ϡ�н��� 2011,35(06),841-848
Inconel690�Ͻ���¸����ȱ�����Ϊ�о�
���� ���� ��ʿ�� �κ���
�й���ѧԺ�����о���
ժ Ҫ��
��Gleeble-3800��ģ���������,������ѹ��ʵ���о��˲�ͬ����������Inconel 690�Ͻ�ĸ��±�����Ϊ����֯�ݱ��ص㡣ʵ���в��õı����¶�Ϊ1000��1200��,������Ϊ70%,��������Ϊ1.0��80.0 s-1������ʵ��������˸úϽ��Ӧ��-Ӧ���ϵ,���Է�ֵӦ�����������Իع�,�ɴ˵õ��˸úϽ�ĸ��²��ϳ���,������Q=417.6 kJ.mol-1,��=0.003196 MPa-1,n=7.51,�����յõ���Inconel 690�Ͻ�ĸ��±��α������̡�ͨ�����������о��˺Ͻ�̬�ٽᾧ�������¶Ⱥ�Ӧ�����ʵĹ�ϵ,�������:�����¶ȶ�Inconel 690�Ͻ���֯��Ӱ��ܴ�,���¶ȵ�����,��̬�ٽᾧ�ٷ���������,�Ұ����ž����ij���;�����Ӧ������,���ε�ʱ������,λ���ܶ�Ѹ������,��̬�ٽᾧ������������,Ҳ����ʹ�ٽᾧ��ľ���ϸ��;���¶�Ϊ1150������,Ӧ������50��80 s-1ʱ,�ܹ��õ�����ϸ����֯��
�ؼ��ʣ�
Inconel690�Ͻ� ;�ȱ��� ;�������� ;��̬�ٽᾧ ;
��ͼ����ţ� TG133.4
����飺 ����(1983-),��,ɽ��̩����,��ʿ�о���;�о�����:�������ºϽ��ȱ��ι���; ��ʿ��(E-mail:shzhang@imr.ac.cn);
�ո����ڣ� 2010-10-12
���� ������Ȼ��ѧ����; ��ɽ�����ɷ�����˾��������(50834008)��Ŀ;
High-Temperature High-Speed Hot Deformation Behavior of Inconel 690 Alloy
Abstract��
The hot deformation characteristics of Inconel 690 alloy were investigated on the Gleeble-3800 thermal mechanical simulator.The testing temperatures were in the range of 10001 200 ��,the deformation degree was 70%,and the strain rates were from 1.0 to 80.0 s-1.The true stress-strain curves were obtained and the material constants,the activation energy Q of 417.6 kJ �� mol-1,�� of 0.003196 MPa-1,and n of 7.51,of high-temperature deformation of Inconel 690 alloy were