金属薄带双辊连铸复合式电磁侧封的物理模拟
李伟轩, 邓 康, 李启胜, 雷作胜, 任忠鸣
(上海大学 材料学院, 上海 200072)
摘 要: 针对薄带双辊连铸的辊端金属液侧封问题, 采用低熔点合金物理模拟实验, 研究单纯的电磁侧封、 电磁场复合有机玻璃挡板侧封、 电磁场耦合内置或外置铁芯的耐材挡板侧封4种方式下的磁感应强度分布特点和侧封效果。 结果表明: 电磁场耦合内置铁芯挡板的侧封方式效果最好, 可将金属液侧封高度提高3.3倍, 且金属液的侧封高度随电流强度线性递增。 同时还观察和分析侧封过程中金属液面波动现象。
关键词: 金属薄带; 双辊; 连铸; 侧封; 电磁侧封 中图分类号: TG249.7; TG111.4
文献标识码: A
Physical simulation of containment coupling with EMD and solid dam on thin strip continuous casting with twin rolls
LI Wei-xuan, DENG Kang, LI Qi-sheng, LEI Zuo-sheng, REN Zhong-ming
(School of Materials, Shanghai University, Shanghai 200072, China)
Abstract: A model for investigating the containment of molten metal puddle in a twin-roll caster with electromagnetic dam (EMD) coupled with a solid dam was established. The magnetic flux density distribution of electromagnetic field along the yoke surface was measured. The results show that EMD coupled with inside-ferromagnetodam is the best method among the electromagnetic field coupled with vinyl chloride dam, outside-ferromagnetodam, or without any solid dam, which can enhance the height of molten metal about 3.3 times than that without any solid dam. The containment height of molten metal increases linearly with increasing current. The fluctuation on the surface of molten metal was also analyzed.
Key words: thin strip of metal; twin rolls; continuous casting; containment; electromagnetic dam (EMD)
辊端钢液的侧封是薄带双辊连铸工艺的关键技术之一[1-3], 目前国内外研究主要集中在固体耐火挡板侧封和电磁侧封(EMD)2种形式[3-4]。 固体挡板侧封是相对成熟的技术, 并已在工业上成功应用[5], 但这种耐火挡板非常昂贵, 且由于与辊端接触摩擦, 使其易于磨损、 破碎, 在铸坯中形成夹杂, 甚至导致漏钢[6]。
电磁侧封是20世纪80年代提出的一种技术设想, 可望用于钢、 铜、 铝等金属薄带双辊连铸工艺中辊端金属液的封堵[7]。 根据所施加的磁场不同, 该方法可分为交流感应式和稳恒磁场+直流电流式。 欧洲和日本在电磁侧封技术开发方面作过许多工作[8-12], 同期国内也对电磁侧封进行了数学物理模拟和实验[13-15]。 美国Inland钢铁公司曾于1993年对3种形式的交流感应电磁侧封装置(变压器式, 邻近感应式和铁磁式)进行工业试验, 从工程角度证实了电磁侧封的可行性[6]。 但至今的模拟研究和工业试验结果均显示, 应用高频交流电磁场感应方式进行侧封, 必然会引起金属液面的剧烈波动和局部过热[8], 往往导致侧封失败, 影响铸带质量; 而利用稳恒磁场+直流电流方式进行辊端区域金属液全端面的电磁侧封, 则很难在金属液内形成足够大的电磁力, 并且电流分布复杂, 难以控制。
