微型点焊时电极表面熔敷TiC涂层对电极失效的影响
董仕节1, ZHOU Norman2
(1. 湖北汽车工业学院 材料工程系, 十堰 442002;
2. Department of Mechanical Engineering, University of Waterloo, Waterloo, Ontario N2L 3G1, Canada)
摘 要: 研究了表面处理对微型点焊镀镍钢板和镍板时电极失效的影响。 结果表明: 微型点焊镀镍钢板和镍板时电极的失效主要是电极头部的塑性变形以及电极和镀镍板之间局部焊接的断裂发生在电极表面而导致的电极磨损; 表面涂敷TiC的CuCrZr电极的寿命(1200点)是CuCrZr电极寿命(600点)的两倍, 表面处理能提高电极寿命的主要原因是表面涂敷的TiC颗粒能阻碍电极和镀镍板之间的局部焊接, 以及减小电极表面的塑性变形。
关键词: 镀镍钢板; 微型点焊;电极失效机制; 表面处理 中图分类号: TG431
文献标识码: A
Effect of TiC coating on electrode tip surface on electrode degradation during micro-resistance spot welding
DONG Shi-jie1, ZHOU Norman2
(1. Department of Materials Engineering,Hubei Automobile Industrial Institute, Shiyan 442002, China;
2. Department of Mechanical Engineering,University of Waterloo, Waterloo, Ontario N2L 3G1, Canada)
Abstract: The effects of TiC coating on electrode tip surface on electrode degradation mechanism were studied during micro-resistance spot welding of nickel-plated steel to nickel sheet. The results indicate that the electrode degradation mechanism is basically caused by deformation at electrode tip and wear due to fracture of local welding between the electrode tip face and sheet happened at electrode surface during micro-resistance spot welding of nickel-plated steel to nickel sheet. The electrode tip life of CuCrZr electrode with TiC coating (1200 welds) doubles that of CuCrZr electrode (600 welds), because the TiC particles contained in the coating deposits can prevent local welding between the electrode surface and nickel-plated steel, then decrease the deformation of electrode surface.
Key words: nickel-plated steel; micro-resistance spot welding; electrode degradation mechanism; surface treatment
微型点焊已被广泛应用于微电子、 通信及医疗器件的连接和组装中。 在微型点焊中, 由于电极没有循环水冷却, 电极容易失效, 并成为微型点焊过程中较为严重的问题。 有关点焊镀锌钢板时电极失效和微型点焊镀镍钢板和镍板时电极失效的研究已有一些报道[1-3], 但有关电极表面处理对微型点焊镀镍钢板和镍板时电极失效的影响研究甚少, 因此本文作者重点研究了电极表面处理对微型点焊镀镍钢板时电极失效的影响。
1 实验
微型点焊的示意图如图1所示。 微型点焊是采用HF2型直流焊接电源和88A微型点焊机进行的, 微型点焊的工艺示意图如图2所示。 由于采用直流电源, 热电偶现象导致阳极的产热大于阴极的产热, 使得阳极点焊产生的熔核直径大于阴极点焊产生的熔核直径。 为了保证每次焊接所得到的两个焊点直径相同, 只有通过增大阳极的压力或减小阴极的压力来实现[4], 因此焊接规范中两个电极的压力不相同。 焊接所采用的电极尺寸如图3所示。 实验电极为Cu-0.84%Cr-0.05%Zr(简称CuCrZr电极)以及表面处理后的CuCrZr电极。 对电极的表面处理采用一种特殊震动熔敷方法进行, 该处理主要集中在电极的头部, 表面处理后得到的涂敷层厚度
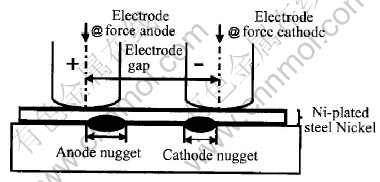
图1 微型点焊装置示意图
Fig.1 Schematic diagram of micro-resistance spot welding

