���±��: 1004-0609(2006)09-1615-06
ǰ�����Ʊ�����άͨ�ײ������ĭ���ܵ�Ӱ��
������, ����, ���, ����ר
(���ϴ�ѧ ұ���ѧ�빤��ѧԺ, ��ɳ 410083)
ժ Ҫ: �о�ǰ�����н��Ͻ������벻��ַ�ĩ�����Ծ�����άͨ����״�ṹ�������ĭ��Ʒ�Ŀ����ʺͿ���ǿ�ȵ�Ӱ�졣 �о�����: ��ǰ�����н��Ͻ�����������, ��ĭ��Ʒ�Ŀ���ǿ�������, ��������������; �����ŷ�ĩ�����ļ�С, ��ĭ��Ʒ�Ŀ���ǿ����������, �俪���ʳ������͵����ơ� ����44��m��316L����ַ�ĩ�����Ӽ�����Ͻ�����20ppi�ľ۰���������, �Ƴɽ�����0.5g/cm3��ǰ����, Ȼ����(1260��2)��ʱ�ս�30min, ���Ƶÿ���СΪ1mm���ҡ� ����������άͨ�ṹ�IJ������ĭ, ����ĭ�Ŀ�����Ϊ81.2%, ����ǿ��Ϊ51.72MPa��
�ؼ���: �������ĭ; ��άͨ��; ����϶��; ����ǿ�� ��ͼ�����: TG142.71
���ױ�ʶ��: A
Effects of precursor preparation on performances of stainless steel foam with 3-D open cells network structure
ZHOU Xiang-yang, LONG Bo, LI Jie, LIU Hong-zhuan
(School of Metallurgical Science and Engineering, Central South University,Changsha 410083, China)
Abstract: The effects of the slurry loading and particle size of the stainless steel powder in the precursor on the open porosity and bending strength of stainless steel foams (SSFs) with 3-D open cells networks structure were investigated. The results show that the SSFs�� bending strength gradually increases and the open porosity falls with increasing the slurry loading in precursor; the bending strength remarkably improves and the open porosity reduces little by little with the particle size of stainless steel powder minishing. The 316L stainless steel powder and the additive sol are mixed to make slurry, subsequently the slurry is immerged into the sponge to obtain the precursor, in which the slurry loading is 0.5g/cm3, and then the precursor is sintered at the temperature of (1260��2)�� for 30min, a stainless steel foam can be obtained, which has good 3-D open cells network structure, aperture of about 1mm, open porosity of 81.2% and bending strength of 51.72MPa.
Key words: stainless steel foam; 3-D open cells structure; open porosity; bending strength
�����ĭ�������������е����ʡ� �߱�ǿ�ȵ��ص�, �Լ��������еĹ��ˡ� ���� ���ᡢ ������ ������ ɢ�ȡ� ���ճ���ܺ͵�����εȶ�����������, ʹ����ȿ��������ṹ����, �ֿ�����Ϊ���ܲ���ʹ�á� �����ĭ�����������ͽ���������õ���Խ��Խ�㷺��Ӧ��[1-4]��
�ֽ��о������������� þ�������ĭ, ͨ�����õ��Ʊ�����������ֱ�ӷ��ݷ��� �������취����ĩұ��[5-10]�� ��������, ����Ҳ��չ���ܿ���ʴ�� ���µ��Ѽ�����ֵȶ�������ϵ��о�[11-13]�� ��ײ���ִ��ü�����ķ�ĩұ���Ʊ�, Ҳ�е�ʹ����ά�ս�ķ���[14-19], �����ַ������Ʊ�����Ҫ����տ���ĭ����֡� �Ծ�����άͨ�ṹ�ĸ��۵㡢 ��ǿ����ĭ�������Ʊ��о�, ���������������
���о�С���ھ�����άͨ�ṹ�ĸ��۵��������ĭ��������˴����о�, �������˶���Ʊ��ò��ϵĹ���[20], �����Ƶ���ĭ���Ͼ�������ķ۳�������������(����������)�� ����Ŀ����¸�ʴ���ܡ� ���, �ò��Ͽ���������������β��, �����������ֽ�����β������������; ��Ȼ, �ò��ϻ����ԶԻ�糧��ұ��¯Ҥ�ŷų����ĺ������۳����������������, ���ɸ��ط����ֽ����; ����, ����ĭ���ϻ��������Ժ�������Һ����������(��: ���Ͻ����塢 �����Ȼ�����Һ��)���й��ˡ�
����������Ҫ�о���ǰ�������Ͻ������������в���ַ�ĩ�����Ծ�����άͨ�ṹ�������ĭ�Ŀ���ò�� ��϶�ʺ���ѧ���ܵ�Ӱ�졣
1 ʵ��
1.1 ��ײ�����Ʊ�����
�о����õ���Ҫԭ����316L����ַ�ĩ(����Ҫ�ɷּ���1, ƽ����ĩ�����ֱ�Ϊ37�� 44�� 52��61��m), 20ppi�� ����0.3mm�ľ۰�֬����, ���Ӽ����ߴ����(99.999%)��
�������ĭ��Ʒ���Ʊ�����Ϊ: ������ַ�ĩ���������Ӽ���ɾ���һ���̺����Ͻ�, �漴���Ͻ�����۰�֬�������Ƴɾ���һ����������ǰ����, Ȼ���ڸߴ����������, ��(1260��2)�����ս�30min[20]��
��1 316L����ַ�ĩ��ѧ�ɷ�
Table 1 Chemical composition of 316Lstainless steel (mass fraction, %)

1.2 ���ܼ�������
1) ǰ�����н��Ͻ������ı��� ���õ�λ���(cm3)������ĭ���������ϸ�����(g)�����б�����
2) ������ò�ı��� ���ø���������������۲����������ĺ����ò, ����SEM(�ձ����ӹ�˾(JEOL)JSM5600��ɨ����)�۲����������Ľ�����ò, ���ý�������(XJP-6A)�۲�ױڵ���ò��֯����������
3) �����ܶ��뿪���ʵļ��� ���ڿ����г�����������m, �ٽ������������ڵ�ʯ����, ��ȴ���ȥ�������, �ٴγ����ڿ����е�����m1,Ȼ����ͭ˿��ס����������ˮ�е�����, ��������ȥͭ˿�������õ�������ˮ�е�����m2�� �����ܶ�(da)�Ϳ�����(��o)�ļ��㹫ʽΪ

4) ��ѧ���ܲ��� ����CSS-44100�͵�������������ⶨ�����Ŀ���ǿ�ȡ� ʵ����30mm, λ�ƼӺ��ٶ�Ϊ0.5mm/min, ���������ߴ�Ϊ35mm��12mm��6mm��
2 ���������
2.1 ���Ͻ������Բ������ĭ�����ܶȡ� �������뿹��ǿ�ȵ�Ӱ��
�о����ò���ַ�ĩ��ƽ������Ϊ44��m, ���Ͻ�����������0.4~0.7g/cm3֮�䡣 ͼ1��ʾ�ֱ�Ϊ����0.675�� 0.604�� 0.523�� 0.421g/cm3������ǰ�������Ʊ�����ĭ����ֵı�����ò�� ���Կ���, ���Ͻ�����Ϊ0.675g/cm3ʱ, �ս���Ʒ�ı���¿���������, ���Ʊػ�Ӱ����ĭ���ϵ���άͨ����; ����������Ϊ0.421g/cm3ʱ, �ս���Ʒ����ıտ���, ���ױ�̫��, ���Ʊؽ�Ӱ����ϵ���ѧ����; ��������Ϊ0.523g/cm3ʱ, �ս���Ʒ�������õı��ۿ���ò����άͨ�ṹ�� �����, ǰ�����н��Ͻ��������ս���Ʒ��ͨ������һ����Ӱ�졣
