
Recycling of AZ91 Mg alloy through consolidation of machined chips by extrusion and ECAP
YING Tao(应 韬), ZHENG Ming-yi(郑明毅), HU Xiao-shi(胡小石), WU Kun(吴 昆)
School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China
Received 23 September 2009; accepted 30 January 2010
Abstract: AZ91 Mg alloy recycled by a solid state process and equal channel angular pressing (ECAP) exhibited a superior strength. The mechanical properties of AZ91 Mg alloy recycled from machined chips by extrusion at 623 K and ECAP at 573 K and 623 K were compared with those of the reference alloy which was produced from an as-received AZ91 Mg alloy block under the same conditions as the recycled alloy. The recycled specimens show a higher strength at room temperature than the reference alloy. The improvement of the tensile properties is attributed not only to the small grain size, but also to the dispersed oxide contaminants.
Key words: Mg alloy; machined chips; equal channel angular pressing (ECAP); recycling; mechanical properties
1 Introduction
Mg alloys are currently the lightest alloys used as structural materials, and Mg products have been applied for structural uses such as automobile parts and electric appliance cases[1-2]. In order to meet the increasing demand of Mg alloys, it is necessary not only to attain high material performance characteristics (high strength and high ductility, etc), but also to develop useful recycling processes. Some recycling processes, such as remelting[3], electrorefining[4] and vacuum distillation[5] have been proposed and carried out. However, the recycled Mg alloys often exhibit poor properties compared with virgin Mg alloys due to contamination[6].
Recently, solid state recycling by hot extrusion has been proposed as a new method for recycling Mg alloy chips[7-10]. In this process, metal chips are directly recycled by hot extrusion. The solid Mg alloy recycled from machined chips shows high strength due to the grain refinement and dispersion of the oxide layer originated from the surface of scraps.
Equal channel angular pressing (ECAP) is a novel metal forming process that introduces heavy shear strains into massive material billet without changing its cross-section during the multi-pass shearing deformation through a special die[11]. ECAP is capable of refining bulk materials with coarse grain structures, so ECAP can be applied for solid recycling of Mg alloy to achieve higher material performance[12-15]. However, up to now, very few studies have been performed on the recycling of Mg alloys using ECAP. In this work, the effect of extrusion and ECAP on the microstructures and mechanical properties of the AZ91 Mg alloy chips is investigated.
2 Experimental
The machined chips of Mg-9.3Al-0.7Zn (mass fraction, %) alloy with average dimensions of 17 mm×4 mm×0.1 mm were prepared as scraps by machining an as-received block in a lathe. The chips were placed in a container with a diameter of 60 mm, cold pressed at room temperature and hot pressed at 673 K, then extruded at 623 K with an extrusion ratio of 12?1. For comparison, a reference alloy was processed by extruding an as-received AZ91 Mg alloy block under the same condition. Rectangular billets with dimensions of 10 mm×10 mm×70 mm were machined from the two kinds of extruded rod for ECAP. The ECAP die had a channel angle of 90? and a curvature angle of 37?. ECAP was carried out at 573 K and 623 K for 1 pass. The recycled and reference samples after ECAP were designed as Chips+Ex+ECAP and Billet+Ex+ECAP, respectively.
The microstructures of specimens were examined using an Olympus DP11 optical microscope (OM). The crystallographic features of the alloy were determined by XRD using a Philips X’Pert diffractometer. Tensile tests were carried out at room temperature. The tensile direction was parallel to the extrusion direction.
3 Results and discussion
3.1 Microstructure
Fig.1 shows the microstructures of the specimens before hot extrusion. As for the recycled AZ91 magnesium alloy, the surfaces of chips can still be observed, which indicates the weak bond between chips, and the grain size was smaller than that of the reference specimens. This may be caused by dynamic recrystallization during hot pressing.
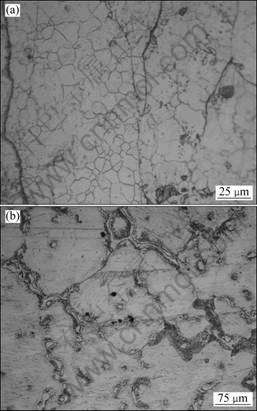
Fig.1 Microstructures of specimens before hot extrusion: (a) Recycled AZ91 Mg alloy; (b) Reference AZ91 Mg alloy
The microstructures of the specimens after hot extrusion are shown in Fig.2. The grain sizes of both recycled and reference specimens after extrusion were refined. And the grain size of the recycled specimen was decreased to about 6 μm, much smaller than that of the reference specimen. In addition, the surfaces of the chips cannot be resolved, indicating an improved bonding between chips.
