稀有金属 2007,(04),446-450 DOI:10.13373/j.cnki.cjrm.2007.04.026
喷射成形70Si30Al电子封装材料致密化处理及组织性能研究
张永安 朱宝宏 王锋 魏衍广 熊柏青
北京有色金属研究总院有色金属材料制备加工国家重点实验室,北京有色金属研究总院有色金属材料制备加工国家重点实验室,北京有色金属研究总院有色金属材料制备加工国家重点实验室,北京有色金属研究总院有色金属材料制备加工国家重点实验室,北京有色金属研究总院有色金属材料制备加工国家重点实验室,北京有色金属研究总院有色金属材料制备加工国家重点实验室 北京100088,北京100088,北京100088,北京100088,北京100088,北京100088
摘 要:
利用喷射成形技术制备了70Si30Al合金沉积坯件。对沉积坯件进行了差示扫描热分析, 研究了热压温度对致密化效果的影响, 在560, 570, 580, 590℃下保温0.5h后220MPa保压2h进行了热压致密化处理;研究了压强对致密化效果的影响, 在570℃保温0.5h后160, 220, 300, 410MPa保压2h进行了热压致密化处理, 测试了材料的密度、热膨胀系数和热导率。结果表明:喷射成形70Si30Al合金在566.4℃时有熔化相出现, 理想的致密化工艺参数为570℃保温0.5h后220~300MPa保压2h, 此工艺致密化处理后的喷射成形70Si30Al的密度为2.421×103kg.m-3, 25℃时的热膨胀系数为6.9×10-6K-1, 50℃时的热导率为118K. (W.m-1.K-1) -1。
关键词:
喷射成形 ;SiAl合金 ;热压 ;致密化 ;
中图分类号: TF124.39
收稿日期: 2006-08-10
基金: 国家重大基础研究项目 (G20000672) 资助;
Research on Densification Processing, Microstructure and Properties of Spray-Formed 70Si30Al Alloys Used for Electronic Packaging
Abstract:
70Si30Al alloy was synthesized by the spray atomization and deposition technique.The densification of the alloy was applied, which involved holding at different temperatures (560, 570, 580, 590 ℃) for 0.5 h and compressing for 2 h under 220 MPa, and the effect of hot pressing temperature on the densification of the alloy was investigated by using DSC analysis.The densification of the alloy was applied, which involved holding at 570 ℃ for 0.5 h and compressing for 2 h under different pressures (160, 220, 300, 410 MPa) , and the effect of pressure on the densification of the alloy was studied.The density, coefficient of thermal expansion and thermal conductivity of the alloy were tested.The results indicated that spray formed 70Si30Al alloy started to remelt at about 566.4 ℃, and the parameters of hot pressing for the alloys' densification were determined as below:holding at 570 ℃ for 0.5 h plus pressing for 2 h under 220~300 MPa.After densification treatment, spay formed 70Si30Al alloy exhibited attractive properties, i.e.low density (2.421×103 kg・m-3) , low CTE (6.9×10-6 K-1) and high thermal conductivity (118 K・ (W・m-1・K-1) -1) .
