中国有色金属学报 2004,(01),149-154 DOI:10.19476/j.ysxb.1004.0609.2004.01.030
粉末注射成形热塑热固粘结剂的脱脂工艺
曲选辉 陶颖
湖南大学材料科学与工程学院,北京科技大学材料科学与工程学院,中南大学材料科学与工程学院 长沙410082 ,北京100083 ,长沙410083
摘 要:
研究了热塑热固性粘结剂RG1 2的固化机理及固化动力学, 结果表明:固化过程中发生了双氰胺中氨基与环氧基的加成反应、环氧基的醚化反应、氰基本身的反应及其与环氧基的反应。外推法得到固化起始温度ti、峰顶温度tp、峰终温度tf分别为157、177和206℃, 固化反应的活化能为112.5kJ/mol。根据固化动力学参数和粘结剂其它组元的性质, 制定了适宜的脱脂工艺制度。研究了脱脂工艺对粘结剂脱除量、脱脂坯强度、碳含量的影响。制备了力学性能优良、尺寸精度高的PIM硬质合金制品。
关键词:
粉末注射成形 ;粘结剂 ;硬质合金 ;脱脂 ;
中图分类号: TF125
收稿日期: 2003-04-03
基金: 国家杰出青年科学基金资助项目 (50025412); 国家重点基础研究发展规划资助项目 (G2000067203);
Thermo-debinding of thermoplastic-thermosetting binder for PIM process
Abstract:
The mechanism and kinetics of the curing reaction of RG1-2 was studied. It was proved that the curing reaction include amido-epoxy reaction, etherisation of amido, polymerization of amido, etc. The curing parameters such as beginning temperature, top point temperature and finishing temperature of the DSC curve were determined by graph method as 157, 177 and 206℃, respectively. The activation energy Ea was calculated as 112.5kJ/mol. Temperature schedule of thermo-debinding process was formulated considering the curing parameters and properties of other binder components. Variation of binder loss ratio, strength and carbon content of the specimens during thermo-debinding process was examined, and cemented carbide with high mechanical properties and high dimension precision was made by PIM.
Keyword:
powder injection molding; binder; tungsten cemented carbide; debinding;
Received: 2003-04-03
脱脂是粉末注射成形 (PIM) 工艺中耗时最长、 最关键的环节之一
[1 ,2 ,3 ,4 ]
。 控制不当会引起脱脂坯变形及成分波动等, 影响产品的力学性能和尺寸精度, 因而, 研究PIM脱脂过程具有重要的现实意义
[5 ,6 ,7 ,8 ]
。 粘结剂的组成决定其脱脂方式
[9 ,10 ,11 ,12 ,13 ,14 ,15 ]
。 热塑-热固性粘结剂RG1-2具有低温流变性好、 粉末装载量高、 固化物强度大、 软化温度高的优点, 有利于提高PIM制品的尺寸精度, 改善其保形性。 由于粘结剂中含有热固性组元, 在热脱脂过程中除了发生热塑性组元的挥发、 裂解反应外, 还有热固组元的固化和固化物的碳化反应发生。 因此, 热塑-热固粘结剂的热脱脂过程具有其复杂性和特殊性。 本实验研究了热塑-热固性粘结剂RG1-2的热脱脂工艺, 考查了工艺参数对脱脂坯质量的影响。