因此, 人们提出复合式电磁侧封的设想, 即采用特别设计的耐火挡板封堵辊端金属液, 同时利用电磁力的超距作用, 在耐火挡板和铸辊间的缝隙中形成较大的内向电磁力, 达到辊端侧封的目的。 Kawachi和Asai等[10-12]给出了这类侧封方式中的电流分布计算公式, 并在理论上计算了所需的侧封电磁场强度、 分布和电磁力。
本文作者在前人工作的基础上, 通过物理模拟实验, 对复合式电磁侧封系统所需磁轭形状、 电流输入方式、 不同条件下的磁场分布和金属液侧封效果等进行研究, 并观察和分析金属液面的形状和波动, 为进一步研究和改进上述电磁侧封装置提供有用的结果和基础。
1 实验
1.1 原理
实验原理如图1所示, 固体侧封挡板与铸辊辊面间保持3mm的缝隙, 磁场B沿水平方向, 金属液输入电流J为垂直方向, 二者相互作用, 在金属液内产生向内的电磁力F。

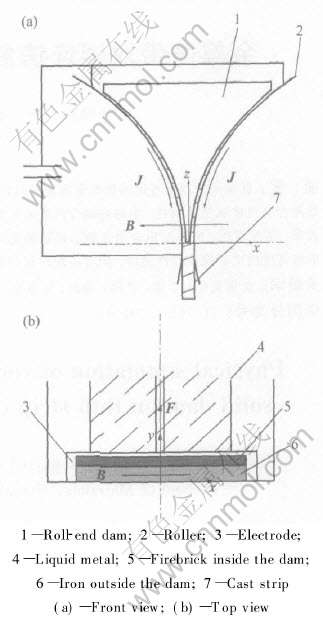
图1 实验原理示意图
Fig.1 Principle schematic diagram of experiment
当电磁力与金属液静压力达到平衡时, 金属液保持在熔池内不泄漏, 实现侧封。 由图1可知, 在z=0处金属液的静压力最大, 因此, 侧封的必要条件[10]为

式中 F为金属液所受电磁力, N; fs为金属液表面张力, N/m; ρ为金属液密度, g/mm3; g为重力加速度, m/s2; h为侧封金属液高度, mm。
实际上, 由于铸辊的旋转和挤压作用, 以及金属液紊流等影响, 封堵金属液的电磁力F必须大于金属液的静压力P, 因此单纯利用电磁场和电磁力作用要使电磁侧封达到理想效果, 对磁路和场强的设计要求是非常苛刻的, 且所需功率极大; 而复合式电磁侧封仅要求电磁力封堵辊端缝隙处的金属液, 这使磁场的分布区域减小, 磁感应强度(磁流密度)增大, 相对于前者, 电磁场的作用容易实现且所需功率小。 在实验中, 对目前人们研究的复合式电磁侧封的耐材挡板进行了改进, 将其制成包含铁磁材料(铁芯)的耐火材料复合板, 即挡板内侧(与金属液接触面)或外侧采用铁磁材料, 而另一侧则为耐火材料(图1(b)), 在铁磁材料表面涂(或覆)有绝缘的涂层或陶瓷材料。 这样, 侧封挡板同时是导磁的通道, 使辊端-侧封挡板缝隙处局部的磁感应强度明显提高。 同时, 侧封挡板将电极输出电流的通道压缩, 使电流仅限于在端部辊面与侧封挡板之间的缝隙处流过, 使电流密度提高, 电磁力增大。
1.2 装置和方法
实验装置如图2所示。 图中, 磁路由厚0.5mm的硅钢片叠成, 磁轭表面设计成与辊面一致的弧状。 实验中金属液采用常温下保持液态的镓铟锡合金。 实验材料和基本参数如表1所示。
实验中, 安置在金属液面的正电极用电阻率较高的不锈钢材料制作, 其与熔池出口处的铜质负电极之间不直接接触, 只有当金属液注入熔池后, 整个电路才连通(由此保证电流通过金属液)。 这样, 通过对不同类型的侧封挡板, 如有机玻璃挡板(用以模拟单纯的耐火材料挡板)和包含内置或外置铁芯的耐材挡板等, 在电磁场耦合作用下的侧封模拟的现象及效果, 进行实验研究、 分析和评价, 找出
表1 模拟实验的基本参数
Table 1 Main parameters in simulation experiment
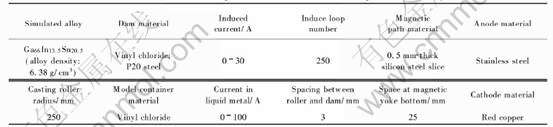
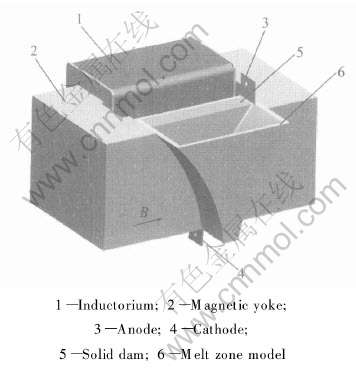
图2 复合电磁侧封实验装置
Fig.2 Apparatus of EMD coupled with solid dam
电磁场与侧封挡板耦合的最优组合, 以及金属液和线圈输入电流的理想方式与强度范围等, 为后续更大规模的实验提供基础。
