Trans. Nonferrous Met. Soc. China 22(2012) s445-s449
Microstructures and mechanical properties of pure magnesium bars by high ratio extrusion and its subsequent annealing treatment
SUN Hong-fei1,2, LI Cheng-jie1,2, XIE Yang1,2, FANG Wen-bin1,3
1. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China;
2. Key Laboratory of Micro-systems and Micro-structures Manufacturing of Ministry of Education, Harbin Institute of Technology, Harbin 150001, China;
3. School of Materials Science and Engineering, Harbin University of Science and Technology, Harbin 150040, China
Received 28 August 2012; accepted 25 October 2012
Abstract: Pure magnesium bars were prepared by two-pass cumulative high ratio extrusion with as-cast Mg as the original material and then the final as-extruded bars were annealed. The effect of extrusion deformation and annealing treatment on the microstructure, mechanical properties and fracture behaviour of the Mg were investigated by optical microscopy (OM), mechanical properties test and scanning electron microscopy (SEM), respectively. The results show that the grain size is obviously refined by the effect of dynamic recrystallization during the extrusion deformation. Thus the room-temperature mechanical properties and fracture behaviour of the material were significantly improved. After the first extrusion, the coarse as-cast grain size was reduced to 35 ��m, and the yield strength (YS), ultimate tensile strength (UTS) and elongation of the bar achieved 84 MPa, 189 MPa, and 12%, respectively. After the further extrusion, the YS of as-extruded bar was over 120 MPa; however, the elongation decreased due to work hardening. Finally the grain size of the as-extruded bar was 9-10 ��m after annealing treatment, and its YS, UTS and elongation of the bar achieved 124 MPa, 199 MPa, and 10.7%, respectively. The microstructures and mechanical performance of the material were enhanced obviously.
Key words: pure magnesium; high ratio extrusion; mechanical properties; grain refinement; dynamic recrystallization
1 Introduction
Magnesium alloy with advantages of high specific strength and specific stiffness is the lightest structural material which has broad application prospects in the field of automotive and aerospace industry [1-4]. In addition, with advantages of excellent biocompatibility and biodegradability, magnesium and magnesium alloy especially the high-purity pure magnesium almost do not contain any harmful impurity elements, and have great potential in the biomedical fields [5-7]. At present, as a new generation of biomedical materials, magnesium alloy suffered researchers to favor fully.
However, as we all know, magnesium alloys process close-packed hexagonal crystal structure and less slip systems at room temperature, which limit their cold deformation [8]. Studies have shown that grain size of magnesium alloy can be refined greatly by severe plastic deformation (SPD) and their improved plasticity [9,10]. At present, many SPD methods have been adopted by researchers to obtain fine-grained, ultrafine-grained or even nanostructured bulk materials, such as equal channel angular extrusion (ECAE), high pressure torsion (HPT), multiple forging (MF) [11]. SOMJEET et al [12] have studied equal channel angular extrusion process of pure magnesium and found the main deformation mechanism of ultrafine crystalline pure magnesium is slip. The microstructure and thermal stability of ultra-fine grained pure Mg and Mg10Gd alloy treated by HPT were investigated by CIZEK et al [13], and the microstructures of HPT-treated Mg and Mg10Gd and its grain growth with temperature were characterized. The fracture behaviors of AZ80 magnesium alloy during multiple forging processes have been investigated by GUO et al [14]. It was found that the mechanisms of cracking on the surface and inside the specimens are different. SUN et al [15] have studied microstructure stability of AZ31 magnesium alloy wire via cold drawing during annealing process and they reported that a large amount of shear deformation contributes to grain growth.
On the plastic deformation of magnesium alloy, many researchers have done lots of work [16-18], but the research about the plastic deformation behavior of magnesium alloys, especially cold and warm plastic deformation behaviors, are not enough. More deeper and detailed researches needed to be done. In this work, the microstructures, mechanical properties and fracture behaviors of pure magnesium by multi-passes accumulated high ratio extrusion and annealing process were studied with as-cast pure magnesium as original material.