The microstructures of the recycled and reference AZ91 magnesium alloy specimens after 1 pass of ECAP at 573 K and 623 K are shown in Fig.3. The average gain size of both the recycled and reference specimens after ECAP at 573 K was much smaller than that at 623K, due to the dynamic recrystallization at lower temperature. Compared with the reference specimens, the average grain size of the recycled specimens was about 2 μm, much smaller than that of the reference specimens. This was due to not only the shear deformation introduced by ECAP, but also the dispersed oxide contaminants.
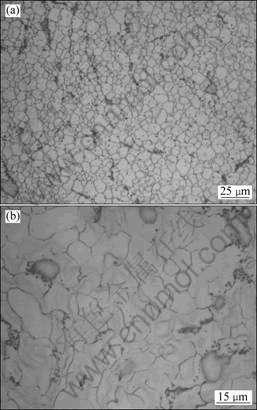
Fig.2 Microstructures of as-extruded specimens along transverse direction: (a) Recycled AZ91 Mg alloy; (b) Reference AZ91 Mg alloy
Fig.4 shows the XRD spectra of the recycled AZ91 magnesium alloy specimens. It can be seen that the alloy consisted of Mg and Mg17Al12, and there was no obvious difference in phase composition of the alloy under four different conditions. The strong basal plane texture formed in the recycled AZ91 alloy during extrusion, but after 1 pass of ECAP, the intensity of basal plane peak was decreased, which indicated that the basal-plane textures of the alloy were weakened after ECAP. It has been reported that the as-extruded Mg alloy generally exhibited an ED//á ? fiber texture, while in the as-ECAPed alloy, basal planes tended to be inclined at about 45? to the extrusion direction[16-18].
? fiber texture, while in the as-ECAPed alloy, basal planes tended to be inclined at about 45? to the extrusion direction[16-18].
3.2 Mechanical properties
Tensile properties of the recycled specimens at room temperature are summarized in Table 1. The
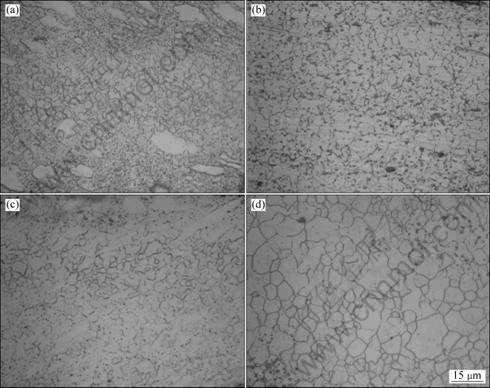
Fig.3 Microstructures of recycled (a, b) and reference (c, d) AZ91 magnesium alloy specimens after 1 pass of ECAP: (a, c) At 573 K; (b, d) At 623 K
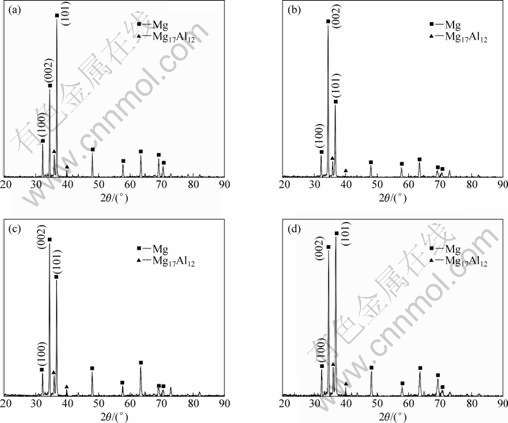
Fig.4 XRD spectra of recycled AZ91 magnesium alloy specimens: (a) Before extrusion; (b) After extrusion; (c) ECAP at 573 K; (d) ECAP at 623 K
Table 1 Mechanical properties of recycled and reference specimens
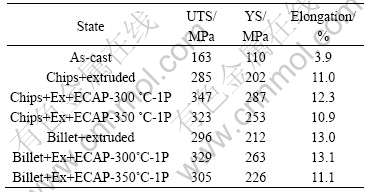
recycled specimens after ECAP at 573 K showed a good combination of high ultimate tensile strength of 347 MPa, yield strength of 287 MPa and large elongation to failure of 12.3%. These values were much larger than those of the extruded recycled specimen. Note that ECAP is a good way to achieve higher material performance. Although the basal plane texture was weakened after ECAP, the YS and UTS were increased. This was due to the grain refinement.
Compared with the reference specimens, the YS and UTS of the recycled specimens were both larger than those of the reference specimens. This was correspondent to the smaller grain size of the recycled specimens
5 Conclusions
1) The grain sizes of recycled specimens after extrusion and ECAP are smaller than those of the reference specimens. This is due to the dispersed oxide contaminants. The interfaces of the chips disappear after extrusion and ECAP, which indicates the improvement of the bonding between chips.
