Optimization of tribological parameters over WC-12%Co laser alloyed pearlitic ductile iron using Taguchi based Grey relational analysis
��Դ�ڿ������ϴ�ѧѧ��(Ӣ�İ�)2020���3��
�������ߣ�N. JEYAPRAKASH ���ܻ� ��ʥ��
����ҳ�룺736 - 751
Key words��WC-12%Co; laser alloying; microstructure; wear resistance; Grey technique; analysis of variance; optimization; roughness
Abstract: Pearlitic ductile irons (PDIs) are used in transportation and nuclear energy industries. In heavy loading situation, the service life of PDI is affected by numerous tribo aspects. In this study, surface of the PDI is alloyed with WC-12%Co powder using a high power fibre laser. The wear properties of the base material and laser alloying samples were investigated by tribometer with various parameters, i.e., temperature, load and sliding speed. Based on experimental test, the load has maximum percentage of contribution and followed by sliding speed and working temperature. The optimized tribological parameters by Grey relational analysis (GRA) were established and those values are closely matched with predicted values. Besides, base material and laser alloying surfaces were examined through Vickers hardness machine, scanning electron microscopy (SEM) and roughness tester. The laser altered specimen shows no defects and improves the wear properties than substrates. The identified optimal tribological parameters are load of 30 N, speed of 0.5 m/s and working temperature of 300 ��C, and load of 30 N, speed of 0.5 m/s and working temperature of 200 ��C for base metal and laser alloying samples, respectively.
Cite this article as: N. JEYAPRAKASH, YANG Che-hua, TSENG Sheng-po. Optimization of tribological parameters over WC-12%Co laser alloyed pearlitic ductile iron using Taguchi based Grey relational analysis [J]. Journal of Central South University, 2020, 27(3): 736-751. DOI: https://doi.org/10.1007/s11771-020-4327-9.

J. Cent. South Univ. (2020) 27: 736-751
DOI: https://doi.org/10.1007/s11771-020-4327-9

N. JEYAPRAKASH1, 2, YANG Che-hua(���ܻ�)1, 2, TSENG Sheng-po(��ʥ��)2
1. Centre of Mass Customization Additive Manufacture, National Taipei University of Technology,Taiwan, China;
2. Institute of Manufacturing Technology, National Taipei University of Technology, Taiwan, China
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2020
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2020
Abstract: Pearlitic ductile irons (PDIs) are used in transportation and nuclear energy industries. In heavy loading situation, the service life of PDI is affected by numerous tribo aspects. In this study, surface of the PDI is alloyed with WC-12%Co powder using a high power fibre laser. The wear properties of the base material and laser alloying samples were investigated by tribometer with various parameters, i.e., temperature, load and sliding speed. Based on experimental test, the load has maximum percentage of contribution and followed by sliding speed and working temperature. The optimized tribological parameters by Grey relational analysis (GRA) were established and those values are closely matched with predicted values. Besides, base material and laser alloying surfaces were examined through Vickers hardness machine, scanning electron microscopy (SEM) and roughness tester. The laser altered specimen shows no defects and improves the wear properties than substrates. The identified optimal tribological parameters are load of 30 N, speed of 0.5 m/s and working temperature of 300 ��C, and load of 30 N, speed of 0.5 m/s and working temperature of 200 ��C for base metal and laser alloying samples, respectively.
Key words: WC-12%Co; laser alloying; microstructure; wear resistance; Grey technique; analysis of variance; optimization; roughness
Cite this article as: N. JEYAPRAKASH, YANG Che-hua, TSENG Sheng-po. Optimization of tribological parameters over WC-12%Co laser alloyed pearlitic ductile iron using Taguchi based Grey relational analysis [J]. Journal of Central South University, 2020, 27(3): 736-751. DOI: https://doi.org/10.1007/s11771-020-4327-9.
1 Introduction
Pearlitic ductile iron (PDI) is an iron-carbon elements group. The shape of graphite is closely spherical which indicates the unique properties of the material than other cast iron. The manufacturing cost of PDI is less compared to other steel material with excellent mechanical properties [1]. So, PDI is broadly applied to transportation and nuclear energy fields. Similarly, PDI is used in crankshaft, gear box and camshaft in automobile industries [2, 3]. Few other components including sea water pump housings, rolling mill rolls, cylinders, machine tool beds and pistons use PDI [4, 5].However, in heavy loading situation, the service life of PDI is affected by numerous tribo aspects.So, surface alteration method is necessary to enhance the tribological properties of PDI [6, 7].
There are many surface alteration methods such as thermal spraying, physical vapour deposition, powder welding, chemical vapour deposition, electron beam and laser based modifications available. From the above methods,laser based modification has identified as effective method to improve the surface properties of a base material [8]. In laser processing, there are various methods like laser glazing, texturing, cladding, hardening and alloying. Among these methods, laser alloying is a perfect surface altering method which can mix the hard alloy powders into base material surface [9].
WANG et al [10] performed the coating over the cast iron and analysed the mechanical and corrosion properties. The results show that 75 ferrosilicon had major influence on microhardness, grain size, phase transformation, carbon distribution and corrosion properties of coating region. NABHANI et al [11] investigated the Ti-6Al-4V laser cladding in various environments. The outcomes specify that coating surface had coaxial (needle) structure with improved corrosion resistance. LI et al [12] examined the metallurgical and mechanical properties of iron-nickel-chromium cladding over the nodular iron. The outcomes indicate that coating region had improved the tribological and mechanical properties. Wear is a natural material drawback and it is purely based on working atmospheres. To acquire a real explanation for the wear behaviour, PDI constituents and working surroundings are required [13].
Many tribo investigations were done through many researchers for the abrasive wear [14-19]. Those tribo formulas were expressed mass loss of material as a function of properties such as operating settings, hardness indentation and reinforcement such as coefficient of friction (CoF), sliding velocity, load and temperatures. Most of the investigators were specified that operating settings such as sliding distance, load, velocity and working temperatures may have major effects on the wear behaviour [20-23]. The Taguchi method can be used to investigate the effect of inputs in optimization of single response. But there is a requirement to optimize the several outputs in tribo-chemistry related problems. To identify the way for optimization issues with several (multiple) responses by the above technique, the optimization of each response was calculated individually and now overall optimization is considered by earlier technical information [24]. This technique can produce inaccurate result with multiple outputs due to possibility of improper findings [25, 26]. To avoid this kind of problem, Taguchi technique is associated with grey theory for the multiple response optimization. Grey theory can provide the complete information with grey relational grade and to indicate the performance of all responses. Taguchi combined Grey theory was adopted to solve the multiple outputs optimization in joining process [27], milling process [28], drilling process [29] and turning process [30]. PAN et al [31] examined the welding process parameters by Taguchi technique and concluded that pulse shape and laser energy was an effective parameter. CAYDAS et al [32] examined the cutting input parameters by Grey combined Taguchi method and stated that laser power has higher impact than laser cutting speed. TSAO [33] investigated milling parameters of aluminium alloy using Taguchi combined Grey theory and stated that roughness shows major contribution in decrease of flank wear.
