊TC4的接头组织与强度[J]. 稀有金属材料与工程, 2003, 32(4): 295?297.
JIANG Cheng-yu, WU Ming-fang, YU Chun, LIANG Chao. Morphology and strength of TC4/TC4 joint with 72Ag-28Cu filler metal[J]. Rare Metal Materials and Engineering, 2003, 32(4): 295?297.
[13] Lee H T, Chen M H. Influence of intermetallic compounds on the adhesive strength of solder joints[J]. Materials Science and Engineering A, 2002, A333(1/2): 24?34.
[14] Takenaka T, Kajihara M, Kurokawa N. Reactive diffusion between Ag-Au alloys and Sn at solid-state temperatures[J]. Materials Science and Engineering, 2006, 427(1/2): 210?222.
[15] Mita M, Miura K, Takenaka T. Effect of Ni on reactive diffusion between Au and Sn at solid-state temperatures[J].Materials Science and Engineering, 2006, 126(1): 37?43.
基金项目:国家高新工程重点资助项目(DZ-2002-021)
收稿日期:2006-12-28;修订日期:2007-07-16
通讯作者:王志法,教授;电话:0731-8877698;E-mail: ct_cui@126.com
(编辑 陈爱华)