Keyword:
spray forming;SiAl alloy;hot pressing;densification;
Received: 2006-08-10
SiAl合金作为新一代电子封装材料, 具有热膨胀系数低、 热机械稳定性好、 机械加工性能优异等优点, 具有广阔的产业化应用前景
[1 ,2 ,3 ,4 ,5 ,6 ,7 ]
。 传统铸造方法制备的硅铝合金材料中硅相多以粗大的板条状存在, 材料的各向异性非常明显, 而且粗大初晶硅相会造成材料的机械脆性, 使得SiAl合金的应用受到限制, 因此用此方法制备的SiAl合金不能用作电子封装。 采用雾化制粉后粉末冶金制备的硅含量在50% (质量分数) 以下的硅铝合金组织细小、 硅相弥散分布, 但由于受其本身工艺的限制, 很难制备出更高硅含量的硅铝合金
[8 ]
。 理想的先进电子封装材料应该具有与砷化镓和硅等典型半导体材料相匹配, 或略高的热膨胀系数、 高的热传导率和低密度
[9 ]
。
喷射成形技术是一种新型的快速凝固技术, 其基本原理是利用高速气流击碎、 冷却熔融的金属液流, 在雾化粉末还没有完全凝固时将其沉积成为一个形状比较规则的沉积坯锭
[10 ,11 ]
。 喷射成形毛坯中会残留一些孔洞, 导致材料的致密度只能达到95%~98%
[12 ]
, 在用作电子封装材料前必须进行致密化处理。 英国Osprey公司用喷射成形工艺生产出SiAl系列合金 (50Si50Al, 60Si40Al和70Si30Al) , 通过致密化处理后制备出电子封装部件, 并对这些材料的物理性能、 机械加工性能及电镀性能进行了研究。 但是, 由于该企业对其技术进行保密, 该材料的制备与加工过程的具体工艺参数及机制并没有公开报道过。 本文利用热压技术对喷射成形70Si30Al合金进行致密化处理, 重点研究了热压温度和压力对材料组织和性能的影响。
1 实 验
实验所用的原料为工业纯铝和工业纯硅, 按70%Si30%Al配料。 喷射成形实验在北京有色金属研究总院和锦州市冶金技术研究所联合研制的高真空高温喷射成形设备上完成, 熔炼温度1650~1700 K, 雾化气体为氮气, 采用双层非限制式气流雾化喷嘴, 雾化喷嘴与沉积坯件的配合方式为直喷斜拉方式, 斜拉角为35°, 偏心距为30 mm, 雾化距离为500~600 mm, 用氮化硅导流管, 其出口处孔径4.0 mm, 雾化压力0.55~0.6 MPa。 