From the literature, it can be observed that many investigations were made on laser parameters, coating characterization and mechanical properties. No literature was found related to tribological parameters optimization on PDI. In this work, PDI surface is modified with WC-12%Co alloy powder by laser alloying technique. The laser processed top surface was examined to identify the wear difference with base material using various loading conditions. L27 orthogonal array were used to design the test parameters with temperature (��C), sliding velocity (m/s) and load (N). The input parameters weew optimized by Taguchi combined Grey theory. Besides, laser modified cross sectional surface were used to examine the hardness, roughness, phase analysis and microstructure.
2 Experimental
2.1 Base material and powder
The PDI was selected as the base metal. The substrate chemical composition is given in Table 1. The base material top surface was polished using silicon carbide grit paper of varying grit sizes and followed by Al2O3 to achieve a roughness of 10 ��m. The commercially available WC-12%Co powder was procured from M/s Oerlikon Metco Company and utilized in the present study. The alloy powder exhibited a near spherical shape and the powder image is shown in Figure 1 [7].
Table 1 Chemical composition of PDI (SG 450-10, mass fraction, %)

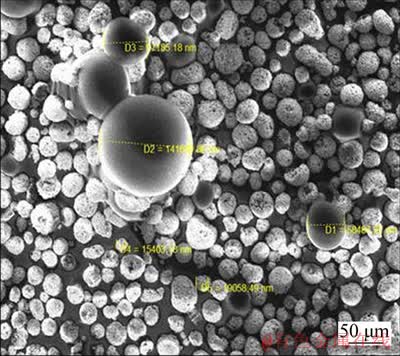
Figure 1 SEM image of as-received WC-12%Co powder
2.2 Preplaced coating and laser alloying
The alloy powders of WC with Co were prepared from agglomeration by hot sintering process. The deionized water was mixed with polyvinyl alcohol (PVA) which is supplied by M/s Loba Chemie company and heated up to 245 ��C to produce thick paste which was then mixed with proposed powders. Then the preplaced layers were kept in fume cupboard to dry overnight prior to laser alloying. The optical microscopy was used to measure the coating thickness. The coating cross-sectional image is shown in Figure 2.
A 3 kW fibre laser was used over the surface of base material. In order to create an inert ambience, argon gas was purged (3��105 MPa pressure) co-axial to the laser beam. During alloying period, the powders got melted by laser heat and fused with substrate. The PVA was vaporized during laser processing due to higher temperature. During initial trials, the specimens were laser treated under three different scanning conditions. The base surface alloyed with laser power of 1 kW and scan speed of 300 mm/min showed the presence of centre line cracks. The parameter with 1.5 kW power with 20 mm defocus and 600 mm/min scan speed exhibited minimum depth of penetration. Finally, the parameters were selected based on the obtained alloyed depth and surface conditions. The selected laser processing parameter is given in Table 2. The schematic picture of multi-track laser alloying process and typical transverse is shown in Figure 3.
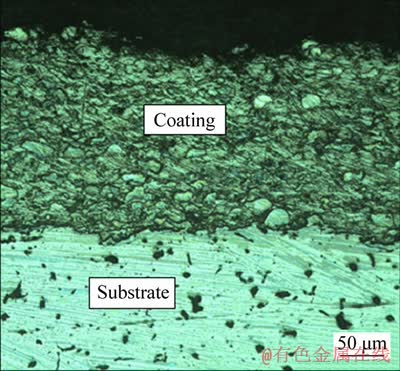
Figure 2 Cross sectional view of pre-placed coating
Table 2 Laser parameters used for LSA process

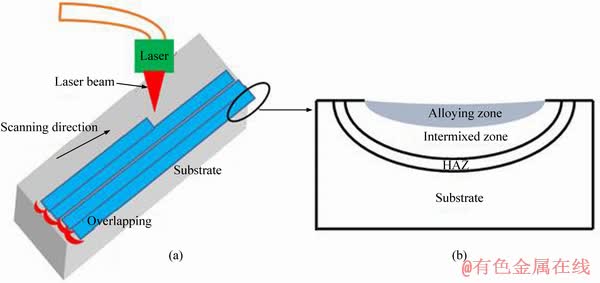
Figure 3 Schematic picture of multi-track laser alloying process (a) and typical transverse multi-track laser alloying (b)
2.3 Experimental design
Working temperature (T), velocity (vs) and load (L) were considered as input parameters with the fixed 1000 m sliding distance. Twenty-seven tests were conducted to investigate the most influencing parameter. The test matrix was designed and given in Table 3.
Table 3 L27 orthogonal array

2.3.1 Multi-response signal-to-noise (S/N) ratios
The S/N ratio is an important and useful parameter taking into account target and variation when comparing two sets of parameters. Larger S/N ratio outcomes in better performance.
2.3.2 Methodology
Stage 1: Smaller�Cthe�Cbetter,
 (1)
(1)
This type of problem is suitable when minimization characteristic is considered. The S/N proportion for a given input such as friction coefficient and volume loss is computed by Eq. (1). (smaller�Cthe�Cbetter)
Stage 2: A single input alteration is done to allocate the input consistently and measure it into an adequate field for additional investigation which is termed normalization.


 (2)
(2)
where Gij is assigned values of responses.
The S/N proportional amount of wear rate, coefficient of friction and volume loss are normalized using Eq. (2) and achieved outcomes are given in Tables 4 and 5.
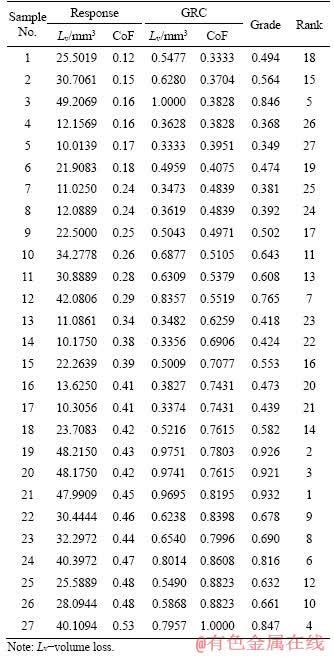
Table 4 Experimental results for untreated samples using L27 orthogonal array
Stage 3: Grey relational coefficients (GRC) are intended to show the connection among the actual and best (ideal) experiential results. The GRC ��i (k) is represented as below.
 (3)
(3)
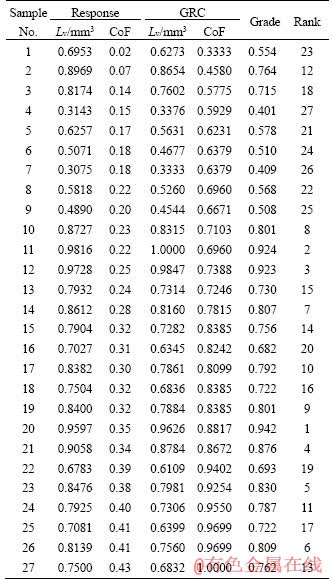
Table 5 Experimental results for laser alloyed sample using L27 orthogonal array
where �� is the Grey relational coefficient and oh(k) is the deviation sequence of the reference sequence.
1) h=1, 2, ��, a; p=1, 2, ��, b; a is the number of experimental data items and b is the number of responses.
