����ϡ����Դ��ȡ������̵���ɫ��ѧ��չ������
��Դ�ڿ���ϡ�н���2017���5��
�������ߣ������� ��С�� ���� �Ź���
����ҳ�룺604 - 612
�ؼ��ʣ�ϡ����Դ;��ȡ����;��ɫ��ѧ;����;
ժ Ҫ���ҹ������ϡ����Դ�ص�����������һϵ���Ƚ���ұ�����뼼�����ƹ�Ӧ��,����ϡ����ҵ��ģ������,��Դ�뻷�������ѳ�Ϊ��Լϡ����ҵ�����ɳ�����չ��ƿ����Ϊ��,����������ϡ��ұ��������ҵ�ķ�չ��״�����ٵ���ս,�ص�����˰�ͷ�����ϡ�����Ĵ���̼����Ϸ�������ϡ����ĵ�����ɫ��ȡ�����¹��ռ�Ӧ�����,��Ҫ����������ϡ��ԭ�����һ�廯�¼�������һ����ͷ�����ϡ������ɫұ�����빤�ա���̼�����ް��������ᴿϡ���¹��յ�,Ϊ�ҹ�ϡ����Դ��Ч�������ṩ�������ļ���֧�š�ͬʱ���ϡ����ȡ������һ���������������Դ�����ʡ�����ѭ�����á���Ⱦ�����ŷŵ���ɫ��ѧ����չ��
ϡ�н��� 2017,41(05),604-612 DOI:10.13373/j.cnki.cjrm.XY17030028
������ ��С�� ���� �Ź���
������ɫ�����о���Ժϡ�����Ϲ��ҹ����о�����
����ϡ���²��Ϲɷ�����˾
�ҹ������ϡ����Դ�ص�����������һϵ���Ƚ���ұ�����뼼�����ƹ�Ӧ��, ����ϡ����ҵ��ģ������, ��Դ�뻷�������ѳ�Ϊ��Լϡ����ҵ�����ɳ�����չ��ƿ����Ϊ��, ����������ϡ��ұ��������ҵ�ķ�չ��״�����ٵ���ս, �ص�����˰�ͷ�����ϡ�����Ĵ���̼����Ϸ�������ϡ����ĵ�����ɫ��ȡ�����¹��ռ�Ӧ�����, ��Ҫ����������ϡ��ԭ�����һ�廯�¼�������һ����ͷ�����ϡ������ɫұ�����빤�ա���̼�����ް��������ᴿϡ���¹��յ�, Ϊ�ҹ�ϡ����Դ��Ч�������ṩ�������ļ���֧�š�ͬʱ���ϡ����ȡ������һ���������������Դ�����ʡ�����ѭ�����á���Ⱦ�����ŷŵ���ɫ��ѧ����չ��
��ͼ����ţ� TF845
����飺������ (1983-) , ��, ɽ��������, ��ʿ�о���, ������ʦ, �о�����:ϡ��ұ����;E-mail:fengzongyu1120@163.com;;��С��, ���ڼ�������ʦ;�绰:010-82241180;E-mail:hxw0129@126.com;
�ո����ڣ�2017-03-06
�������ҿƼ�֧�żƻ���Ŀ (2015BAB16B01, 2015BAB16B03);������Ȼ��ѧ������Ŀ (51504034, 51674037) ����;
Feng Zongyu Huang Xiaowei Wang Meng Zhang Guocheng
National Engineering Research Center for Rare Earth Materials, General Research Institute for Nonferrous Metals
Grirem Advanced Materials Co., Ltd.
Abstract��
A series of advanced extraction and separation technologies have been developed by China and widely applied in the rare earth industry according to the characteristics of rare earth resources. However, resources and environment issues have become the bottleneck problems restricting the healthy sustainable development of the rare earth industry with the increasing of industrial scale of rare earths. Therefore, the development situation and the existing challenges in the rare earth extraction and separation industry have been reviewed in this paper. This paper mainly introduced the typical novel processes and the industrial application situation for the green extraction and separation of Baotou mixed rare earth ore, Sichuan bastnaesite, and ion-adsorbed rare earth ore. These technologies including new technology of ion-absorbed rare earth ore leaching extraction integration, new green technology for Baotou mixed rare earth ore smelting separation, rare earths extraction and separation with low-carbon low-salt as well as free ammonia, provide powerful technical support for the efficient and clean development of rare earth resources in china. Finally, it is proposed that the progress and trend of green chemistry in the extraction and separation of rare earth resources will continue to improve the utilization of resources, recycling of materials, pollution near zero emissions.