热分析实验在DSC131差示扫描量热仪上完成, 温控精密度0.1 ℃。 致密化实验在北京有色金属研究总院自制的真空热压炉中进行, 实验模具材料为45钢, 尺寸为Φ 53 mm×21.7 mm×100 mm。 在沉积坏件上取若干个Φ 21.5 mm×50 mm的试样, 分别装入模具内, 垫片采用高强石墨垫片, 尺寸为Φ 21.6 mm×15 mm, 压头采用耐热钢, 尺寸Φ 20 mm×40 mm, 润滑剂为氮化硼, 热压温度为560, 570, 580, 590 ℃, 热压强为160, 220, 300, 410 MPa, 热压时间为2 h。
分别在沉积态和热压态坏件的中心部位取样, 进行组织观察和分析, 显微组织观察分别在NEOPHOT-2型光学显微镜和CAMBRIDGE-2型扫描电镜上完成。 材料的密度用排水法测量, 热膨胀系数在Formastor-Digital实验机上测量, 热容在NETZSCH DSC 204实验机上测量, 热导率在C-600S 固体热导率测试仪上测量。
2 结果与讨论
2.1 合金的DSC分析
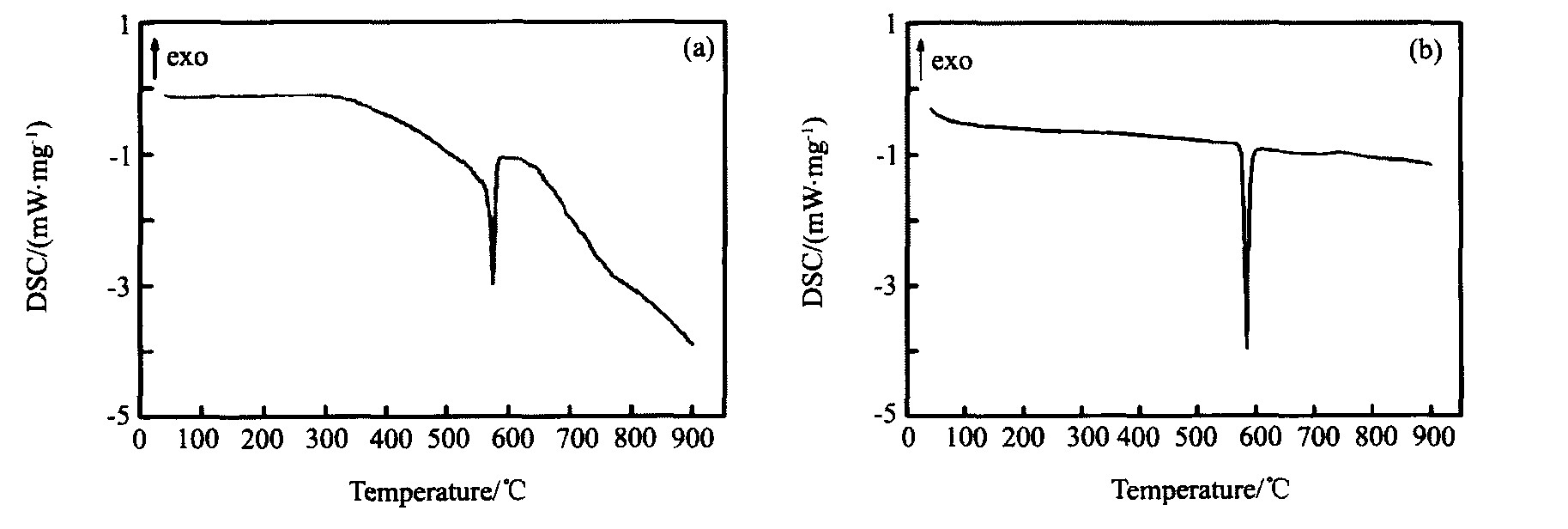
图1为喷射成形70Si30Al合金和金属模铸造70Si30Al合金的差示扫描量热分析图 (DSC) , 由图可知, 沉积态70Si30Al合金在566.4~581.7 ℃之间有吸热反应, 铸态70Si30Al合金在575~596 ℃之间有吸热反应。 由铝硅合金相图可知铝硅共晶相的熔点为576.5 ℃, 而金属模铸造得到的70Si30Al合金在575 ℃时有熔化相出现, 可知熔化相是铝硅共晶相。 但是, 喷射成形70Si30Al在566.4 ℃时开始有熔化相, 这说明材料内有非平衡结晶相存在, 前期的实验表明
[13 ]
, 这个非平衡结晶相是铝硅伪共晶相。 非平衡伪共晶相畸变能较高, 使得材料处于不稳定的高能态, 当合金加热到566 ℃左右时候, 热能和畸变能的总和足以使铝硅伪共晶相熔化。
2.2 热压温度对致密效果的影响