2) Yg(p) is the reference sequence (Yg(p)=1, p=1, 2, ��, a); Yh(p) is the specific comparison sequence.
3) ��ij=||Yg(p)-Yh(p)|| is the absolute value of the difference between Yg(p) and Yh(p).
4)  is the smallest value of Yh(p).
is the smallest value of Yh(p).
5)  is the larger value of Yh(p).
is the larger value of Yh(p).
6) �� is the distinguishing coefficient, which is defined in the range 0�ܦ¡�1.
Stage 4: Generating the Grey relational grade (GRG).
The GRG is determined by employing Eq. (4).
 (4)
(4)
where i is the number of experimental data; j is the number of repetitions of the experimental conditions; �� is the response from i to j; p is the number of responses; is the GRG for the jth experiment and k is the number of performance characteristics.
is the GRG for the jth experiment and k is the number of performance characteristics.
Stage 5: Calculate the process criteria.
The higher rate of GRG indicates the acceptable output aspect. The part reacted may be valued and the optimum manageable part is calculated using the assigned Grey grade. For example, to predict the outcome of component c, compute the ordinary of grade values (OGV) for each level d. The effect Ec is defined as:
Ec=maximum(OGVcd)�Cminimum(OGVcd) (5)
If the factor c is manageable, the best level d* is determined by
d*=maxcd(OGVcd) (6)
2.4 Tribological study
The sliding wear test was performed by different operating conditions through pin on plate device as per ASTM G99-05 standard (TR-20LE- PHM 400-CHM 500) [34]. The circular plate is manufactured from heat treated steel with the dimensions of d100 mm��5 mm. The laser alloyed specimens were machined to rectangular pins having a dimension of 6 mm��6 mm��30 mm.
Experimental trials are carried by following L27 orthogonal array which has 27 rows and 3 columns. The prepared pin was weighed prior and after each experiment to measure the material loss using 0.1 mg accuracy of electronic machine. The volume loss, wear rate and friction coefficient are measured using Eqs. (7)-(10).Figure 4 shows the schematic of tribo system, dimensions of pin & counterpart.
 (7)
(7)
where �� denotes the density; Lv is volume loss; Lm is mass loss.
Ds=��ZRP (8)
where Ds is the sliding distance (m); Z is the wear track mean diameter (m); R indicates rotational speed (r/min); and P denotes time (min).
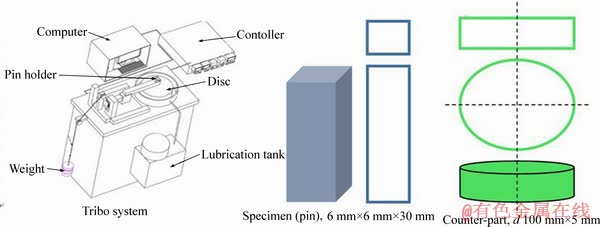
Figure 4 Schematic of tribo system, dimensions of pin and counterpart [7]
 (9)
(9)
where Rw is wear rate.
 (10)
(10)
where �� is CoF; F is friction force; N is normal load.
2.5 Characterization
The laser processed specimen is cut for microstructural study and hardness measurement. The hardness examination is performed through Vickers indentation method with 3 N load and 10 s dwell time. The laser processed specimens are etched with Murukamis etching solution. The microstructure, morphology and roughness of as received and laser processed samples prior and after wear study was conducted using optical microscopy (OM), scanning electron microscopy (SEM) and white light interferometer. The EDAX was taken to analyze the alloy powder distribution into the substrate. XRD was performed to analyses the laser alloying surface.
2.6 ANOVA (analyses of variance)
ANOVA was used to identify the significant wear test parameter. This is adapted through the redemption of the entire unevenness of the S/N proportion. It is calculated from the deviating values closer to the S/N ratios for each wear testing parameters. The ratio of individual process parameters in the ANOVA table may be used to calculate the significance of influence for the favorable criteria. In general, the variation of the parameters influences the performance characteristics significantly when F rate is bigger. Analyses of variance are framed by Grey grade for recognizing the importance factor.
3 Results and discussion
3.1 Microstructural study with elemental analysis
The micrograph of as received PDI is given in Figure 5. In the SEM image, black spots are the graphite nodule which is surrounded by ferrite ductile matrix. It is observed from the close inspection of SEM image, the nodules are not perfect circles or spheres in 2D. The nodules diameter ranges between 20 and 40 ��m. The normal microhardness of the as received PDI is about HV0.3 220.
The WC-12%Co powders were coated on the pearlitic ductile iron and the surface was scanned using optimized laser parameters. Then,the microstructure and phase analysis were discussed from the alloying region to substrate. From the alloyed region, it can be seen that all the graphite nodules were dissolved completely. Microstructure of the alloyed surface indicates with the presence of WC with Co elements. The microstructure of the alloyed region of the test sample processed by a laser power of 1500 W is shown in Figure 6. The cross section of the alloyed surface was free from defects such as pits and micro-cracks. The laser processed region shows like precipitated elements as a dendritic structure with a matrix of cementite, martensite and some retained austenite. Generally, after laser processing all the elements have a fine microstructure due to the higher cooling rate [35]. The EDX analysis of the produced dendritic structure indicates that presence of WC with cobalt elements. This proves that the WC-Co elements are evenly distributed and melted with substrate metal, then re-solidified during the laser alloying process.In alloying process, tungsten got solidified slowly due to its greater atomic weight. Hence, the dendrite formation has enhanced the alloyed surface with tungsten formation [36]. The micrograph of WC-12%Co shows the presence of needle like structure and it is confirmed the creation of granular dispersion in the matrix. This shows the greater cooling rate during the re-solidification period. The higher laser source temperature induces robust convection which imparts a homogeneous structure formation.
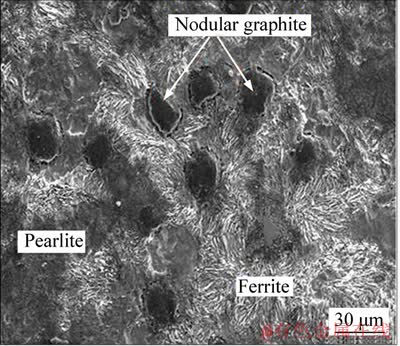
Figure 5 SEM image of as received PDI
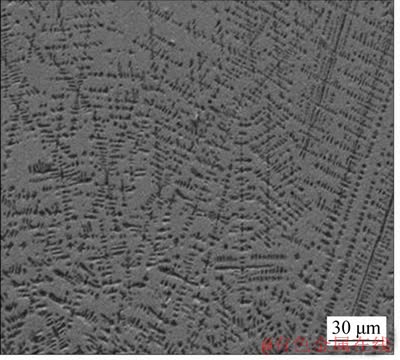
Figure 6 Image of SEM of laser alloyed cross section
As known well, the laser technique is considered by high energy density, and ceramic material has more ability than metal to absorb the energy which is produced from laser [37]. Hence, the WC-Co powders were completely melted in spite of their high melting point. The mixed combination of WC-Co powders was solidified in a dendrite structure due to higher rate of solidification after laser alloying, and the achieved results were well agreed with other investigators [38-40]. It can be noted from the produced structure that the graphite nodules were completely melted and no lengthier were formed again in re-solidification process due to higher rate of cooling. Additionally, the micrograph shows that there are no cracks in the interface of the laser alloyed region which seems to have a good adherence to the base material. The interface shows some irregular shape due to additional carbon content which is received from nodules dissolution into their adjacent regions, which can reduce the melting rate of these regions. Initially melting occurs on the carbon enriched regions and then in the other regions [41].