图2 微型点焊工艺示意图
Fig.2 Technical parameters of micro-resistance spot welding
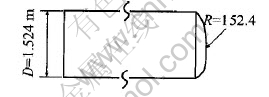
图3 电极结构示意图
Fig.3 Schematic diagram of structure of electrode
为10~15μm, 涂层的主要成分是铜基TiC。 上焊件为0.1mm厚的镀镍低碳钢板, 镀镍层厚为3~7μm, 下焊件为0.3mm厚的纯镍板。 对焊接过程中焊点熔核直径和电极头部直径进行跟踪, 具体方法是每100个焊点中的前5个焊点用以做焊接撕裂试样, 撕裂实验在 Romulus Universal Materials Tester实验机上进行, 测量撕裂后焊点熔核的大小(见图4), 以焊点熔核直径下降到0.1mm时作为判断电极失效的标准。 在点焊过程中, 开始焊接时和以后每焊完100个焊点后都测量电极头部直径的大小, 其方法是将电极在垫有复写纸的白纸上敲打一下, 测量在白纸上留下痕迹的直径就是电极头部的直径。 并且对实验过程中的电极表面和焊点表面以及失效后的电极进行形貌观察及能谱分析。
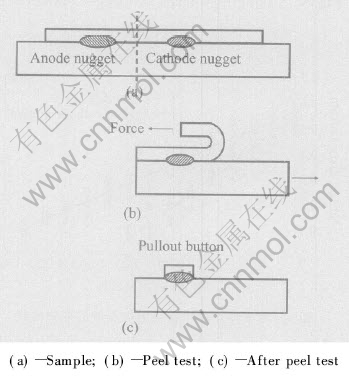
图4 撕裂实验示意图
Fig.4 Schematic diagram of peel test
2 实验结果
图5所示为CuCrZr电极在点焊镀镍钢板和镍板时阳极焊点和阴极焊点熔核直径随焊点数的变化曲线。 从图5可以看出, 随焊点数的增加, 阳极焊点的熔核直径和阴极焊点的熔核直径都下降, 但阴极焊点的熔核直径下降要快得多, 当焊到第600个焊点时, 阴极焊点的熔核直径已经接近0.1mm, 而阳极焊点的熔核直径还有0.45mm左右, 即阴极电极先失效并且电极的寿命为600点, 因此在以后的研究中只考察阴极电极和阴极焊点熔核的变化。 图6所示为没有表面处理的CuCrZr电极和表面处理后CuCrZr电极在点焊镀镍钢板和镍板时阴极焊点的熔核直径的变化。 从图6可以看发现, 表面处理后CuCrZr电极的寿命到达了1200点, 是没有表面处理CuCrZr电极寿命的2倍。

图5 焊点熔核的直径随焊点数的变化曲线
Fig.5 Changing curves of nugget diameter of electrode as function of welds

图6 阴极焊点熔核直径随焊点数的变化曲线
Fig.6 Changing curves nugget diameter of cathode as function of welds
图7所示为两种电极在使用过程中阴极电极头部直径的变化曲线。 从图7可以看出, CuCrZr阴极电极和表面处理后的CuCrZr阴极电极头部的直径随焊点数的增加都增加, 但表面处理后的阴极电极头部直径增加的速度小于没有表面处理后的阴极电极头部直径增加的速度。
图8所示为在第400个焊点时两种阴极电极头部的扫描电镜照片。 从图8可以看出, 在相同的焊点时, CuCrZr电极头部的直径(见白环)大于表面

图7 阴极电极头部直径随焊点数的变化曲线
Fig.7 Changing curves electrode tip diameter of cathode as function of welds

图8 第400个焊点时阴极电极头部的电镜扫描照片
Fig.8 SEM images of cathode electrode tip surface after 400 welds
处理后CuCrZr电极头部的直径。 图9所示为两种电极失效后电极头部的扫描电镜照片。 可以看出, 没有表面处理的CuCrZr阴极电极失效后(第800个焊点)的头部直径和表面处理后的 CuCrZr 阴极电极失效后(第1300个焊点)的头部直径基本相等。 图10所示为表面处理后的电极头部截面的扫描电镜照片。 图11所示为表面涂层的X射线衍射谱, 从图11可以看出 表面涂层主要是由Cu基和TiC组成。
3 分析与讨论
3.1 电极的失效机制
在微型点焊镀镍钢板和镍板时, 焊点熔核直径

图9 电极失效后阴极电极头部的电镜扫描照片
Fig.9 SEM images of cathode electrode tip surface after electrode failure

