���±�ţ�1004-0609(2010)S1-s0284-05
��-�����Ƹ��Ͻ��滯��������ƻ���
�� ƽ��л����
(������ѧ ��Ų��Ϲ����о��������ص�ʵ���ң����� 110004)
ժ Ҫ������ɨ��羵�ͽ��������о���-�����Ƹ��Ͻ��滯����ĺϽ����ƻ��������������ͨ�������м���Ͻ�Ԫ�ع�, ���滯����������ܵ����Ե�����, �ر��ǵ��躬���ﵽ6.0%(��������)ʱ, �������ø�ǿ����ʹ��560 �����ʱ, �����ĺ��Ҳ��Ϊ2~3 ��m, ����Ҫ��Fe2Al5������Fe��Al��ɢ���ȣ����滯�����ڽ��洦�ʵȿ������ֲ���ͨ������ѧԭ���������滯��������ɹ��ɡ�
�ؼ��ʣ����Ƹ���; ���滯����; ��������; ���ɹ���
��ͼ����ţ�TG335.81���� ���ױ�־�룺A
Restraining mechanism of compound of
steel-aluminum rolling bonding composite board
WANG Ping, XIE Pei-pei
(Key Laboratory of Electromagnetic Processing of Materials, Ministry of Education,
Northeastern University, Shenyang 110004, China)
Abstract: Through scanning electron microscopy and metallograph microscopy, the restraining mechanism of steel aluminum rolling bonding interfacial high temperature compound building was investigated. The results show that, by adding alloying element Si to aluminium and nitrogen to steel, the interfacial compound building is obviously restrained. Besides, the more the Si element added is, the stronger the restraining effect is. When the mass fraction of Si is 6.0%, the restraining action is the stronger. Even when the heating temperature is 560 ��, the thickness of the interfacial compound is 2-3 ?m and mostly the portion is Fe2Al5. Because Fe and Al diffuse, the same width of continuous interfacial compound is built. In conclusion, Si evidently restrains the interfacial compound building. The interfacial compound of mechanism is clarified by thermodynamics theory building.
Key words: rolling bonding; interfacial compound; restrain; formation rule
��-�����ϲ��Ͼ��иֵĸ�ǿ�ȡ����Ժ���ĥ���Լ����ĵ��ܶȺ���ʴ�Ե��ص�, ����������������ʹ��Ҫ��, Ϊ��, ���ǽ��д������о�����, ���ѻ�������м�ֵ�Ľ��[1-4]����������[5]�ֱ���������������-��������ϲ��ϵĿ��еĸ��ϼ��������Ը����Ϸ����Ĺ����ص㣬��Ҫ���ղ���������Ҫ����з�����Ƚϡ�����-�����Ƹ��Ϻ�, ������������γɻ������, ���������Ӱ��˫�������ϲ������ܵĹؼ�����, �ǽ��洦�������ѵ���Ҫԭ��, �ر��Ƕ��ڸ����¸��ϲ��ϵ�Ӧ��������Ҫ�����, Ҫ��ø�Ʒ�ʵĸ��ϲ���, �������ƻ������IJ��������Ǹ��ϲ����ܷ�㷺Ӧ�õĹؼ�����, Ҳ��Ŀǰ��û�н�������⡣2007�꣬��Ⱥ���[6]��ͨ���ڸ�-�����ϲ��Ͻ�������Si��Zn��Mn��Ni���Ͻ�Ԫ������ǿ��/������Ľ��ǿ��, ��߸�-�����ϲ��ϵ�Ӧ�����ܡ��ԺϽ�����а���ǿ�ȵIJ���, ����XRD����˽�Ͻ�����۽ṹ�����������Si��Zn�����Ͻ�����������߸�/�����ϰ�������ܡ��������������Ƹ��ϵĸ�-�����ϲ���Ϊ����ͨ�������м��벻ͬ���ĺϽ�Ԫ�ع裬�о����ڸ���ʱ���滯��������ɹ��ɼ������ƻ���, Ŀ����̽����Ը��ϰ�仯�������������������ã�����Ϊ ��-�����ϲ����ڸ����µ�Ӧ�õ춨������
1 ʵ��
�Ͻ��Թ�ҵ����(��99.65% Al����������)�������衢45#��Ϊԭ�ϡ����Ƚ������ͽ�������ȳɺ������ֱ�Ϊ1.0%��1.5%��6.0%��10.0%(��������)�ĺϽ�֮���ڸ��µ���¯���ۻ����ۻ��¶�����Ϊ750 �档�����������������������Ƴ�����Ͻ���������Ͻ����پ������������Ƴ�18 mm��ı������
�Ͻ�����45#�ְ徭��ĥ�����������Ͻ������Ƹ���(�������й�Ԫ�غ���, �ֱ���Ϊ��Ʒ1��2��3��4), ��Ʒ���ϲ��Ϻ��Ϊ2.0 mm���ְ������ı�������50%��70%֮�䣬Ϊ�ȽϹ�Ԫ�ضԸ��ϲ���滯�����Ӱ�죬Ҳͬʱ�Ʊ��˴�����45#�ֵĸ��ϰ壬���ҲΪ2.0 mm, ���Ϊ��Ʒ0��
���ƺõİ������100 mm��200 mmС����ϣ��ڵ���¯�н����˻������˻�Ϊ�ּ��˻𣬼��������¼���1 h��300 �棬�ټ���30 min�ﵽ500��560��610 ��, ������1 h���ù�ѧ�����۲�������滯�������������ò��������ɨ��羵���н��滯��������������
2 ��������
2.1 ���������֯
ͼ1��ʾΪ������45#�ֵĸ��ϰ���������֯����ͼ1���Կ��������滯�����������¶ȵı仯����, ���洦�����Ļ�����߶����¶ȵ����߶��䳤�����¶����ߵ��ٶ�Խ�죬���������ɵ��ٶ�Ҳ��Խ��[2]���¶�Խ�ߣ�ԭ���˶�Խ���ң�������ԭ�ӵ���ɢ��ǿ������ڽ������ɵĻ��������ࡣ�ڽ���û����ֹ������ɢ�����أ���������ԭ�ӿ�����ɢ�����ɺܺ�IJ������Ļ�����㣬����Ӱ�������ǿ�ȡ�
ͼ2��ʾΪ560 �����˻�ͬ�躬����-�����Ͻ��������֯����ͼ2���Կ���, ��560 �����˻�, ��躬��������, ���滯�������ɵ������ڼ��١����ԣ�Si���Ե����ƽ��滯��������ɣ����ڸ�������£��ɹ��谭��-��֮�����ɢ��Si�Ա�֤��-�����ϲ����ڽϸ��¶����˻��������˺ܴ�����ã��������Ƹ�-�����ϲ��ϵĽ������[3]����500��610 ��ʱ����Ԫ�������γɻ�����������ɵ����軯�������-��֮�����ɢ���谭���á���躬�������࣬���ɵ����軯�������࣬�谭������ǿ����Ч�����˽��滯��������ɡ�������躬������(����10.0%����������)�����ɴ��������軯������ﵽ���ͣ�ʹ���軯������������״����ô��������ʹ����ĸ��½��ǿ�����ӣ�������ʹ����Ľ��ǿ�ȼ�����
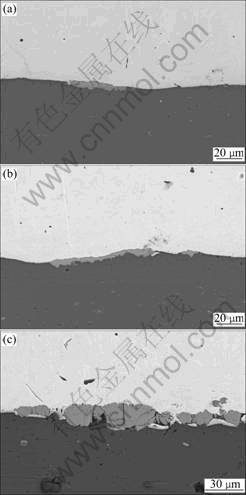
ͼ1 ��ͬ�¶�ʱ��-�����Ͻ�������֯
Fig.1 Microstructures of steel-aluminum composite interfacial at different temperatures: (a) 500 ��; (b) 560 ��; (c) 610 ��
2.2 ɨ��羵�������
Ϊ��ȷ�����滯�������Ҫ�ɷ֣��Ժ�Si��Ϊ1.5%��ͬ�¶��µ��˻������֯����, ��ͼ3��ʾ��
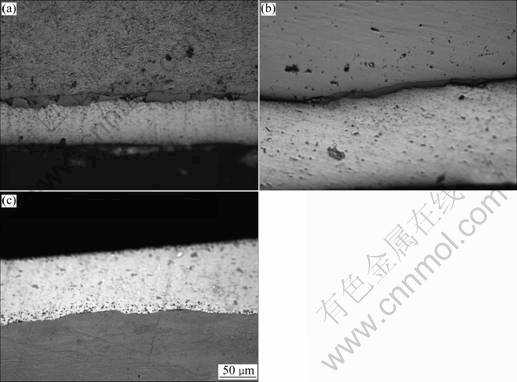
ͼ2 560 ��ʱ��ͬSi�����ĸ�-�����Ͻ��������֯
Fig.2 Microstructures of steel-aluminum composite interfacial with different Si contents: (a) 1.0%; (b) 1.5%; (c) 6.0%
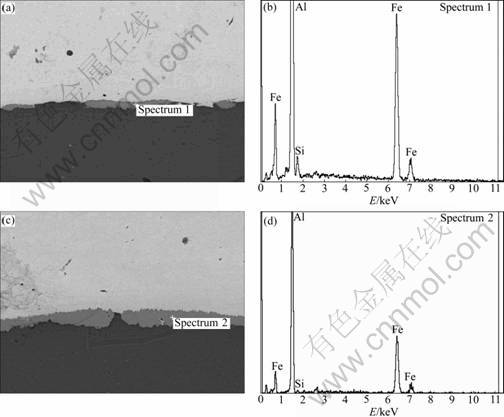
ͼ3 ������1.5%ʱ��ͬ�¶����˻Ͻ����SEM��EDS��
Fig.3 SEM images ((a), (c)) and EDS patterns ((b), (d)) of component interface with 1.5% Si annealed at different temperatures: (a), (b) 560 ��;(c), (d) 610 ��
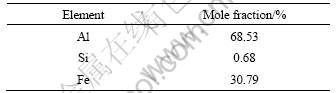
��ͼ3���Կ���, �����Ͻ���ָ��ϲ���һ���¶��˻�����ǵĽ��滯����ijɷ���Al��Fe��SiԪ�ص��γɵĻ�����ڱ�1��(560 ��ʱ)��Ħ����Ϊn(Fe):n(Al):n(Si)=11:30:1�������ɵĻ����ﻯѧʽΪ (FeAl3)10(FeSi)�������ȷ������FeAl3��FeSi��������Ϊ�ڸ������������еĹ��ܶȺ�С������650 �����������е���ɢ���ʽ�������������ɢ���ʵ����֮һ[7]����ˣ���ԭ����ɢ������Ҫ����ԭ�ӿ�Ķ࣬���¶ȴﵽ560 ��ʱ��ͨ��������Ӧ�γ�FeAl3���ڱ�2�У����¶���610 �棬n(Fe):n(Al)��2:5ʱ�����ڸ��������Ĺ��ܶ��������ԭ���нϸߵ���������Fe-Si������������γ�Fe2Al5�ࡣͨ���ȽϿ��Կ�����Si��560 ������ʱ, �ɹ������ƽ��滯��������������¶����ߵ�610 ��ʱ, Si���������þ����Ա���, ʹ�������ɵĻ�������ҪΪFe2Al5�ࡣ
��1 ��1.5%Si���Ͻ��澭560 ���˻��ijɷַ���
Table 1 Component analyses of component interface with 1.5% Si after annealing at 560 ��

��2 ��1.5%Si���Ͻ��澭610 ���˻��ijɷַ���
Table 2 Component analyses of component interface with 1.5% Si after annealing at 610 ��
2.3 ���滯�������ɵĻ�������
����ԭ�ӱ��͵�״̬�£��ڸ��������ϵķ�Ӧ��ɢ�����������γɵ�Fe-Alϵ������Ӧ����FeAl�࣬�����FeAl2��Fe2Al5��[8-12]����Fe3Al�����¶ȸ���500 �������Dz������γɣ���Ϊ����ʱFe3Al�������������Ϊ��ֵ������FeAl2Ϊ����̬�������������ϵĹ��������ɵĿ����Ժ�С��������¶�ʱ�����������з�Ӧʽ�ֽ�:
3FeAl2=Fe2Al5+FeAl ,  -5 191.63 J
-5 191.63 J
���, �ۺ����Ϸ���, ���ֻ����������˳����FeAl��FeAl2��Fe2Al5�����ԣ��������ɵĽ��滯����Ӧ����Fe2Al5������,���ڹ�Ԫ�صļ���,�� Fe-Si����������������ܱ��κε�Fe-Al�����������������ֵ���ö�[13]����ˣ��ڸ������洦�����γɵ���Fe-Si�����Fe-Si��������п��ܳ�Ϊ����ԭ����� ɢ���ϰ���
3 ����
1) ���滯���������˳��������FeAl��FeAl2�� Fe2Al5��
2) ��Ԫ�صļ�����Ч���ƽ�����������������ɣ��谭��������֮��Ļ�����ɢ�������ӻ�����ֹFe2Al5������ɣ��ڸ������Ա��ֽϸߵĽ�����ǿ�ȡ�
REFERENCES
[1] �ھ���, Т����, ��Ⱥ��, ����Ӣ, ���. ������״���ϼ��������½�չ[J]. �����о�ѧ��, 2000, 14(1): 1-5.