Investigation of the various region with high magnification shows a dendrite structure on the complete alloyed layer. The formed dendrites are categorized by primary and secondary arms, which specifies the high cooling rate in solidification process. Inspection of the dendrite interior regions shows no individual features such as pearlite or martensite. The fine dendrite structure was achieved after laser alloying process due to high cooling rate. The optimized laser parameters will produce higher cooling as an effect of higher thermal gradients. This may avoid WC sinking and ensure the creation of homogeneous structure. The achieved structure is comparable with previously obtained results by other researchers during electron beam or laser melting of ductile iron [42-44]. The formed dendrite structure has been accepted that it increases the wear resistance and corrosion properties of the alloyed surface. The cobalt element acts as a binder and it is responsible for wetting, spreading, and creation of agglomerates during liquid sintering. Further, Co element regulates the properties like strength and hardness with WC element. The hardness of the material decreases while increasing the cobalt elements.
To inspect the elements occurred in the alloyed layer, EDX examination was performed on the laser alloyed surface as shown in Figure 7. To confirm the alloy powder mixing and distribution into substrate, there are two points selected to study the elemental analysis. It is clear that the obtained microstructures as indicated needle like dendrite structure in the alloyed layer by points 1 and 2 have almost the same spectral lines. It can be concluded that the ferrite (��-Fe) has melted in the beginning due to less melting point and then changes to ��-austenite, WC were fully dissolved during the laser processing in melted pool. In EDX analysis, the observed mass fraction (%) on the alloyed surface is as follows: O 4.39, Fe 60.13, Co 5.01, C 8.31 and W 22.17. The elements such as C, W and Co are uniformly spread over the coating without any enrichment phenomenon. This explains that the alloying surface retained with good integrity and wear resistance after the wear study. The mixture of Co with maximum WC elements comprises significant hardness and toughness. Because the WC provides higher hardness and cobalt element, it is considered as a tough material. The possibility of porosity in the laser processed surface because of oxidation between carbon and oxygen elements. The pores can be reduced by avoiding oxygen element during laser processing. So, the prepared specimens were exposed to argon atmosphere to evade the oxygen elements. Therefore, pores were not measured in the present study.
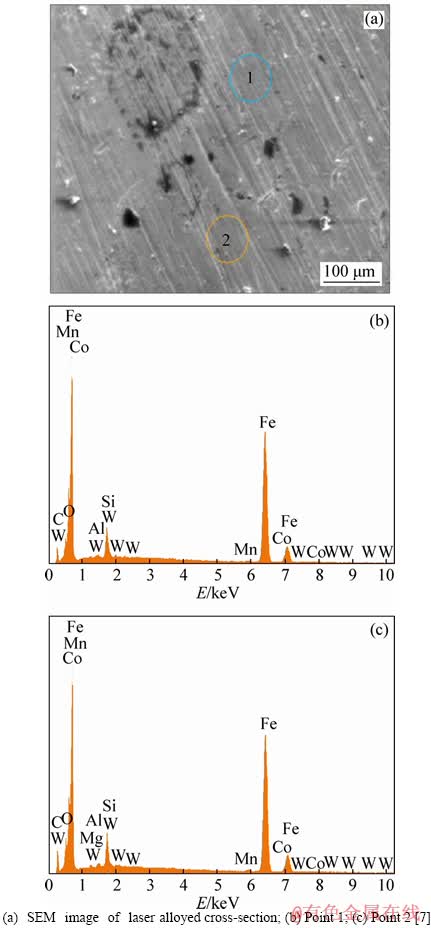
Figure 7 EDAX analysis:
3.2 Hardness measurement
The hardness study was performed on the cross sectional alloying region and compared with substrate material. The measured hardness shows the difference between base material and alloying surface due to microstructure variations. The measured microhardness profile is shown in Figure 8. After surface modification with alloy powder, the hardness was enhanced up to 4.5 times compared with base material (HV0.3 220). This may be due to the fused eutectic carbides which limit the plastic distortion made over tip of indenter. It can be observed that the structure of eutectic carbides gives superior reinforcement to the laser processed region as observed from Figure 6. It is inferred that the eutectic carbides offer greater reinforcement to the laser alloyed region as observed from Figure 6. The microhardness of laser alloying surface is moderately steady and this may be initiated by WC elements which is mixed uniformly into base material. The laser processed region produces higher hardness than base metal because of W2C and Co formation. Hereby, it can be concluded that the increase in microhardness is achieved due to the multicarbide presence, which is evenly mixed in alloying layers on PDI. Besides, greater residual stress which is produced by significant heating and quenching through surface modification process, might be the reason for higher hardness.
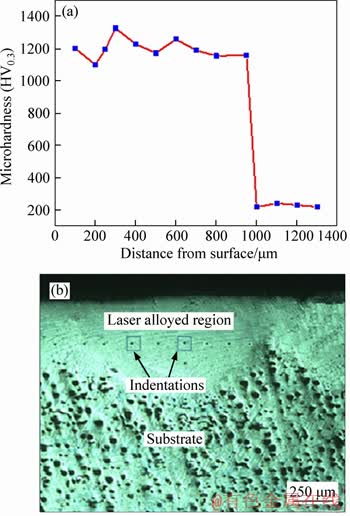
Figure 8 Microhardness profile of WC-12%Co laser alloyed cross section (a) and indentation of hardness (b)
The observed hardness indicates almost constant on laser processed surfaces due to homogeneous structure formation and absence of porosity and cracks. However, the small differences can be observed over the hardness profile. This may be because of resultant microstructural changes and reheating effect caused through laser alloyed tracks [45]. Also, substrate dilution is unavoidable. Because the prepared alloy powders need to mix evenly with substrate. Hence, small deviations can be observed in hardness graph due to iron content from the substrate material.
3.3 Phase analyses
The peaks of WC-12%Co laser alloying shows two major peaks such as WC and Co. These peaks were confirmed that dissolution of WC and undesirable phase changes was not induced during surface alteration process because of fast cooling rates by laser alloying in the present working environments. Also, W2C peaks were identified on the laser alloying surface due to WC transformation. Figure 9 shows the XRD analyses of laser alloying surface.
3.4 Grey relational grade
The Grey relational grade (GRG) values show the relationship between the comparability and reference sequence. The greater the GRG values, the nearer the investigational value to the ideal stabilized values. Hence, the maximum GRG values direct that the corresponding combination of parameters is nearer to the optimum [13]. The real understanding of the GRG values among the elements is not completely essential, when Grey ordering between them yields more subtle data. The group of data achieving the maximum GRG values is allotted for highest order and that of the lowest grade values is allotted for minimum order. In this study, Grey grades for base and surface modified specimens is given in Tables 4 and 5, respectively. Thus, maximum GRG for the responses of friction coefficient and minimum volume loss was achieved for the test number 21 (substrate sample) and 20 (laser alloyed sample). The set factors for this experimentation are closely optimal from the point of abrasive wear.