obtained by the linear regression of peak stress.The constitutive equation of inconel 690 alloy was established finally.The relationship between the law of dynamic recrystallization and temperature,strain rate was studied by metallurgical microscope.The results showed that the microstructures of inconel 690 alloy were greatly affected by temperature,the percentage of dynamic recrystallization increased with the increasing of temperature,and accompanied by grain growth.The deformation time shortened while the strain rate enhanced.So the density of dislocation increased rapidly,and the driving force of dynamic recrystallization increased,thus the grain could also be refined.The uniform and fine microstructure could be acquired when the temperature was about 1150 �� and the strain rates were in the range of 508 0 s-1.
Keyword��
Inconel 690 alloy;hot deformation;constitutive equation;dynamic recrystallization;
Received�� 2010-10-12
Inconel 690 �Ͻ���һ�ָ�����30%���ҵĵ��������������ʴ�Ͻ� 20����80�������, ��������������ʴ�����Լ��ϸߵ�ǿ������Inconel 600�Ͻ�
[1 ,2 ]
, ��Ϊ��һ���˵�վ�����������Ĵ��ȹܲ���
[3 ,4 ]
, ���ڹ�����õ��㷺Ӧ��
[5 ,6 ]
�� �й���ѧԺ�����о����� �����Ƽ���ѧ�����о���Ժ�ȵ�λ��Inconel 690�Ͻ�Ļ�ѧ�ɷ֡� ��֯�� ���ܺ��������յȷ�������˱Ƚ�ϵͳ���о�
[7 ,8 ,9 ]
, ���ڳ��μӹ�������о��������������롣
�����������ºϽ������ȴ��ȷ�����������, ����ȼ�ѹ��Ϊ���ºϽ�ܲ���������Ҫ�ֶ�, �������ȼ�ѹ����ʹ�����ڸ����¶�ʱ������ɱ���, �Ӷ�ʵ�ּ�ѹ����
[10 ,11 ]