Keyword��
rare earth resources; extraction and separation; green chemistry; environment;
Received�� 2017-03-06
ϡ��Ԫ��������зḻ�����صĴš��⡢���������ѧ����, ������������������ܸ��졢Ʒ�ַ�������Ͳ���, ���������Ĺ��ܾ��Ǵ�������������Ʒ������������[1,2,3,4]�����ϡ���ǵ������������չ���¼���������˼��������촫ͳ��ҵ����ȱ�ٻ������ս������, ����Ϊ���ִ���ҵ��ά���ء��͡��²��ϱ��⡱��
����ϡ��������ɺͽṹ����, ��ϡ��Ԫ�ػ�ѧ�������, ����Ԫ�ط���ϵ��С, ��ȡ�������ᴿ�Ѷȴ�, �ǻ�ѧԪ�����ڱ���Ϊ��������ѷ���Ԫ��֮һ[5]��Ȼ������ϡ��Ӧ������IJ�����չ, ϡ��Ԫ�صı������ʵij���������������ָ�������������, ϡ��Ԫ�صľ�����ϡ����˲��ϡ���ѧ��������ʾ������ϡ����Ӳ��ϡ����Բ��ϡ��������������ϵȾ���Ҫ�ߴ�ϡ��������������ܡ����, ϡ��Ԫ�ص���ȡ�����Ϊ��ҵӦ�ñ������Ƚ�������⡣
�ҹ���ϡ�����о���������ʼ��20����50���, ������ʮ���Ŭ��, ȡ���˳��㷢չ������ҹ���ͷ�����ϡ�����Ĵ���̼����Ϸ�������ϡ���� (�ֳ�Ϊ���绯���ܻ���ϡ����) ������ϡ����Դ�ص�, �ҹ��ĿƼ��������о�������һϵ�о�������֪ʶ��Ȩ�IJɡ�ѡ��ұ����, ���㷺Ӧ���ڹ�ҵ����, �����˽������Ĺ�ҵ��ϵ, ʵ���˴�ϡ����Դ�����������������ڴ����Ӧ�ô���Ŀ�Խ��Ŀǰ, �ҹ�ϡ��ұ�����������ﵽ40���/������, ϡ�������Ϊ10~15���, ռ�����ܲ�����90%���ϡ�������ϡ�������������Դ��ڻ����������Ľϸߡ���Դ�ۺ������ʵ͡�������Ⱦ�����⡣��ʮ���塱�ڼ�, �ҹ�ϡ���Ʊ������еİ��������η�ˮ���������Է������������������ҹ����й��������ص��������⡣���, ؽ��������ɫ��̼��ϡ����ȡ���뼼��, ʵ�ָ�Ч���������
�κλ������̾�������������չ�����졢���������Ҹ��¹���, ����ʼ�������������̡��������ĺͳɱ��������Դ�����ʡ�ʵ�ֻ����Ѻú����ŷŵ�Ŀ��, ϡ����ȡ������������⡣������, ϡ������ȡ���뼼���õ��˴���ȸĽ�����, �籱����ѧϡ����ѧ�����ص�ʵ����[6,7]��չ�˸�����ϵ������ȡ����, ������������ȡ����, ���㷺Ӧ����ϡ�������ᴿ���й���ѧԺ�Ϻ��л���ѧ�о���[8]���й���ѧԺ����Ӧ�û�ѧ�о���[9,10,11]�ȿ�չ��������ȡ���ͷ�����ϵ���о�, ��ȡ������Ҫ��չ, ������������ȡ����P507, P204�ͻ�����ȴ�ͳ��ȡ���������������, �������ϡ����ȡ����Ч��, �������ġ�������Ⱦ��������ѧ[12]����˸ƻ��̷���ԭ����-���ŷ�ѡ-���ȡ�Ĺ��մ�����ͷ����ϡ��β��, ���ڻ���β���е��м�Ԫ�ء��й���ѧԺ���̹����о���[13]�����������֧���л���ȡ����Ĥ�ĵ�Ũ�ȴ���ȹ�����Ĥ��ȡ����, �ɽ���Ũ��ϡ����ȡҺ��Ч����������, ��ͷϡ���о�Ժ[14]�����ɹſƼ���ѧ[15]���人���̴�ѧ[16]������������ѧ[17]�ȷֱ��ڰ�ͷ�����ϡ�����Ϸ�������ϡ������ȡ���뷽�濪չ�������о���ȡ�ýϴ��չ��
���Ľ�Χ���ҹ�����ϡ����Դ��Ч�����ȡ, �Լ�ϡ�������ᴿ��ɫ��չ���ش�������, ��Ҫ����������ɫ�����о���Ժ (��ơ�������Ժ��) ������ϡ���²��Ϲɷ�����˾ (��ơ�����ϡ����) ���ϡ����ȡ�����������������Դ�뻷������, ����Ľ��˼·�ͷ���, �Լ������з�����ɫ��̼ұ�������¼������¹��յȷ�����о���չ���ƹ�Ӧ��Ч����
1 ������ϡ������ȡ���̵���ɫ��ѧ��չ
�ҹ�����������ϡ����Դ����ռ�����ܴ�����80%, ����ϡ������ռ�����ܲ�����95%����, ������Ƽ���չ���о������ص�Ӱ�졣������ϡ��ԭ��Ʒλ�� (REO��0.03%~0.15%) , ϡ��Ԫ��������̬�������ڸ�������ճ�������ϡ�������ص�, �ҹ�����������ν�����̼炙���������������ϡ������;�پ������ܳ��ӡ���ȡ�����ᴿ��һϡ���Ķ��ع���, ʵ�ִ��ģ����������ͳ�������̳���ϡ���ܻ����ʲ���70%;��ԭ���ȡ����������, REO�������7~12 t��t-1��̼�5~7 t��t-1, ��������������ˮ, ������Ⱦ����ͻ��;���������ء��ʡ��˵ȷ����Ժ��ظ���, ����������, �����볧���뽨���������Է���ר�ÿ�, ����ȥ·������, �������ذ�ȫ������Ϊ��, ������Ժ������ϡ������˴�Դͷ���������Ⱦ�������˼·[18], �����ӽ������ۡ�������ȡ���ۡ���ȡ����ѧ�ͷ�ƽ��ʶ���ѧ�о�������, ������������ϡ��ԭ�����һ�廯�¼��� (��ͼ1��ʾ) ��
���ݽ�����������о�����������Ҫ��, �״�������ɹ��з���̬�����Ѻ���þ�μ��临����ϵ��ȡ������ϡ�����¼���[19,20,21]��ͨ��������ȡ˫���ģ��, ��ʾ�˲�ͬ������Һ��ȡ�Ĺ���, ��������ˮ�ϰ뾶ԽС����̬Խ��, ��ϡ����ȡ����Խǿ, Fe3+>Fe2+��Mg2+>Ca2+>NH4+>Na+;���뻹ԭ��������, ��ʹ��̬��Ϳ������еĸ�ϡ�� (���ļ���) ������ԭ��Ӧ, ת����̬���γɵͼ�̬���� (��������) �������Һ��, ���ϡ�������ʡ�����, ����������þ/�Ȼ���/���������ȸ�����ϵ��ȡ������ϡ������, ���ݿ��������ɷֵ�����ȡ���ɷ�, ʹ�����н���̬��/þ (������) ��������8~12, �����������ֱ�ֵҪ�����н������:ϡ��������������什�ȡ�൱;����þ�ν�ȡ������ν�ȡ���������ӽ�������ѧ�IJ���, �������Ľ�����������什�ȡ��Ƚ�����13%���ϡ�
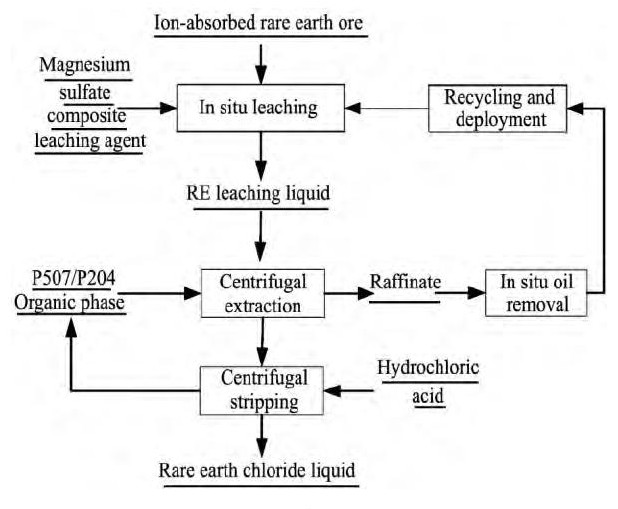
ͼ1 ������ϡ��ԭ�����һ�廯�¼�����������ͼFig.1Process flowchart on new technology of ion-absorbed rare earth ore leaching extraction integration