2) Although the basal plane texture is weakened after ECAP, the YS and UTS values of ECAPed specimens are much larger than those of extruded specimens, indicating that the grain refinement plays a more important role than texture.
3) After ECAP, the recycled specimens show comparable mechanical properties to those of the reference specimens due to the dispersed oxide contaminants and grain refinement.
References
[1] CHINO Y, FURUTA T, HAKAMADA M, MABUCHI M. Fatigue behavior of AZ31 magnesium alloy produced by solid-state recycling [J]. Mater Sci Forum, 2006, 41: 3229-3232.
[2] MORDIKE B L, EBERT T. Magnesium: properties―applications―potential [J]. Mater Sci Eng A, 2001, 302: 37-45.
[3] CHINO Y, HOSHIKA T, MABUCHI M. Enhanced corrosion properties of pure Mg and AZ31Mg alloy recycled by solid-state process [J]. Mater Sci Eng A, 2006, 435: 275-281.
[4] HARVEY W W. Material balance as the basis for process control in electrowinning and electrorefining [J]. Hydrometallurgy, 1980, 5(4): 295-304.
[5] MA Q, CAO P. Discussions on grain refinement of magnesium alloys by carbon inoculation [J]. Scripta Mater, 2005, 52(5): 415-419.
[6] CHINO Y, MABUCHI M. Deformation characteristics of recycled AZ91 Mg alloy containing oxide contaminants [J]. Mater Trans, 2008, 49(5): 1093-1100.
[7] CHINO Y, KOBATA M. Blow forming of Mg alloy recycled by solid-state recycling [J]. Mater Trans, 2004, 45(2): 361-364.
[8] SYUICHI F, TAKANOMI I, TETSUO K. Microstructures and mechanical properties of Mg96Zn2Y2 alloy prepared by extrusion of machined chips [J]. Mater Trans, 2009, 50(2): 349-353.
[9] WATANABE H, MORIWAKI K, MUKAI T. Consolidation of machined magnesium alloy chips by hot extrusion utilizing superplastic flow [J]. Mater Sci, 2001, 36: 5007-5011.
[10] NAKANISHI M, MABUCHI M. Tensile properties of the ZK60 magnesium alloy produced by hot extrusion of machined chip [J]. Mater Sci Letters, 1998, 17: 2003-2005.
[11] XIA Ke-nong. Bulk ultrafine and nanostructured materials from consolidation of particles by severe plastic deformation [J]. Mater Sci Forum, 2008, 579: 61-74.
[12] AIDA T, TAKATSUJI N, MATSUKI K, KAMADO S, SATOU T. Mechanical properties of SiC particle-AZ31B magnesium alloy machined chips composites prepared by extrusion after ECAP [J]. Journal of Light Metals, 2008, 58(3): 104-110.
[13] XU Cheng, XIA Ke-nong. Processing of a magnesium alloy by equal-channel angular pressing using a back-pressure [J]. Mater Sci Eng A, 2009, 527(1/2): 205-211.
[14] HASANI A, LAPOVOK R,TOTH L S, MOLINARI A. Deformation field variations in equal channel angular extrusion due to back pressure [J]. Scripta Mater, 2008, 58: 771-774.
[15] TORRE F D, LAPOVOK R, SANDLIN J, THOMSON P F, DAVIES C H J, PERELOMA E V. Microstructures and properties of copper processed by equal channel angular extrusion for 1-16 passes [J]. Acta Mater, 2004, 52: 4819-4832.
[16] ZHENG Ming-yi, XU Shi-wei, QIAO Xiao-guang, WU Kun, KAMADO S, KOJIMA Y, BROKMEIER H G. Equal channel angular pressing of magnesium alloy containing quasicrystal phase [J]. Mater Sci Forum, 2006, 503/504: 527-532.
[17] TONG Li-bo, ZHENG Ming-yi, CHANG Hai, HU Xiao-shi, WU Kun, XU Shi-wei, KAMADO S, KOJIMA Y. Microstructure and mechanical properties of Mg-Zn-Ca alloy processed by equal channel angular pressing [J]. Mater Sci Eng A, 2009, 523(1/2): 289-294.
[18] ZHENG Ming-yi, XU Shi-wei, QIAO Xiao-guang, WU Kun, KAMADO S, KOJIMA Y. Compressive deformation of Mg-Zn-Y-Zr alloy processed by equal channel angular pressing [J]. Mater Sci Eng A, 2008, 483/484: 564-567.
(Edited by YUAN Sai-qian)
Foundation item: Projects(50201005, 50571031) supported by the National Natural Science Foundation of China; Project(2009DFA51830) supported by the Ministry of Science and Technology, China
Corresponding author: ZHENG Ming-yi; Tel: +86-451-86402291; E-mail: zhenghe@hit.edu.cn