1实验
原料粉末采用YG8、 YT5硬质合金混合料, 其费氏平均粒度分别为3.20、 1.72μm, 比表面分别为1.35、 1.59m2 ・g-1 。 粘结剂组成为35% 石蜡 (PW) , 10%乙烯酸乙烯酯共聚物 (EVA) , 50%环氧树脂 (E-20) , 5%双氰胺 (DICY) 。 其中双氰胺为环氧树脂的潜伏性固化剂。 粘结剂首先在自制的装置上共混, 然后粉末和粘结剂在XSS-300转矩流变仪上混炼2h, 混炼温度为90℃。 混炼后的喂料在LSJ20型螺杆挤出机上制粒后, 根据实验设计, 在SZ-28型注射成形机上注射出所需形状成形坯, 制粒和注射温度分别为80℃和100℃, 成形坯固体粉末装载量为57%。 采用热脱脂方法脱除成形坯内的粘结剂, 脱脂后成形坯在1480℃下进行真空烧结, 真空度为20Pa。 碳含量是将试样用硬质合金碾钵碾至147μm后化学分析的结果, 抗弯强度是相同实验条件下10个样品的平均值。 采用Nicolet MX-1红外光谱仪对固化物进行IR分析, 采用Perkin-Elmer DSC-7型示差扫描量热仪测量不同升温速率下固化反应过程中的热量变化。
2结果与讨论
2.1环氧树脂、 双氰胺固化机理及其动力学
双氰胺为高熔点 (208℃) 的固体, 在环氧树脂中的溶解度很小, 因此固化体系有很好的稳定性和较长的使用期。 随着温度的升高, 双氰胺不断向环氧树脂中扩散并发生固化反应。 双氰胺对环氧树脂的固化反应很复杂, 且随温度及组分用量的变化而不同。 图1所示是固化物红外光谱图, 在图1 (a) , (b) 中均存在着氨基与环氧基的加成取代反应和醚化反应, 这从 3300cm-1 处的羟基吸收峰和1120cm-1 处的醚键的吸收峰可以看出。 1650cm-1 处是亚胺键的吸收峰, 1740cm-1 处的振动吸收峰是酰胺键产生的, 这说明在该体系中同样存在双氰胺中的氰基与环氧基或环氧树脂上羟基的反应。 因此固化反应包括: 双氰胺中氨基与环氧基的加成反应、 环氧基的醚化反应、 氰基本身的反应及其与环氧基的反应。 从图1 (b) 可见, 在180℃固化60min后, 固化物中几乎不再有氰基以及环氧基的吸收峰, 这说明在此体系中各基团的反应是比较完全的。 但在固化30min的光谱图中 (图1 (a) ) , 仍然存在着部分的氰基的吸收峰, 这说明30min后氰基的反应并不完全, 固化反应不彻底。 不同升温速率下环氧树脂固化过程热量变化的DSC曲线的特征值如表1所列。 可见, 随着升温速率的提高, 固化反应的起始温度t i 、 峰顶温度t p 、 峰终温度t f 越高。 根据Qzawa提出的固化反应动力学模型:
lnq =lnA -E a /[R (t p +273.1) ] (1)
式中 q 是加热速率, t p 是DSC曲线放热峰顶温度, R 为气体常数, A 为频率因子, E a 为反应活化能。 以lnq 对1/T p 作图如图2所示。 通过直线的斜率可求得固化反应的活化能为112.5kJ/mol。
环氧树脂的固化条件可以用DSC扫描曲线来确定, 通常采用外推法求固化温度近似值。 图3所示为不同升温速率下固化反应放热峰的起始温度t i 、 峰顶温度t p 、 峰终温度t f 的关系曲线。 从图中外推得到起始温度t i 、 峰顶温度t p 、 峰终温度t f 分别为157、 177和206℃, 即为环氧树脂固化反应温度参数。 根据以上测量和推测的数据, 制定实验中粘结剂共混、 喂料混炼、 注射的温度要低于157℃, 最好在120℃以下, 以保证喂料和粘结剂稳定的流变性。 为得到较好的实验结果, 可延长喂料和粘结剂贮存时间, 并重复注射的次数。 同时, 该参数的确定为热脱脂工艺制度的确定提供了依据。
图1 环氧树脂固化前后的红外光谱
Fig.1 FTIR spectra of epoxy beforeand after being cured
(a) ―Cured at 180℃ for 30min; (b) ―Cured at 180℃ for 60min
表1 不同升温速率时环氧树脂固化曲线特征值
Table 1 Characteristics of DSC curve ofepoxy at different temperature elevating rates
