
Influence of viscous medium temperature distribution on sheet fracture in viscous pressure forming at warm temperature
LIU Jian-guang(刘建光)1, WANG Zhong-jin(王忠金)1, ZHANG Xin(张鑫)2, LI Yi(李毅)1
1. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China;
2. Shenyang Aircraft Industry Group Co Ltd, Shenyang 110034, China
Received 15 July 2007; accepted 10 September 2007
Abstract: Viscous pressure forming (VPF) of aluminum alloy AA3003 sheet metal at warm temperature was investigated by using coupled thermo-elastoplastic-viscoplastic finite element method. The influence of viscous medium temperature distribution on sheet fracture location was studied and the distributions of fracture factor at different temperatures were obtained by using ductile fracture criterion. The results show that the failure of sheet metal varies with increasing initial temperature of viscous medium. When the initial temperature of viscous medium is near that of sheet metal, the failure location occurs at dome center, and when the initial temperature of viscous medium is too low, however, the failure location occurs at die corner. The occurrence of fracture can be postponed and even prevented through controlling the temperature distribution in viscous medium.
Key words: temperature distribution; aluminum alloy; warm viscous pressure forming; fracture; Tinite element method; numerical
simulation
1 Introduction
Lightmass materials like aluminum and magnesium alloys offer an additional potential for mass reduction[1-3]. The high alloy percentages in aluminum alloys and the hexagonal structure of magnesium, however, lead to a relatively low formability of this sheet metal at room temperature[4-6]. So the forming of these alloys sheet metal has taken a challenge to conventional sheet metal forming methods. A promising strategy for the enhancement of the formability is to conduct the forming processes at elevated temperatures up to the recrystallisation temperature. In recent years, warm deep drawing or warm hydroforming of aluminum alloy, magnesium alloy and titanium alloy has been presented. For the stamping formability of pure titanium sheets at various temperatures, the limited drawing ratio increases from 2.2 at room temperature to 2.9 at 300 ℃[7]. For the warm deep drawing of aluminum alloy and magnesium alloy, the similar results are obtained[8-9]. Processes in which forming is undertaken using fluid media have recently attained a high-ranking position[10-11]. In warm hydroforming, the temperature of fluid media is uniform. The formability of sheet metal mainly lies on its plasticity that varies with temperature.
Viscous pressure forming (VPF) is a new sheet metal flexible-die forming process and shows potential application for the forming of low-plasticity material[12-13]. On the basis of VPF at room temperature, VPF at warm temperature was developed through heating the viscous pressure-carrying medium to various temperatures[14]. In this work, by using the coupled thermo-elastoplastic-viscoplastic finite element method and experimental methods, the characteristics of VPF at warm temperature were analyzed. The influences of viscous medium temperature distribution on sheet fracture location were investigated at various forming temperatures by using ductile fracture criterion. And the numerical simulations of viscous pressure forming conical taper part at warm temperature were carried out at room temperature, warm temperature and in non-isothermal condition.
2 Viscous pressure bulging at warm temperature
2.1 FE model
FE simulations of the aluminum alloy viscous pressure forming at warm temperature were conducted using an implicit FE code DEFORM2D, a coupled thermo-mechanical commercial FEM code, which can be used for non-isothermal simulation. FE model is shown in Fig.1.
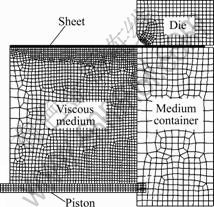
Fig.1 FE model of non-isothermal VPB
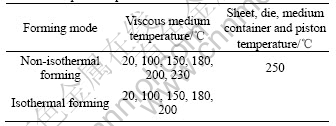
Sheet metal is formed under the pressure of viscous medium pumped by piston. Analysis is realized on half of the geometry because of axisymmetry of the model. Sheet metal is meshed with quadrilateral element. These elements have both temperature and displacement as their degrees of freedom to predict both deformation and temperature variation during the process. The die, medium container, piston are considered to be rigid parts. For non-isothermal VPF, rigid parts are meshed to calculate the heat exchange in order to investigate the influence of temperature distribution. The initial temperatures of each part of the model are listed in Table 1. The initial temperature of sheet blank keeps at 250 ℃. In this study, aluminum alloy AA3003 was used. The flow stress of AA3003 sheet at different temperatures, obtained by ABEDRABBO et al[15-16], can be expressed as
 (1)
(1)
Table 1 Temperature parameters used in simulation
where K= -0.505 8T+210.40; n= -0.000 4T+0.218 5; m=0.001 8 exp(0.014 7T).