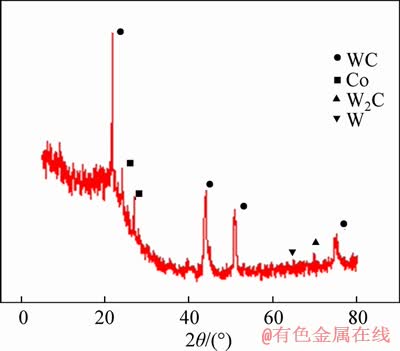
Figure 9 XRD analyses of laser alloyed surface
In orthogonal experimental design, the tribo parameters effect on the GRG at various levels can be detached out. For sample, the mean of GRG for factor X at levels 1, 2 and 3 can be calculated by considering the GRG average from tests 1-9, 10-18 and 19-27, respectively. In each level, the GRG mean can be calculated in the same procedure for other tribological parameters. Table 6 shows the mean GRG for each level of parameters. The response table shows the rank established delta values. The delta values were attained through subtracting the maximum value from the minimum among the values in all the row. Generally, a design factor with a maximum variation in the GRG from one to another factor setting specifies that the design parameter or factor is a significant contributor to the achieved characteristic performance. From the achieved results, it can be identified that the applied load has more influence in tribological characteristics of PDI and WC-Co laser alloyed PDI. The other influencing factors follow the order as sliding velocity and temperature in controlling the tribo issues.
Table 6 Main effects on Grey grades
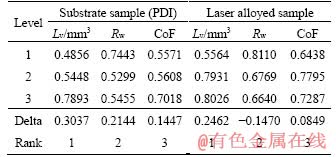
The optimum factors for volume loss and friction coefficient can be estimated from the calculated GRG values and in the current experimental study it is A3B1C3 for substrate material and A3B1C2 for laser alloyed specimen, respectively. The quality of product may be nearer to ideal value while reaching higher value of GRG. Figure 10 shows the signal to noise ratio of GRG for both substrate and laser alloyed sample.
3.5 ANOVA
ANOVA is followed to disclose the importance level of the factors which influence the tribological properties. This can be achieved through total variability separation of GRG, which is calculated in the sum of squared deviations from the GRG total mean, into impact of each error and influencing factor. The contribution of percentage by all the process input parameters in the total sum of the squared deviations can be used to calculate the significance of the working parameter variation on the performance characteristic. ANOVA for total GRG was calculated using the MINITAB 16 software and shown in Table 7. In ANOVA table, the significance probability (P-value) for the factor is lesser than 95% of confidence level means, the effect of the particular factor is significant on the concern response [46]. Consequently, in the present experimental study the significant factors are load, velocity and working temperature. The percentage of contribution for load is 52.45%; sliding velocity is 28.91% and working temperature is 13.76% for substrate sample. In laser alloyed sample, the percentage of contribution for load is 61.23%, for sliding velocity is 20.85% and for working temperature is 14.79%, revealing the significance level on each factor.
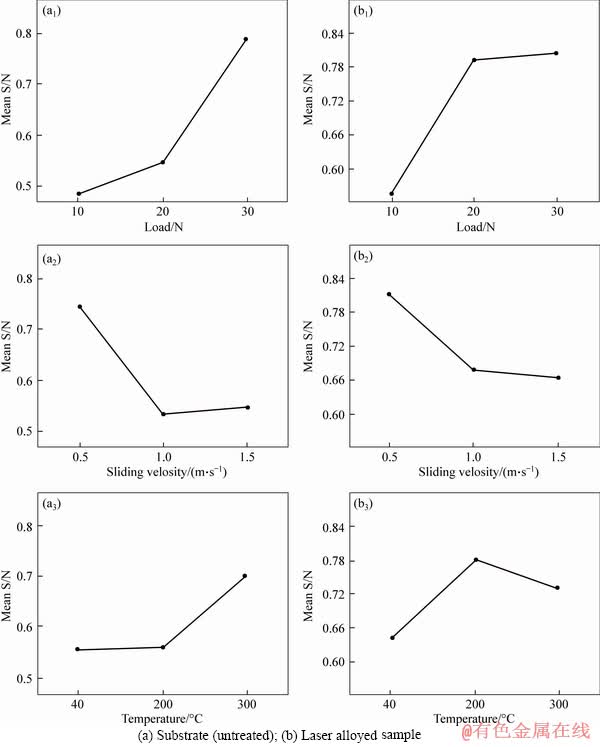
Figure 10 Signal to noise (S/N) ratio of grey relational grade for each factor:
3.6 Confirmation trial
A validation test was performed to confirm the achieved results of Taguchi combined GRA in order to verify the optimal levels of parameters. The recognized optimal parameters were used and four trail experiments was conducted in validation test. The result of confirmation test is shown in Table 8. As observed from the validation test, multiple performance characteristics was improved over Taguchi combined Grey theory. The material loss reduced from 0.9816 to 0.9560 mm3 and 49.20 to 47.98 mm3 for laser modified and substrate samples, respectively.
3.7 Wear resistance
Wear resistance of substrate material (PDI) and laser alloyed specimens was investigated with different loads, sliding velocity and temperature to know their impact on wear rate. The wear outcomes obtained from substrate (PDI) and laser alloyed specimen were compared with different input parameters. The volume loss of material increases with raise in sliding distance for all the experiment parameters. Likewise, with the raise in applied load, increased the volume loss and substantial differences were noticed with the sliding rotation of 1000 m. The wear rate is high at 0.5 m/s and slightly decreased with increase in velocity. There was no significant difference noticed at 1 and 1.5 m/s. The friction coefficient ranging between 0.12 to 0.53 and 0.02 to 0.43 for substrate and laser alloyed samples, respectively. At all experimental conditions, the laser alloyed samples had less CoF and decreased the volume loss than substrate material. These outcomes are matching well with hardness measurement of the alloyed region which indicates the notable difference.
Table 7 Analysis of variance
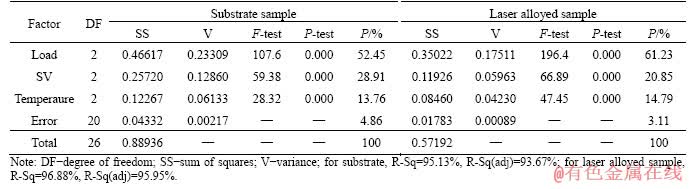
Table 8 Optimal parameter of confirmation test

The SEM images are taken over the worn out top surface of laser modified and base material (Figure 11). The substrate sample exhibited higher volume loss in extreme load and low velocity compared with laser alloyed surface. The higher depth of wear track and severe debris pile-up were noticed from the worn-out surfaces. It was observed that the substrate sample gives less resistance to wear and deformation. The delamination theory holds the crack initiation, plastic distortion, propagation and it leads to produce layer by layer delamination. The harder heat treated plate surface penetrates in to softer pin material and makes the displacement and damage of the materials. The substrate surface also exhibits higher coefficient of friction. Higher pin-disc interface temperature attributes to the hardening of graphite film and increases the coefficient of friction between two mating surfaces [47, 48]. The material removal process increases with load and reduces with sliding velocity. The laser alloyed surface exhibits lower wear rate due to harder alloy powder deposition. During sliding time, some formed oxide particles occupy the gap on the pin outward and perform as a protective layer and result in lower wear rate. The worn surfaces indicate the oxide particle confirmed by elemental analysis (Figure 7). The alloyed tungsten, carbide and cobalt particles were observed as fine structure. Besides, finer grooves were noticed on laser modified worn-out surfaces and this finer scratch indicates the reduced mass loss. This was attributed to the presence of elongated eutectic carbides which imparts increased hardness to the laser modified specimens [49, 50].
