���±��: 1004-0609(2006)05-0786-07
þ�Ͻ�AZ31B�����������ι��ղ����Ż�
���嶫1, 2, ���ϼ1
(1. ������������ѧ ���Ͽ�ѧ�빤��ѧԺ, ������ 150040;
2. �Ϻ���ͨ��ѧ ��Ͻ��ܳ����ҹ�������, �Ϻ� 200030)
ժ Ҫ: �ڲ�ͬ�¶ȡ� ��ͬѹ�����Ͳ�ͬ�����ٶ���, ��Ժ��Ϊ0.8mm��AZ31Bþ�Ͻ��ĵij�������������Ԫ������������ģ��������� ��25~220����¶ȷ�Χ��, ����ֱ��Ϊ140mm�����Ͻ��г�ѹ����, �о������¶ȡ� �����ٶ��Լ�ѹ������AZ31Bþ�Ͻ��������ܵ�Ӱ�졣 �������: �����¶�Ϊ200��ʱ�ļ�������ȴﵽ��2.8; �����¶���200������ʱ, ���ų����¶ȵ�����, þ�Ͻ��ĵij�������Խ��Խ��, ��֤��AZ31Bþ�Ͻ�������õ�����������; ����, �����ٶȺ�ѹ������AZ31Bþ�Ͻ���������Ҳ����ҪӰ�졣
�ؼ���: AZ31Bþ�Ͻ�; �������; �����¶�; �����ٶ�; ѹ����; ��������� ��ͼ�����: TG146.2
���ױ�ʶ��: A
Optimization of processing parameters for magnesium alloy AZ31B sheets in thermal deep-drawing process
YU Yan-dong1, 2, LI Cai-xia1
(1. School of Materials Science and Engineering,
Harbin University of Science and Technology, Harbin 150040, China;
2. Light Alloy Net Forming National Engineering Research Center,
Shanghai Jiao Tong University, Shanghai 200030, China)
Abstract: To investigate the formability, magnesium alloy AZ31B sheets with thickness of 0.8mm were simulated and analyzed by the finite element analysis software under different temperatures, different blank holder forces and different deep drawing speeds. During the range of 25-220��, the blank with diameter of 140mm was used to proceed drawing to investigate the influences the forming temperature, deep drawing speed and blank holder force for the formability of magnesium alloy AZ31B sheets. The results show that: the limiting drawing ratio reaches 2.8 when the forming temperature is 200��, and under 200��, the higher the forming temperature is, the better of the formability for magnesium alloy sheets is. It is proved that magnesium alloy AZ31B has excellent thermal deep drawing formability. Furthermore the deep drawing speed and the blank holder force have important influences on the deep-drawing process of the magnesium alloy AZ31B sheets.
Key words: magnesium alloy AZ31B; deep drawing forming; forming temperature; deep drawing speed; blank holder force; limiting drawing ratio(LDR)
