���±�ţ�1004-0609(2007)12-1955-05
���Ͻ�����MIG���ۿ�����ϵͳ����
ʯ �]1, 2���� ��1��������1���� ��2
(1. ����������ѧ ��ɫ�����Ͻӹ��������ص�ʵ���ң����� 730050��
2. ����������ѧ ����ʡ��ɫ�����²���ʡ�����������ص�ʵ���ң����� 730050)
ժ Ҫ�������۳�ͼ���Ӿ�����ϵͳ����Ӧ��ͼ�����㷨�����������ռ�ձ��������ۿ��Ľ�Ծ��Ӧģ�ͣ����ۿ��仯�������ֱ�Ϊ3��4��5?mm������¶�ģ�����������Ŵ��㷨�Ż���PID�������Ŀ���Ч�����з��档������������Ϊ��ʹPID������ȡ����ѿ���Ч���ڲ�ͬ�������������ò�ͬ�IJ�������ģ���������ڽṹ�Ͳ������������¶Բ�ͬ�����ɵõ����õĿ���Ч�������о����Ϊ���Ͻ�����MIG���ۿ�����ϵͳ������ṩ���������ݣ�ʵ���������ϵͳ������Ч��
�ؼ��ʣ����Ͻ�MIG�����ջ����ƣ�����
��ͼ����ţ�TG 409���� ���ױ�ʶ�룺A
Simulation of MIG welding control system for aluminum alloy
SHI Yu1, 2, HE Jun1, WU Ming-liang1, FAN Ding2
(1. Key Laboratory of Non-ferrous Metal Alloys, Ministry of Education,
Lanzhou University of Technology, Lanzhou 730050, China;
2. State Key Laboratory of Gansu Advanced Non-ferrous Metal Materials,
Lanzhou University of Technology, Lanzhou 730050, China)
Abstract: On the basis of welding pool image vision sensing and processing system, the identification model of welding pool width dynamic response in aluminum alloy pulsed MIG welding process was setup. And then, in the case that welding pool width reference input value was 3, 4 and 5?mm respectively, the genetic arithmetic optimized PID control and the fuzzy control effect were simulated and analyzed. The results of simulation show that good effect can be obtained by using either PID controller or fuzzy controller, but the PID controller must adopt different parameters in different reference input values, while the fuzzy controller only uses the same structure and parameters. A good base for the future work on design of control system for aluminum alloy MIG welding pool width is built. Good result is obtained in welding experiment.
Key words: aluminum alloy; MIG welding; closed-loop control; simulation