The laser modified surfaces exhibit increased resistance to abrasion and improve wear resistance. The soft and ductile matrix of cobalt was used in the present study, which can protect the surface by forming the thin layer. The formed thin layer protects the surface during the sliding interface and reduces the wear rate by performing as a lubricant. In wear surface, the formation of tribolayer is associated to the binding elements that adhere to this adjacent surface. The micro size abrasive bits may bond again together over adhered matrix, then the tribolayer creation was started. In this dense and well compacted surface, cobalt element performs as a tough particle and developing the layer to the test surface. Here, recently made tribolayer protect the surfaces against damages and reducing the rate of wear compared to initial one.
3.8 Roughness measurement
The roughness of worn�Cout pin is given in Figures 12 (a) and (b). The higher wear rate and less hardness are reflected in base material and show higher roughness of about 5.8 ��m. The improved hardness and lesser wear rate result in minimum roughness (about 1.6 ��m) on laser modified surface. Comparing with the base material, laser modified surfaces show about 4 times reduction in roughness.
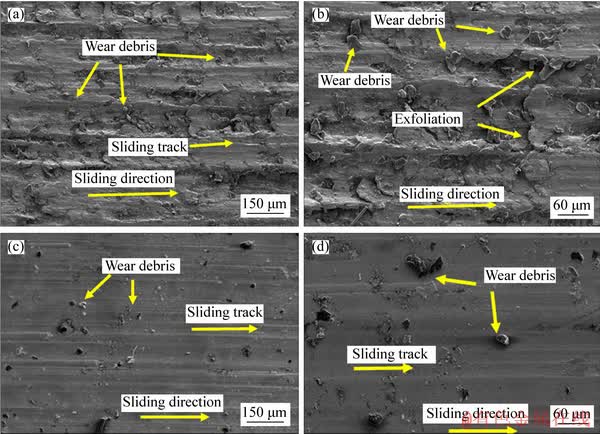
Figure 11 Worn out surfaces of substrate (a, b) and laser alloyed sample (c, d) for optimized tribological parameters
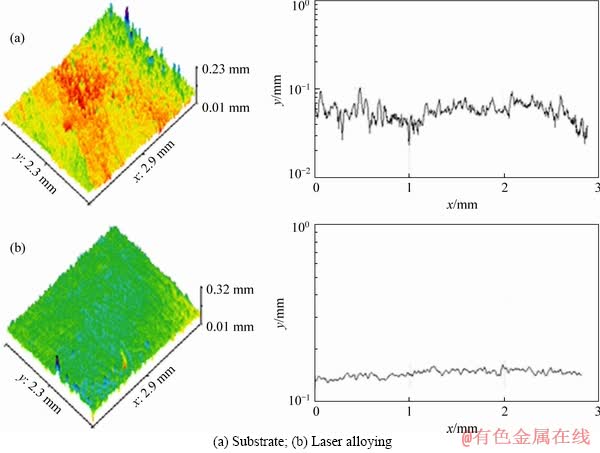
Figure 12 Roughness measurement for optimized parameters:
4 Conclusions
The high temperature sliding wear test is performed using pin-on-plate device over base material and surface modified PDI using Taguchi combined Grey theory. Based on the experimental outcomes, the following conclusions can be drawn.
1) Laser alloyed surface exhibit defects free and graphite nodules completely dissolved in the molten ferrous material. As a result, it shows finer homogeneous dendrite shape over the surface modified region. The laser modified surface improved their hardness up to HV0.3 1200.
2) The identified optimal combination of input parameters is 30 N, 0.5 m/s, 200 ��C (A3B1C2) and 30 N, 0.5 m/s and 300 ��C (A3B1C3) for laser alloyed and base material, respectively.
3) From ANOVA, the influence of input parameters is observed as temperature (13.76%), sliding velocity (28.91%) and load (52.45%) for base material and temperature (14.79%), sliding velocity (20.85%) and load (61.23%) for laser processed sample.
4) The validation trails show a decrease in volume loss from 0.9816 to 0.9560 mm3 and 49.20 to 47.98 mm3 for laser modified and base material, respectively. Based on the obtained outcomes, laser modified surface exhibits 98% enhancement than base material. Higher surface roughness (5.8 ��m) is achieved over substrate specimen and lower surface roughness (1.6 ��m) on laser alloyed specimen.
Acknowledgements:
The authors wish to thank National Taipei University of Technology, Taiwan, China for all support required to carry out this research.
Nomenclature
L
Load
SV
Sliding velocity
T
Temperature
GRA
Grey relational analyses
GRC
Grey relational coefficient
Lv
Volume loss
CoF
Coefficient of friction
Rw
Wear rate
DF
Degree of freedom
SS
Sum of squares
V
Variance
P
Percentage of contribution
ANOVA
Analysis of variance
SEM
Scanning electron microscopy
XRD
X-ray diffraction
References
[1] WILK-KOLODZIEJCZYK D, REGULSKI K, GUMIENNY G. Comparative analysis of the properties of the nodular cast iron with carbides and the austempered ductile iron with use of the machine learning and the support vector machine [J]. International Journal of Advanced Manufacturing Technology, 2016, 87: 1077-1093. DOI:10.1007/s00170- 016-8510-y.
[2] HUTTER G, ZYBELL L, KUNA M. Micro mechanisms of fracture in nodular cast iron: From experimental findings towards modeling strategies-A review [J]. Engineering Fracture Mechanics, 2015, 144: 118�C141. DOI: 10.1016/ j.engfracmech.2015.06.042.
[3] JEYAPRAKASH N, SIVASANKARAN S, PRABU G, YANG C H, ALABOODI A S. Enhancing the tribological properties of nodular cast iron using multi wall carbon nano-tubes (MWCNTs) as lubricant additives [J]. Materials Research Express, 2019, 6: 045038. DOI: 10.1088/2053- 1591/aafce9.
[4] CESCHINI L, CAMPANA G, PAGANO N, ANGELINI V. Effect of laser surface treatment on the dry sliding behaviour of the EN-GJS400-12 ductile cast iron [J]. Tribology International, 2016, 104: 342-351. DOI: https://doi.org/10.1016/ j.triboint.2016.09.018.