2 Experimental
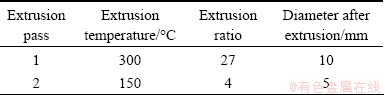
The commercial as-cast pure magnesium (99.95% purity) billets with a diameter of 52 mm, height of 40 mm were used as the starting material of extrusion process. After two-pass extrusion, the secondary extruded pure magnesium bars with a diameter of 5 mm were obtained. The major extrusion process parameters are shown in Table 1. To investigate the effect of annealing process on microstructures and mechanical performance of the extruded rods, the secondary extruded bars were annealed at 250 ��C for 20 min in a resistance furnace without any protect gas.
Table 1 Process parameters for extrusion of pure magnesium
The microstructures of pure magnesium with different treatment processes were observed on an optical microscope and their mechanical properties were performed at room temperature by an INSTRON-5569 standard testing machine. The geometry and size of tensile specimen is shown in Fig. 1. For all experiments, strain rate was 1��10-3 s-1. To investigate fracture behaviors of pure magnesium under different processes, the tensile fracture surfaces were observed on a scanning electron microscope.
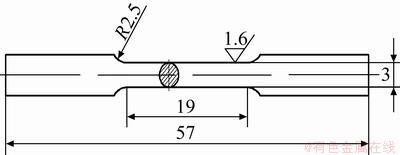
Fig. 1 Geometry and dimension of tension specimen (unit: mm)
3 Results and discussion
3.1 Microstructures
Figure 2 shows the microstructures of the material by different process states. It can be seen from Fig. 2 (a) that the initial as-cast billet is characterized by non-uniform and coarse grains, with the grain size in the range from several microns to several millimeters.
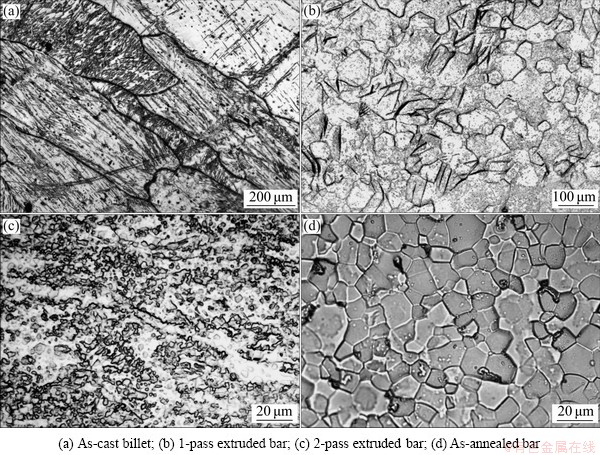
Fig. 2 Microstructures of pure magnesium by different treat processes
In contrast, as shown in Fig. 2(b), the microstructure of as-extruded bar after the first-pass extrusion is greatly reduced and presents relatively homogeneous grain size with the average grain size of about 35 ��m. The homogeneous microstructure and grain size refining are due to dynamic recrystallization during the first-pass extrusion with the relatively high extrusion temperature of 300 ��C. In addition, a large number of deformation twining was formed during the deformation process because of the relatively large extrusion ratio of 27, and the severe deformation occurred [19].
The microstructure of as-extruded bar after the second-pass extrusion is shown in Fig. 2(c). Lots of deformation state microstructures can be observed due to the occurrence of partial dynamic recrystallization. In Ref. [20], when the extrusion ratio is less than 5, the inhomogeneous microstructures will occur in the as-extruded product, and the smaller the deformation degree is, the more inhomogeneous the microstructure is. In this experiment, the phenomenon of inhomogeneous microstructure has occurred because the second extrusion ratio was only 4 and the deformation degree was very small. In addition, the extrusion temperature was lower and the energy from outside environment was not sufficient to promote the occurrence of fully dynamic recrystallization. Therefore, the deformation state microstructure was obtained in the bar after the second-pass extrusion.
To improve the microstructures and mechanical performance of the second-pass extruded bar, they were annealed at 250 ��C for 20 min, and the impact of static recrystallization on the microstructures and mechanical performance of them was studied. The as-annealed microstructure is shown in Fig. 2(d) and the average grain size was 9-10 ��m because of the occurrence of static recrystallization.