温度对材料的致密化有很重要的影响, 温度低时, 合金软化程度不够, 变形抗力较大, 合金内的铝基体相很难流动, 孔洞得不到较好的填充, 致密化效果差。 而当温度升高时, 材料容易软化, 铝基体相容易流动, 孔洞也容易被填充, 同时, 温度的升高还使得原子活动剧烈, 扩散容易进行, 孔洞界面之间的冶金结合越好, 材料的致密化效果也就越好。 但是, 温度过高, 材料中的熔化相在压力作用下渗出, 造成了铝基体相的减少, 一些孔洞无法被填充, 致密化效果变差。
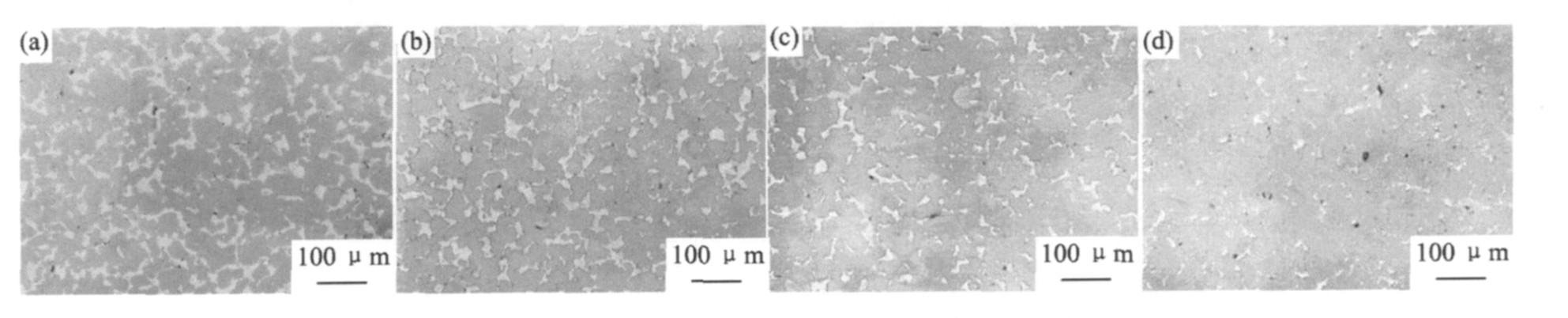
图2为喷射成形70Si30Al合金分别在560, 570, 580和590 ℃下保温0.5 h后160 MPa热压2 h的显微组织照片。 (a) 在560 ℃时, 试样中没有液相流出, 但因为温度偏低, 致密化效果不好; (b) 在570 ℃时, 试样中没有液相流出, 致密化效果较好; (c) 在580 ℃时, 试样中有少量液相流出, 致密化效果不好; (d) 在590 ℃时, 试样中有大量液相流出, 致密化效果不好。
图1 喷射成形70Si30Al合金和铸态70Si30Al合金的DSC曲线
Fig.1 DSC thermogram of spray formed 70Si30Al and casted 70Si30Al alloy (a) As-deposited 70Si30Al alloy; (b) As cast 70Si30Al alloy
图2 喷射成形70Si30Al合金在不同热压温度下的金相组织
Fig.2 Microstructures of 70Si30Al alloy at different temperatures during hot pressing (a) 560 ℃; (b) 570 ℃; (c) 580 ℃; (d) 590 ℃
2.3 热压压强对致密化效果的影响
压强对合金热压致密化有着较大的影响: 首先, 合金必须经过充分的塑性变形, 铝基体相才能够流动继而填充孔洞, 而材料的变形必须有足够的压力才能够进行, 这充分显示了压强在热压致密化过程中的必要性; 其次, 合金内的孔洞和疏松依靠铝基体相的流动填充, 铝基体相流动的区域范围是由压力大小决定的, 这充分显示了压强对热压致密化的重要性。