[5] PODGORNIK B, VIZINTIN J, THORBJORNSSON I, JOHANNESSON B, THORGRIMSSON J T, MARTINEZ CELIS M, VALLE N. Improvement of ductile iron wear resistance through local surface reinforcement [J]. Wear, 2012, 274-275: 267-273. DOI: 10.1016/j.wear.2011.09.005.
[6] QI X, ZHU S, DING H, ZHU Z, HAN Z. Microstructure and wear behaviors of WC�C12%Co coating deposited on ductile iron by electric contact surface strengthening, [J]. Applied Surface Science, 2013, 282: 672-679. DOI: 10.1016/ j.apsusc.2013.06.032.
[7] JEYAPRAKASH N, YANG Che-hua, MUTHUKANNAN DURAISELVAM, PRABU G. Microstructure and tribological evolution during laser alloying WC-12%Co and Cr3C2-25%NiCr powders on nodular iron surface, [J]. Results in Physics, 2019, 12: 1610-1620. DOI: https://doi. org/10.1016/j.rinp.2019.01.069.
[8] BENYOUNIS K Y, FAKRON O M A, ABBOUD A G, OLABI A G, HASHMI M J S. Surface melting of nodular cast iron by Nd-YAG laser and TIG [J]. Journal of Material Processing Technology, 2005, 170: 127-132. DOI: 10.1016/j.jmatprotec.2005.04.108.
[9] VILAR R. Laser powder deposition [J]. Comprehensive Materials Processing, 2014, 10: 163-216.
[10] WANG Zhong-qi, ZHANG Jian-long, ZHANG Peng, ZHOU Hong, ZHOU Ti. Effect of the 75 ferrosilicon on the laser cladding on gray cast iron [J]. Optics and Laser Technology, 2019, 113: 64-71. DOI: https://doi.org/10.1016/j.optlastec. 2018.12.013.
[11] NABHANI M, RAZAVI R S, BAREKAT M. Corrosion study of laser cladded Ti-6Al-4V alloy in different corrosive environments [J]. Engineering Failure Analysis, 2019, 97: 234-241. DOI: 10.1016/j.engfailanal.2019.01.023.
[12] LI Yong-jian, DONG Shi-yun, HE Peng, YAN Shi-xing, LI En-zhong, LIU Xiao-ting, XU Bin-shi. Microstructure characteristics and mechanical properties of new-type FeNiCr laser cladding alloy coating on nodular cast iron [J]. Journal of Materials Processing Technology, 2019, 269: 163-171. DOI: 10.1016/j.jmatprotec.2019. 02.010.
[13] RAMESH B N, SURESHA B. Optimization of tribological parameters in abrasive wear mode of carbon-epoxy hybrid composites [J]. Materials and Design, 2014, 59: 38-49. DOI: 10.1016/j.matdes.2014.02.023.
[14] ALAJMI M, SHALWAN A. Correlation between mechanical properties with specific wear rate and the coefficient of friction of graphite/epoxy composites [J]. Materials, 2015, 8: 4162-4175. DOI:10.3390/ma8074162.
[15] JEYAPRAKASH N, YANG C H, TSENG S P. Wear tribo-performances oflaser cladding colmonoy-6 andstellite-6 micron layers onstainless steel 304 using Yb:YAG disk laser [J]. Metals and Materials International, 2020. DOI: 10.1007/s12540-019-00526-6.
[16] AXEN N, JACOBSON S. A model for abrasive wear resistance of multiphase materials [J]. Wear, 1994, 174: 187-199.
[17] JEYAPRAKASH N, YANG Che-hua, SIVASANKARAN S. Laser cladding process of cobalt and nickel based hard-micron-layers on 316L-stainless-steel-substrate [J]. Materials and Manufacturing Processes, 2019, 35: 142-151. DOI: 10.1080/10426914.2019.1692354.
[18] LEE G Y, DHARAN C K H, RITCHIE R O. A physically- based abrasive wear model for composite materials [J]. Wear, 2002, 252: 322-331. DOI: 10.1016/S0043-1648(01)00896-1.
[19] YEN B, DHARAN C K H. A model for the abrasive wear of fiber-reinforced polymer composites [J]. Wear, 1996, 195: 123-127.
[20] BIJWE J, RAJESH J J, JEYAKUMAR A, GHOSH A, TEWARI U S. Influence of solid lubricants and fibre reinforcement on wear behaviour of polyethersulphone [J]. Tribology International, 2000, 33: 697-706. DOI: 10.1016/ 0043-1648(95)06804-X
[21] PATNAIK A, SATAPATHY A, BISWAS S. Investigations on three-body abrasive wear and mechanical properties of particulate filled glass epoxy composites [J]. Malayan Polymer Journal, 2010, 5: 37-48.
[22] SURESHA B, CHANDRAMOHAN G, MOHANRAM P V. Role of fillers on three-body abrasive wear of glass fabric reinforced epoxy composites [J]. Polymer Composite, 2009, 30: 1106-1113. DOI:10.1002/pc.20662.
[23] SURESHA B, KISHORE S, SEETHARAMU S, KUMARAN S S. Investigations on the influence of graphite filler on dry sliding wear and abrasive wear behaviour of carbon fabric reinforced epoxy composites [J]. Wear, 2009, 267: 1405-1414. DOI: https://doi.org/10.1016/j.wear.2009. 01.026.
[24] JEYAPRAKASH N, YANG Che-hua, Muthukannan DURAISELVAM, PRABU G, TSENG S P, KUMAR D R. Investigation of high temperature wear performance on laser processed nodular iron using optimization technique, [J]. Results in Physics, 2019, 15: 102585. DOI: 10.1016/ j.rinp.2019.102585.
[25] CHANG C Y, HUANG R, LEE P C, WENG T L. Application of a weighted Grey-Taguchi method for optimizing recycled aggregate concrete mixtures [J]. Cement and Concreate Composites, 2011, 33: 1038-1049. DOI: 10.1016/j.cemconcomp.2011.06.005.
[26] PHADKE S M. Quality engineering using robust design [M]. Englewood Cliffs (NJ): Prentice-Hall, 1989.
[27] TARNG Y S, JUANG S C, CHANG C H. The use of Grey based Taguchi methods to determine submerged arc welding process parameters in hardfacing [J]. Journal of Material Processing Technology, 2012, 28: 1-6. DOI: 10.1016/S0924- 0136(01)01261-4.
[28] KOPAC J, KRAJNIK P. Robust design of flank milling parameters on Grey-Taguchi method [J]. Journal of Material Processing Technology, 2007, 191: 400-403. DOI: 10.1016/ j.jmatprotec.2007.03.051.
[29] RAJMOHAN T, PALANIKUMAR K, KARTHIVEL K. Optimization of machining parameters in drilling hybrid aluminum metal matrix composites [J]. Transactions of Nonferrous Metals Society of China, 2012, 22: 1286-1297. DOI: 10.1016/S1003-6326(11)61317-4.
[30] TZENG C, LIN Y, YANG Y, JENG M. Optimization of turning operations with multiple performance characteristics using the Taguchi method and Grey relational analysis [J]. Journal of Material Processing Technology, 2009, 209: 2753-2759. DOI: 10.1016/j.jmatprotec.2008.06.046.