图10 表面处理后的电极头部截面电镜照片
Fig.10 SEM image of cross section of coated electrode

图11 电极表面涂层的X射线衍射谱
Fig.11 XRD pattern of deposits on electrode surface
随焊点数增加而下降的主要原因是电极头部直径随焊点数增加而增加, 电极头部直径的增加使得点焊时电极头部的电流密度下降, 从而产生不了满足工艺要求的点焊熔核致使电极失效[5-7]。 普通点焊时, 焊件与焊件之间之所以能形成点焊熔核是因为在焊件与焊件之间存在较大的接触电阻并且有电流通过, 同样在电极与焊件之间也存在接触电阻, 并有电流通过, 因而电极与焊件之间也存在焊接的可能, 只不过由于电极与焊件的接触电阻小于焊件与焊件的接触电阻[8, 9], 且电极的导热快(电极的导热率高)并且有冷却水通过, 使得电极与焊件之间的焊接没有焊件与焊件之间的焊接容易。 但在微型点焊中, 电极没有冷却水通过, 导致电极与焊件之间产生焊接的可能大于普通的点焊。 图12所示为未表面处理的CuCrZr电极点焊的阴极焊点表面形貌, 分析表明在阴极电极和焊点表面接触的部位存在大量的Cu元素; 而对相应的电极头部的成分分析表明, 在电极表面只有很少的Ni和Fe, 说明在每次点焊时, 都有Cu元素从电极转移到焊点表面。 图13所示为微型点焊镀镍钢板和镍板时焊点表面的高倍扫描照片和相应的Cu元素的面扫描, 对比图13(a)和 13(b)就可以看出, 在焊点表面有凸起的地方就有Cu元素聚集, 说明在点焊时电极表面的Cu元素在凸起的地方向焊点表面进行了转移。 图
图12 未表面处理的CuCrZr电极点焊的阴极焊点表面的扫描照片
Fig.12 SEM image of cathode weld surface of uncoated CuCrZr electrode
14(a)所示为图13(a)中凸起区域P的局部高倍形貌, 图14(b)所示为图14(a)凸起区域P相对应的电极表面的高倍形貌, 它是点焊时在电极和镀镍板之间存在局部焊接的断裂证据, 同时又是电极磨损证据。 从图14可知, 焊点表面的A、 B、 D点的Cu来自于电极表面的A′、 B′、 D′点, 即在A、 B、 D点产生了局部焊接, 而C点没有局部焊接, 所以在电极表面C′点的Cu就没有留在焊点表面的C点上。 图14说明在点焊时电极和镀镍板之间在局部(焊点表面的A、B、 D点)产生了焊接, 点焊完成后在外力的作用下电极和镀镍板之间的分离使得局部焊接的部位产生断裂, 由于镀镍钢板的强度最高、 电极和焊件结合强度其次、 电极的强度最低, 因而断裂发生在强度最弱的电极次表面上, 所以造成了焊点表面有较多的Cu元素和电极表面只有很少的Ni、 Fe元素, 焊点表面的Cu来自于电极表面, 即发生了电极表面的Cu向焊点表面的转移(如焊点表面的A、 B、 D点), 这种转移的结果即电极磨损, 每次点焊电极磨损的积累使得电极头部直径随焊点数增加而增加, 最终成为导致电极失效的一个主要原因。
造成阴极电极头部直径增加的另外一个原因即电极头部的塑性变形。 图15所示为第400个焊点后CuCrZr电极纵截面的电镜照片, 图15(a)所示为整个电极纵截面的形貌, 由图可知A, B点处均产生了塑性变形。 深入研究发现塑性变形基本上集中在电极和焊件接触的边缘, 即图8中的白色圆环部位。 由于电极直径较小, 其纵截面无法正好位于电极的轴心, 图15中所示的纵截面即图8(a)的白色圆环边缘, 所以点A, B两处的塑性变形就很靠近。 电极表面产生塑性变形和电极表面的工作温度和压力有关, 电极只有工作在软化温度以上以及电极的工作压强大于工作温度下的蠕变强度才能产生塑性变形[10]。 微型点焊镀镍钢板和镍板时电极头部的硬度分布实验证实电极头部的工作温度在900℃以上, CuCrZr电极材料的软化温度只有550℃[11], 而且此时电极的工作压强也大于CuCrZr电极材料在900℃的蠕变强度, 因而电极在点焊镀镍

图13 图12中区域A的局部高倍扫描照片和Cu元素的面扫描分布
Fig.13 Local SEM images of area A in Fig.12 (a) and corresponding elemental distribution of Cu(b)