ͼ2��ʾΪ���Ͻ��������ս���Ʒ�����ܶȵ�Ӱ����ɡ� ��Ȼ, �潬�Ͻ�����������, ��ĭ�����ı����ܶ�����, ��������0.421g/cm3���ӵ�0.675g/cm3, �����ܶȴ�0.87g/cm3������1.37g/cm3��
ͼ3��ʾΪ�Ͻ����������ս��忪�����뿹[CM(22]��ǿ��֮��Ĺ�ϵ�� ���ѷ���, ���Ͻ������Բ������ĭ��϶���뿹��ǿ�ȵ�Ӱ��ϴ� ���Ͻ���������, �ս����Ʒ�Ŀ���ǿ��̫��; ����������, ����ʹ����Ŀ�����, Ӱ���ײ��Ͽ�����, �Ӷ�Ӱ�쵽���ϵ���άͨ���ԡ�
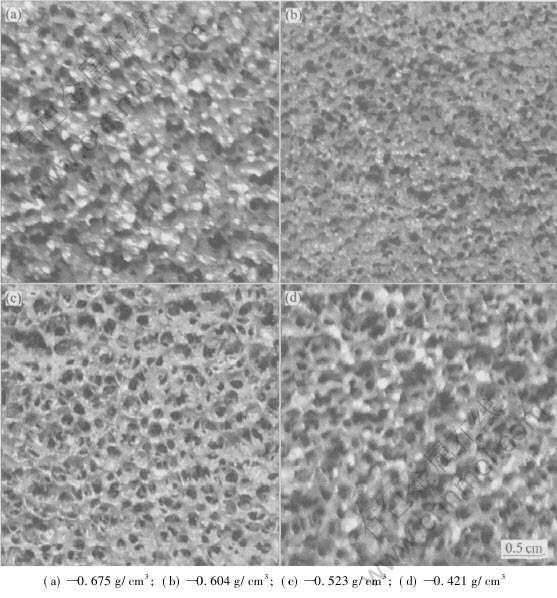
ͼ1 ��ͬ���Ͻ������½�����ĭ�ı�����ò
Fig.1 Apparent appearance of metal foams with different loadings

ͼ2 ���Ͻ������Ա����ܶȵ�Ӱ��
Fig.2 Effects of loading on apparent density
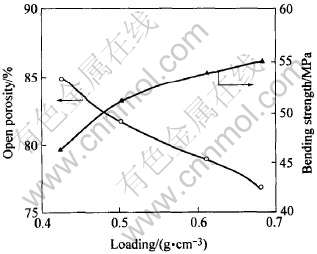
ͼ3 ���Ͻ������Կ���϶�ʺͿ���ǿ�ȵ�Ӱ��
Fig.3 Effects of loading on open porosity and bending strength
2.2 ��ĩ���ȶԶ�ײ���ֿ���������ѧ���ܵ�Ӱ��
����ʵ��ֱ�ѡ��ƽ������Ϊ37�� 44�� 52��61��m�IJ���ַ�ĩ���Ʊ���ĭ�������Ʒ�� ����ַ�ĩ����ͬ�ս���Ŀ������뿹��ǿ�ȵĹ�ϵ�ֱ�����ͼ4��5��(���Ͻ�����ԼΪ0.5g/cm3)��
��ͼ4���Կ���, ��Ʒ�Ŀ��������ĩ�����ļ�С����С, ����Ҫ������ϸ��ĩ�ıȱ������, �����ܸ�, �ս���������, ��ĩ���ս������, �Ӷ��γ��˽϶�տ�������; ����, ϸ��ĩ�����ս���Ʒ�������ϴ�, Ҳ�ǵ��¿����ʽ��͵�һ��ԭ�� ��ͼ4�����Է���, ��������37��52��m֮��仯ʱ, ��ĭ��Ʒ�Ŀ����ʱ仯������, ��ʱ�����ʵı仯��ΧΪ(82��1)%��

ͼ4 �����ߴ�Կ����ʵ�Ӱ��
Fig.4 Effects of particle size on open porosity

ͼ5 �����ߴ�Կ���ǿ�ȵ�Ӱ��
Fig.5 Effects of particle size on bending strength
����ַ�ĩ�������ս���Ʒ�Ŀ���ǿ��Ӱ������, ϸ������ĩ�Ƶõ���Ʒ�Ŀ���ǿ�����Դ��ڴ�������ĩ�ġ� ������ַ�ĩ��ƽ������Ϊ61��mʱ, ����ǿ�Ƚ�Ϊ16.33MPa; ��ʹ��44��m�Ľ�����ĩʱ, �ս���Ŀ���ǿ��ԼΪ61��mʱ��3��, �ﵽ��51.76MPa�� ���������������Ҫԭ����: ��������ĩ���Ʊ����ϵ��������ܽϲ�, ʹ�ú������Ͻ��Ľ������ֲ�������, �����ս��������Ʒ�ױں�Ȳ�һ��, ����Ӧ������, �Ӷ�Ӱ������Ʒ����ѧ����; ����, ��������ĩ�ս���Ʒ���п�϶�̶Ȳ��ߡ� �ھ����ϳ��ֽϴ�Ŀ��������ߴ�ִ��ȱ��, ��Щȱ�ݶ���ʹ���ս���Ʒ���ս����ܻ��̶Ȳ���, �Ӷ����´ֿ�����ĩ���Ʊ���ĭ�Ŀ���ǿ�Ƚϵ͡� ��������ĩ�ս���Ʒ�����е�ȱ��, ��ͼ6�п������Կ�����
ͼ6��ʾΪ���������ֱ�Ϊ61��44��m��ĩ�Ʊ�����ĭ�����Ŀױڽ�����Ƭ�� ��Ȼ, ��������ĩ(61��m)�ս����ھ����ϳ��ֵĿ��ϴ�, ��϶�̶�Ҳ����, �侧���ߴ���ϸ����(44��m)��ĩ�ս�����2~4��; ϸ������ĩ�ս����ķ�ĩ�����ɽ�������, ����ƽ��, ���类��ϸС�ıտ����� ������Щ�������Ҫԭ����, �ֿ����ı����ܽ�ϸ��ĩ�ĵ�, �ս����С��

ͼ6 ��ͬ���ȷ�ĩ�ս���Ʒ�Ľ�����Ƭ
Fig.6 Metallographic structures of sintered samples prepared from powders with different particle sizes
��ͼ4��5�л��ɿ���, ������ַ�ĩ����С��44��m��, ��ĭ��Ʒ�Ŀ������뿹��ǿ�ȵı仯�������ԡ�
2.3 �Ż������¶�ײ���ֵ��ⲿ��ò���ڲ��ṹ
ѡ��ƽ������Ϊ44��m����ַ�ĩ��Ϊԭ��, ǰ�����н��Ͻ�������0.5g/cm2����, (1260��2)���¶����ս�30min���Ʊ�����άͨ�ײ������ĭ�ĺ����ò�ͽ���SEM����ͼ7��ʾ�� ͼ7��ʾ, ����ĭ����ֱ���Ŀ��ֲ��ȽϾ���, ���Ҿ������õ���״�ṹ, ���ڲ��Ŀ��ֲ�Ҳ�ȽϾ���, ����СΪ1mm����, ����ͨ���ԱȽϺ�;

ͼ7 ��ײ���ֱ�����ò���ڲ�����SEM��
Fig.7 Apparent appearance(a) and SEM image(b) of porous stainless steel
����, ��ѧ���Խ������, �ö����ĭ�Ŀ���ǿ�ȴﵽ50MPa���ϡ� ��Щ����, ���������Ʊ��IJ������ĭ����Ϊ����β���ֽ���������DZ�ʡ�
3 ����
1) ��ײ���ֵĿ������潬�Ͻ��������������С, ������ǿ��������ߡ� �ۺϿ��ǵ����������ϸߵĿ�϶�ʺͽϴ�Ŀ���ǿ��, ȷ����ѵĽ�����Ϊ0.5g/cm3���ҡ�
2) ����ַ�ĩ�������ս���Ʒ�Ŀ�������һ����Ӱ��, ��Ӱ�첢������; ��ĩ�������ս���Ʒ�Ŀ���ǿ��Ӱ������, ��ĩԽϸ, �ս���Ʒ�Ŀ���ǿ��Խ�� ������ַ�ĩ����С��44��m��, ��ĭ��Ʒ�Ŀ������뿹��ǿ�ȵı仯�������ԡ�
3) ѡ������Ϊ44��m�IJ���ַ�ĩ��Ϊԭ��, ǰ���彬�Ͻ�������0.5g/cm3����, 1260���¶����ս�30min���Ʊ�����άͨ�ײ������ĭ���нϸߵĿ�����(81.2%)�� ���õ���άͨ�ṹ�ͽϴ�Ŀ���ǿ��(51.72MPa), �ò�������Ϊ����β���ֽ���������DZ�ʡ�
REFERENCES
[1]����Ƽ, ������. ������ײ��Ϸ�չ��״[J]. ϡ�н��������빤��, 1997, 26(1): 1-6.
TANG Hui-ping, ZHANG Zheng-de. Development status of porous metal material[J]. Rare Metal Materials and Engineering, 1997, 26(1): 1-6.
[2]�����. ������ĭ���ϵ��о�[J]. ����, 1999, 28(2): 84-88.
ZHU Zheng-gang. Investigation of metal foam material[J]. Physics, 1999, 28(2): 84-88.
[3]���. ������ĭ���ϵ�����[J]. �人ұ��Ƽ���ѧѧ��, 1998, 21(2): 154-160.
XU Guang. Performance of metal foam material[J]. Journal of Wuhan Metallurgy Science and Technology University, 1998, 21(2): 154-160.
[4]������, ������, ����, ��. ��������ϵ�Ӧ��[J]. ���ܲ���, 2001, 32(1): 12-15.
LIU Pei-sheng, LI Tie-fan, FU Chao, et al. Application of porous metal material[J]. Journal of Functional Material, 2001, 32(1): 12-15.
[5]Asholt P. Metallschaume[A]. Banhart J. Proc Symp Metallschaume[C]. Bremen: MIT Press-Verlag, 1997: 27.