3.2 Mechanical properties
Figure 3 shows the room-temperature mechanical properties of materials in different process states. As shown in Fig. 3(a), the yield strength (YS), ultimate tensile strength (UTS) and the maximum elongation of as-cast billet were only 24 MPa, 86 MPa and 4.8%, respectively.
Obviously, the YS, UTS and the corresponding elongation of the first-extruded bar were 84 MPa, 189 MPa and 12%, respectively, as shown in Fig. 3(b). The basic mechanical properties of the material have been significantly enhanced after hot extrusion.
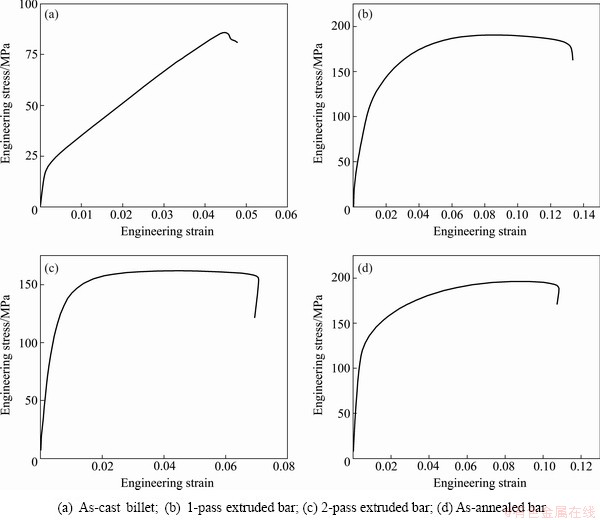
Fig. 3 Stress��strain curves of pure magnesium by different treat processes at room temperature
However, when the first-pass extruded bar was further extruded at 150 ��C, only the YS rose to 123 MPa, while the corresponding UTS and elongation decreased to162 MPa, and 7%, as shown in Fig. 3(c). The combined effect of the fine grain strengthening and deformation strengthening makes the YS of the second extruded bar significantly higher than that of the first-pass extrued bar because of the refinement of grain size of the further extruded bar.
From Fig. 3(d), it can be seen that the YS of the second extruded bar did not decrease after annealing, about 124 MPa, while the UTS and maximum elongation were significantly improved to 199 MPa and 10.7%, respectively. The mechanical properties of the material were obviously enhanced after static recrystallization.
3.3 Fracture morphology
Figure 4 shows the room-temperature tensile fracture surfaces of pure magnesium rods in different process states. As we all know, to some extent, the size and depth of the dimple of the material depend on plastic deformation capability, and the better the plastic deformation ability of the metal, the more prone the necking is and the greater the size of the micropores is.
From Fig. 4(a), it can be seen that the tensile fracture surface of as-cast billet is featured by typical river-like pattern of the brittle fracture, which indicates its poor room-temperature ductility.
In comparison, after the first-pass extrusion, a large number of dimples were formed on fracture surface, which indicates that the plasticity of as-cast pure magnesium can be greatly improved after the first-pass extrusion, as shown in Fig. 4(b). The fracture pattern of the pure magnesium bars from brittle fracture transformed into the porous coalescence fracture due to the hot extrusion.
However, as shown in Fig. 4(c), after further extrusion, the mixed morphology of shallow dimples and tearing ridges was clearly observed on fracture surface and the depth of dimples was shallower than that of the first-pass extruded bar.
In contrast, as shown in Fig. 4(d), a large number of deep dimples were left on room-temperature tensile fracture surface of the second-pass extruded bar again after annealing, which demonstrates that the plasticity of the material by plastic deformation at low-temperature can be improved by static recrystallization annealing.
According to the above analysis, it can be found that after the two-pass extrusion and subsequent recrystallization annealing process, the fracture pattern of polycrystalline pure magnesium rod was changed because of the grain size refinement and the improved plasticity.