图14 图13中P区域的局部高倍扫描照片和相对应的电极头部表面扫描照片
Fig.14 Local SEM images of area P in Fig.13 and corresponding electrode tip surface
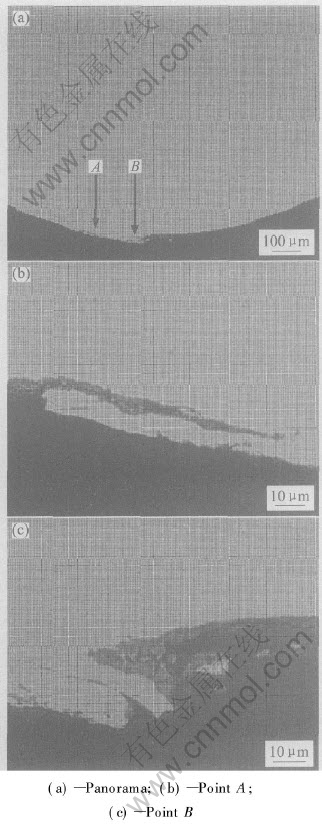
图15 第400个焊点后CuCrZr阴极电极纵截面的电镜照片
Fig.15 SEM images of cross section uncoated CuCrZr cathode electrode after 400 welds
钢板和镍板时将产生塑性变形。 电极头部的这种磨损和塑性变形, 使得电极在使用过程中头部直径不断增加(图7), 致使焊点直径逐级下降(图5, 6), 从而导致电极失效。
Holliday等[12]认为点焊电极在使用过程中的失效除了磨损和塑性变形两种最基本的机制外, 还有第三种机制, 即被焊金属和电极之间产生的合金产物粘附存在于电极表面而导致电极头部的直径增加。 但在微型点焊镀镍钢板和镍板时没有出现Holliday等[12]发现的第三种机制。 本文作者认为电极在点焊过程中是产生合金产物粘附于电极表面还是电极表面产生磨损取决于电极的强度、 焊件(或焊件表面镀层)的强度以及电极和焊点局部焊接强度之间的大小, 如果三者之间电极的强度最低(如本研究中的情况), 电极头部就会产生磨损; 如果焊件的强度最低(如焊接铝合金), 电极头部就会产生合金粘附物[13, 14]; 如果电极头部和焊点局部焊接的强度介于焊件和电极之间, 电极磨损和电极表面的粘附都会发生[15]。
3.2 表面熔敷TiC涂层对电极失效的影响
图16所示为表面处理后电极在微型点焊镀镍钢板和镍板时典型的阴极焊点表面形貌(第200个焊点), 分析表明, 表面处理后阴极焊点表面的Cu元素含量比没有表面处理电极阴极焊点表面的Cu元素要少。 图17(a)所示为图16中区域P的高倍照片及其相应区域的Cu元素面扫描分布。 从图可以看出, 区域A′, B′, C′, D′基本上没有断裂痕迹和Cu元素存在。 图17(b)所示为图16中相应电极的高倍形貌及其Ti元素的面扫描分布。 对比图17(a)和(c)可以发现, 焊点表面区域A′, B′, C′, D′和电极表面的区域A, B, C, D能很好地对应; 而图17(b)中的区域A, B, C, D则是Ti元素集中的区域, 即区域A, B, C, D是电极表面存在TiC的区域, 所以电极表面有TiC的区域相对应的焊点表面就没有断裂痕迹和Cu元素分布。 这是由于TiC是高熔点(3433℃)和高硬度的陶瓷[16], 在微型点焊的焊接温度下, TiC不可能和焊件表面产生局部焊接, 所以电极表面涂敷TiC颗粒能阻碍微型点焊

图16 表面处理后CuCrZr电极的阴极焊点表面的扫描照片
Fig.16 SEM image of cathode weld surface of coated CuCrZr electrode

图17 表面处理后CuCrZr电极的阴极焊点表面和电极表面局部断裂的形貌
Fig.17 Local SEM images of cathode weld surface and corresponding coated electrode surface
时电极和焊件的局部焊接, 减少电极表面的Cu元素向焊点表面转移, 从而降低电极的磨损速度。
由于微型点焊时电极表面的温度较高, 电极表面在焊接时较软, 在焊接压力作用下电极表面大多数TiC颗粒总是镶嵌在电极的表面而不是被磨损。 图18所示为表面处理的电极失效后(1300点)电极表面的形貌。 从图中可以看出, 电极表面还存在很