图3为喷射成形70Si30Al合金在570 ℃时保温0.5 h后分别在160, 220, 300, 410 MPa热压2 h后的显微组织照片。 (a) 热压压强为160 MPa时候, 合金中仍存在少量孔洞和疏松, 致密化效果不好; (b) 热压压强为220 MPa时候, 材料内没有大尺寸的孔洞, 在局部区域内铝基体相互相连接在一起, 包围着脆硬的初生硅相, 材料变形充分, 铝基体相流动范围广, 材料内孔洞得到良好的填充, 材料致密化效果好; (c) 热压压强为300 MPa时, 材料内没有孔洞和疏松, 初生硅相重新分布排列, 铝基体相互相连接在一起并且在较大范围内互相连通, 脆硬的初生硅相在较小的区域内互相挤压在一起, 材料变形较大, 铝基体相流动范围较广, 材料内孔洞得到良好的填充, 材料致密化效果较好; (d) 热压压强为410 MPa时, 材料内有裂纹产生, 并有少量孔洞和疏松, 这是由于压力过大, 断裂的初生硅相增多, 铝基体相不能及时地对裂纹进行填充, 造成了裂纹迅速扩展, 从而导致作用在材料上的力更加复杂, 使得材料不能整体协调变形, 铝基体相的流动受到很大的抑制, 因此, 一些孔洞不能得到较好的填充, 材料致密化效果变差。
2.4 合金的热膨胀系数
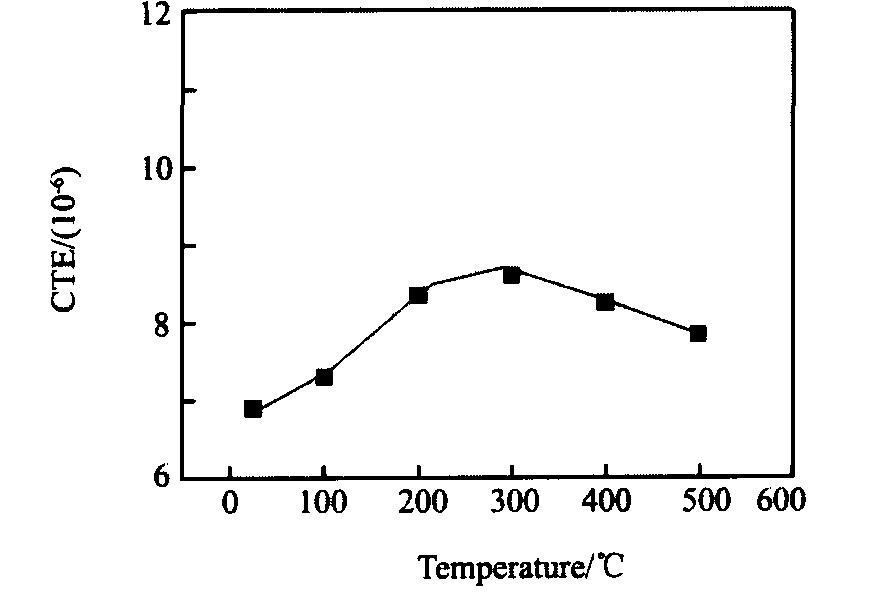
图4为热压致密化后70Si30Al合金的热膨胀系数。 由图可知, 在25 ℃时70Si30Al合金的热膨胀系数为6.9×10-6 K-1 , 随着温度的升高, 材料的热膨胀系数增大。 但是, 70Si30Al合金在400 ℃时热膨胀系数比在300 ℃时的低, 在400~500 ℃之间其热膨胀系数下降, 这是由于合金主要由初生硅和铝基体两相组成的, 合金的热膨胀系数是由这两相的热膨胀系数共同作用而得到的
[14 ]
:
α = α 1 φ 1 E 1 + α 2 φ 2 E 2 φ 1 E 1 + φ 2 E 2 ? ? ? ( 1 )
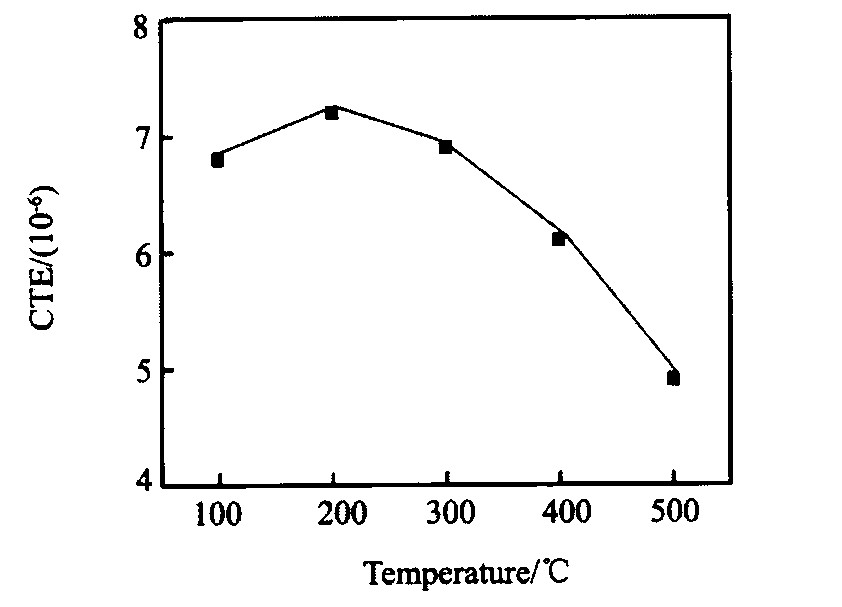
式中: α 1 , α 2 分别为铝相和硅相的热膨胀系数; φ 1 , φ 2 分别为各相所占的体积分数, 且φ 1 +φ 2 =100%; E 1 , E 2 分别为各相的弹性模量。 随着温度的升高, 合金内的铝相热膨胀系数增大, 硅的热膨胀系数如图5所示, 在300~500 ℃之间随着温度的增加而减小, 70Si30Al合金内硅含量较高, 硅的热膨胀系数对合金的热膨胀系数的影响较大, 因此在400 ℃时70Si30Al合金的热膨胀系数比在300 ℃时的低。