, ������о�������ձ����ȵ����¶����߶��������β�����ɹܲ��ȼ�ѹ�� ��Inconel 690�Ͻ�����ȼ�ѹ������о��������ⱨ�����١� ���ڶ�Inconel 690�Ͻ�ܲļӹ����յ��о������ϴ���̽���Ρ� ���dz���ͨ����ѹ��ʵ��, ������Inconel 690�Ͻ�ı�������, �����˺Ͻ���ȼӹ�ͼ, ȷ����������Ѽӹ�����3�����ȶ�������
[12 ]
�� ������
[13 ]
ͨ�����ȼ�ѹ���յ��о�, �����˸��ּ�ѹ���ղ���������, ���690�Ͻ��ʵ�����, �ƶ��˺Ͻ���ȼ�ѹ����, �ɹ������˹��Ϊ��95 mm��7 mm�Ĺ���, ���Ͻ�ļ�ѹ̬�����ܲ�����, �����ij�Ʒ�ܻ���������Ҫ�� �����ظּ��Ž���������һ���Ƚ����ƹ��豸, ����װ���ͼ���ˮƽ�ﵽ�˹�����90������ڵ�ˮƽ, �����߱������Ƹ�����Inconel 690�Ͻ�ܵ�����, �������Ĺܲľ����ȼ���������������⡣ ����˳
[14 ]
ͨ����ģ��ʵ�齨����Inconel 690�Ͻ���ȼӹ�ͼ, ������ֵģ��ķ���ȷ���˺Ͻ�ܲĵļ�ѹ���ղ���, ����û�п��DZ��������Ա��κ���֯��Ӱ�졣
�����˽�Ͻ��ڸ��¸����µ��ȱ�����Ϊ, ����ȷ�ı���ģ���������ֵģ��Ԥ�⾫�ȵĹؼ�, Ҳ��ȷ���ȼ�ѹ���ι��ղ�������Ҫ���ݡ� ����������ҵ���Ѿ߱�һ�����ܸ߾��ȹܲĵļӹ�����, �������滹�ܲ�����, ��û�к������ȼ�ѹ���ղ���Ҳ����Լ��Ѹ�ٷ�չ����Ҫԭ��֮һ�� ���ķ����о�������±�����Ϊ, �����˸��±��α������̺���֯�ݱ���ѧģ��, ģ����ι���, Ԥ���ȱ��, ȷ�����������ȼ�ѹ���ղ���, ����Ϊʵ�ʹܲ���������, ����ʮ����Ҫ����ʵ���塣
1 ʵ ��
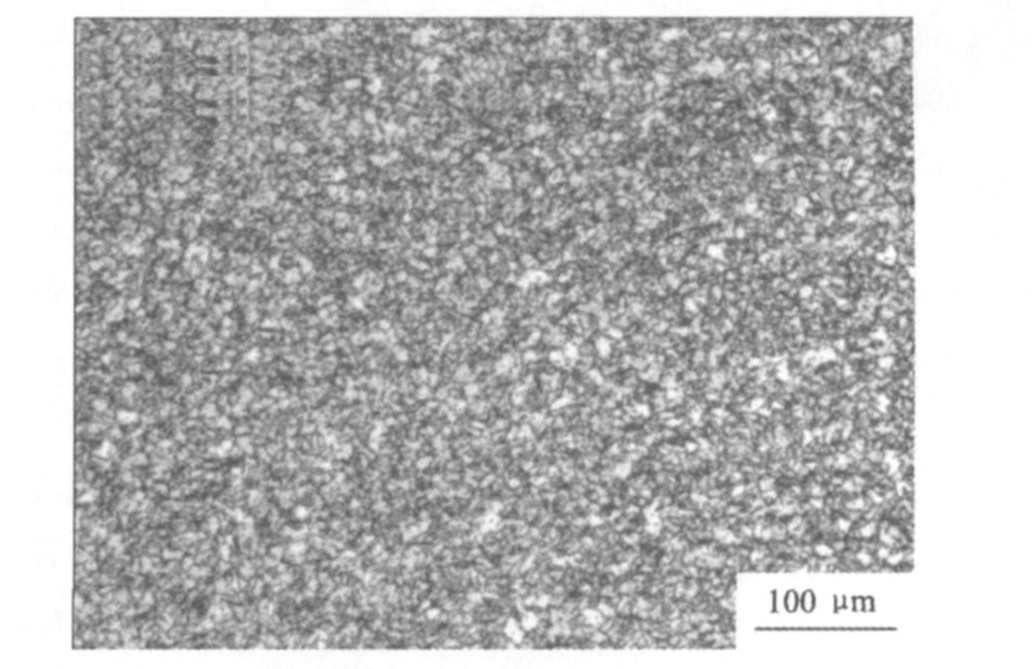
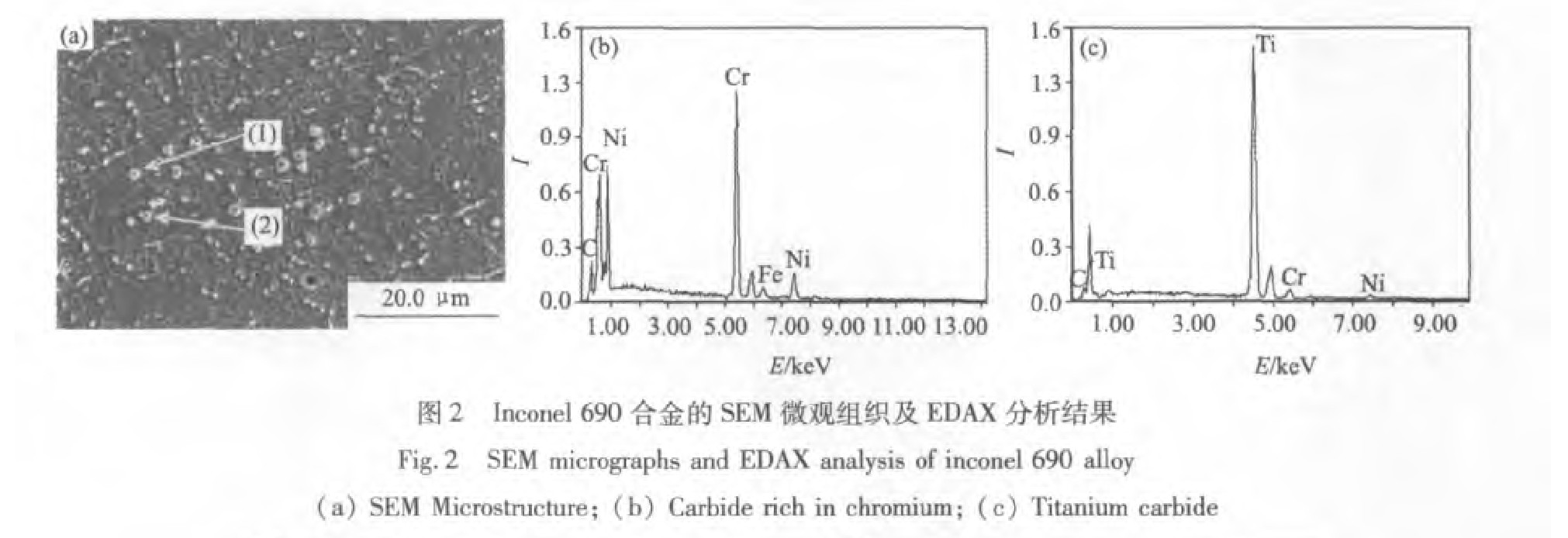
ʵ�����Ϊ��̬Inconel 690�Ͻ����, ��ɷּ���1, ԭʼ��֯��ͼ1��2��ʾ�� ɨ��羵�������, Inconel 690��ʼ��֯��������, ����ǰ�ڹ�����������, EDAX�ж���������ҪΪ������̼������ѵ�̼����, ��ͼ2(b), (c)��ʾ��
���ϱ����ӹ��ɦ�6 mm��9 mm��ѹ������, ����Gleeble-3800��ģ��ʵ�����Ԥ��ı����¶Ⱥ�Ӧ�������½��к��¡� ��Ӧ�����ʵ�ѹ��ʵ�顣 ��������Ϊ5 �桤s-1 , ���º���3 min��ʼ���Ρ� ѡ��ı����¶ȷֱ�Ϊ1000, 1050, 1100, 1150��1200 ��; Ӧ�����ʷֱ�Ϊ1, 10, 50, 80 s-1 , ������70%, �����������κ���п���ˮ��, Ȼ�������и���ѹ��������м��ʿ�����, �Ʊ���������, �ڹ�ѧ�����¹۲��������κ������֯��
2 ���������
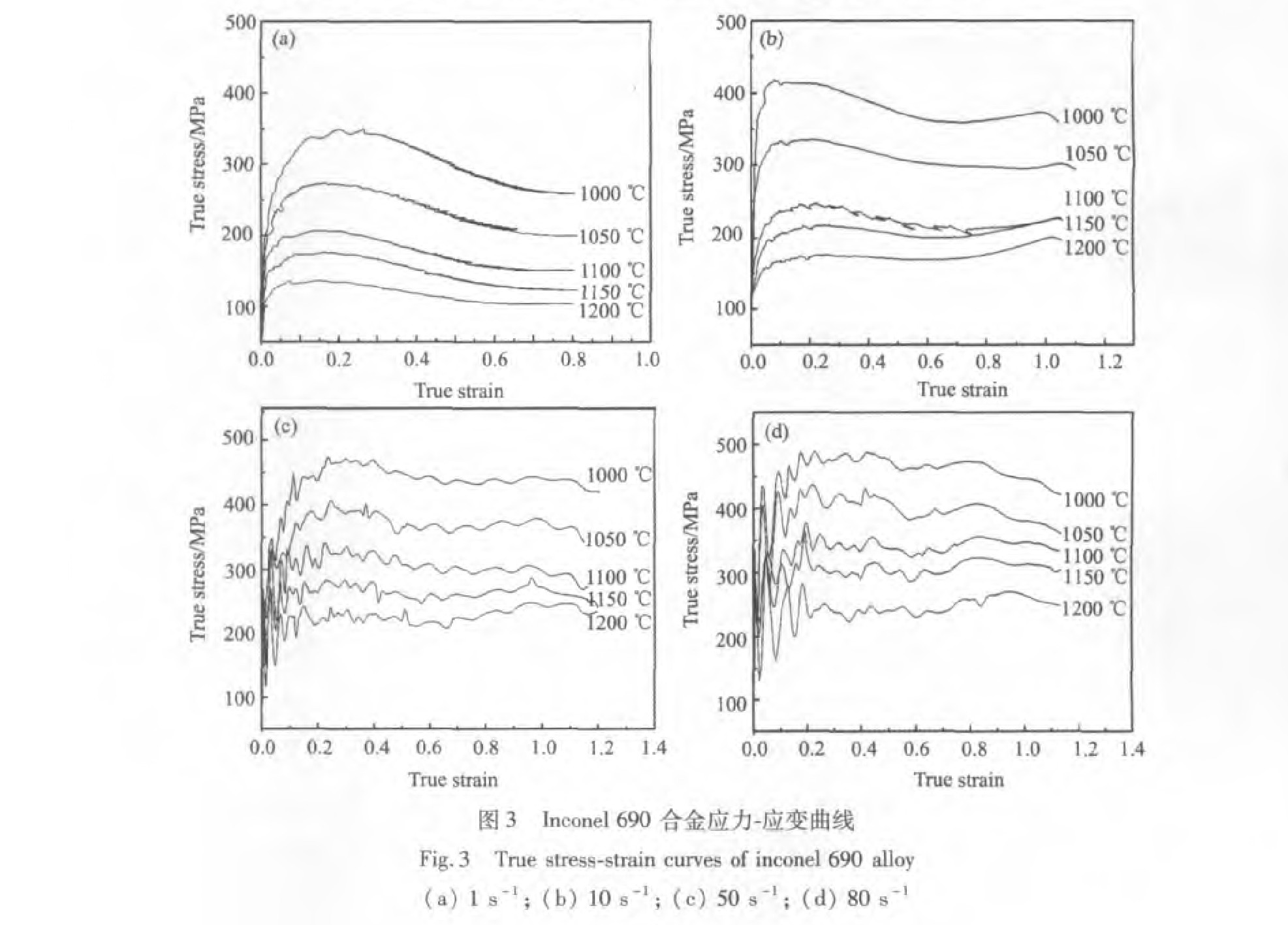
2.1 ��ͬ���������ºϽ��Ӧ��-Ӧ������
Ӧ��Ӧ�����߷�ӳ������Ӧ����������������������ϵ, �Dz����ڲ���֯���ܱ仯�ĺ�۱���
[15 ]
�� �Ͻ�����ͬӦ�����ʺͲ�ͬ�����¶��µ���ʵӦ��-Ӧ���ϵ��ͼ3��ʾ��
��ͼ3��֪, ��Ӧ������Ϊ1 s-1 ʱ, ���¶��µ�����Ӧ��������Ӧ������Ӷ�Ѹ������, �������Եļӹ�Ӳ������, ��������������С, ������Ӧ���ﵽ���ֵ��ʼ���½�; ��Ӧ����������10 s-1 ʱ, ���¶�Ϊ1000��1100 ��������, ����Ӧ��������Ӧ������Ӷ�����, �ﵽ���ֵ������С, ��Ӧ��ﵽ0.7����ʱ, �����¶ȵĽ����ֳ���������Ӧ�������������, ����ѹ��ʵ�����ݿ�֪, �¶ȵĽ�����8��32 ��֮��; ���¶�Ϊ1150��1200 ��������, ������Ӧ���ﵽ���ֵ��, ��û�г������Ե��½�, ����Ӧ��ֵ�����ڷ�ֵ����, �����ֳ���������Ӧ������ߡ� ��Ӧ����������50��80 s-1 ʱ, ���ڱ���ʱ���, ��̬�ٽᾧ����ȫ, �������˲�������̬�ٽᾧ, �������Ӧ����Ӧ������ӳ��������ԵIJ�����
ͼ1 Inconel 690�Ͻ��ʼ������֯
Fig.1 Initial microstructure of Inconel 690 alloy
��1 ʵ����Inconel 690�Ͻ�Ļ�ѧ�ɷ�(%, ��������)
Table 1 Chemical compositions of Inconel 690 alloy(%, mass fraction )
Cr
Fe
Si
C
Al
Ti
Mn
S
P
Ni
28.8000
10.0500
0.3700
0.0400
0.3100
0.2900
0.3000
0.0021
0.0018
Bal.
�ӷ�ֵӦ�����¶ȵı仯��ϵ�����Ͽ��Կ���, ��ͼ4(a)��ʾ, �����¶ȵ����ߺ�Ӧ�����ʵĽ���, �Ͻ������Ӧ���������Ե��½�, ���¶ȵ���1100 ��ʱ, Ӧ�����¶ȵ�����Ѹ�ٽ���, ���¶ȸ���1100 ��ʱ, Ӧ�����½����ʼ�С, �¶ȶ�����Ӧ����Ӱ���С��; ��ͼ4(b)��֪, ��Ӧ�����ʴ�80 s-1 �½���10 s-1 ʱ, ����Ӧ���仯����, ��Ӧ�����ʴ�10 s-1 ��������ʱ, ����Ӧ���Ľ����ٶȼӿ�, Ӧ�����ʶ�Ӧ����Ӱ��Ӿ硣
ͼ4 ��ֵӦ�����¶Ⱥ�Ӧ�����ʵı仯����
Fig.4 Variation of peak flow stress with deformation temperature and strain rate
(a) Effect of temperature; (b) Effect of strain rate
2.2 �����ȱ��α�������
����������ָ���ϵ�����Ӧ�����¶ȡ� Ӧ�����ʵ���������֮��Ĺ�ϵ, �������˲��ϱ��ι����е�������̬��Ӧ, ������Ԫ���������Գ��ι��̽�����ֵģ���ǰ�������� ���IJ��ö�Ӧ��-Ӧ�����ع�ķ���, ����Inconel 690 �Ͻ�Ψ���ͱ�������, Ϊ���ϳ��ι�����ֵģ���ṩȷ����ģ�͡� �ڴ�����ѡ�ð������μ�����Q ���¶�T ��˫��������ʽ������Arrhenius����ģ��
[16 ]
:
�� �B = A F ( �� ) exp ( ? Q R T ) ? ? ? ( 1 )
ʽ(1)��, F (�� )ΪӦ���ĺ���, F (�� )������3�ֱ�����ʽ:
��Ӧ��ˮƽʱ, ���� <0.8, F (�� )=�� n
��Ӧ��ˮƽʱ, ���� >1.2, F (�� )=exp(�¦� ) (3)
��������Ӧ��, F (�� )=[sinh(����)]n
����: n , �� ��A ���dz���, �� ΪӦ��ˮƽ����, �� =�� /n ;
�� �B
ΪӦ������(s -1 ); QΪ���μ�����(kJ ��mol -1 ); RΪ�������峣��; TΪ�����¶�(K )��
�ڴ�, ѡ������������Ӧ���ı���ʽ��������Ӧ�����������Ĺ�ϵ, ��ʽ(1)�ɱ�ʾΪ:
�� �B = A [ sinh ( �� �� ) ] n exp ( ? Q R T ) ? ? ? ( 5 ) �� = 1 �� ln { ( Z A ) 1 / n + [ ( Z A ) 2 / n + 1 ] 1 / 2 } ? ? ? ( 6 ) Z = �� �B exp ( �� H R T ) ? ? ? ( 7 )
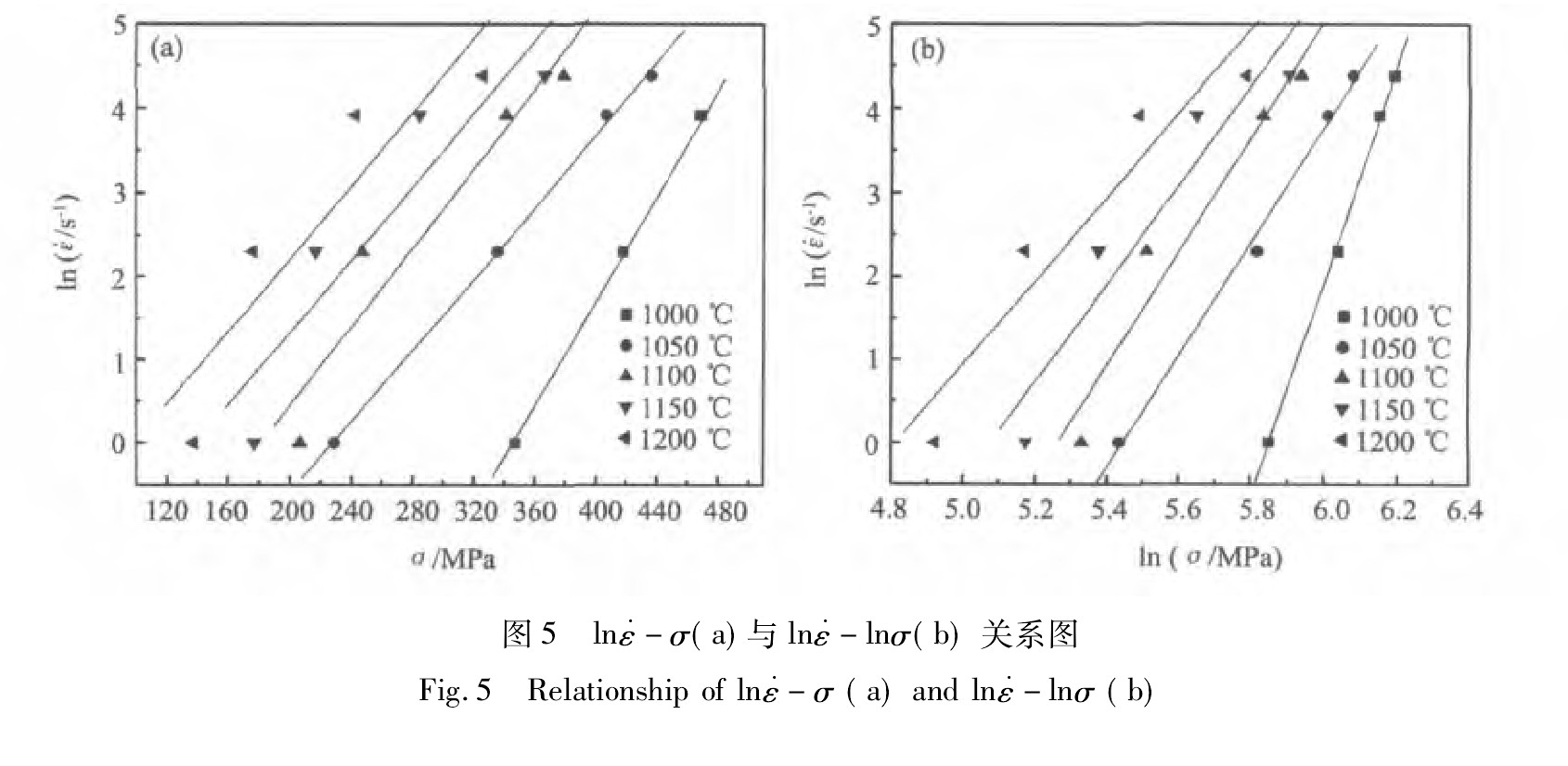
ģ���еĸ���������ͨ����Ӧ��Ӧ���������Իع�õ��� ��ʽ(2)(3)�ֱ����ʽ(1), �����������, �����벻ͬ�����µķ�ֵӦ����p
ln �� �B ? ��
��
ln �� �B ? ln ��
�Ĺ�ϵ���ߡ�
��ͼ5���Կ���
ln �� �B ? ��
��
ln �� �B ? ln ��
�������������Թ�ϵ, �������Իع����ֱ��б��, Ȼ�������ƽ��ֵ, �æ�=0.023996 MPa -1 , n=7.51, �ɦº�nֵ�ɵæ�=0.003196 MPa -1 ��
�Թ�ʽ(5)����ȡ����, �õ�:
ln �� �B = ln A ? Q / ( R T ) + n ln [ sinh ( �� �� ) ] ? ? ? ( 8 )
���Բ��ϵı��μ����ܿɱ�ʾΪ:
Q = R ( ? ln �� �B ? ln [ sinh ( �� �� ) ] ) T ( ? ln [ sinh ( �� �� ) ] ? ( 1 / T ) ) �� �B ? ? ? ( 9 )
��Ӧ��Ӧ��������ֵ�ͳ�����, ��, nֵ���빫ʽ(8), �ɵ�
ln �� �B ? ln [ sinh ( �� �� ) ]
��ln [sinh (���� )]-1000/T��ϵ, ��ͼ6��ʾ��
��ͼ6�ó�ֱ��б�ʵ�ƽ��ֵ, ���빫ʽ(9)�Ϳ�������Ͻ�ı��μ�����Q=417.6 kJ ��mol -1 ��
����Zener -Hollomon ���о�, �����ڸ������Ա���ʱӦ���������ȼ�����̿���, Ӧ���������¶�֮��Ĺ�ϵ����Z������ʾ:
Z=exp (Q/RT)=A[sinh (���� )]n (10)
��ͼ7�ó�ֱ�ߵ�б��n=5.17342, �ؾ�Ϊ38.83141, ���Եõ�A��ֵΪ7.316��1016 , ��Inconel 690�Ͻ���±������̿��Ա�ʾΪ:
�� �B = 7 . 3 1 6 �� 1 0 1 6 [ sinh ( 0 . 0 0 3 1 9 6 �� ) ] 5 . 1 7 3 4 2 exp ( ? 4 1 7 6 4 9 R T ) ? ? ? ( 1 1 )
Inconel 690�Ͻ���·�ֵӦ����Z�����Ľ���ʽΪ:
�� = 3 1 2 . 8 7 2 5 ln { ( Z 7 . 3 1 6 �� 1 0 1 6 ) 1 / 5 . 1 7 3 4 2 + [ ( Z 7 . 3 1 6 �� 1 0 1 6 ) 2 / 5 . 1 7 3 4 2 + 1 ] 1 / 2 } ? ? ? ( 1 2 ) Z = �� �B exp 4 1 7 6 4 9 R T ? ? ? ( 1 3 )
2.3 �ȱ��ι����е���֯�ݱ�
ͼ8Ϊ�Ͻ���Ӧ������Ϊ1 s-1 , ��ͬ�����¶��µ�����֯, ��ͼ�п��Կ���, �ڱ��ĵ�ʵ��������, �¶ȵ����ߺ�Ӧ�����ʵ����������ڶ�̬�ٽᾧ�Ľ���
[17 ,18 ]
, ����Ӧ�����ʵ�����, ������ϸ��Ч��Խ��, ������Ϊ���Ӧ������, һ������Լӿ�λ������, ʹԭ����������ɢ, �Ӷ��ٽ��ٽᾧ�κ�; ��һ����, ����������˱����¶�, ���������ٽᾧ�κ��ʡ� ��ͼ8��ʾ, ����ͬ��Ӧ������(1 s-1 )��, ���ű����¶ȵ����, �ٽᾧ�ٷ���ҲԽ��, ���Ұ����о����ij���, �¶ȴﵽ1150 ���, ���������ٶȼӿ졣
ͼ7 lnZ��ln[sinh(����)]��ϵ
Fig.7 Relationship between lnZ and ln[sinh(����)]
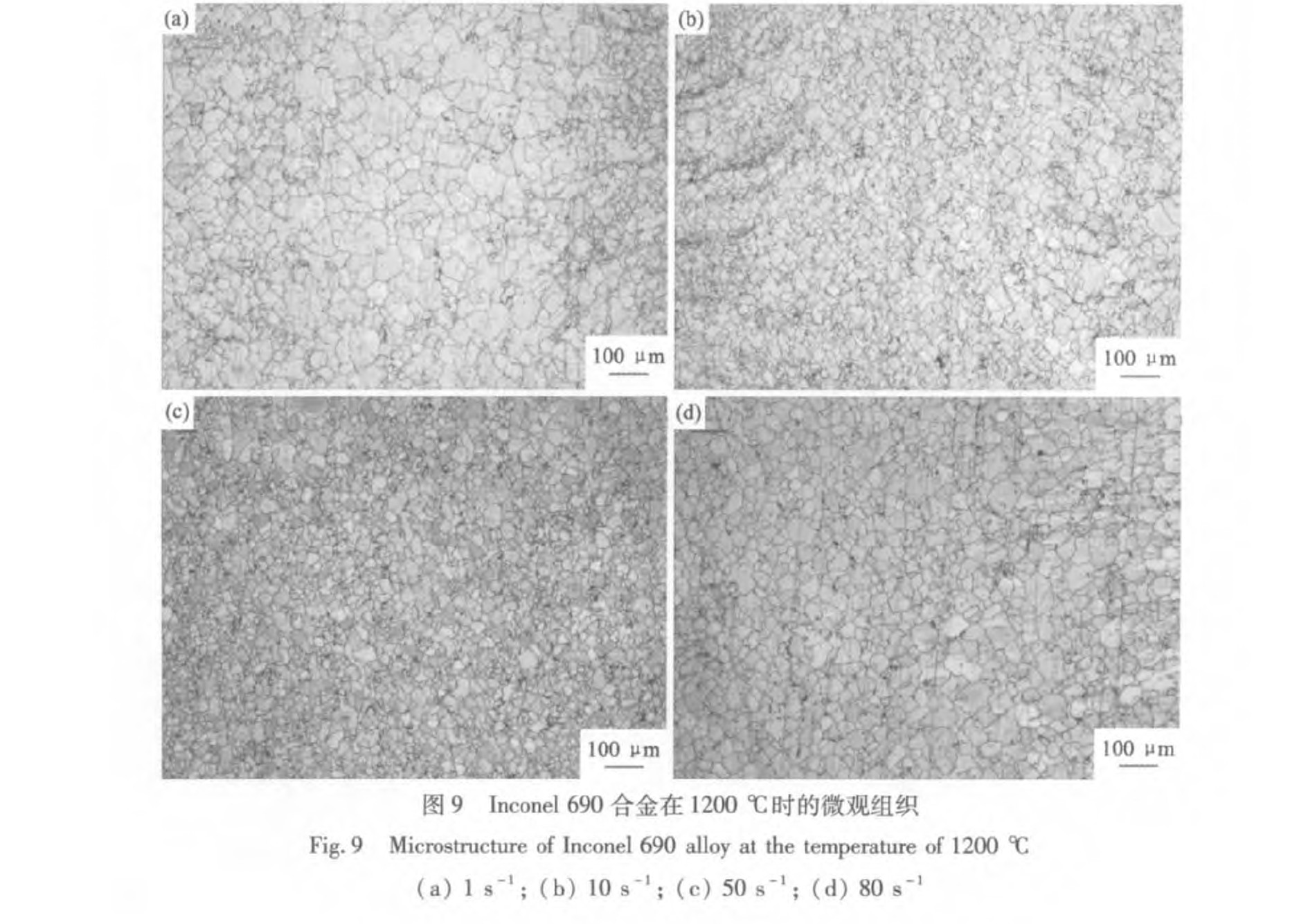