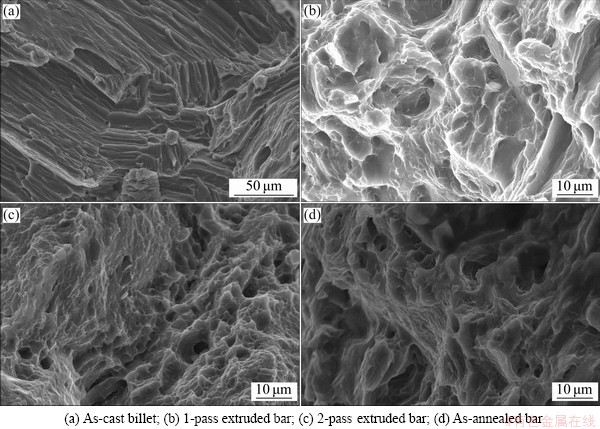
Fig. 4 Tensile fracture morphology of pure magnesium by different treat process
4 Conclusions
1) The grain size of as-cast pure magnesium can be significantly refined by dynamic recrystallization due to hot extrusion deformation, therefore, the room- temperature mechanical properties of the material were significantly improved and their room-temperature tensile fracture behaviors were changed.
2) It is prone to the phenomenon of inhomogeneous deformation when the extrusion ratio was selected to be relatively small (in this experiment the extrusion ratio ��= 4). When the extrusion temperature was selected to be relatively low (in this experiment the extrusion temperature is 150 ��C), work hardening caused the increased YS of pure magnesium, while the decreased plasticity.
3) The refinement of grain size and the improvement of mechanical performance of pure magnesium after warm plastic deformation can be obtained by the reasonable static recrystallization annealing process. In the present study, the average grain size of the second-pass extruded bar was smaller than 10 ��m after the annealing treatment, and their YS, UTS and elongation were 124 MPa, 199 MPa and 10.7%, respectively.
References
[1] MORDIKE B L, EBERT T. Magnesium properties-application- potential [J]. Material Science and Engineering A, 2001, 302: 37-45.
[2] IMMARIGEON J P, HOLT R T, KOUL A K, ZHAO L, WALLACE W, BEDDOES J C. Lightweight materials for aircraft applications [J]. Materials Characterization, 1995, 35: 41-67.
[3] COLE G S, SHERMAN A M. Lightweight materials for automotive applications [J]. Materials Characterization, 1995, 35: 3-9.
[4] MUSTAFA K K. Magnesium and its alloys applications in automotive industry [J]. Int J Adv Manuf Technol, 2008, 39: 851-865.
[5] GU X N, ZHOU W R, ZHENG Y F, LIU Y, LI Y X. Degradation and cytotoxicity of lotus-type porous pure magnesium as potential tissue engineering scaffold material [J]. Materials Letters, 2010, 64: 1871-1874.
[6] ZHANG Er-lin, YANG Lei. Microstructure, mechanical properties and bio-corrosion properties of Mg�CZn�CMn�CCa alloy for biomedical application [J]. Materials Science and Engineering A, 2008, 497: 111-118.
[7] KANNAN M B. Enhancing the performance of calcium phosphate coating on a magnesium alloy for bioimplant applications [J]. Materials Letters, 2012, 76: 109-112.
[8] HENKEL D, PENSE A W. Structure and properties of engineering materials [M]. 5th ed. Beijing: Tsinghua University Press, 2008: 339.
[9] NIELS H. Hall-Petch relation and boundary strengthening [J]. Scripta Materialia, 2004, 51: 801-806.
[10] KIM W J, AN C W, KIM Y S, HONG S I. Mechanical properties and microstructures of AZ61 Mg alloy produced by equal channel angular pressing [J]. Scripta Materialia, 2002, 47: 39-41.
[11] VALIEV R Z, ISLAMGALIEV R K, ALEXANDROV I V. Bulk nanostructured materials from severe plastic deformation [J]. Progress in Materials Science, 2000, 45: 103-189.
[12] SOMJEET B, L SATYAVEER S D, SUWAS S. Room-temperature equal channel angular extrusion of pure magnesium [J]. Acta Materialia, 2010, 58: 3247-3261.