Ϊ��Ӧ�����г��ķ�չ,����������ڴ����������������Ͻ���[1-2]�������������ԣ������ĶԱ��о���ʵ��֤����ѡ�����Ͻ������ʵ����������������Ч;��[3-4]��Ŀǰ�����Ͻӹ��պ��豸���о��Ѿ���Ϊ����[5-8]�������ź��ӻ����˵��ƹ㣬���Ͻӹ��̱ջ����Ƴ�Ϊ��ǰ���ȵ��о�����[9]��
Ŀǰ�����Ͻӹ��̿��Ƶ��о�������TIG�����̡����бȽ��д����Ե�������[10]��������ʺ������Ͻ����ܺ����۳�ͼ����ȡ�ľ��ж����˲����ܵ��˹�ϵͳ������ʵ���˱������Ͻ�TIG�����̵Ŀ���[11]��
����MIG��������������Ӧ����Ϊ�㷺��ʹ��MIG�����̵ıջ������ܵ�����ѧ����ĸ߶����ӡ���MIG��������ǿ�һ��⡢���صķɽ����۵ι��ɣ�ʵ������̿��ƽ�Ϊ���ѡ����̼�ֺ��ӹ��̣����Ʊ���[12]�����˺��Ӷ�̬���̵���ѧģ�ͣ���ƺ�ʵ���˶�����MIG�۳ؿ��ȵ�ʵʱ���ƣ�Hirai��[13]�����Ӿ�����ϵͳ����Ӧ��ͼ�����㷨��ȡMIG���۳�ͼ���ڽ�һ�����о������������罨���۳ؼ�����״������֮���ӳ��ģ�ͣ�����˻���ģ������������������ϵͳ[14]���������Ͻ���MIG����ʱ�۳ر���ȫ���η��⣬���̼��ʮ�����ѣ����Ŀǰ��ȱ����ص��о���
��������������[15]�г�����������Ͻ�����MIG�������۳�״̬������⣬�ڴ˻����ϣ���������Ͻ�MIG�����̽�ģ�Ϳ���ϵͳ�������⣬�����۳�ͼ���Ӿ�����ϵͳ����Ӧ��ͼ�����㷨�������������ռ�ձ��������ۿ��Ľ�Ծ��Ӧģ�͡��Բ�ͬ��������Ч�������˷���ͷ�����Ϊ���Ͻ�����MIG���ۿ�����ϵͳ������ṩ���������ݲ�������ʵ����֤�����о������Խ�����Ͻ�MIG�����̿�����������������̽����
1 ���ӹ��̱�ʶ
Ϊ�˻���۳������ۿ����������ռ�ձȽ�Ծ�仯����Ӧ���ݣ����������ʵ�顣
ĸ�ģ����Ͻ��ƺ�Ϊ50581-H321����˿���ƺ�Ϊ5356����þ��˿��ֱ��d1.2?mm��ĸ�Ĺ��300?������100?������6?����������Ƶ�ʣ�25?Hz����˿�ٶȣ�6.5?m/min�������ٶȣ�12?cm/min�����ӵ�ѹ��18.0?V����ֵ������200?A���۳�ͼ��������ڣ�800?ms��
���ӹ����б��������������䣬��ռ�ձ���25���ȶ�����59���������ںӵ�60����������ͻ��Ϊ50����Ϊ�����ռ�ձȵı仯����˿�ٶ�Ҳ��6.5?m/min�仯��6.8?m/min���������ռ�ձȶ�����˿�ٶȶ��ۿ���Ӱ��ҪС�ö࣬����ڽ�����ʶģ��ʱ������˿�ٶȵ�Ӱ�졣ʵ����е���150���������ں������ͬʱ���ں��ӹ����������Ӿ����ϵͳʵʱ�ɼ��۳������ۿ��仯���ݡ��������ۿ�W��ռ�ձȦĵĽ�Ծ��Ӧ���̽����˱�ʶ����ʶ���ô��ݺ���Ϊ��

��ʶ������ѧģ�͵Ľ�Ծ��Ӧ���ߺ�ԭʼռ�ձȽ�Ծ���ݵĶԱ���ͼ1��ʾ����ͼ1���Կ�����ʶ���ô��ݺ����Ľ�Ծ��Ӧ���������Է�ӳʵ�ʹ��ɹ��̡�

ͼ1 ��ʶģ�������ʵ������ĶԱ�
Fig.1 Comparison of model output and practice output
2 ����ϵͳ����
2.1 �����Ŵ��㷨Ѱ�ŵ�PID����������
���ھ���������۵�PID�����������ݺ�������ʽΪ��

�����Ŵ��㷨ʵ��PID�������Ż���ѡ��ʽ(3)��Ϊ����ѡȡ������ָ�꣺

Ϊ�˱��ⳬ���������˳ͷ����ܣ���һ����������������������Ϊ����ָ���һ���ʱ����ָ��Ϊ��
����۳����������ȱ仯��Ϊ3��4��5?mm���������ռ�ձ���Ϊ���ӹ��̵��ڲ���������ռ�ձȽ�Ծ��Ӧ��ʶ�����ۿ���̬ģ��(1)����PID�������IJ����������Ŵ��㷨Ѱ�š��Ŵ��㷨��ʹ�õ���������Ϊ30��������ʺͱ�����ʷֱ�Ϊ��Pc=0.9��Pm=0.033������Kp��ȡֵ��ΧΪ[0��20]��Ki��Kd��ȡֵ��ΧΪ[0��1]��ȡw1=0.999��w2=0.001��w3=2.0��w4=100������ʵ������ķ�ʽ��100��������
�ۿ��仯Ϊ3?mmʱ��Ѱ�ź�õ���PID����ΪKp=11.558 2��Ki=0.954 5��Kd=0.278 2������ָ��J=33.748 5���ۿ��仯Ϊ4?mmʱ���õ���PID����Kp=15.196 5��Ki=0.729 7��Kd=0.744 1������ָ��J=56.764 3���ۿ��仯Ϊ5?mmʱ���õ���PID����Kp=13.102 3��Ki=0.579 0��Kd=0.516 9������ָ��J=87.620 5��
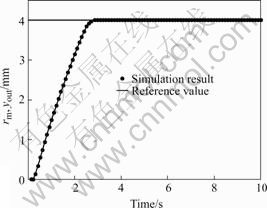
�����ۿ���ռ�ձȽ�Ծ��ʶģ�ͶԻ����Ŵ��㷨�õ�������PID���������ۿ�����Ч�����з��棬ͼ2~4��ʾΪ�ۿ��仯3��4��5?mmʱ�Ľ�Ծ��Ӧ���ߡ�

ͼ2 �ۿ��仯Ϊ3?mmʱPID��������������
Fig.2 Simulating curve of PID controller with weld pool width change of 3?mm
ͼ3 �ۿ��仯Ϊ4?mmʱPID��������������
Fig.3? Simulating curve of PID controller with weld pool width change of 4?mm

ͼ4 �ۿ��仯Ϊ5?mmʱPID��������������
Fig.4? Simulating curve of PID controller with weld pool width change of 5?mm
�ɽ�Ծ��Ӧ���߿�֪���Ŵ��㷨�õ��˺ܺõ�PID�����Ż���������ۿ��仯Ϊ3��4��5?mmʱ�����õ�����������̬������Ӧ���ߣ�����ʱ��ֱ�Ϊ1.9��2.4��3.2?s���ӷ�������֪������ռ�ձ�Ϊ�������������Ŵ��㷨��õ�PID�ۿ����������Ų�������ʵ�����õĿ���Ч������Ϊʵ�ֶ�̬���ܽϺõĿ���Ч����������������ò�ͬ��PID������������Щ��������ܴ����������PID�����������������Ѷȣ�ͬʱ����ʱ��Ҳ���ۿ��仯���������������Ѱ�Ź��̺�ʱ�ϳ���������ʵʱ���ƹ��̡�
2.2 ģ������������
����Sugeno��ģ��ϵͳ����������Ͻ�����MIG���ۿ���������ͬʱ����ʽ(1)��ģ�����ƹ��̽��з��档
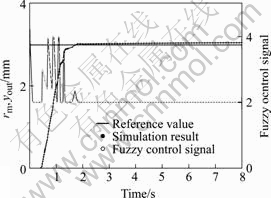
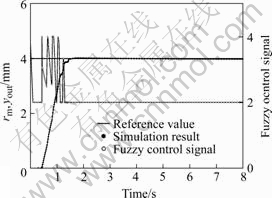
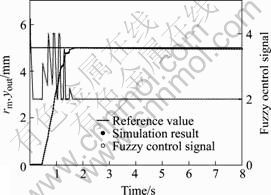
ͼ5~7��ʾ�ֱ�Ϊ�ۿ��仯Ϊ3��4��5?mmʱ��ģ�����ƽ�Ծ��Ӧ���ߡ���ͼ�п��Կ��������з��������������ۿ��仯Ϊ3?mmʱ������ʱ��Ϊ1.27?s����̬���Ϊ0.06?mm���ۿ��仯Ϊ4?mmʱ������ʱ��Ϊ1.23?s����̬���Ϊ0.05?mm���ۿ��仯Ϊ5?mmʱ������ʱ��Ϊ1.26?s����̬���Ϊ0.04?mm���ӷ�������֪��ģ���ۿ���������ʵ�����õĿ���Ч�����������õ���Ӧ������ͬ�ṹ�Ͳ�����ģ��������������Ӧ��ͬ��������µĿ���Ҫ�����ٶȽϿ죬�������ۿ��仯����Ӱ���С�������ھ�̬�����ھ�̬����С����Ӱ��ʵ��Ӧ�á�
ͼ5 �ۿ��仯Ϊ3?mmʱģ�����Ʒ�������
Fig.5 ?Simulating curves of fuzzy controller with weld pool width change of 3?mm
ͼ6 �ۿ��仯Ϊ4?mmʱģ�����Ʒ�������
Fig.6 ?Simulating curves of fuzzy controller with weld pool width change of 4?mm
ͼ7 �ۿ��仯Ϊ5?mmʱģ�����Ʒ�������
Fig.7? Simulating curves of fuzzy controller with weld pool width change of 5?mm
3 ����ʵ����
������ģ�ͱ�ʶʱ��ͬ�ĺ��ӹ淶���к���ʵ�顣���û��κ��죬���������ʩ����ʹɢ�Ȳ�����ǿ��������������ǿ�ķ����Ա仯���̣���������ȫ�濼�����ϵͳ�����ܡ�ʵ�ʺ���ʱΪ�˱�֤���ӹ��̵��ȶ�������ר��ϵͳ������˿�ٶ�ƥ��ģ������������ռ�ձȿ����������
ͼ8��ʾΪ���ú�淶(ƽ������130 A)����ʱ�ĺ���ͼ������ɢ���������ϱ仯�����º����ۿ�Ҳ��֮�����ı䡣

ͼ8 ��淶���ӽ��
Fig.8 Result of welding experiment with constant parameters
ͼ9��ʾΪģ��ר�ұջ������������ռ�ձ������������ۿ�������̬����Ƭ�����������ۿ����������ȶ���
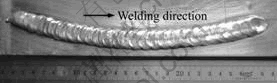
ͼ9 ģ��ר�ҿ��ƽ��
Fig.9 Result of welding experiment with fuzzy control
4 ����
1) �����Ͻ�����MIG�����������ۿ����������ռ�ձȱ仯�ı�ʶģ�Ϳ�֪ϵͳ���нϴ��ʱ�ͣ���˶Կ���ϵͳ��Ҫ��ϸߡ�
2) �����Ŵ��㷨��õ�PID�ۿ����������Ų����ܹ�ʵ�����õĿ���Ч�������ڲ�ͬ��������£�Ϊʵ�ֶ�̬���ܽϺõĿ���Ч����������������ò�ͬ��PID������������Щ��������ܴ�������PID�����������������Ѷȣ��Ժ��ӹ�����Ӧ�����ϲ
3) ģ������ϵͳ�ڽṹ������������Բ�ͬ�����������ʵ���ȶ��Ϳ��ٵĿ��ƣ��Ժ��ӹ��̵ķ����Ծ��к�ǿ����Ӧ������
REFERENCES
[1] Merklein M, Geiger M. New materials and production technologies for innovative lightweight constructions[J]. Journal of Materials Processing Technology, 2002, 45(5): 532-536.
[2] Joseph C, Benedyk K. Light metals in automotive applications[J]. Light Metal Age, 2000, 10(2): 34-35
[3] �� ƽ, ������, �¹���. ���Ͻ�����ڽγ������������е�Ӧ���о�[J]. ���������, 2004, 21(8): 26-29.
ZHU Ping, LIN Zhong-qin, CHEN Guan-long. Application of aluminum alloy to lighten auto-body[J]. Computer Simulation, 2004, 21(8): 26-29.
[4] ����ͼ, ��־��, ����, ������, �� ƽ. ���������������Ͻ��Ӧ��[J]. ������ɫ����, 2006(10): 10-14.
MA Ming-tu, LI Zhi-gang, YI Hong-liang, XIANG Xiao-feng, FANG Ping. Polarization of light-weighted cars and application of aluminum alloys[J]. World Nonferrous Metals, 2006(10): 10-14.