[31] PAN L K, WANG C C, HSIAO Y C, HAASO K C. Optimization of Nd: YAG laser welding onto magnesium alloy via taguchi analysis [J]. Optics and Laser Technology, 2004, 37: 33-42. DOI: https://doi.org/10.1016/j.optlastec. 2004.02.007.
[32] CAYDAS U, HASCALIK A. Use of the Grey relational analysis to determine optimum laser cutting parameters with multi-performance characteristics [J]. Optics and Laser Technology, 2008, 40: 987-994. DOI: 10.1016/j.optlastec.2008.01.004.
[33] TSAO C C. Grey�CTaguchi method to optimize the milling parameters of aluminum alloy [J]. International Journal of Advanced Manufacturing Technology, 2009, 40: 41-48. DOI: 10.1007/s00170-007-1314-3.
[34] ASTM Standard, G: 99-05. Standard test method for wear testing with a pin-on-disk apparatus [S].
[35] ESSAM R I M, MAHMOUD F, El-LABBAN H F. Microstructure and wear behavior of tic coating deposited on spheroidized graphite cast iron using laser surfacing [J]. Engineering, Technology & Applied Science Research, 2014, 4: 696-701.
[36] ZAFAR S, SHARMA A K. Microstructure and wear performance of heat treated WC-12Co microwave clad [J]. Vacuum, 2016, 131: 213-222. DOI: 10.1016/j.vacuum.2016. 06.021.
[37] SAMPEDRO J, PEREZ I, CARCEL B, RAMOS J A, AMIGO V. Laser cladding of TiC for better titanium components [J]. Physics Procedia, 2011, 12-A: 313322. DOI: 10.1016/j.phpro.2011.03.040.
[38] CHEHRGHANI A, TORKAMANY M J, HAMEDI M J, SABBAGHZADEH J. Numerical modeling and experimental investigation of TiC formation on titanium surface pre-coated by graphite under pulsed laser irradiation [J]. Applied Surface Science, 2012, 258: 2068-2076. DOI: 10.1016/j.apsusc.2011.04.064.
[39] MONFARED A, KOKABI A H, ASGARI S. Microstructural studies and wear assessments of Ti/TiC surface composite coatings on commercial pure Ti produced by titanium cored wires and TIG process [J]. Materials Chemistry and Physics, 2013, 137: 959-966. DOI: 10.1016/j.matchemphys.2012. 11.009.
[40] MAHAMOOD R M, AKINLABI E T, SHUKLA M, PITYANA S. Scanning velocity influence on microstructure, microhardness and wear resistance performance of laser deposited Ti6Al4V/TiC composite [J]. Materials and Design, 2013, 50: 656-666. DOI: 10.1016/j.matdes.2013.03.049.
[41] YAN H, WANG A, XIONG Z, XU K, HUANG Z. Microstructure and wear resistance of composite layers on a ductile iron with multicarbide by laser surface alloying [J]. Applied Surface Science, 2010, 256: 7001-7009. DOI: 10.1016/j.apsusc.2010.05.015.
[42] CHEN Y, GAN C H, WANG L X, YU G, KAPLAN A. Laser surface modified ductile iron by pulsed Nd: YAG laser beam with two-dimensional array distribution [J]. Applied Surface Science, 2005, 245: 316-321. DOI: 10.1016/j.apsusc.2004.10.030.
[43] ZENG D W, XIE C S, YUNG K C. Investigation of laser surface alloying of copper on high nickel austenitic ductile iron [J]. Material Science and Engineering A, 2002, 333: 223-231. PII: S0921-5093(01)01841-X.
[44] GULZAR A, AKHTER J I, AHMAD M, ALI G, MAHMOOD M, AJMAL M. Microstructure evolution during surface alloying of ductile iron and austempered ductile iron by electron beam melting [J]. Applied Surface Science, 2009, 255: 8527�C8532. DOI: 10.1016/j.apsusc. 2009.06.011.
[45] BALLA V K, BOSE S, BANDYOPADHYAY A. Microstructure and wear properties of laser deposited WC�C12%Co composites [J]. Materials Science and Engineering A, 2010, 527: 6677-6682. DOI: 10.1016/j.msea. 2010.07.006.
[46] ROY K R. A premier on Taguchi method [M]. New York: Van Nostrand Reinhold, 1990.
[47] SUGISHITA J, FUJIYOSHI S. The effect of cast iron graphites on friction and wear performance II: Variables influencing graphite film formation [J]. Wear, 1981, 68: 7-20. DOI: 10.1016/0043-1648(81)90015-6.
[48] GADAG S P, SRINIVASAN M N. Dry sliding wear and friction: Laser-treated ductile iron [J]. Wear, 1994, 173: 21-29. DOI: 10.1016/0043-1648(94)90253-4.
[49] JEYAPRAKASH N, DURAISELVAM M, ADITYA S V. Numerical modelling of WC-12% Co laser alloyed cast iron in high temperature sliding wear condition using response surface methodology [J]. Surface Review and Letters, 2019, 26: 1950009. DOI: 10.1142/S0218625X 19500094.
[50] JEYAPRAKASH N, DURAISELVAM M, RAJU R. Modelling of Cr3C2-25% NiCr laser alloyed cast iron in high temperature sliding wear condition using response surface methodology [J]. Archives of Metallurgy and Materials, 2018, 63(3): 1303-1315. DOI: 10.24425/123805.
(Edited by FANG Jing-hua)
���ĵ���
����Taguchi��ɫ��������WC-12%Co����Ͻ��������ī������Ħ��ѧ�����Ż�
ժҪ���������ī����(PDIs)Ӧ��������ͺ��ܹ�ҵ������������£�PDI��ʹ�������ܵ�����Ӱ�졣�ڱ��о��У����ø߹��ʹ��˼�����ʹ��WC-12%Co��ĩ��PDI������кϽ��ڸ���ʵ������£������¶ȡ��غɺͻ����ٶȣ�ʹ��Ħ�����о��˻��ĺͼ���Ͻ�������ĥ�����ܡ�ʵ�������������ؾ�������װٷֱȣ�����ǻ����ٶȺ����¶ȡ�ͨ����ɫ��������(GRA)�������Ż���Ħ��ѧ��������Ԥ��ֵƥ�䡣���⣬��ͨ��ά��Ӳ�Ȼ���ɨ��羵(SEM)�ʹֲڶȲ����ǶԻ��ĺͼ���Ͻ����������о��������û��ʹ��������ȱ�ݣ�����������ĥ�����ܡ�ĸ�ĺͼ���Ͻ����������Ħ��ѧ�����ֱ�Ϊ�غ�30 N���ٶ�0.5 m/s�������¶�300 ��C���غ�30N���ٶ�0.5 m/s�������¶�200 ��C.
�ؼ��ʣ�WC-12%Co������Ͻ�����֯����ĥ�ԣ���ɫ����������������Ż����ֲڶ�
Received date: 2019-05-22; Accepted date: 2019-09-12
Corresponding author: N. JEYAPRAKASH, PhD, Research Associate; Tel:+886-2-2771-2171, Ext: 4817; E-mail: prakash84gct@gmail. com, prakash@ntut.edu.tw; ORCID: 0000-0003-4229-4716