2.5 合金的热导率
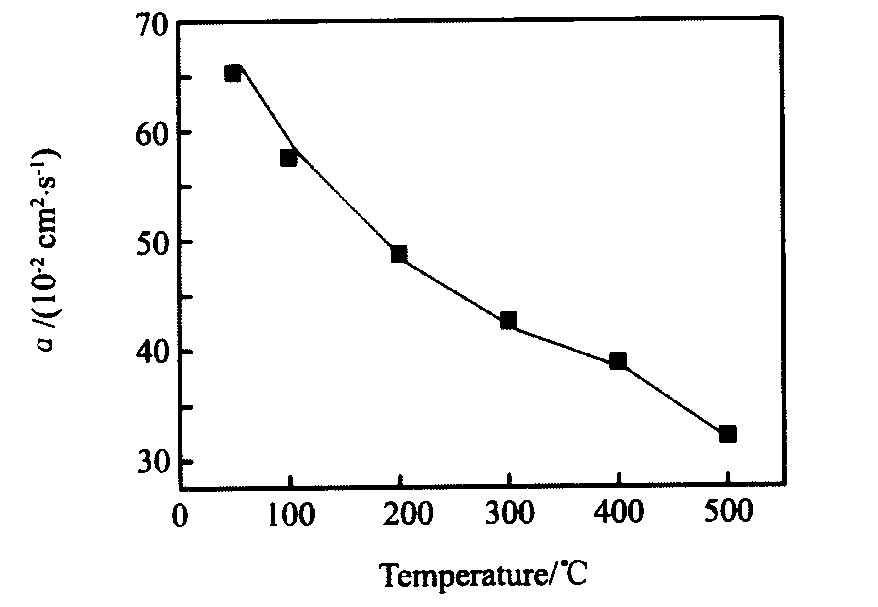
图6所示为热压致密化后70Si30Al合金随温度升高热扩散率的变化。 由图可知, 随着温度的升高, 材料的热扩散率下降。
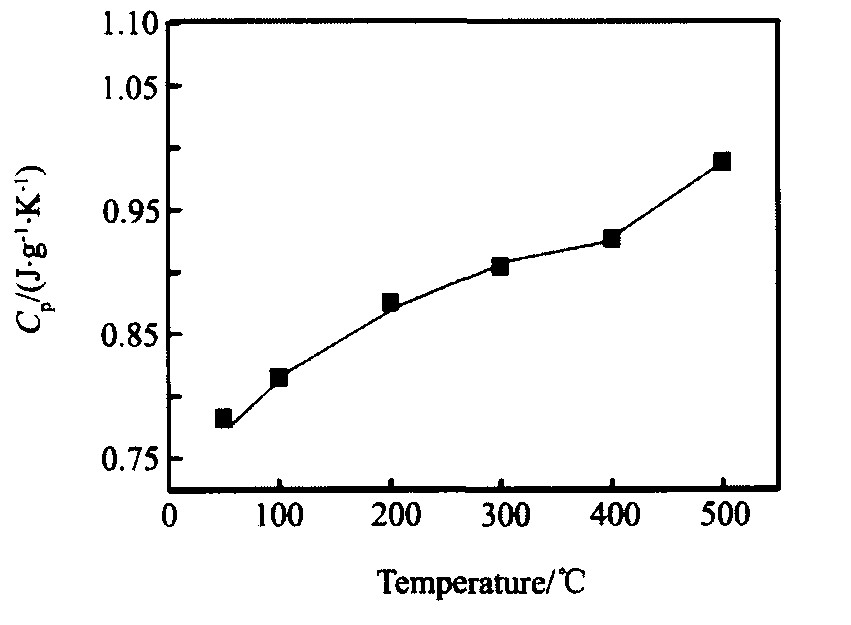
图7所示为热压致密化后70Si30Al合金随温度升高热容的变化, 由图可知, 随着温度的升高, 合金的热容增大。
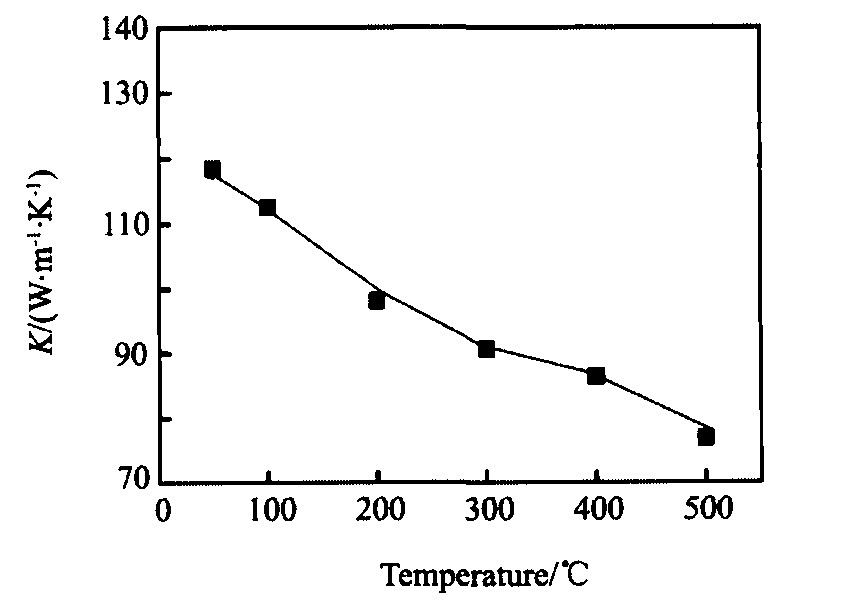
已知热压致密化后70Si30Al合金的热容和热扩散率, 通过公式
[14 ]
图3 喷射成形70Si30Al合金在不同热压压强下的显微组织
Fig.3 Microstructures of 70Si30Al alloy at different pressures during hot pressing (a) 160 MPa; (b) 220 MPa; (c) 300 MPa; (d) 410 MPa
k = α ? C p ? ρ 0 1 0 0 1 + 2 ? C Τ E ? ( Τ - 2 9 3 ) ? ? ? ( 2 )
式中k 为导热系数 (W・m-1 ・K-1 ) ; α 为热扩散率, 或者称导温系数 (m2 ・s-1 ) ; C p 热容 (J・ (gk) -1 ) ; ρ 0 为密度 (g・cm-3 ) ; CTE 为热膨胀系数 (1/K) ; T 为温度 (K) 。
图4 热压致密化后70Si30Al合金的热膨胀系数
Fig.4 Coefficient of thermal expansion of spray-formed 70Si30Al alloys after hot pressing
图5 纯Si的热膨胀系数
Fig.5 Coefficient of thermal expansion of pure silicon
图6 热压致密化后70Si30Al合金的热扩散率
Fig.6 Thermal diffusivity of spray formed 70Si30Al alloysafter hot pressing