������ɹ��з�P507/P204���������ȡ����ϡ���¼���, �״�ʵ�ֵ�Ũ�����ӿ�ϡ������Һֱ����ȡ������ø�Ũ���Ȼ�ϡ����Һ�Ĺ�ҵӦ��[22,23,24]��ͻ�Ʒ��������ƽ�����������ȡ����ϡ�����ļ���, ����P507һ��������ȡ�����¼�����P507/P204�ֲ����������ȡ�����¼���, ��������ʷ��롢�黯�������������;ͻ�����ķ��ࡢԭλ���������л���ؼ�����, ������л��������ʧ������;�����豸��ҵ���������ڵ�Ũ��ϡ����Һ��ȡ�Ĵ����ȡ���ͨ�����ͽṹ������ȡ����������, ������ģ�������������⡣���������������ɽ����40������/��ϡ������Һ����һ�廯ʾ���� (��ͼ2��ʾ) , ���н������:�봫ͳ�������, ����������5������, ����ϡ������Һ (REO 0.2~1.0 g��L-1) ֱ����ȡ����������Ũ���Ȼ�ϡ�� (REO 230 g��L-1����) , ��ϡ�����������8%����, ����Һ��������1 mg��L-1����, ѭ�����ڽ���, �ɴ�Դͷ�������ϡ����ҵ�İ�����Ⱦ�ͺ������Է������õ�����, ���ҳɱ�����Ƚ��͡�

ͼ2 ������ϡ��ԭ�����һ�廯�¼���ʵʩ�ֳ�Fig.2Field of new technology of ion-absorbed rare earth ore leaching extraction integration
2 ��ͷ�����ϡ����ұ��������̵���ɫ��ѧ��չ
��ͷ�����ϡ�����������ϴ�������ϡ����, Ŀǰ������50%���ϵ�ϡ��ԭ���ϲ�Ʒ�ɰ�ͷϡ�����������ɷ�̼���Ͷ���ʯ��ɵİ�ͷ�����ϡ����, ����ṹ�ͳɷָ���, �����繫��Ϊ��ұ�����֡��ҹ�ϡ�������߳��������ڸÿ��ұ�����빤���о�, ������ͷϡ�����ս, ���������ᱺ�շ����ռ�ֽⷨ��̼���Ʊ��շ��������Ȼ������糡�ֽⷨ�ȶ��ֹ�������, Ŀǰ�ڹ�ҵ��Ӧ�õ�ֻ�����ᷨ���ռ������90%�İ�ͷϡ�������������Ժ���������ɹ��ĵ��������ᷨר������ұ��, ����ͷϡ������Ũ����ǿ�����շֽ⡢ˮ�����кͳ��Ӻ�õ�����ϡ����Һ, Ȼ�����̼麟���-�����ܽ����P507/P204��ȡת��Ϊ����Ȼ�ϡ����Һ, ����P507������ȡ���롣�ù��ռɿ�, �����������ģ����, �Ծ���ƷλҪ��, ���гɱ���, ϡ�������ʸߡ�
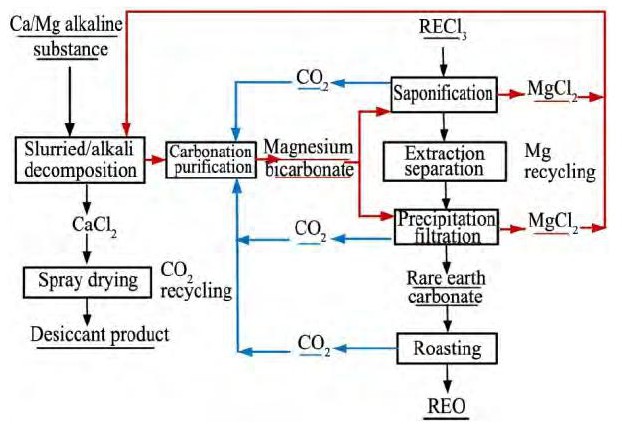
����������ϵ��ϡ����������һ�ۼ�������ӡ�����ӷ�Ӧ��������ϡ�����γ���, ���, ������ϡ������Һ���ӡ���ȡ����ת�͵ȹ�����ʹ������þ�۵������, ��������ϵ�д�������ĸơ�������������, �����������ĺ�������þ��ˮ, ����������ᾧ�Ṹ������·����ȡ�豸��, �������������ʱ���ȡ����, ����Ӱ��ϡ����ȡ�����Ͳ�Ʒ����, ��ˮ����ѭ�����á�Ϊ�˽����������, 2010������, ������Ժ������ϡ�����ͷϡ������ص�, �ɹ���������̼����þˮ��Һ�����������ȡ�������һ����ͷ�����ϡ������ɫұ�����빤��[25,26] (��ͼ3, 4��ʾ) ��
��ͼ3���Կ���, �¼�������ұ��������̲���������þ��ˮ�ͻ��յ�CO2�������ƽ���̬̼����þ��Һ, ��������þ�������ᱺ�տ�ˮ�����кͳ��Ӽ�����P204/P507��ȡת�������ϡ��������, ����̼����þ��Һ�������ᱺ�տ�, �����ڽ���ϡ����ͬʱ�������Ტ�кͳ���, ʹ�����ס��ʵ����������γɳ����������, ���������ϡ���Ľ�����, ʵ���˽����кͳ��Ӽ��������̡�һ�ٶ�á���Ч����Ȼ��, ���õ�̼����þ��Һ����P204/P507�������þ������ȡ���顢�������ƽ�����, ��һ������, ���ϡ�������ʡ����, ͨ���кͳ���ת�ͺ�̼���ᴿ�����ؼ�����, ����ˮ�е�Mg2+ת��Ϊ̼����þ��Һ, ʵ�ָ�þ���ӵķ����̼����þ��Һ�ĸ�Чѭ���Ʊ�, ����˺��ơ�þ��ˮѭ�������ײ�������ƽᾧ, �����豸�Ṹ���ܵ��������Ͼ����⡣�����������������ް����ŷ�, ʵ������þ��ˮ��CO2��ѭ������, �����������������ʶ���ȡ���̵�Ӱ��, ����Ƚ��ͻ���Ͷ��������ɱ�, ʵ��ϡ����ɫ��������Ч���������Ŀǰ, �ü����Ѿ��ڸ���ϡ���²��Ϲɷ�����˾�Ľ����괦����ͷ�����ϡ������30000 t����һ����ɫұ������������, �����������ҵ���������þ��ˮ����������ƽṸ����, ����һ�������ϡ�������ʡ�
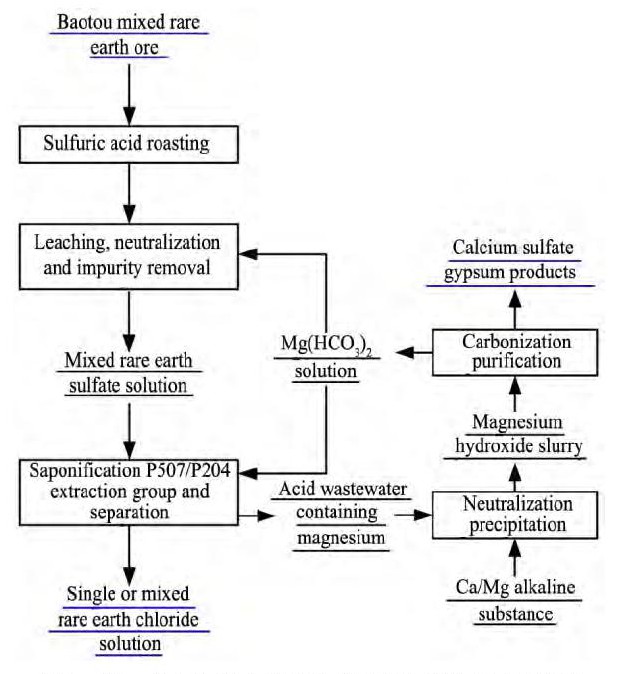
ͼ3 ��һ����ͷ�����ϡ������ɫұ�����빤������Fig.3Process flowchart on new green technology for Baotou mixed rare earth ore smelting separation
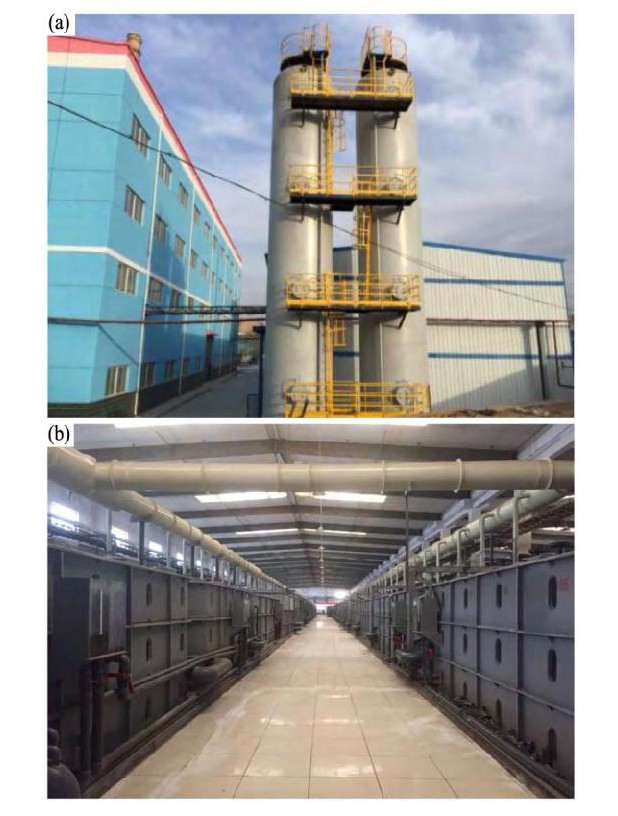
ͼ4 ��һ����ͷ�����ϡ������ɫұ�����빤��ʵʩ�ֳ�Fig.4Field of new green technology for Baotou mixed rare earth ore smelting separation
(a) Outdoor scene; (b) Indoor scene
3 �Ĵ���̼���ұ��������̵���ɫ��ѧ��չ
�Ĵ�ϡ�������ҹ����ĵ�һ��̼��ϡ����, ���������ؾ�ʯ��өʯ������ʯ�ȿ��ԭ���ƷλԼ2%~4%, ϡ�������﹤ҵ���д���Լ240���, Զ��������400������ϡ�Ŀǰ��ҵ�ϼ���ȫ��������������-����������մ�����̼��ù��յ��ص���Ͷ��С, ���Ʒ�����ɱ��ϵ�, �����ڹ��ղ�����, ��������������ļ��桢�ʡ������ܽ���������, �پ�����ת��, ���Է�������ʽ�����ˮ, �ʡ�����ɢ�����ͷ�ˮ�����Ի���, �Ի��������Ⱦ, �������Ʒ���Ƚ�97%~98%, ��ֵ�͡����, ��Է�̼���, ؽ���һ��������ͬʱ����ϡ�����ʼ����ĸ�Ч����, ����Ҫ�������̼�, �����ɱ��͡�
������Ժ������ϡ���ȵ�λһֱ�������Ĵ���̼�����ɫұ�����յĿ���[27,28,29], �ص��о��˷�̼���ұ����������а���Ԫ���ʺͷ��ۺ����ü���, ��̼�����������-ϡ�������, ʹ�ļ��桢�ʡ����Ⱦ���������ϡ����Һ, Ȼ�������ȡ������ϡ���������ʡ��ù��յ��ص���98%���ϵ���Ԫ�����ļ�״̬����, Ϊ��Ԫ�غ���������ϡ�����봴������������, ���Է���������ʯ��ʽ��������, �ʾ�����ȡ�����ô��ʲ�Ʒ�����������������Ĵ���ɽʢ��ϡ���Ƽ�����˾����2000��/��ʾ��������, ��ô���Ϊ99.95%���ϵĸߴ�������ʹ���Ϊ99.5%���ϵ������ʡ������ʵ��г�������δ�γ�, �������гɱ��ϸ�, �Ӷ��������¹��ս�һ����ģ�ƹ�Ӧ�á�
4 ϡ�������ᴿ���̵���ɫ��ѧ��չ
�ҹ�ϡ���Ƽ�������Χ����ϡ��Ԫ�صķ��롢�ᴿ, ��չ�˴������о������������ӷֲ��ᾧ��������ԭ�����ӽ�����ҺҺ��ȡ����ȡɫ�㼼��, ��������ϵ�Ŭ��, ʹϡ��Ԫ�صķ����ᴿ�����õ����ٷ�չ���ִ�ϡ�����빤ҵ��, �л��ܼ���ȡ���뼼���ѳ�Ϊϡ�������ᴿ����������, ����Բ�ͬԭ�ϡ���Ʒ�֡��ߴ��ȵ���������ʱ, ���������ּ������ʹ��, �γ��ۺϷ�������, �ﵽ�������õ�Ŀ�ġ�
4.1 ��ԭ���Ʊ��ߴ���������
ϡ��Ԫ�����桢�̡�������Ԫ��, ��������������̬��, ��һ����������ԭ���������γ�Ce4+, Sm2+, Eu2+��Yb2+����Щ�����۵�ϡ������������������ϡ�����ӵ������кܴ���, ���ú���Щ�����ϵIJ��, ������Ч�ؽ����Ǵ�����ϡ��Ԫ���з��������Ŀǰ, �ߴ���������Ҫ���û�ԭ��ȡ���Ƶ�, ��ҵ�ϴ�ͳ�Ķ������Ʊ�������ҪΪп�ۻ�ԭ��, ���Ǵ��ڹ��ղ���������Ʒ��п�Ƚ������ʺ���ƫ�ߡ���п��ˮ�Ի�����Ⱦ�����⡣Ϊ�˽����������, ������Ժ�����˵�ԭ-��ȡ���������ߴ��������¹���[30], ��ʵ�ֹ�ҵ��������
�¼�����Ϳ���������Ϊ����, ���������Ѱ�Ϊ����;���������Ȼ�����Ȼ�ϡ����ҺΪ����Һ;����Һ���������������Ȼ�����Һ, ��������������֮��������ӽ���Ĥ������������й��̾��������ص�:һ�Dz�Ʒ���ʵ�, �����ȴ�4 N��ߵ�5 N�������������������Զ��ɿ�, ��Ʒ�����ȶ�����ҵ���н������:��Ļ�ԭ�ʴﵽ��92%~98%, �봫ͳ�������, ��Ļ��������2%~3%;����˴�ͳп�ۻ�ԭ�����ڵĺ�п��ˮ��Ⱦ����, ʵ�ָ�Ч���������
4.2 �����������ȡ���뼼��
Ŀǰ, ϡ���ķ����ᴿ��Ҫ�����ܼ���ȡ������ҵ����Ҫ����P204, P507��������ȡ�� (�л���) ����ϡ������ȡ����, ����������ȡ��ƽ����ȵ�, ����ȡ���� (�����) ��ˮ��ƽ����ȵ�3�η��ɷ���, һ����ȡһ��ϡ������Ҫ�û�3�������ӽ���ˮ��, Ϊ��֤�л�����ȡ�� (ϡ��������) , �����ȡ��������, �л���ͨ�����ð�ˮ��Һ������, ������ӻ��������û���ȡ����������, Ȼ����ϡ�����ӽ��н�����ȡ, �����ȶ��ĵ���ȡƽ�����, �˹��̲��������İ�����ˮ����η�ˮ, ���Դﵽ�ŷű�Ҫ��
Ϊ�˽����������, ������Ժ������ϡ�������ɹ���������ϵ�в���P204, P507��������ȡ��ֱ�ӽ��з�������ȡ�����¼���[31,32] (��ͼ5��ʾ) , ʵ���˻������ϡ����La/La Ce/Pr Nd/Sm Eu