�����������ʮ�����ӱ���þ�Ͻ���о��뿪��, ����þ�Ͻ�����ѿ�ʼ��ϵ�л���չ, ��ƷӦ��������չ[1]�� ��Լ����þ�Ͻ�չ����Ҫԭ��������ϲ���������Ա�������, ����ڽϴ�̶��ϸ���þ�Ͻ�������ѳ�Ϊ���ǹ�ע�Ľ���[2]�� ������, ���ż���������͵�����Ϣ�����ķ��ٷ�չ, ���������ѹ���ι��̵ļ����ģ�⼼������ʵ��������ʵ��Ӧ�á� ͨ������Ԫģ�ⷽ����þ�Ͻ���г��η���, �ҳ����������Ե���Ѳ�����Ϊһ�����ơ�
�������Ƕ�þ�Ͻ�����µı�����Ϊ�ͳ��μ��������о�[3-8], ���йس����¶ȡ� �����ٶ��Լ�ѹ������þ�Ͻ��������Ӱ����о�����[9, 10]�� ��������[11]��AZ31þ�Ͻ�ķǵ����������ܽ������о�, ȷ����ʹAZ31þ�Ͻ��������������ܵİ��Ϻͳ�ͷ�¶ȷ�Χ, ͬʱ�ó������ٶȺ���������AZ31þ�Ͻ�ǵ���������������ҪӰ��; ��������[12]�о����Ʒ�ʽ��AZ31þ�Ͻ𱡰���֯�����ܵ�Ӱ��, �ó��������Ƶ�AZ31þ�Ͻ𱡰�������õ��������, ͬʱ�����о���AZ31B����þ�Ͻ��ѹ������, �ܽ���AZ31B����þ�Ͻ�ѹ�� ���ƺ��ȳ�ѹ������о�����[13]��
�������߾ͳ����¶ȡ� ��ѹ�ٶȡ� ѹ�����ȹ��ղ�����þ�Ͻ�����������ε�Ӱ����ɽ�������ֵģ�����, ���Գ��ι��ս������Ƽ��Ż�, �����ܽ�һ��ָ��ʵ����
1 ���ϲ����� ����Ԫģ�͵Ľ����������еĹؼ�����
1.1 ���ϲ���������Ԫģ�͵Ľ���
ģ�������ʹ�õ���þ�Ͻ�AZ31B���, ���Ϊ0.8mm, ����ֱ��Ϊ140mm, �����¶�Ϊ200��, ѹ����Ϊ8kN, �����ٶ�Ϊ0.3mm/s�� ģ������еĹ��ղ���: ����ģ��EΪ45GPa, ���ɱȦ�Ϊ0.35��
����Ԫ����ģ����ͼ1��ʾ�� ���������״��pro/e��������, ֱ������Ƭ��, ת����igs�ļ����뵽����Ԫ���������С� ��ģ�������ϵ�����Ԫ������������Ԫ�����������Զ����������������ɵġ� ������Ԫ���������ж���ģ�� ��ģ��ѹ��Ȧ�ȳ�ѹ�����Լ�ë��, ���������Ǽ�����λ��; �������ӺͽӴ����͡� Ħ�������� ��ѹ�ٶȺ�ѹ�����ȹ��ղ���; ��ë��������Ϻ���������, ͬʱ����ë���߽�����[14]�� ģ����̲�����������ģ����Ƚ�������(��Ϊ��������)�� ģ�����漰�����ܲ�������1��
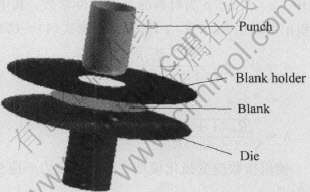
ͼ1 ����Ԫ����ģ��
Fig.1 Calculation model of finite element
�������Գ�������Ҫ�����������ǿ��Ѻ�����������ȱ�ݡ� ���ѱ���������ʧ������, �����屾���ǰ���ѹ�����ȶ�����[15]�� ���Ľ����ö�̬��ʽ����������Ԫ������������ģ�⼰����, ��þ�Ͻ��ĵ�������ս��м����ģ��, ͨ�������¶ȡ� ��ѹ�ٶȼ�ѹ�������ض����塢 ���ѵ�ȱ�ݽ���Ԥ��, ��ʵ����ع��ղ������Ż���
1.2 �����еĹؼ�����
����Ԫ��ֵģ������ڷ������ϵ���̬���������, ��������������, �����������������շ�������Ӧ����Ӧ���ϵ, �˶����̲������IJ�ֶ�̬��ʾ����ʱ����л���, �ܹ����ÿǵ�Ԫ��ȷ��ģ����ι����а��ϵ����塢 ���Ѻͻص��ȱ�����Ϊ[16, 17]�� ������Ҫ��þ�Ͻ����ư�ĵ���������ι��̽���ģ��, ���ģ����ѡ��Barlat-Lian����������ģ����Ϊ����ģ��, ��ģ�;���ԭ�����¡�
ģ����ƽ��Ӧ���ĸ���������������Ϊ

��1 ģ����ʹ�õ����ܲ���
Table 1 Performance parameters in simulation (200��)

�����sΪ����Ӧ��, Ki=1, 2ͨ��ʽ(2)�� (3)����:

ʽ�� a�� c�� h�� pΪ���ϵĸ������Գ���, ����a�� c��h������R00�� R45�� R90���, ��ʽ(4)~(6)��
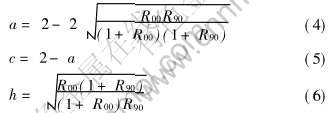
ʹ��ָ��Ӧ��ǿ��ģ��, ���ЧӦ����Ӧ���ϵΪ[18]

ʽ�� ��ΪӦ��; KΪǿ��ϵ��; ��0Ϊ��ʼ����Ӧ����Ӧ��; ��pΪ����Ӧ��; nӲ��ָ����
����Barlat��Lian��, ����ǶȵĿ�������Ӧ��ȼ�������:

ʽ�� �Ҧ�Ϊ���Ƕȷ����ϵĵ�������Ӧ��, ʽ(7)�����ڵ�������pֵ��
�������������ṹ(fcc)�IJ���, �Ƽ�m=8; �������������ṹ(bcc)�IJ���, �Ƽ�m=6�� þ�Ͻ������������ṹ, ��������Ԫ����������˵mΪĬ��ֵ8�� �ڳ�ѹ�����в������������ļ��������ڲ��ϵ������������������, ����, ���ϱ�����ϵ�ĺ����Լ��йؼ����ȷ��, ��ֱ��Ӱ���ѹ���ι��̼������ɿ��Ե�����Ҫ����֮һ[19]��
2 ����������������̵�Ӱ��
2.1 �����¶ȶ�������̵�Ӱ��
Ϊ�˶�����ȷ�������¶ȶ�LDR��Ӱ��, ��25~220�淶Χ��, �Ժ㶨�������ٶ�0.3mm/s����������ģ��, �õ��˲�ͬ�¶��µļ�����������(��ͼ2)�� ���Կ���, AZ31Bþ�Ͻ���LDR�����¶ȵ�������������, ��200��ﵽ���ֵ2.8, ���¶ȳ���200������210��ʱ, ��������Ƚ���, ����ʱ�ij����������Ǻܺá� ��˵����200��ʱ, ���������ӵĴٽ�������Ӧ��Ӳ���������͵ĸ���Ӱ��ﵽ��ƽ��[20]��
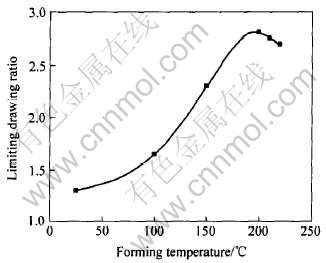
ͼ2 þ�Ͻ��ļ�����������¶ȵı仯
Fig.2 Variation of limiting drawing ratio with
forming temperature for magnesium alloy sheet
��ͼ2���Կ���, �¶ȶ�þ�Ͻ���������ε�Ӱ��ܴ�, �����¶��ڵ���200��ʱ, ���ų����¶ȵ�����, þ�Ͻ��ĵļ��������Խ��Խ��, ��������Խ��Խ��, ���, ��ʵ��������, ��þ�Ͻ�����200�������������ʱ, Ӧ����������Ҫ, ѡȡ�����ܸߵij����¶�, �Ա�֤þ�Ͻ���μ�������, ʹ����˳�����С�
2.2 ѹ������������̵�Ӱ��
þ�Ͻ����ϲ������ѵ�Ӱ�����ؽ϶�, ���������¶ȵ�Ӱ�졢 ѹ������Ӱ�켰��ѹ�ٶȵ�Ӱ��ȡ� ����, ѡȡ���ʵ�ѹ�����Ա���ȱ�ݵIJ������൱��Ҫ�ġ� ͨ��þ�Ͻ�������ij��μ���ͼ(FLD)Ҳ�ɿ���ѹ�����Գ���������Ӱ�졣 ͼ3��ʾΪѹ��������ʱ�ij��μ���ͼ�� ��ʱ���ֽڵ㳬���������һ����Ҳ����������, ���������, ��ͼ������ɫ������ʾ, ����μ�������ɫ���־�����֮���Ӧ�����Ѳ���; ����ѹ����ѡȡ����ʱ, ���нڵ��λ�������ߵ��·�, δ�������ѵ�Σ�սڵ�, ��ͼ4��ʾ��
����ѹ���S=40mmʱ, þ�Ͻ������������������ѹ�����ı仯��ͼ5��ʾ�� ����ȡ�������, ����ѹ����������, þ�Ͻ�������������������� ���ѹ����ѡȡ����, �������þ�Ͻ������Σ�ն��淢�����ȼ���, ��ЧӦ����������ǿ�ȶ���������ȱ�ݡ� ʵ�ʹ�������Ϊ, ����ֵģ����, ���ں����������25%ʱ, ������Ѳ���Ӧ��������, ����Ϊ���ѡ� �ɼ�, ѡȡ���ʵ�ѹ�����Ա���ȱ�ݵIJ������൱��Ҫ�ġ� ͨ����ֵģ����Է���, ��ѹ��������17kNʱ, �������ʳ�����25%, ������������ȼ���ȱ��, ��˵���������ѡ�
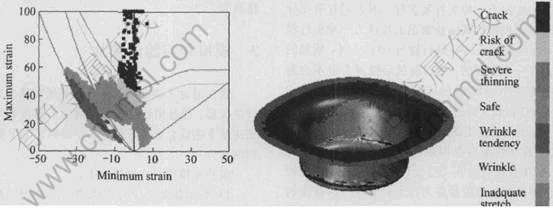
ͼ3 ѹ��������ʱ�ij��μ���ͼ������Ӧ�IJ���ͼ
Fig.3 Forming limit diagram and
color diagram under excessive blank holder force
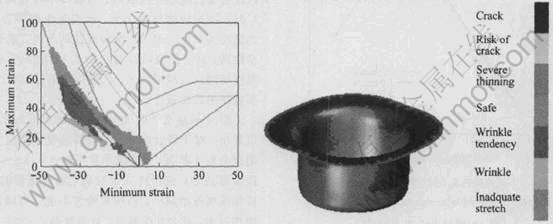
ͼ4 ѹ����ѡȡ����ʱ�ij��μ���ͼ������Ӧ�IJ���ͼ
Fig.4 Forming limit diagram and
color diagram under appropriate blank holder force
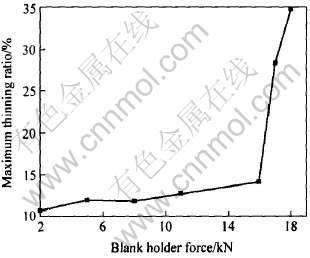
ͼ5 ����������ѹ�����ı仯
Fig.5 Variation of maximum thinning ratio with
blank holder force at punch stroke with 40mm
2.3 ��ѹ�ٶȶ�������̵�Ӱ��
Ϊȷ����ѹ�ٶȶ�þ�Ͻ�AZ31B��������Ӱ��, ��200��ij����¶�(��ģ�¶�), ѹ������Ϊ8kN��, �ֱ����3�ֺ㶨���ٶ�0.3, 1��5mm/s��þ�Ͻ���������ģ�⡣ ģ��������: �¶�Ϊ200��ʱ, ���ݲ�ͬ�ٶ���þ�Ͻ�AZ31B���ܱ����߿��Կ������ű����ٶȵ�����, �ܱ�Ӧ��Ҫ������, ����, ���Ѵ���Ӧ�����ű����ٶ�Ҳ���ӡ�
ͼ6��ʾΪ��200��, ����40mmʱ��ͬ�����ٶ��µ�������-��ͷ�г����ߡ� ��Ϊ������Ԫ������������ģ���������Ƴ���������-��ͷ�г�����, ��������һ���г�Ϊ40mmʱ, ���ӵ���������һֱ���ڵ�, ���Ե����������Ҳ����Ϊ�㡣 ����ͼ�п��Կ���, �������ٶȷֱ�Ϊ0.3mm/s��1mm/sʱ��������, ���Ͼ�����ȫ����; ����5mm/s���ٶȽ�������ʱ, ������Ѹ������27kN, �����°��������dzʱ�㷢�����ѡ� ��������AZ31Bþ�Ͻ���200��ʱ��Ӧ������ǿ��ЧӦ, ʹ���ϵij�ʼ����Ӧ������; ͬʱ�����ٶȵ�����ʹԵ������ӿ�, ������̼������������������Ѹ������ֱ��������ģԲ�Ǵ��������ϵij�������, ��ɸô��������緢���ֲ�������ʧ�ȶ���[20]��
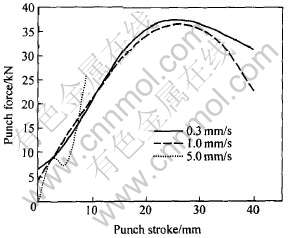
ͼ6 ��ͬ�����ٶ��µ�����������ͷ�г�����
Fig.6 Punch force��punch stroke curves at various punch speeds
3 ģ���ʵ��ĶԱ�
����ͨ��ʵ���ģ�����������о�þ�Ͻ���ϳ�ѹ����, ͨ��ʵ��õ��˲�ͬ�����¶ȺͲ�ͬ��ѹ�ٶ��µ�þ�Ͻ��ѹ��, ���еõ���2.8�ļ�������ȡ�
ʵ���ģ��ԱȽ�����¡�
1) ��ͬ�¶���(25�� 100�� 150�� 200��)���μ���Ƭ�ĶԱ���ͼ7��ʾ�� �Ӹ����μ��ɿ���, �����¶ȵ�����, �������Խ��Խ��, ������25��ʱ, �����¶ȹ���, �����������ʼ�ξͷ����˶���; ���¶�����100��ʱ, ������һ���ľ���, ��ʱþ�Ͻ��Ѿ����������; ���¶ȼ������ߵ�150��ʱ, ������ȼ����Ӵ�, û�з������ѵ�ȱ��; ���¶�Ϊ200��ʱ, ������ȴﵽ���, ���μ���ȫ����, ��ʱ�ļ��������Ϊ2.8�� ͼ8��ʾΪ���¶����Ӧ��ģ������ ��ģ�������Կ�������ʵ����ƥ�����á�
2) ��ͬ�ٶ��µij�����Ƭ�Ա���ͼ9��ʾ�� ���Կ���, ����þ�Ͻ���˵, �����ٶȲ��ܹ���, ����ͻᷢ������, ���ٶȷdz�С��Ϊ0.3mm/sʱ, ����ܳɹ�, ���μ���ȫ����, �����ٶȵ�����, ���������С, �������ٶȲ���һֱ����, �����ӹ���, �ͻᷢ������, ��Ϊ��Ʒ��
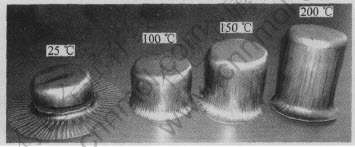
ͼ7 ʵ���в�ͬ�¶��µij�ѹ���μ���Ƭ
Fig.7 Drawing components photos under various temperatures in experiment

ͼ8 ģ���в�ͬ�¶��µij�ѹ���μ���Ƭ
Fig.8 Drawing components photos under various temperatures in simulation
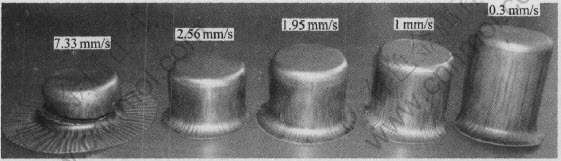
ͼ9 ʵ���в�ͬ�ٶ��µij�ѹ���μ���Ƭ
Fig.9 Drawing components photos under various speeds in experiment
4 ����
����ͨ������Ԫ����������þ�Ͻ����ư����������ι��ս�������ֵģ�����, �Ż��ij��ι��ղ�������:
1) �����¶���200������ʱ, ���ų����¶ȵ�����, þ�Ͻ��ĵij�������Խ��Խ��, ����ڸ��¶ȷ�Χ�ڳ���ʱ, ������ѡȡ�ߵij����¶ȡ� һ�������þ�Ͻ����ѳ����¶�Ϊ200��, ��ʱ�ļ��������Ϊ2.8��
2) ѹ����Խ��, þ�Ͻ������Խ������, Ϊ��������ȱ�ݲ���, ѹ����F��17kN��
3) AZ31Bþ�Ͻ�Գ�ѹ�ٶȾ��������������ԡ� ��˶�þ�Ͻ�AZ31B���г�ѹ����ʱ, ��ѹ�ٶ�Ӧ�þ����ܵ�С, ����ᵼ�°��������dzʱ�㷢�����ѡ�
REFERENCES
[1]����, ������, ���ճ�, ��. ����þ�Ͻ���о��� ������Ӧ��[J]. �й���ɫ����ѧ��, 2003, 13(2): 277-288.
YU Kun, LI Wen-xian, WANG Ri-chu, et al. Research, development and application of wrought magnesium alloys[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(2): 277-288.
[2]����, ��ΰ��, ������, ��. þ�Ͻ�֯�����������[J]. �й���ɫ����ѧ��, 2005, 15(1): 1-11.
CHEN Zhen-hua, XIA Wei-jun, CHENG Yong-qi, et al. Texture and anisotropy in magnesium alloys[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(1): 1-11.
[3]Watanabe H, Tsutsui H, Mukai T, et al. Deformation Mechanism in a coarse-grained Mg-Al-Zn alloy at elevated temperatures[J]. International Journal of Plasticity, 2001, 17: 387-397.
[4]Shyong L, Chen Y H, Wang J Y. Isothermal sheet formability of magnesium alloy AZ31 and AZ61[J]. Journal of Material Processing Technology. 2002, 124: 19-24.
[5]Doege E, Droder K. Processing of magnesium sheet metals by deep drawing and stretch forming[J]. Mater Tech, 1997(7-8): 19-23.