[6]Wood J. Metal foams[A]. Banhart J, Eifert H. Proc Fraunhofer USA Symposium on Metal foams[C]. Bremen: MIT Press-Verlag,1998: 31.
[7]Asholt P. Metal foams and porous metal structures[A]. Banhart J, Ashby M F, Fleck N A. Int Conf[C]. Bremen: MIT Press-Verlag, 1999: 133.
[8]Renauld M L, Giamei A F, Thompson M S, et al. Porous and cellular materials for structural applications[A]. Schwartz D S, Shih D S, Evans A G, et al. MRS Symp Proc[C]. 1998, 521: 109.
[9]Neumann P. Metal foams and porous metal structures[A]. Banhart J, Ashby M F, Fleck N A. Int Conf[C]. Bremen: MIT Press-Verlag, 1999: 167.
[10]�ν���, ��¼��, ��Ծ��. ��ĭ���Ͻ���ϵ����������췽����̽[J].�й������豸�뼼��, 1994, 2: 42-45.
REN Jian-fu, WANG Lu-cai, CHAI Yue-sheng. Preliminary study on penetration casting process using foamed aluminum alloy material[J]. Foundry Equipment and Technology of China, 1994, 2: 42-45.
[11]��Ӣȫ, ������, ʷѧ��, ��. �������ά��ǿ�IJ���ֶ�ײ��ϵ��Ʊ�����ѧ����[J]. �й���ɫ����ѧ��, 1998, 85(Suppl.2): 33-35.
JIA Ying-quan, QU Feng-ze, SHI Xue-juan, et al. Preparation and mechanics performance of stainless steel porous material enganced by stainless steel fibre[J]. The Chinese Journal of Nonferrous Metals, 1998, 85(Suppl.2): 33-35.
[12]�ź�ɽ. ����״��������������칤��[J]. ����, 1992, 4: 44.
ZHANG Hong-shan. Manufacture technology of sponginess stainless steel cast[J]. Foundry, 1992, 4: 44.
[13]��С��, ��Ծ��, ����, ��. ����ֶ�ײ��Ϲ�������Ӱ�������ʵ���о�[J].��ĩұ����Ͽ�ѧ�빤��, 2005, 10 (2): 128-132.
LIN Xiao-qin, HE Yue-hui, JIANG Yao, et al. Experimental study on effective parameters for filtration performances of stainless steel porous materials[J]. Materials Science and Engineering of Powder Metallurgy, 2005, 10 (2): 128-132.
[14]Park C, Nutt S R. PM synthesis and properties of steel foams[J]. Mater Sci Eng A, 2000, A288: 111-118.
[15]Park C, Nutt S R. Effects of process parameters on steel foam synthesis[J]. Mater Sci Eng A, 2001, A297: 62-68.
[16]���ݻ�, �Ƴ�ǿ, Ѧ��. ������ά�ս���ձ��϶�ṹ��SEM����[J]. ��������-�����ֲ�, 2000, 36(6): 258-259.
FANG Hui-hui, HUANG Zhao-qiang, XUE Song. SEM analysis of hole structure of metal fibre sintered filtration felt[J]. Physics and Chemistry Test-Physics Fascicule, 2000, 36(6): 258-259.
[17]��ͬ��. ������ά�ս�ձ���˲��Ϲ����������ѧӦ��[J]. ���������, 2003, 13(1): 26-28.
WANG Tong-qing. Filtration performance and science application of filtration material of metal fibre sintered felt[J]. Filtrating and Separating, 2003, 13(1): 26-28.
[18]Ambrozio F F, de Lima-Luis-Filipe C P, Jose M A, et al. Preparation and characterization of stainless steel filters[J]. Advances in Powder Metallurgy, 1992, 5: 439-444.
[19]Anon. Versatility and strength of sintered metal filters[J]. Power International, 1989, 35(406): 94.
[20]������, ���, ����, ��. ��άͨ�ֿ��˴������������ĭ�����Ʊ�����[P]. �й�ר��: 200510032174.7, 2005.
ZHOU Xiang-yang, LI Jie, LONG Bo, et al. The Preparation Means of the Porous Metal Foam with 3-D Open Cells or Portion Cells Connected with Each Other[P]. CN 200510032174.7, 2005.
������Ŀ: ����ʡ�Ƽ��ƻ��ص�������Ŀ
�ո�����: 2005-11-09; ������: 2006-08-12
ͨѶ����: ������, ������, ��ʿ; �绰: 0731-8836329; E-mail: 13908482918@hnmcc.com
(�༭������)