The failure characteristics are investigated through varying the initial temperature of viscous medium. The process parameters used in simulations are present in detail in Ref.[16].
In order to predict the fracture, the Cockroft and Latham’s fracture criterion[17] was used.
 (2)
(2)
where  and
and  are the increment of effective strain and effective stress, respectively, σ* is the maximum principal stress, and C is the damage value. For a homogeneous material, the critical damage value can be considered a material constant Ccri. The condition of fracture is satisfied when C attains critical value Ccri.
are the increment of effective strain and effective stress, respectively, σ* is the maximum principal stress, and C is the damage value. For a homogeneous material, the critical damage value can be considered a material constant Ccri. The condition of fracture is satisfied when C attains critical value Ccri.
According to uniaxial tension tests at various temperatures, the fracture strains in tension test can be measured. The relationship between the critical damage and temperature can be determined
Ccri=1.420 5×10-6 T2+1.828 6×10-4 T+0.285 13 (3)
2.2 Temperature distribution
Ignoring the heat generation from the plastic work, the temperature of sheet metal keeps stable in isothermal VPB process. In non-isothermal VPB, however, the heat exchange occurs between sheet blank and viscous medium. Fig.2 shows the temperature distribution of sheet metal during forming at different bulging stages in non-isothermal VPB, the initial temperature of viscous medium is 20 ℃. During forming, the sheet, which is initially at uniform temperature of 250 ℃, comes in contact with viscous medium at room temperature and looses heat rapidly due to its high thermal conductivity and low specific heat capacity. Thus, the region of sheet metal in contact with viscous medium has lower temperature compared with that in contact with the die, as shown in Fig.2. The temperature gradient is formed in sheet metal, the lowest temperature is located in dome centre areas and increases along the radial direction. As the deformation proceeds, the sheet looses temperature continuously. A small increase in minimum temperature was observed in the dome area due to the heat generation from the plastic work.
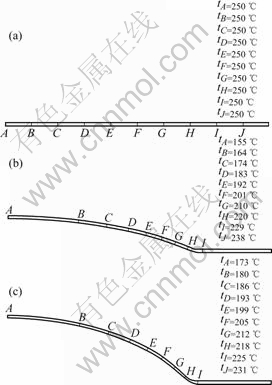
Fig.2 Temperature distributions of sheet metal at different bulging heights: (a) h=0 mm; (b) h=6.0 mm; (c) h=13.0 mm
2.3 Fracture location and limit dome height (LDH)
The ductile fracture criterion is used to predict the failure and limit dome height (LDH). The relationship between LDH and forming temperature are shown in Fig.3. For isothermal forming, the fracture occurs at dome center and is independent of forming temperature. But the limit dome height increases with increasing forming temperature.
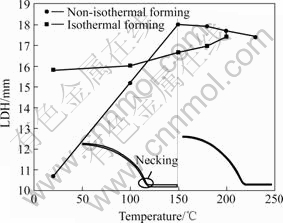
Fig.3 LDH of specimens for non-isothermal forming and isothermal forming
Different from isothermal forming, two facture modes may occur for non-isothermal forming. When the initial temperature of viscous medium is lower than 150 ℃, the fracture is located at die corner and the LDH increases with increasing forming temperature. When the initial temperature of viscous medium is higher than 150 ℃, the fracture locates at dome center and the LDH decreases with increasing forming temperature. The fracture difference between isothermal forming and non-isothermal forming owe to the temperature gradient in sheet blank as the initial temperature of viscous medium is lower than that of sheet blank for non-isothermal forming[16].