YU Jiu-ming, XIAO Yun-zhen, WANG Qun-jiao, FANG Xiao-ying, CUI Guang-zhu. New development of technology of clad metal [J]. Chinese Journal of Materials Research, 2000, 14(1): 1-5.
[2] ������, �� ��, ����Ȫ. ��/�ֱ�ը���Ͻ����������[J]. ���Ϲ���, 2006, 11: 1-5.
WANG Jian-min, ZHU Xi, LIU Run-quan. Aluminum/steel composite interface of microscopic analysis [J]. Journal of Materials Engineering, 2006, 11: 1-5.
[3] VENDRA L J, RABIEI A. A study on aluminum��steel composite metal foam processed by casting [J]. Materials Science and Engineering A, 2007, 465(1/2): 59-67.
[4] �� ΰ, ��־��, ����. �Ƚ������������������֯�����γɻ����о���״[M]. ��е���̲���, 2006, 30(1): 1-4.
ZHANG Wei, FAN Zhi-kang, GUO Xian-jun. Summary of coating formation mechanism and microstructuring hot dip aluminizing on steel [M]. Materials and Mechanical Engineering, 2006, 30(1): 1-4.
[5] ������. ��-��������ϲ��Ϲ�̬���ϼ�����Ӧ��[J].���ֵ��ӹ�ҵѧԺѧ��, 2004, 24(3): 91-94.
YANG Lian-fa. The solid union technology for manufacturing laminated composite materials of aluminum and steel [J]. Journal of Guilin University of Electronic Technology, 2004, 24(3): 91-94.
[6] ��Ⱥ��, �� ��, ���ղ�, ������, ȫ ��. �����ϽԸ�/�����ϰ�����Ӱ����о�[J]. ����ұ��ߵ�ר��ѧУѧ��, 2007, 23(1): 1-5.
SONG Qun-ling, MA Juan, HU Yue-bo, ZHANG Wen-li, QUAN Hong. Towards influence of interfacial microalloy on the capacity of St-Al bimetallic plate [J]. Journal of Kunming Metallurgy College, 2007, 23(1): 1-5.
[7] ��ΰ��, ������. ������Ͻ�ĵ绯ѧ�ȴ���[M]. ����: ��е��ҵ������, 1989.
FENG Wei-nian, LIU Xian-shu. Electrochemical heat treatment of the metal and alloy [M]. Beijing: China Machine Press, 1989.
[8] �ߺ���, ��Ծ��, ������, �� ��, �Ʋ���, ����ƽ. Fe-Alϵ�����仯�����ײ��ϵ��Ʊ���Ҳ�ṹ����[M]. ��ĩұ����Ͽ�ѧ�빤��, 2009, 14(4): 1-6.
GAO Hai-yan, HE Yue-hui, SHEN Pei-zhi, JIANG Yao, HUANG Bo-yun, XU Nan-ping. Fabrication and pore structure characteristics of porous Fe-Al intermetallics [M]. Materials Science and Engineering of Powder Metallurgy, 2009, 14(4): 1-6.
[9] BAY N. Cold welding [J]. Journal of Engineer for Industry, 1997, 101(2): 121-127.
[10] SINGER A R E. The principle of spray rolling of metal [J]. Met and Mat, 1970, 4: 246-252.
[11] MCKAMEY C G. A review of recent developments in Fe3Al-based alloys [J]. J Mater Res, 1991, 6(8): 1779-1788.
[12] LESZCYNSKI T. Structure and property of St41/A1 cladding joint [J]. Biuletyn Instytutu Spawalnictwa, 1991, 35(2/3): 36-40.
[13] �����. �ֲĵ��Ƚ�����[M].ұ��ҵ������, 1995: 6-24.
LIU Bang-jin. Steel products of the hot-dip aluminizing [M]. Metallurgical Industry Press, 1995: 6-24.
(�༭ ����)
������Ŀ�����Ҹ����о���չ�ƻ�������Ŀ(2009AA03Z534); �����ص�����о���չ�ƻ�������Ŀ(2005CB623707); ����ʡ��Ȼ��ѧ����������Ŀ(20082036); �ߵ�ѧУѧ�ƴ������Ǽƻ�������Ŀ(B07015)
ͨ�����ߣ��� ƽ������, ��ʿ���绰��13304049002��E-mail: wping@epm.neu.edu.cn