[5] ������, �� ��, ������. MIG���ڴ������庸���ϵ�Ӧ��[J]. ����, 1998(12): 19-21.
FAN Shao-lin, WANG Heng, LI Yu-xiang. Application of MIG on heavy plate aluminum construction[J]. Welding & Joining, 1998(12): 19-21.
[6] ������, ������, �� ��. ��������MIG�������Ͻ𱡰�Ĺ�������[J]. ����ѧ��, 2004, 25(2): 99-102.
HANG Zheng-xiang, YIN Shu-yan, SONG Zheng. Aluminum alloy sheet welding technological characteristic of AC PMIG welding[J]. Transactions of the China Welding Institution, 2004, 25(2): 99-102.
[7] Praveen P, Yarlagadda P, Kangb M J. Advancements in pulse gas metal arc welding[J]. Journal of Materials Processing Technology, 2005, 164/165: 1113-1119.
[8] Mendes C L, Scotti A. The influence of double pulse on porosity formation in aluminum GMAW[J]. Journal of Materials Processing Technology, 2006(171): 366-372.
[9] ����¡. ���������������������[M]. ����: ��е��ҵ������, 2000: 12.
WANG Qi-Long. Arc welding process quality sensing and control[M]. Beijing: China Machine Press, 2000: 12.
[10] ������, ��ѧ��, �� ��. ���Ͻ�TIG���۳�����ͼ��ģʽʶ��[J]. ����ѧ��, 2002, 23(5): 73-76.
WANG Jian-jun, YANG Xue-qin, LIN Tao. Pattern recognition of top-side pool image in aluminum alloy TIG welding[J]. Transactions of the China Welding Institution, 2002, 23(5): 73-76.
[11] ������, �� ��, ���Ʊ�. �����Ӿ����������Ͻ�TIG���ӹ�������Ӧ����[J]. ����ѧ��, 2003, 24(4): 24-27.
WANG Jian-jun, LIN Tao, CHEN San-ben. Adaptive control based on vision technology for aluminium alloy TIG welding[J]. Transactions of the China Welding Institution, 2003, 24(4): 24-27.
[12] ���Ʊ�, �ܽ���, �쳿��. �����ۻ������屣�����۳ص��Ӿ�������ʵʱ����[J]. ����ѧ��, 2002, 23(4): 17-20.
CHEN San-ben, CAO Jian-ming,, XU Chen-ming. Visual sensing and real-time control of weld pool dynamics in pulsed GMAW[J]. Transactions of the China Welding Institution, 2002, 23(4): 17-20.
[13] Hirai A, Kaneko Y, Nagasawa K.  Neural network model of weld pool in pulsed MIG welding[J]. Quarterly Journal of the Japan Welding Society, 2003, 21(2): 227-233.
Neural network model of weld pool in pulsed MIG welding[J]. Quarterly Journal of the Japan Welding Society, 2003, 21(2): 227-233.
[14] Yamane, S, Yamamoto H,Sharif L H. Intelligent cooperative control system in visual welding robot[J]. Welding Research Abroad, 2003, 49(6/7): 9-17.
[15] ʯ �], �� ��, �� Ρ. ���Ͻ�MIG���۳�ͼ�����̬ѧ��������[J]. ����ѧ��, 2005, 26(3): 37-40.
SHI Yu, FAN Ding, WU Wei. Morphology processing image of aluminum alloy metal inert gas welding pool[J]. Transactions of the China Welding Institution, 2005, 26(3): 37-40.
������Ŀ��������Ȼ��ѧ����������Ŀ(50675093)������ʡ��Ȼ��ѧ����������Ŀ(3ZS051-A25-029)�����������ͼƻ�������Ŀ������������ѧ����������Ŀ(SB200601)
�ո����ڣ�2007-04-27�������ڣ�2007-08-22
ͨѶ���ߣ�ʯ �]�������ڣ��绰��0931-2806433��E-mail��shiyu@lut.cn
(�༭ ����Ⱥ)