在模拟实验中, 首先将感应线圈的输入电流(此电流在辊端熔池中产生磁场)固定为25A, 这时侧封磁场的安匝数为6250; 再向熔池中一次注入足量的镓铟锡合金, 并将通过上述正负电极输入到金属液内的电流调至最大值100A。 这样, 金属液在内电流和外磁场的联合作用下, 在熔池中形成“液墙”, 其高度即为该电流和磁场条件下的侧封高度。 然后, 分级次降低输入到金属液中的电流值, 则金属液会随电流降低而从铸辊与挡板间的缝隙中溢出, 同时熔池内金属液墙的高度随之降低, 即金属液的静压力降低; 当金属静压力与电磁力达到新的平衡态时, 金属液停止溢出。 这时的金属“液墙”的高度就是新的电流和磁场条件下的侧封高度。 其次, 为考察金属液侧封高度与感应线圈输入电流的关系, 本文作者在实验中同样采用将金属液输入电流固定为60A, 并在0~30A范围内分级次调整感应线圈电流, 测试不同感应线圈电流条件下金属“液墙”的平衡态高度的方法, 观察并记录金属液侧封高度与线圈输入电流的对应关系。 最后, 再研究各种材料挡板在不同的电流-磁场耦合条件下, 金属液面的平衡位置, 即可得出该侧封条件下实现金属液的侧封高度, 并据此对挡板材料、 形状、 尺寸、 位置, 以及电流-磁场的强度、 匹配及耦合效果进行分析和评价。
2 结果与分析
2.1 磁场测量
电磁侧封实验中, 磁轭-感应线圈和输入电极系统的优化设计很重要, 这关系到侧封的实验效果。 采用如图1(a)所示的坐标系, 其原点在实验模型的出流处, 该处也是薄带双辊连铸中带坯拉出的位置和磁轭间距最小(d=25mm)的位置。 用CT3特斯拉计沿坐标轴z自下而上, 以1cm的高差沿磁极的圆形湖面(该面与铸辊的辊面同心)进行测量(测量点依次标记为1, 2, …, 13), 得出辊面-挡板间缝隙(如图1所示)中的磁感应强度分布, 结果如图3所示。
由图3可见, 磁极表面的磁感应强度与线圈电流基本呈线性关系, 不同的是磁极表面各点感生磁场的强度有变化, 在相同的电流情况下, 辊端磁轭间距越小则磁极表面的磁感应强度越高。 当磁极间放置包含铁磁材料(铁芯)的挡板后, 磁极表面各点上的磁感应强度与线圈电流的关系没有发生变化, 但该表面上各点的磁感应强度差值变小, 磁场的均匀性大大提高, 结果如图3(b)所示, 同样也表现为磁极表面各点的磁感应强度随线圈电流变化关系的斜率几乎一致。 比较图3(a)和3(b)可知, 在辊端放置包含铁芯的挡板可增大辊面-挡板缝隙中的磁感应强度, 并降低该缝隙中各点磁感应强度随电流变化的离散度(提高了磁感应强度分布的均匀性)。 通

图3 辊端磁轭磁极弧面磁感应强度分布
Fig.3 Distribution of flux density on magnetic pole
过数学拟合, 得到在放置铁芯挡板条件下, 辊端磁轭的磁极表面上的磁感应强度B与线圈电流Ix的关系为

同样, 不同线圈电流下, 磁极表面的磁感应强度分布如图3(c)和(d)所示。 由该图可见, 在辊端无挡板或挡板中不含铁芯时, 磁极表面的磁感应强度沿高度方向呈递减分布, 并且线圈电流越强则磁感应强度随高度上升下降得越快; 而在辊端放置含有铁芯的挡板时, 磁极表面的磁感应强度只与线圈电流有关(随电流上升近似线性增加), 而随高度坐标基本无变化。 若忽略磁路的漏磁影响, 由安培环路定理可得出磁感应强度计算公式[16]:

式中 Lp为铁磁挡板磁路长度, mm; μ0为真空磁导率, 4π×10-7 N・A-2; μrp 为P20钢挡板相对磁导率, 3000; L0为空气间隙, mm; Ls为磁轭磁路长, mm; μrs为硅钢片相对磁导率, 3000~6000; N为线圈绕组匝数; Ix为线圈电流, A。
由于硅钢和P20钢的相对磁导率μrs和μrp均远大于空气的相对磁导率μ0(=1), 因此式(4)可简化为

其计算结果如图4所示, 该结果因忽略漏磁的影响, 比实测值略大, 但两者变化趋势是一致的。
由图4可见, 当侧封挡板中包含铁芯材料后, 磁极弧形表面上的磁感应强度提高, 且均匀性不变, 如图3(b)和(d)所示。