����ͬ���¶���, Ӧ�����ʽϵ�ʱ, ��������Ҫ��ʱ��Ƚϳ�, ������̬�ٽᾧ�ľ����Ѿ���ʼ����, ��Ӧ�����ʽϸߵ����, ���ڱ���ʱ��϶�, ��Ȼ���������˶�̬�ٽᾧ, ����û���㹻��ʱ�䳤��, ���Ծ��������˵����ϸС, ��ͼ9��ʾ, ����Ӧ�����ʵ�����, ������ϸ����
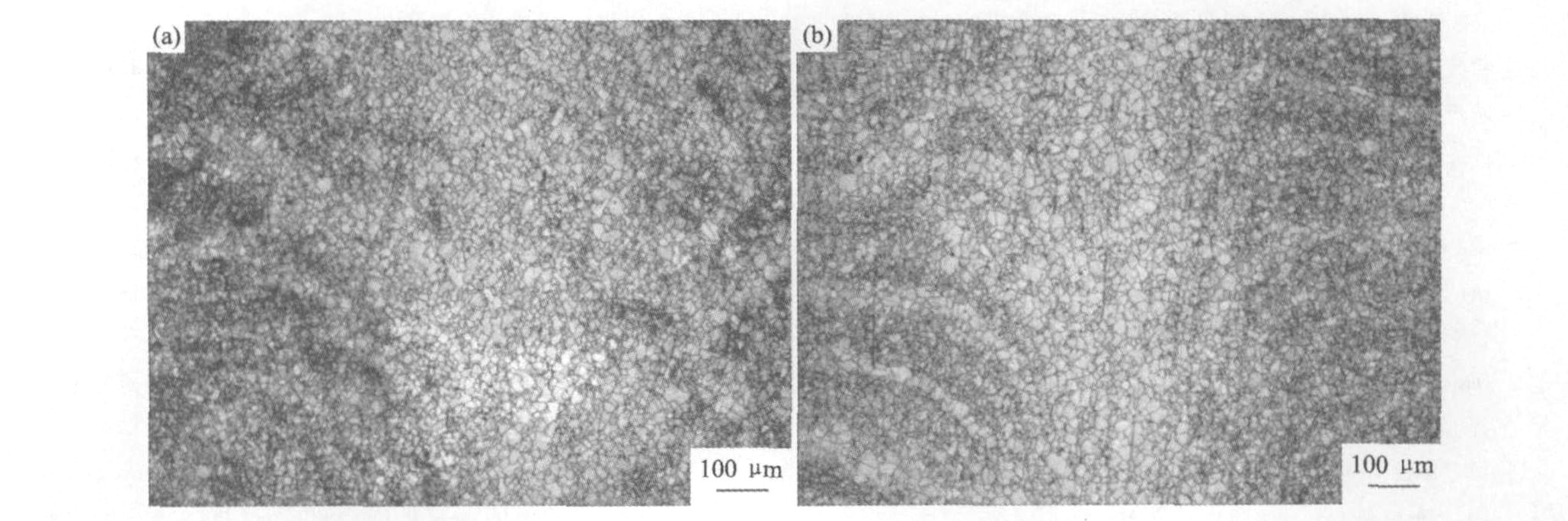
ͼ10 Inconel 690�Ͻ���1150 ��ʱ������֯
Fig.10 Microstructure of Inconel 690 alloy at the temperature of 1150 �� (a) 50 s-1 ; (b) 80 s-1
���ںϽ���ȱ��ι������ɱ����¶Ⱥͱ������ʹ�ͬ���Ƶ�, ����Ϊ�˵õ����ȵ�ϸ����֯�����ۺϿ������������Ӱ�졣 ��ͼ10���Կ���, ���¶�Ϊ1150 �桢 Ӧ������Ϊ50��80 s-1 ʱ�ѷ�����ȫ��̬�ٽᾧ, ���������Ѿ���������, ����ϸС�Ҿ��ȡ� �¶Ƚϵ�ʱ, ��̬�ٽᾧ����ȫ, �������ּ��д�, ������Ϊ�ڽϸߵ�Ӧ��������, �¶Ƚϵ�ʱ, ���κܲ�����, ���μ�����ijһ�������϶����³��ּ��д�, ������������Ӧ������(50��80 s-1 )ʱ, ������������Ӱ��, ���θ��Ӿ���, ��һ����õ��˻��������; �¶Ƚϸ�ʱ, �������Գ���; ��Ӧ�����ʽϵ͵������, �ٽᾧ�������¶ȵ��������Գ���, ��˸��ݱ��κ������֯, �ۺϿ����¶Ⱥ�Ӧ�����ʵ�����, ����ѡ���ı�������Ϊ�¶�1150 ������, Ӧ������ 50��80 s-1 ��
3 �� ��
1. Inconel 690�Ͻ���±�����Ϊ����Ϊ����Ӳ���Ͷ�̬�ٽᾧ�����Ĺ���, Ӧ���ٶȽϸ�ʱ(50��80 s-1 ), ����Ϊ��������̬�ٽᾧ��
2. ͨ���ԺϽ�ķ�ֵӦ���������Իع�, ����õ���Inconel 690�Ͻ�ĸ��²��ϳ���: Q =417.6 kJ��mol-1 , �� =0.003196 MPa-1 , n =7.51, �����Inconel 690�Ͻ�ĸ��±��α������̡�
3. �Ͻ���ȱ��ι������ɱ����¶Ⱥͱ������ʹ�ͬ���Ƶ�, Ϊ�˵õ����ȵ�ϸ����֯��Ҫ�ۺϿ������������Ӱ��, Ҫ��þ���ϸ����֯, Inconel 690�Ͻ���ȱ���Ӧ�������¶�1150 ������, Ӧ������Ϊ50��80 s-1 ֮�䡣
�����
[1] Dong Yi,Gao Zhiyuan.Development of nuclear power industryand research of alloy inconel 690 in China[J].Special SteelTechnology,2004,(4):45.(����,��־Զ.�ҹ��˵���ҵ�ķ�չ��Inconel 690�Ͻ������[J].�ظּ���,2004,(4):45.)