3 VPF of conical taper part at warm temperature
3.1 FE model
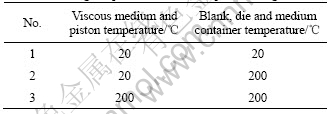
FE simulation model of warm viscous pressure forming of conical taper part is shown in Fig.4. Sheet metal was formed under the pressure of viscous medium pumped by piston. Blank holder pressure was applied on top of die. Analysis was realized on half of the geometry because of axisymmetry of the model. The finite element discretization includes 1 000 quadrilateral element to model sheet blank and 1 500 quadrilateral elements to model viscous medium. Three layers elements are discrete along normal direction for sheet blank. The velocity of piston is 0.2 mm/s. The time increment step is 0.2 s. The mechanical properties of sheet metal are the same as that used in numerical simulation of viscous pressure bulging at warm temperature. The process parameters of warm viscous pressure forming of conical part are listed in Table 3. Three temperature conditions were investigated, forming at room temperature, isothermal warm forming and non-isothermal warm forming.
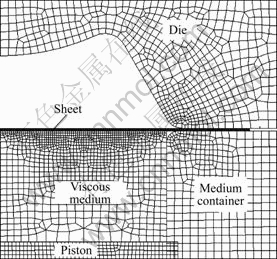
Fig.4 FE model of non-isothermal viscous pressure forming of conical taper part
Table 2 Process parameters of conical part forming at warm temperature
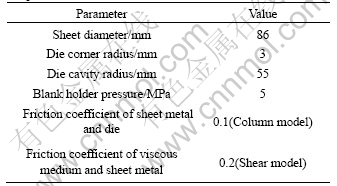
Table 3 Forming temperatures of conical part forming
3.2 Temperature distribution
The temperature distributions of sheet are shown in Fig.5 at different piston strokes. Because the initial temperature of viscous medium is lower than that of sheet blank, the temperature of sheet blank decreases gradually after contacting with viscous medium. Before contacting with die, the temperature distribution of sheet blank is similar to that in non-isothermal VPB. The temperature is minimum at dome center and increases along with the radial direction. The high temperature at flange is beneficial to improving the free flow of sheet metal. After contacting with die, the temperature at dome center increases gradually because of the high temperature of die.
3.3 Fracture distribution
The predicted damage value distributions in the conical taper part for three forming conditions are shown in Fig.6. The maximum damage value(η) is located at top of conical taper part for all conditions. For forming at room temperature and isothermal forming, the maximum damage values are 0.784 and 0.477, respectively and are far larger than the critical damage value (0.29 and 0.39). Thus fracture is predicated to occur at this location. But for non-isothermal forming, the maximum damage value is 0.38 and lower than other two forming conditions. It shows that the temperature gradient in sheet blank is beneficial to postponing the occurrence of fracture. Comparisons of predictions and experiments for forming at room temperature and non-isothermal forming are shown in Fig.7, which proves that the numerical simulation is capable of accurately predicting the viscous pressure forming process at warm temperature.
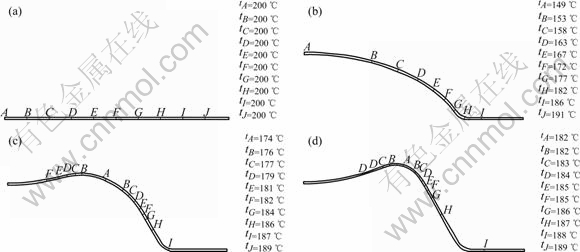
Fig.5 Temperature distributions of sheet in non-isothermal VPF forming of conical part at different piston strokes: (a) H=0 mm; (b) H=8 mm; (c) H=10 mm; (d) H=12.2 mm

Fig.6 Damage value distributions in conical taper part under different forming conditions: (a) Forming at room temperature; (b) Isothermal forming; (c) Non-isothermal forming
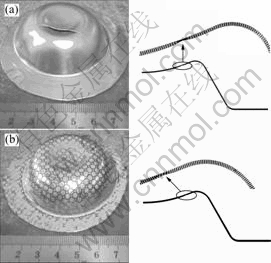
Fig.7 Comparison of predictions and experiments for: (a) Forming at room temperature; (b) Non-isothermal warm forming
4 Conclusions
1) The initial temperature of viscous medium has obvious influence on sheet deformation even failure location in non-isothermal viscous pressure bulging. When the initial temperature of viscous medium is too low, the temperature of sheet metal at dome center is much lower than that at die corner and the failure location occurs at die corner.
2) The temperature gradient in sheet blank is beneficial to postponing the occurrence of fracture for the forming of conical taper part.