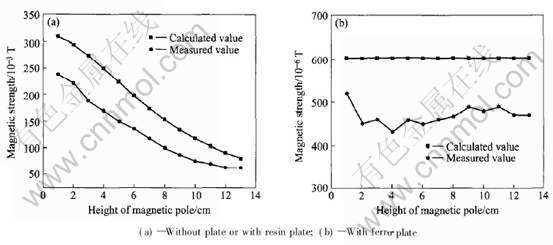
图4 磁场分布的计算与实测结果比较
Fig.4 Flux density distribution comparison between theoretical and measured values
2.2 金属液侧封高度与电流的关系
侧封实验结果显示, 在线圈和输入电流参数(安匝数)相同的条件下, 本文中所进行的单纯电磁侧封、 电磁场复合有机玻璃挡板侧封、 电磁场耦合内置或外置铁芯的耐材挡板侧封4种方式都可对双辊熔池中的金属液进行封堵(侧封), 其中内置铁芯的挡板在电磁场的耦合作用下的侧封效果最佳。 在线圈安匝数为6250, 熔池输入电流为60A的实验条件下, 上述4种侧封方式的金属“液墙”高度分别为10, 26, 53和11mm。
保持线圈安匝数为6250, 改变金属熔池中输入电流的实验结果显示, 对上述4种电磁侧封方式, 金属液的侧封高度与输入到熔池中的电流均成线性关系(图5)。 对电磁场耦合内置铁芯挡板的侧封方式, 实验结果经数学拟合后, 得出如下侧封高度与输入电流的关系:
h=0.66Ij+12.36(6)
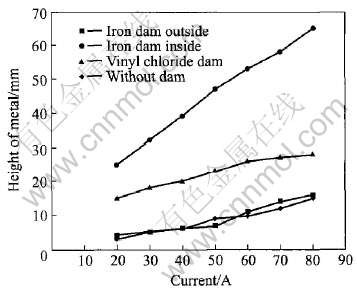
图5 金属液侧封高度h与电流Ij的关系
Fig.5 Relation between molten metal height h and current Ij
由此可知, 金属熔池中输入电流Ij是影响侧封实验结果的关键因素之一。 对上述不同侧封方式, 磁场的强弱归结于磁轭-感应线圈-侧封挡板系统的漏磁, 而电磁侧封的方式一经选定之后, 熔池中输入电流即为金属液侧封高度的决定因素。 从实验结果看, 含有内置铁芯的挡板增强了封堵间隙内的磁场, 因此提高了金属液侧封高度, 此时封堵间隙的最低端处的磁感应强度为B=0.52T, 当金属液输入电流为80A时, 金属液侧封高度达到65mm; 这比同等磁场和电流条件下的单纯电磁侧封、 电磁场复合有机玻璃挡板侧封、 电磁场耦合外置铁芯挡板侧封, 金属液的侧封高度分别提高3.3, 1.3和3.1倍。 在文献[10]中, 同样的合金要达到该侧封高度, 所需磁场和电流为0.9 T和100A, 分别比本实验中所需条件高73%和25%。 这表明本实验中对电磁场耦合侧封装置的改进设想是成功的, 其表现为侧封电磁力增大和能耗降低。
实验中发现, 侧封金属液的上部受电磁挤压力作用, 液面出现环流现象, 金属液从侧封间隙处被强力挤出后, 沿辊面向铸辊的另一端流动, 碰到容器壁面后再返回, 这种回流现象随侧封电磁力的增大而更趋明显; 同时, 该环流也可引发金属液面波动(但比高频交流感应式电磁侧封时的液面波动要小)。 通过实验观察和结果分析得出, 金属液面的环流现象主要是上部磁场过强, 产生过大的电磁推力, 驱动金属液产生表面层的水平流动所致。 因此, 可适当加大侧封挡板上部与铸辊辊面的间隙, 使电流密度和磁场强度的分布形成自下向上按一定规律降低的趋势, 以平衡金属液深度减小所带来的静压力递减问题。 这项工作通过双辊连铸过程的电磁场和流场的数值模拟耦合侧封挡板的形状优化进行, 并通过理论分析获得更好的侧封效果。
3 结论
1) 当感应线圈的安匝数为6250, 输入金属液的电流强度为80A时, 镓铟锡合金的侧封高度达到65mm, 分别比单纯电磁侧封或电磁场复合有机玻璃挡板侧封, 以及电磁场耦合外置铁芯挡板侧封时, 金属液侧封高度提高3.3, 1.3和3.1倍。
2) 在电磁侧封时, 金属熔池液面有环流并导致液面波动现象, 其原因是金属液上层的电磁力过大而驱动金属液向熔池内部水平流动。 因此在生产应用中, 需进一步综合考虑铁芯挡板结构、 形状, 侧封电磁场设置和电流分布, 以及与连铸工艺的匹配, 进行系统优化。
REFERENCES
[1]Cramb A W. New steel casting processes for thin slabs and strip a historical perspective[J]. Iron Steelmaker, 1988, 15(7): 45-60.