[2] Lee Woei-Shyan,Liu Chen-Yang,Sun Tainong.Dynamic im-pact response and microstructural evolution of Inconel 690 super-alloy at elevated temperatures[J].International Journal of Im-pact Engineering,2005,32(1-4):210.
[3] Brown C M,Mills W J.Fracture toughness of alloy690andEN52 welds in air and water[J].Metallurgical and MaterialsTransaction A,2002,33A(6):1725.
[4] Symons D M.Effect of carbide precipitation on the hydrogen-enhanced fracture behavior of alloy 690[J].Metallurgical andMaterials Transactions A,1998,29A(4):1265.
[5] Sedriks A J.Inconel Alloy690[M].Press of Hunting AlloysLtd,1989.
[6] Qiu Shaoyu,Su Xingwan,Wen Yan,Yan Fuguang,Yu Ying-hua,He Yanchun.Effect of heat treatment on corrosion resist-ance of alloy 690[J].Nuclear Power Engineering,1995,16(4):336.(������,������,����,�Ƹ���,��Ӧ��,����.�ȴ�����690�Ͻ�ʴ����Ӱ��������о�[J].�˶�������,1995,16(4):336.)
[7] Liu Su'e,Zhu Ziyong,Ke Wei,Zhang Shunnan,Zhang Bingda,Liu Wei.The influence of chemical composition and microstruc-ture on corrosion behavior[J].Corrosion Science and ProtectionTechnology,1995,7(2):146.(���ض�,������,��ΰ,��˳��,�ű���,����.690�Ͻ�ijɷֺ�����֯�Ը�ʴ��Ϊ��Ӱ��[J].��ʴ��ѧ���������,1995,7(2):146-150.)
[8] Feng Han,Song Zhigang,Zheng Wenjie,Chen Bin,Ji Xiang-min.Effect of solution treatment on microstructure and mechan-ical property of inconel690[J].Journal of Iron and Steel Re-seach,2009,21(3):46.(�ậ,��־��,֣�Ľ�,�±�,������.���ܴ�����Inconel690�Ͻ���֯����ѧ���ܵ�Ӱ��[J].�����о�ѧ��,2009,21(3):46.)
[9] Li Qiang,Zhou Bangxin.A study of microstructure of alloy690[J].Acta Metallurgica Sinica,2001,37(1):8.(��ǿ,�ܰ���.690�Ͻ������֯�о�[J].����ѧ��,2001,37(1):8.)
[10] Wen Jinglin.Extrusion and Drawing Technology of Metal[M].Shenyang:Press of Northeastern University,1996.87.(�¾���.������ѹ�����ι���ѧ[M].����:������ѧ������,1996.87.)
[11] Zhang Shihong,Wang Zhongtang,Xu Yi,Wang Benxian,Zhou Wenlong.Superalloy GH1140tube made by hot extrusion[J].Hot Working Technology,2003,26(6):66.(��ʿ��,������,����,������,������.GH1140�ܲĵ��ȼ�ѹ����[J].�ȼӹ�����,2003,26(6):66.)
[12] L��Yachen,Ren Yunlai,Nie Shaomin.The study on the hot extrusion working parameters of inconel690based on processing maps[J].Journal of Plasticity Engineering,2009,16(6):39.(���dz�,������,������.�����ȼӹ�ͼ��Inconel690�Ͻ�ѹ���ղ����о�[J].���Թ���ѧ��,2009,16(6):39.)
[13] Wang Huailiu.Study on hot extrusion process for GH690alloy[J].Special Steel Technology,2008,14(2):31.(������.GH690�Ͻ��ȼ�ѹ���յ��о�[J].�ظּ���,2008,14(2):31.)
[14] Qi Maishun.Simulation and experiment of nuclear power incone 690pipe extrusion[J].Forging and Stamping Technology,2010,35(4):116.(����˳.�˵�Inconel690�ܲļ�ѹģ����ʵ���о�[J].��ѹ����,2010,35(4):116.)
[15] Lee W S,Liu C Y,Sun T N.Dynamic impact response and mi-crostrucutural evolution of inconel690superalloy at elevated tem-peratures[J].International Journal of Impact Engineering,2005,32(1-4):210.
[16] Prasad Y V R K,Seshacharyulu T.Modeling of hot deformation for microstructural control[J].International Materials Reviews,1998,43(6):243.
[17] Mao Baiping,Guo Shengli,Shenjian.Study on hot deformation behavior of Ti-5523titanium alloy[J].Chinese Journal of Rare Metals,2008,32(5):674.(ë��ƽ,��ʤ��,��.Ti-5523�ѺϽ��ȱ���������Ϊ�о�[J].ϡ�н���,2008,32(5):674.)
[18] Yin Xiangqian,Mi Xujun,Gao Baodong,Li Yanfeng.Hot de-formation behavior of Ti-Ni-Nb alloy[J].Chinese Journal of Rare Metals,2009,33(6):921.(����ǰ,������,�߱���,����.TiNiNb�Ͻ��ȱ���������Ϊ�о�[J].ϡ�н���,2009,33(6):921.)