可得到随着温度升高合金的热导率, 如图8所示。 由图可知, 在50 ℃时70Si30Al合金的热导率为118 K・ (W・m-1 ・K-1 ) -1 , 随着温度的升高, 材料的热导率下降。
2.6 合金的密度
如表1所示, 热压致密化前70Si30Al沉积坏件的平均密度为2.386×103 kg・m-3 , 570 ℃时保温0.5 h后220 MPa热压2 h后合金的密度达到2.421×103 kg・m-3 , 相对于理论密度为99.2%, 致密化效果比较理想。
图7 热压致密化后70Si30Al合金的热容
Fig.7 Heat capacity of spray formed 70Si30Al alloys after hot pressing
图8 热压致密化后70Si30Al合金的热导率
Fig.8 Thermal conductivity of spray formed 70Si30Al alloys after hot pressing
表1 热压致密化后Si-Al合金的密度
Table 1 Density of spray formed 70Si30Al alloys in different processing stages
Status
Density/ (103 kg・m-3 )
As-deposited
2.386
As-hot-forged
2.421
3 结 论
1. 喷射成形70Si30Al合金在566.4~581.7 ℃之间有吸热反应, 在567 ℃时有熔化相出现。
2. 喷射成形70Si30Al合金最合适的致密化工艺参数为570 ℃保温0.5 h后220~300 MPa保压2 h。
3. 经过优化工艺参数致密化后的喷射成形70Si30Al合金密度为2.421×103 kg・m-3 , 25 ℃时的热膨胀系数为6.9×10-6 K-1 , 50 ℃时的热导率为118 K・ (W・m-1 ・K-1 ) -1 。
参考文献
[1] Jacobson D M, Sangha S P S.Future trends in materials for lightweight microwave packaging[J].MicroelectronIntl, 1998, 15 (3) :17.