图18 表面处理的CuCrZr电极失效后的表面形貌
Fig.18 SEM image of coated electrode surface after electrode failure
多的TiC颗粒。 在点焊过程中TiC颗粒总是存在表面处理的电极表面, 使得电极的表面好像有一层TiC增强铜基复合材料存在, 这层复合材料的存在对降低电极头部的塑性变形也有一定的作用。 实验发现表面处理后电极头部的塑性变形比没有表面处理的电极头部的塑性变形要小。 正是由于电极表面涂敷TiC能阻碍电极的磨损和一定程度上减小电极头部的塑性变形, 所以使得电极头部直径的增加速度小于没有表面处理的电极头部直径的增加速度(图7), 从而提高了电极的使用寿命。
4 结论
1) 微型点焊镀镍钢板和镍板时电极失效机制主要是电极头部的磨损和电极头部的塑性变形。 磨损主要是由于电极和焊点局部焊接的断裂发生在电极头部表面造成的。
2) 表面涂敷TiC的CuCrZr电极的寿命(1200点)是CuCrZr电极寿命(600点)的两倍, 表面处理能提高电极寿命的主要原因是表面涂敷的TiC颗粒能阻碍电极和镀镍板之间的局部焊接以及减小电极表面的塑性变形。
REFERENCES
[1]Holliday R, Parker J D, Williams N T. Electrode deformation when spot welding coated steels[J]. Welding in the World, 1995, 35(3): 160-164.
[2]Takahashi Y, Saito T. Electrode tip wear and tip life in resistance spot-welding of organic composite coated steels, study of resistance spot-welding of coated steels(1)[J]. Welding International, 1994, 8(4): 262-268.
[3]Chatterjee K L, Waddell W. Electrode wear during spot welding of coated steel[J]. Welding & Metal Fabrication, 1996, 3: 110-114.
[4]Pacjet R S. The effects of polarity on the resistance welding process[J]. Unitek Equipment, 2000, 3(2): 4-5.
[5]Dong P, Li M V, Kimchi M. Finite element analysis of electrode wear mechanisms: face extrusion and pitting effects[J]. Science Technology of Welding and Joining, 1998, 3(2): 59-64.
[6]董仕节, Zhou Norman. 点焊镀锌钢板时电极表面熔敷TiC涂层对电极失效的影响[J]. 中国有色金属学报, 2005, 15(2): 184-191.
DONG Shi-jie, Zhou Norman. Effect of TiC coating in electrode tip surface on electrode degradation during resistance spot welding zinc coated steel[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(2): 184-191.
[7]Holliday R J. Mechanisms of Electrode Growth During Spot Welding of Coated Sheet Steels[D]. Swansea: University of Wales, 1996.
[8]O′brien R L. Welding Handbook (Vol.2)[M]. 8th. Miami: American Welding Society, 1991.
[9]Mallya U D. Effects of contact resistance in resistance welding of aluminum[J]. Welding Journal, 1984, 63(3): 41s-44s.
[10]Parker J D, Williams N T, Hollidag R J. Mechanisms of electrode degradation when spot welding coated steels[J]. Science and Technology of Welding and Joining, 1998, 3(2): 65-74.
[11]Oart D H. The Effect of Zinc Coating in Resistance Spot Welding Galvanized Steel[D]. Ohio: State University, 1967.
[12]Holliday R J, Parker J D, Williams N T. Relative contribution of electrode tip growth mechanisms in spot welding zinc coated steels[J]. Welding in the World, 1996, 37(4): 186-193.
[13]Kucza J C. Aluminum as-rolled sheet for automotive applications-effect of surface oxide on resistance spot welding and adhesive bonding behavior[J]. SAE Trans, 1997, No970013: 15-20.
[14]Matsumoto J, Mochizuki H. Spot welding of aluminum alloy-electrode life for various electrodes[J]. Welding International, 1994, 8(6): 438-444.
[15]Prabhjit S. Wear Mechanism and Technology Improvement of TiC cap Electrode for Resistance Spot Welding[D]. Waterloo: The University of Waterloo, 2002.
[16]James F, Shackelford, Alexander W. Materials Science and Engineering Handbook[M]. 3rd ed. Florida: CRC Press LLC, 2001. 238-650.
(编辑龙怀中)
基金项目: 湖北省教育厅创新团队资助项目(鄂教科[2003]7号) ; 教育部留学回国人员科研启动基金资助项目(教外司留[2004]527号)
收稿日期: 2005-05-09; 修订日期: 2005-08-08
作者简介: 董仕节(1965-), 男, 教授, 博士
通讯作者: 董仕节, 教授, 博士; 电话: 13508683572; 传真: 0719-8260748; E-mail: dongsjsj@sina.com