q /-1 ) T i /KT f /KT p /Klnq
T
p
-
1
/-3 K-1 )
431
480
451
1.6094
2.2166
434
488
458
2.0794
2.1827
436
492
462
2.3026
2.1638
439
499
467
2.7081
2.1406
T i =t i +273.1; T f =t i +273.1; T p =t p +273.1
图2 lnq与1/Tp的线性关系
Fig.2 Linear relationship between lnq and 1/T p
图3ti, tp, tf与升温速率的关系
Fig.3 Correlation between t i , t p , t f andtemperature elevating rate
2.2RG1-2成形坯脱脂工艺研究
根据文献
[
7 ]
, PW的热解温度范围为164~327℃, EVA的热解温度范围为380~539℃。 由于环氧树脂固化温度范围为157~206℃, 制定RG1-2矩形注射坯 (6mm×6mm×42mm) 的热脱脂升温曲线如图4所示。 第1阶段 (室温~100℃) 采用2℃/min的升温速率, 有利于注射坯应力缓慢释放, 防止应力释放及PW蒸发过快导致脱脂坯产生裂纹。 100℃保温10min是为了缓解脱脂坯的热滞后, 使炉内温度分布均匀。 第2阶段 (100~200℃) 采用1℃/min的升温速率。 PW在此温度区间开始大量蒸发脱除, 热固性组元开始固化, 较慢的升温速率能够防止脱脂坯开裂。 注射坯在200℃保温60min, 一方面使PW组元继续以稳定的速率蒸发脱除, 另一方面热固性组元可充分固化, 形成骨架, 起到保持坯件形状的作用。 由于在第2阶段已经脱除了大部分石蜡组分, 脱脂坯内形成敞开的毛细孔道, 因而在第3阶段 (200~400℃) 可以较快的速率 (3℃/min) 升温, 而不会导致脱脂坯缺陷。 这一阶段的目的是以较快的速率升高到EVA的裂解温度, 以脱除EVA组元; 然后在400℃保温10min使炉内温度均匀分布。 第4阶段 (400~500℃) 以较慢的速率 (1℃/min) 升温, 目的是使EVA组元裂解脱除。 最后在500℃保温120min继续脱除EVA组元和环氧树脂固化物。
图4 热脱脂升温曲线
Fig.4 Temperature curve ofthermal debinding process
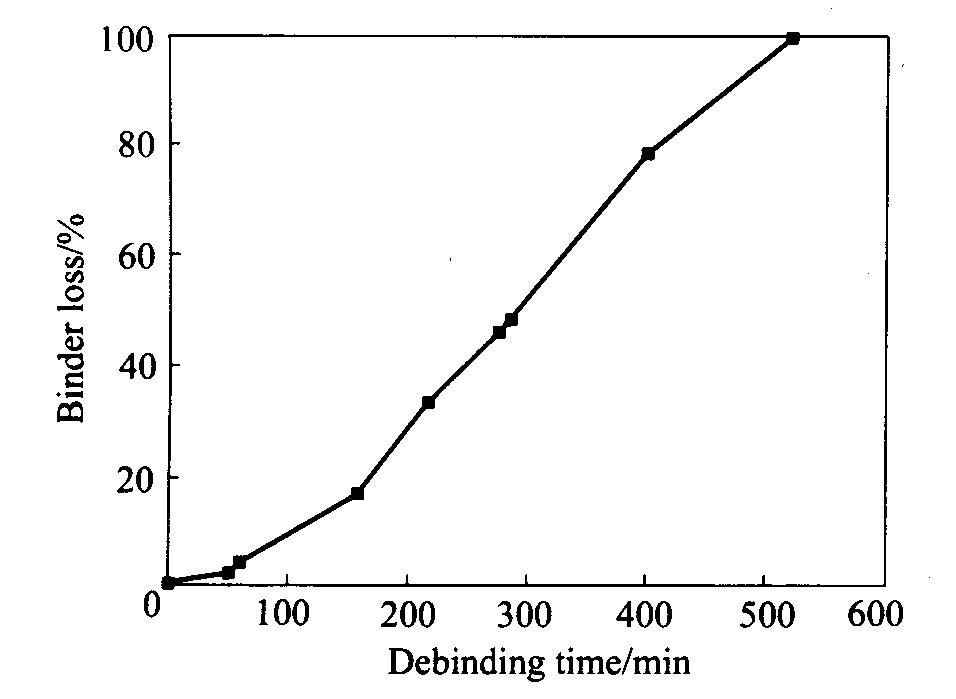
图5所示是粘结剂脱除率随脱脂时间的变化曲线。 由图5可见, 脱脂最初阶段 (0~50min) 由于脱脂温度较低, 在此温度下分解挥发去除的粘结剂量很少, 且脱脂试样中刚开始脱脂过程, 未能形成较多的连通孔隙, 因而这一阶段脱脂量较低, 脱脂速率较小。 随着脱脂的继续进行, 脱脂温度升高, 石蜡组元开始大量蒸发脱除, 脱脂坯中已形成了一定的脱脂通道, 有利于粘结剂组元的脱除, 因而本阶段 (50~300min) 的脱脂速率增加、 脱脂量增加。 脱脂温度达到400℃左右时, EVA组元开始大量裂解脱除, 并伴随部分环氧树脂固化物碳化, 因此该阶段 (300~400min) 粘结剂脱除量稳定增加。 最后阶段 (400min~结束) EVA组元全部裂解, 环氧树脂固化物全部碳化, 粘结剂脱除完全。
图5 粘结剂脱除率随脱脂时间的变化曲线
Fig.5 Curve of binder loss ratio vs debinding time
脱脂坯强度随热脱脂时间的变化如图6所示。 第1阶段 (0~110min) 脱脂坯强度下降, 这是因为少量低熔点粘结剂组分 (石蜡) 蒸发脱除, 因而脱脂坯强度降低。 第2阶段 (110~160min) 脱脂坯强度反而升高, 这是由于环氧树脂与固化剂发生了固化反应, 生成了三维网状的固化产物。 随后的第3阶段 (160~190min) 固化反应进行得更加完全, 脱脂坯强度进一步升高。 该阶段结束时, 固化反应基本进行完全。 在随后的第4、 5阶段 (190~300min) 脱脂坯强度开始降低, 但是降低幅度不大, 因为这一阶段石蜡已脱除干净, 而EVA的裂解脱除还较慢。 第6、 7阶段 (300min~结束) 脱脂坯强度迅速下降, 这是因为EVA组元快速裂解脱除, 环氧树脂部分脱除, 脱脂坯中粘结剂含量减少较快。 可见, 环氧树脂固化反应集中在第2、 3阶段 (110~190min) , 温度在170~210℃范围内。