[2] 杨滨, 陈美英, 尧军平, 张济山.新型电子封装Si-Al合金的基础研究[J].南昌航空工业学蘸学报 (自然科学版) , 2004, 18 (1) :1.
[3] 张济山.新型喷射成形轻质、高导热、低膨胀Si-Al电子封装材料[J].材料导报, 2002, 16 (1) :1.
[4] Sangha S P S, JacobsomD M, Arun Junai A, Botter E.Novel a-luminium-silicon alloys for electronics packaging[J].EngineeringScience and Education Journal, 1997, 11:195.
[5] 黄强, 顾明元, 金燕萍.电子封装材料的研究现状[J].材料导报, 2000, 14 (9) :28.
[6] Tummala Rao R, Rymaszewski Eugene J, Klopfenstein Alan G, 等编著.中国电子学会电子封装专业委员会, 电子封装丛书编辑委员会, 组织译校.微电子封装手册 (第二版) [M].北京:电子工业出版社, 2001.525.
[7] 刘文俊.高密度高性能电子封装技术[J].电子产品世界, 1998, 8:38.
[8] 杨培勇, 郑子樵, 蔡杨, 李世晨, 冯曦.Si-Al电子封装材料粉末冶金制备工艺研究[J].稀有金属, 2004, 28 (1) :160.
[9] 张臣, 沈能钰.电子封装材料现状与发展[J].新材料产业, 2003, 112 (3) :5.
[10] 熊柏青.喷射成形技术产业化现状和应用发展方向[J].稀有金属, 1999, 23 (6) :425.
[11] 张永安, 刘红伟, 朱宝宏, 熊柏青, 石力开, 张济山, 陈美英.新型60Si40Al合金封装材料的喷射成形制备[J].中国有色金属学报, 2004, 14 (1) :23.
[12] 刘红伟, 张永安, 朱宝宏, 熊柏青, 石力开, 张济山.喷射成形CuCr25合金触头材料的制备及致密化处理[J].稀有金属, 2004, 28 (2) :370.
[13] 魏衍广.喷射成形Si-Al电子封装材料的制备及组织性能研究[D].北京:北京有色金属研究总院, 2006.
[14] 田莳编著.材料物理性能[J].北京:北京航空航天大学出版社, 2001.