Gd�������ȡ����, ���ҹ������ް����ŷ�, �������������ɱ���������� (����) ��ϵ��Ũ�Ȼ��ϡ����Һ����ȡ����, ��������ȡ������ƽ�⼼��, ���ù���þ/�Ƽ��������������̼��ϡ��������ȡˮ��ƽ�����, ʵ����P507-������ϵ�ķ�������ȡ����[33,34]����Ը�Ũ����ϡ����ȡ������ϵ, �ɹ�����ϡ��Ũ���ݶȼ�ƽ����ȵ��ؼ���, ������ϵ��������, ����������ȡ����ȡ����ϡ������ƽ��ֵ�ϸߵ��ص�, ����ȡ������ͨ���ı�Ԥ��ȡ�۸�����ϡ��Ũ��, �����л�����ȡϡ�����̵�ƽ�����, ������л����е�ϡ��������, ʵ�ַ�������ȡ����[35]�������ؼ���������˷�������ȡ�����л���ϡ��������С����ȡ�����͵�����, ͻ���������л�����ȡ����ϡ���Ĵ�ͳģʽ, ��9�Ҵ���ϡ����ҵʵ���˹�ҵӦ��, ΪԴͷ���ϡ����ҵ������ˮ��Ⱦ�����ṩ�˼���֧�š�
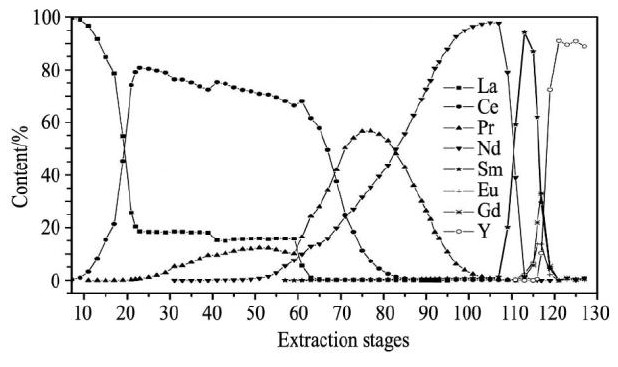
ͼ5 ������ϵ��������ȡ����ϡ������ڹ��ո���ˮ��ϡ��Ԫ�����Fig.5 Rare earth element partition in aqueous phase of multi outlet non saponification extraction process of sulfate rare earth
4.3 ��̼�����ް��������ᴿϡ���¹���
Ŀǰ, ϡ�������ᴿ����REO����Һ����̼李����ᡢҺ���ԭ�����ϸߴ�15 t��t-1����, ����δѭ������, ���뻷���������ص���Ⱦ���⡣Ϊ��, ������Ժ������ϡ�������Դͷ���������Ⱦ�������˼·, ԭ���Կ�������̼�����ް��������ᴿϡ���¹���[36,37,38] (��ͼ6, 7��ʾ) , ���Էḻ���۵ĸ�þ����Ϊԭ��, ��������ϡ��������̲������Ȼ�þ��ˮ��CO2, ����̼����ģ�Ʊ������Ľ���̬̼����þ��Һ, �����ͳ��Һ����Һ�̼炙�̼�Ƶ�����ϡ����ȡ����ͳ����ᾧ��
ͼ6 ��̼�����ް��������ᴿϡ���¹�������ͼFig.6 Process flowchart on rare earths extraction and separa-tion with low-carbon low-salt as well as free ammonia
ͼ7 ��̼�����ް��������ᴿϡ���¹���ʵʩ�ֳ�Fig.7 Field of rare earths extraction and separation with low-carbon low-salt as well as free ammonia
������̼����þ��Һ������ȡ����ϡ��ԭ������[39], �ḻ�ͷ�չ�˴�����ȡ����, ��Դͷ����˰��������η�ˮ��Ⱦ���⡣ϵͳ�о���̼����þ��Һ������ȡ�����Ȼ�ϡ���Ļ������ۡ����̻���, ����̼����þ������Һ�����������̵�ˮ-��-�����෴Ӧ�Ĵ��ʺͶ���ѧģ��, �Լ�Mg (HCO3) 2-RECl3-P507��ϵ��ȡ����ϡ�������ʵ���, ��֤��ȡ���ȶ����к�ϡ����Ʒ�Ĵ��ȡ���ҵ���б���:�л�����ϡ���������ﵽ0.18 mol��L-1����, ϡ����ȡ�ʴﵽ99.5%;ϡ������õ���La, Gd, Tb, Y�Ȳ�Ʒ���ȴ� (3~5) N;�������ϳɱ���Һ����������50%����;ʵ��ϡ�������ᴿ���̲���������������η�ˮ, ������˷������������������д��ڵ������Fe/Al/Si���ʺ����ߡ���Ӧ��������, �ɱ���һ������, �����������Ƚ��ԺͿ�ѧ�ԡ�
�״ν�������̼����þ��Һ����ϡ�������ᾧ[40]��ͨ�������������ۡ������ļ��������������ͳ����ᾧ����, ʹ�µij����ᾧ���վ���ԭ̼麟�����ϵ���������ص�, ��Դͷ����������ˮ����, ������Ƚ��ͳɱ������н������:������̼����þ��������Fe2O3, Al2O3, Si O2�����ʺ����ֱ�С��5 mg��L-1, �������ܽ�����켰�����ᾧ���̿���, ��һ����ȥ��ϡ������, �Ʊ�����ͬ���ĵͳɱ�ϡ��������, ����ֵ����D50Ϊ0.5~5.0��m, �ȱ��桢��ò�����Կɿء�
�����з�þ�η�ˮ��CO2��������ͳɱ������Ʊ�̼����þ��Һ����[41], ��þ�ε����ϱ�·ѭ������, ʵ�ֵ��κ͵�̼�ŷš��Էḻ���۵����հ���ʯ��ʯ�Ҵ����Ȼ�þ��ˮ, ͨ����Ч����p Hֵ��Mg (OH) 2�����γ����ʺ;�����������, ��������γɽ�̬[Mg O2]2-, ��þ���������þ���Ȼ�����Һ, ��һ�������õ���þ���β�Ʒ;ͨ���ơ�þ���Ӽ��Ժ�̼�����ܽ�Ȳ����������, �����ɽ���̬þ��Ч���ͳɱ�ת��Ϊ̼����þ��Һ, ������Ч����Fe/Al/Si�����ʵ�̼����Ϊ, ʹ�主����̼��������ͨ���༶����������ˮװ�����ݶ�ѹ�����㴫��װ�ü���, ʵ��ϡ����ȡ�����������յȹ����в�����CO2����ͳɱ��������ղ�Ӧ����̼���Ʊ�̼����þ��Һ����ҵ���б���:þ��ѭ�������ʴﵽ90%����, CO2��������ʴﵽ95%���ϡ�
5 ϡ����ȡ���뼼���ķ�չ����
����ϡ����ҵ��ģ�ķ�չ, ��Դ�˷Ѻͻ�����Ⱦ������Ȼ���ڡ�������Ч���ͳɱ���ʵ�õ���ɫ��ȡ���빤�ռ���, ��������ϡ��Ի�������Ⱦ����, ʵ��ϡ����Դ�ĸ�Ч���úͿɳ�����չ, ���ҹ�ϡ����ҵ��չ���ٵ��ش��о����⡣���, ��ʮ���塱�ڼ�, ϡ����ȡ���뽫�����������Դ�����ʡ�����ѭ�����á���Ⱦ�����ŷŵ���ɫ��ѧ����չ, �Ա����ҹ���ϡ��ұ��������������ȵ�λ���ص��о���������:
1.ϡ����ȡ�������ᴿ���̻�������
�ص㿪չ����ϡ����β�����ɡ��ṹ�ͱ���״̬�����ѡ��ͷֽ���̵�Ӱ������о�, ��һ����չ������ϵ�Ĵ�����ȡ����, �Ż�ϡ����������;��ǿϡ��ұ�����������ѧ�����봫�ʶ���ѧ���ɡ�ϡ��ұ���������ģ�������ܿ��Ʒ������о�, Ϊϡ��ұ�������ᴿ�¼������·������¹����о������ṩ����ָ����
2.ϡ����Դ��Ч�����ȡ������ϡ�������������ɫ�Ʊ�һ�廯����
�ص㿪�������͵�ϡ�������������Դ��Ч�����ȡ������ᴿ����, ��һ�������Դ�ۺ�������, ����ʵ��ѭ������;��ϡ����ȡ����ͬʱֱ���Ʊ��ߴ�ϡ������������ϡ�����������, ʵ��ϡ����ȡ����������Ʊ�һ�廯, ��������, ���ϡ��������, ���ͳɱ�, Ϊ�²����з����߶�Ӧ�ò�ҵ�ṩ���ʻ�����
3.����ϡ����ȡ��������װ������뿪��
�ص㼯������뿪������������֪ʶ��Ȩ��ϡ����ɫ��̼��ȡ���뼼����ϡ��ұ�������������ѭ�����ü���������ϡ����������ϲ�ҵ���Ʊ���������������ϡ��������ɿؼ���������װ����ʵ�����ܿ���, ��߲�Ʒ��һ���ԡ��ȶ��Ժ�����Ч��, �ٽ�ϡ����ҵת������, ���ơ��й�����2025��ս��Ŀ��ʵʩ��ս�������˲�ҵ�ķ�չ��
�����
[4] Ye T, Lei J.Intrinsically robust hydrophobicity[J].Nature Materials, 2013, (12) :291.