[6]Kohzu M, Yoshida F, Somekawa H, et al. Fracture mechanism and forming limit in deep-drawing of magnesium alloy AZ31[J]. Mater Trans, 2001, 42 (7): 1273-1276.
[7]Kaneko J, Sugamata M, Numa M. Effect of texture on the mechanical properties and formability of magnesium wrought materials[J]. J Japan Inst Metals, 2002, 64(2): 141-147.
[8]Tozawa Y. Deep drawing of magnesium alloy sheets[J] .J Japan Inst Light Metals, 2001, 51(10): 492-497.
[9]Doege E, Droder K. Sheet metal forming of magnesium wrought alloys-formability and process technology[J]. Journal of Material Processing Technology, 2001(115): 14-19.
[10]Ohwue T, Sekiguchi F, Kikuchi M, et al. Formability of AZ31 magnesium alloy sheets under warm working conditions[J]. J Japan Soc Tech Plasticity, 2001, 42: 246-248.
[11]������, �ſ���, �����. AZ31þ�Ͻ�ǵ����������ܵ��о�[J]. ���Ͽ�ѧ�빤��, 2004, 12(1): 87-89.
YIN De-liang, ZHANG Kai-feng, WU De-zhong. Nonisothermal deep drawability of AZ31 magnesium alloy[J]. Materials Science and Technology, 2004, 12(1): 87-89.
[12]������, ¬��, ����Ƽ, ��. ���Ʒ�ʽ��AZ31þ�Ͻ𱡰���֯�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2004, 14(3): 391-392.
ZHANG Qing-lai, LU Chen, ZHU Yan-ping, et al. Effect of rolling method on microstructure and properties of AZ31 magnesium alloy thin sheet[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(3): 391-392.
[13]������, ��ǿ, ¬��, ��. AZ31B����þ�Ͻ�ѹ������[J]. ��Ͻ�ӹ�����, 2004, 32(1): 30-32.
ZHANG Qing-lai, LI Qiang, LU Chen, et al. Press forming in AZ31B wrought magnesium alloy[J]. Light Alloy Fabrication Technology, 2004, 32(1): 30-32.
[14]DYNAFORM-PC Applications Manual[M]. Engineering Technology Associates, Inc, 1999.
[15]Է����, ��ף��. ���ϳ��������������������о�[J]. ���Թ���ѧ��, 2003, 10(3): 6-8.
YUAN Shi-jian, HE Zhu-bin. An overall review and comprehensive investigation into formability theory of sheet metal forming[J]. Journal of Plasticity Engineering, 2003, 10(3): 6-8.
[16]��ռ��. ƴ���巽�м�������ȱ��ε���ֵģ�������[D]. ���ͺ���: ���ɹŹ�ҵ��ѧ, 2001.
MA Zhan-guo. The Simulation and control of Non-uniform Deforming for Square Components�� Drawing of the Jointed Welding Sheets[D]. Huhehaote: Neimenggu Institute of Technology, 2001.
[17]������. ������Һѹ���μ���ֵģ��[D]. ������: ��������ҵ��ѧ, 2001.
ZHOU Li-xin. Hydro Forming and Simulation of Sheet Components[D]. Harbin: Harbin Institute of Technology, 2001.
[18]LS-DYNA Keyword Manual[M]. Livermore: Livermore Software Technology Corporation, 1999.
[19]������, ¬����, ������, ��. ��ij�������Ԫ���漼����Ӧ��[J]. ��������, 2003, 24(1): 54-60.
QIU Xiao-gang, LU Guo-qing, CHEN Wen-long, et al. Application of finite element analysis and simulation technique to sheet metal forming[J]. Iron Steel Vanadium Titanium, 2003, 24(1): 54-60.
[20]�ſ���, ������, �����, ��. AZ31þ�Ͻ�������������[J]. �й���ɫ����ѧ��, 2003, 13(6): 1505-1508.
ZHANG Kai-feng, YIN De-liang, WU De-zhong, et al. Deep drawability of AZ31 magnesium alloy sheets at elevated temperatures[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(6): 1505-1508.
[18]Chun B K, Jinn J T, Wu W T. 3-D numerical simulation of sheet metal forming processes using solid element[J]. Numisheet, 2002: 543-548.
������Ŀ: �������пƼ�����������Ŀ (2005AA2CG029)
�ո�����: 2005-10-17; ������: 2006-03-21
ͨѶ����: ���嶫, ����; �绰: 0451-86392573; E-mail: yandongyu@yahoo.com.cn.
(�༭�°���)