图6 脱脂坯强度随脱脂时间的变化曲线
Fig.6 Curve of strength vs debinding time
脱脂坯 (YT5) 碳含量随脱脂时间的变化如图7所示。 由图7可见, H2 热脱脂与N2 、 H2 混合气体热脱脂脱脂坯碳含量变化基本一致。 随着脱脂时间的延长, 脱脂坯碳含量降低, 其降低的趋势和速率反映了成形坯中粘结剂的脱除情况。 第1阶段 (0~110min) 脱脂坯碳含量下降慢, 这是因为这一阶段只有很少量低熔点粘结剂组分 (石蜡) 蒸发脱除。 第2阶段 (110~160min) 、 第3阶段 (160~190min) PW大量快速蒸发脱除, 所以脱脂坯碳含量下降快。 在随后的第4、 5阶段 (190~300min) , 粘结剂中EVA组元大量裂解脱除, 加之合金粉末中氧以及脱脂气氛中H2 对碳的消耗, 脱脂坯碳含量进一步降低。 在第6、 7阶段 (300min~结束) : 一方面EVA组元快速裂解, 脱脂坯碳含量降低; 另一一方面, 环氧树脂碳化, 导致成形坯增碳, 两种反应总的结果使脱脂坯碳含量稳定降低。 实验结果表明, 采用RG1-2作PIM粘结剂, H2 热脱脂能获得较理想的脱脂坯碳含量 (5.67%) 。 脱脂坯碳含量可以通过调整高温保持时间或脱脂气氛 (N2 /H2 混合气) 中H2 的含量进行微调。
图7 脱脂坯碳含量随脱脂时间的变化曲线
Fig.7 Curves of carbon content vsdebinding time
2.3烧结合金的性能
YG8、 YT5硬质合金的性能如表2所示。 可见, 采用热塑-热固粘结剂RG1-2及相应的粉末注射成形工艺制备的YG8、 YT5硬质合金接近全致密, 其强度、 硬度等力学性能接近或达到同牌号传统压制/烧结制品的水平。
表3列举了尺寸为6mm×6mm×42mm的矩形试样分别经热脱脂和真空烧结后, 烧结成品在长、 宽、 高3个方向所能达到的最小尺寸偏差以及弯曲度。 其中, τ 是制品弯曲度, 是弯曲试样实际长度与弯曲试样直线长度的比值, 用来衡量制品变形程度。 可见, 热塑-热固粘结剂RG1-2烧结制品尺寸精度和形状保持能力优于蜡基粘结剂制品, 在固体粉末装载量较低的情况下 (57%) , 其烧结制品获得了较高的尺寸精度。
表2 注射成形YG8、 YT5硬质合金的性能
Table 2 Properties of tungsten cementedcarbide made by PIM
Alloy
Strength/MPa
HRA
YT5
2100
90.4
* YT5*
2130
90.2
YG8
2480
89.7
* YG8*
2500
88.7
Alloy
Coercivity/-1 )
Density/-3 )
Void/
YT5
11.4
12.83
<0.06
* YT5*
10.2
12.83
<0.06
YG8
9.15
14.72
<0.04
* YG8*
8.82
14.72
<0.04
Specimens made by pressing/sintering method
表3 制品的尺寸偏差及弯曲度
Table 3 Dimension deviation and camberof sintered specimens
Length/
Width/
Thickness/
τ
0.02
0.04
0.04
1.00056
0.04
0.06
0.06
1.00112
3结论
1) RG1-2固化过程中发生了双氰胺中氨基与环氧基的加成反应、 环氧基的醚化反应、 氰基本身的反应及其与环氧基的反应。
2) 外推法得到固化起始温度t i 、 峰顶温度t p 、 峰终温度t f 分别为157、 177和206℃, 即为RG1-2固化反应温度参数。
3) 根据RG1-2固化反应温度参数及粘结剂其它组元的特点, 制定了热脱脂升温制度, 应用该制度, 采用H2 热脱脂方法能控制脱脂坯碳含量达到满意的水平。 采用热塑-热固粘结剂RG1-2及相应的注射成形工艺制备的YG8、 YT5硬质合金制品力学性能接近或达到同牌号传统压制/烧结硬质合金的水平。 长度方向最小尺寸偏差达到±0.02mm。
参考文献