[13] CIZEK J, PROCHAZKA I, SMOLA B, STULIKOVA I, KUZEL R, MATEJ Z, CHERKASKA V, ISLAMGALIEV R K, KULYASOVA O. Microstructure and thermal stability of ultra fine grained Mg-based alloys prepared by high-pressure torsion [J]. Materials Science and Engineering A, 2007, 462: 121-126.
[14] GUO Qiang, YAN Hong-ge, CHEN Zhen-hua, ZHANG Hui. Fracture behaviors of AZ80 magnesium alloy during multiple forging processes [J]. Transactions of Nonferrous Metals Society of China, 2006, 16: 922-926.
[15] SUN Hong-fei, CHAO Hong-ying, WANG Er-de. Microstructure stability of cold drawn AZ31 magnesium alloy during annealing process [J]. Transactions of Nonferrous Metals Society of China, 2011, 21: s215-s221.
[16] CHANGA H, ZHENG M Y, WU K, GAN W M, TONG L B, BROKMEIER H G. Microstructure and mechanical properties of the accumulative roll bonded (ARBed) pure magnesium sheet [J]. Materials Science and Engineering A, 2010, 527: 7176-7183.
[17] WANG Bai-shu, XIONG Shou-mei, LIU Yong-bing. Tensile fracture of as-cast and hot rolled Mg-Zn-Y alloy with long-period stacking phase [J]. Transactions of Nonferrous Metals Society of China, 2010, 21: s488-s492.
[18] SOMEKAWA H, MUKA T. Effect of grain refinement on fracture toughness in extruded pure magnesium [J]. Scripta Materialia, 2005, 53:1059-1064.
[19] LI Wen-xian. Magnesium and magnesium alloys [M]. Changsha: Central South University Press, 2005: 288-301. (in Chinese)
[20] WEN Jing-lin, DING Hua, CAO Fu-rong, LI Jun-peng. The extrusion and drawing technology of non-ferrous metals [M]. Beijing: Chemical Industry Press, 2007: 57. (in Chinese).
��þ����ʼ�ѹ���ĵ���֯�����ܼ��������˻���
����1,2����ɽ�1,2���� ��1,2�����ı�1,3
1. ��������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ�������� 150001��
2. ��������ҵ��ѧ ϵͳ���ṹ����������ص�ʵ���ң������� 150001��
3. ������������ѧ ���Ͽ�ѧ�빤��ѧԺ�������� 150040
ժ Ҫ���Դ�þ������Ϊ���ϣ������������ۼƴ���ʼ�ѹ�Ʊ��˰��ģ��������յİ��Ľ����˻�����ͨ����ѧ����(OM)����ѧ���ܲ��Ժ�ɨ���������(SEM)�о��˼�ѹ���κ��˻����Դ�þ��֯�������Լ�������Ϊ��Ӱ�졣����������ڼ�ѹ���ι����У����ڶ�̬�ٽᾧ�����ã����ϵľ����ߴ�õ�����ϸ�����Ӷ������ظ����˲��ϵ�������ѧ���ܺͶ��ѷ�ʽ������һ�μ�ѹ�ִ����̬����ϸ����35 ��m������������ǿ�Ⱥ��쳤�ʷֱ�ﵽ84 MPa��189 MPa��12%�����ð��ľ��ٴμ�ѹ������ǿ�ȳ���120 MPa�����ǣ����ڼӹ�Ӳ�������ã��쳤�������½��������հ��Ľ����˻�����ƽ�������ߴ�Ϊ9~10 ��m������ǿ�ȡ�����ǿ�ȷֱ�ﵽ124 MPa��199 MPa���쳤��Ϊ10.7%�����ϵ���֯�����ܵõ����Ը��ơ�
�ؼ��ʣ���þ������ʼ�ѹ����ѧ���ܣ�����ϸ������̬�ٽᾧ
(Edited by YANG Hua)
Foundation item: Project (DCQQ24404018) supported by Scientific and Technological Program of Heilongjiang Province, China
Corresponding author: LI Cheng-jie; Tel: +86-451-86403365; E-mail: hitlcj@163.com
DOI: 10.1016/S1003-6326(12)61744-0