3) The comparisons between numerical simulation results and experimental ones show that the coupled thermo-mechanical model is capable of predicting the viscous pressure forming process at warm temperature.
References
[1] COLE G S, SHERMAN A M. Lightweight materials for automotive applications[J]. Materials Characterization, 1995, 35(1): 3-9.
[2] HOLT R T, KOUL A K, ZHAO L, WALLACE W, BEDDOES J C, IMMARIGEON J P. Lightweight materials for aircraft applications [J]. Materials Characterization, 1995, 35(1): 41-67.
[3] STAIGER M P, PIETAK A M, HUADMAI J, DIAS G. Magnesium and its alloys as orthopedic biomaterials: A review[J]. Biomaterials, 2006, 27(9): 1728-1734.
[4] FLANIGAN A E, TEDSEN L F, DORN J E. Tensile properties affecting the formability of aluminum alloy sheet at elevated temperatures[J]. Journal of Aeronautical Sciences, 1946, 13: 457-468.
[5] LI D M, GHOSH A. Tensile deformation behavior of aluminum alloys at warm forming temperatures[J]. Materials Science and Engineering, 2003, A352: 279-286.
[6] NAKA T, NAKAYAMA Y, UEMORI T, HINO R, YOSHIDA F. Effects of temperature on yield locus for 5083 aluminum alloy sheet[J]. Journal of Materials Processing Technology, 2003, 140: 494-499.
[7] CHEN F K, CHIU K H. Stamping formability of pure titanium sheets[J]. Journal of Materials Processing Technology, 2005, 170: 181-186.
[8] PALUMBO G, TRICARICO L. Numerical and experimental investigations on the warm deep drawing process of circular aluminum alloy specimens[J]. Journal of Materials Processing Technology, 2007, 184(1/3): 115-123.
[9] PALANISWAMY H, NGAILE G, ALTAN T. Finite element simulation of magnesium alloy sheet forming at elevated temperatures[J]. Journal of Materials Processing Technology, 2004, 146: 52-60.
[10] NOVOTNY S, GEIGER M. Process design for hydroforming of lightweight metal sheets at elevated temperatures[J]. Journal of Materials Processing Technology, 2003, 138(3): 594-599.
[11] KEIGLER M, BAUER H, HARRISON D, DE S, ANJALI K M. Enhancing the formability of aluminum components via temperature controlled hydroforming[J]. Journal of Materials Processing Technology, 2005, 167(2/3): 363-370.
[12] LIU J, WESTHOFF B, AHMETOGLA M, ALTAN T. Application of viscous pressure forming (VPF) to low volume stamping of difficult-to-forming alloys-results of preliminary FEM simulations[J]. Journal of Material Processing Technology, 1996, 53(1): 49-58.
[13] WANG Z J, LIU J G, WANG X Y, HU Z Y, GUO B. Viscous pressure forming (VPF): State-of-the-art and future trends[J]. Journal of Materials Processing Technology, 2004, 151(1/3): 80-87.
[14] LIU J G, PENG Q C, LIU Y, WANG Z J. Viscous pressure bulging of aluminum alloy sheet at warm temperatures[C]//Proceedings of the International Conference on Advances in Materials and Processing Technologies (AMPT2007). Daejeon, KOREA, 2007.
[15] ABEDRABBO N, POURBOGHRAT F, CARSLEY J. Forming of aluminum alloys at elevated temperatures―Part 1: Material characterization[J]. International Journal of Plasticity, 2006, 22: 314-341.
[16] ABEDRABBO N, POURBOGHRAT F, CARSLEY J. Forming of aluminum alloys at elevated temperatures―Part 2: Numerical modeling and experimental verification[J]. International Journal of Plasticity, 2006, 22: 342-373.
[17] LIU J, AHMETOGLA M, ALTAN T. Evaluation of sheet metal formability, viscous pressure forming (VPF) dome test[J]. Journal of Materials Processing Technology, 2000, 98: 1-6.
Foundation item: Project(50275035) supported by the National Natural Science Foundation of China
Corresponding author: LIU Jian-guang; Tel: +86-451-86413365; E-mail: liujg@hit.edu.cn
(Edited by CHEN Wei-ping)