[2]李祖齐, 邢长虎, 翟启杰. 双辊薄带连铸技术的研究与发展[J]. 铸造, 2001, 50(9): 518-521.
LI Zu-qi, XING Chang-hu, ZHAI Qi-jie. The research and development of twin roll continuous casting technology[J]. Foundry, 2001, 50(9): 518-521.
[3]薛培忠, 倪思康. 双辊薄带坯连铸设备与工艺研究[J]. 上海钢研, 1997(1): 21-29.
XUE Pei-zhong, NI Si-kang. Device and technology of twin-roll thin strip continuous casting[J]. Shanghai Iron and Steel Research, 1997(1): 21-29.
[4]施红家. 双辊薄带连铸侧封技术研究[J]. 上海钢研, 1998(2): 22-27.
SHI Hong-jia. Study on techniques of side seal for twin roll continuous caster[J]. Shanghai Iron and Steel Research, 1998(2): 22-27.
[5]尹娟. 侧封机构对铸带表面质量的影响[J]. 上海钢研, 1999(5): 32-34.
YIN Juan. Effect of side seal mechanism on surface quality of cast strip[J]. Shanghai Iron and Steel Research, 1999(5): 32-34.
[6]Blazek K E. Commercial scale verification of the feasibility of electromagnetic edge containment for the twin roll strip casting of steel[J]. Iron Steelmaker, 1992, 17(2): 16-22.
[7]Whittington P K, Davidson P A, Hunt J, et al. Electromagnetic edge dams for twin-roll casting[A]. Light Metals[C]. San Antonio: TX, 1998: 1147-1550.
[8]Conrath M, Karcher C. Shaping of sessile liquid metal drops using high-frequency magnetic fields[J]. European Journal of Mechanics B/Fluids, 2005, 24: 149-165.
[9]Gerber H, Blazek K, Wang Y H. Twin-roll casting with an electromagnetic edge dam[A]. Proceedings of Conference Record-IAS Annual Meeting[C]. Rome: IEEE Industry Applications Society, 2000: 2572-2577.
[10]Kawachi A. Confinement of molten puddle in a twin roll caster by use of an electromagnetic dam combining a solid dam[J]. ISIJ, 1992, 78(10): 1531-1537.
[11]Kawachi M, Asai S. Shape control of molten metal puddle by directly imposing electric field between rolls and magnetic field in the casting direction in twin roll process[J]. ISIJ, 1992, 78(3): 1455-1462.
[12]Furuhashi M, Asai A. Stability analysis for confining molten metal puddle by electromagnetic force in twin roll process[J]. ISIJ, 1994, 80(5): 371-376.
[13]王晓东, 邓康, 任忠鸣, 等. 双辊薄带连铸电磁侧封静态模拟实验[J]. 钢铁研究学报, 2005, 17(2): 38-42.
WANG Xiao-dong, DENG Kang, REN Zhong-ming. Static simulative investigation on electromagnetic dam of twin-roll strip continuous casting[J]. Journal of Iron an Steel Research, 2005, 17(2): 38-42.
[14]温宏权. 双辊薄带连铸电磁侧封磁场的计算与分析[J]. 宝钢技术, 2002(4): 50-53.
WEN Hong-quan. Twin roll strip continuous casting electromagnetic dam magnetic field calculation[J]. Baosteel Technology, 2002(4): 50-53.
[15]温宏权, 张永杰, 鲍培玮, 等. 双辊薄带钢铸轧熔池电磁侧封模拟实验[J]. 铸造技术, 2003, 24(3): 234-235.
WEN Hong-quan, ZHANG Yong-jie, BAO Pei-wei, et al. Electromagnetic damming simulative experiment for melt puddle in twin roll steel strip continuous casting[J]. Foundry Technology, 2003, 24(3): 234-235.
[16]龚绍文. 磁路及带铁芯电路[M]. 北京: 高等教育出版社, 1985.
GONG Shao-wen. Magnetic Loop and Electrocircuit with Ferromagnetic Core[M]. Beijing: Higher Education Press, 1985.
(编辑李向群)
基金项目: 国家自然科学基金资助项目(50174037)
收稿日期: 2006-05-30; 修订日期: 2006-10-08
通讯作者: 邓 康, 教授; 电话: 021-56331102; 传真: 021-56332939; E-mail: dengk2000@163.com