[1] 曲选辉.金属粉末注射成形粘结剂的发展[J].粉末冶金技术, 1997, 15 (1) :6165.QUXuan hui.Advanceofthebinderinpowderinjectionmoldingtechnology[J].PowderMetallurgyTechnology, 1997, 15 (1) :6165.
[2] 曲选辉, 李益民, 黄伯云.金属粉末注射成形技术[J].粉末冶金材料科学与工程, 1996, 1 (2) :33.QUXuan hui, LiYi min, HUANGBai yun.Metalpowderinjectionmolding[J].PowderMetallurgyMaterialsScienceandEngineering, 1996, 1 (2) :33.
[3] 李益民, 曲选辉, 黄伯云.金属粉末注射成形技术进展[J].稀有金属材料与工程, 1996, 25 (1) :1.LIYi min, QUXuan hui, HUANGBai yun.Advanceinmetalpowderinjectionmolding[J].RareMetalMaterialsandEngineering, 1996, 25 (1) :1.
[4] GermanRM.PowderInjectionMolding[M].Princeton:MPIF, 1990.7985.
[5] LISong lin, HUANGBai yun, QUXuan hui, etal.Solventde bindingofwatersolublebinderinpowderinjectionmoulding[J].TransNonferrousMetSocChina, 1999, 9 (3) :578581.
[6] HansKF, WeaverT, GermanRM.Injectionmolding
ofvariousmetalsandceramicsusinganacetalbinder[J].AdvP/M , 1992, 6:2731.
[7] HensKF , GermanRM .Advancedprocessingofad vancedmaterialsviapowderinjectionmolding[J].AdvP/M , 1993, 5:153158.
[8] 李益民.金属注射成形蜡基粘结剂和油基粘结剂性质的研究[D].长沙:中南工业大学, 1998.5.LIYi min.PropertiesofWax basedBinderandOil baseBinderforMetalPowderInjectionMolding[D].Chang sha:CentralSouthUniversityofTechnology, 1998.5.
[9] SchwartzwalderK .Injectionmoldingofceramicmaterials[J].CeramicBulletin, 1949, 28:459461.
[10] WhalenTJ , JohnsonCF .Injectionmoldingofceram ics[J].CeramicBulletin, 1981, 60:216220.
[11] HensKF .Integrityofcomplexshapeproductsbypow derinjectionmolding[J].IntP/M , 1991, 23 (1) :15.
[12] MartynMT , JamesPT .Injectionmouldingofhard metalcomponents[J].MPR , 1988, 43 (12) :817820.
[13] PoniatowskiD .Injectionmouldingoftungstencarbidebasedhardmetals[J].MPR , 1988, 43 (12) :812816.
[14] GermanRM .WearapplicationsofferfurthergrowthforPIM [J].MPR , 1999, 54 (6) :2428.
[15] 刘振海.热分析导论[M ].北京:化学工业出版社, 1991.9097.LIUZhen hai.IntroducetoThermalAnalysis[M ].Beijing:ChemicalIndustryPress, 1991.9097.