Trans. Nonferrous Met. Soc. China 22(2012) 2652-2658
Effects of on-line solution and off-line heat treatment on microstructure and hardness of die-cast AZ91D alloy
XU Yu-lei1, 2 , ZHANG Kui1, LI Xing-gang1, LEI Jian3, YUAN Hai-bo3, LIU Zheng4
1. State Key Laboratory for Fabrication and Processing of Nonferrous Metals, General Research Institute for Nonferrous Metals, Beijing 100088, China;
2. School of Materials and Metallurgy, Inner Mongolia University of Science and Technology, Baotou 014010, China;
3. Material Technology Institute of Commercial Vehicle Technical Center, Dongfeng Motor Co., Ltd., Shiyan 442001, China;
4. School of Materials Science and Engineering, Shenyang University of Technology, Shenyang 110870, China
Received 20 August 2012; accepted 24 September 2012
Abstract: The effects of on-line solution, off-line solution and aging heat treatment on the microstructure and hardness of the die-cast AZ91D alloys were investigated. Brinell hardness of die-cast AZ91D alloy increases through on-line solution and off-line aging treatment but decreases after off-line solution treatment. By X-ray diffractometry, optical microscopy, differential thermal analysis, scanning electron microscopy and X-ray energy dispersive spectroscopy, it is found that the microstructures of the die-cast AZ91D magnesium alloy before and after on-line solution and off-line aging are similar, consisting of α-Mg and β-Al12Mg17. The precipitation of Al element is prevented by on-line solution so that the effect of solid solution strengthening is enhanced. The β-Al12Mg17 phases precipitate from supersaturated Mg solid solution after off-line aging treatment, and lead to microstructure refinement of AZ91D alloy, so the effect of precipitation hardening is enhanced. The β-Al12Mg17 phases dissolve in the substructure after off-line solution treatment, which leads to that the grain boundary strengthening phase is reduced significantly and the hardness of die cast AZ91D is reduced.
Key words: die-cast magnesium alloy; AZ91D alloy; on-line solution; off-line solution treatment; aging treatment; β-Al12Mg17 phases; microstructure refinement; precipitation hardening
1 Introduction
Due to increasing environmental concerns and tightening government regulations on CO2 emissions, reducing vehicle mass and improving fuel economy are becoming increasingly important in the automobile industry. Magnesium density (about 1.74 g/cm3) is less than that (64%) of aluminum and less than that of steel (25%). Approximately 0.5-0.7 L per 100 km is the average fuel consumption reduction for every 100 kg of mass saved in common passenger vehicles [1,2]. Increasing magnesium alloy in automotive will be one of the important methods against global warming. In the past few years, the use of car parts from magnesium alloys has grown by 15% [2]. For structural applications in the automobile industry, magnesium alloys such as AM and AZ-series are widely employed through a die-casting process [3].
There have been various attempts to improve the high-temperature and room temperature properties of AZ91D alloy by adding Sr, Bi, and rare earth (RE) elements[4,5]. However, rare-earth metals are quite expensive and raise the cost of the alloys. The enterprise of Dongfeng Motor Co., Ltd. suggested that heat treatment should be used to improve the mechanical properties of die-cast magnesium alloy at room temperature and elevated temperature. They go hand in hand with General Research Institute for Nonferrous Metals in Beijing and study on improvement of hardness of die-cast magnesium alloy by on-line solution heat treatment. The purpose of this research is to improve the hardness of the die-cast magnesium parts by making use of the waste heat of die-cast magnesium parts.
The on-line solution heat treatment of die-cast magnesium alloy, via quenching from the die-cast temperature, without cooling to room temperature and reheating, is to create the necessary conditions at the end of the previous process (die casting) for next process (solution heat treatment) and to link up two processes to achieve better hardness. This process could make significant economic value because it can simplify the process, increase the productivity and reduce the production cost, just like the direct quenching process in aluminum alloy profile extrusion. A similar on-line quenching process in 6063 aluminum alloy as the representative of Al-Mg-Si alloy profile extrusion production has been widely used and has made significant economic value [6,7]. However, such technology is still very little researched and applied in the die-cast magnesium alloy.
The die-cast components contain a substantial amount of porosity due to gas entrapment during die filling and hot tearing during the solidification in the die cavity [8]. Such porosity not only deteriorates the mechanical properties and limits the applications to non-stress or low-stress components, but also decreases the opportunity for property enhancement by subsequent heat treatment.
Recent results indicate that the die-cast components could be heat treated after the porosity be eliminated through adjusting the process parameters for die-casting [9]. The ultimate tensile strength of die-cast AZ91D magnesium alloy increases from 240 MPa in die-cast condition to 280 after T6 heat treatment (solutionized at 410 °C for 9 h and followed by aging treatment at 205 °C for 8 h) [10]. The solution heat treatment could decrease the hardness and 0.2% yield strength of the die-cast AZ91D magnesium alloy but increase remarkably the elongation and ultimate tensile strength of the alloy. After being solutionized and followed by aging treatment, the alloy exhibits relatively high ultimate tensile strength, 0.2% yield strength and hardness than the die-cast alloy although the elongation of heat-treated alloy is decreased[11]. After isothermal heat treatment at 300 °C for 20-60 h, the ultimate tensile strength and 0.2% yield strength of die-cast magnesium alloy increase but the hardness of the heat-treated alloy increases firstly and then decreases with the increase in heat-treating time [12].
In the present work, the authors investigate the effects of on-line solution treatment, off-line solution and off-line aging treatment on the microstructure and hardness of die-cast magnesium component used for automotive engine.
2 Experimental
The investigations were carried out on test pieces of AZ91D magnesium alloys in die-cast state and after on-line or off-line heat treatment made in cooperation with the Material Technology Institute of Commercial Vehicle Technical Center and die-casting plant of Dongfeng Motor Co Ltd. The chemical composition (in mass fraction) of the investigated materials was 8.6% Al, 0.75% Zn, 0.28% Mn, <0.0067% S, <0.0021% Fe, <0.0011% Cu, <0.0008% Ni and Mg balanced.
The AZ91D magnesium alloy was smelted in an electric resistance furnace under a protection cover gas. Then the melt was injected into the mould with a die temperature of 200 °C in 100 ms at pressures that may be as high as 150 MPa at a cold chamber die casting machine (DCC630M) and at least 10 good magnesium alloy parts were cast. Some of the die-cast parts were air cooled. Others were quenched directly into water from a final die-casting operation and this process is called on-line solution.
Some of the die-cast magnesium parts cooled in air were solution treated at 420 °C for 1 h in an electric resistance furnace, and quenched into water. This process is called off-line solution (T4). Some of the die-cast magnesium parts cooled in air were aged at 190 °C for 4 h and then were cooled in air. This process is called off-line aging treatment.
The specimens were etched in 2% tartaric acid liquor for microstructure observation. The microstructures were examined by using Carl Zeiss Axiovert 200 optical microscope (OM) and scanning electron microscope (JSM-6510) with an energy dispersive spectrometer (Edax). The phase analysis was made by Dmax/RB rotationary anode X-ray diffractometer. The thermal analysis was carried out by using differential thermal analysis (DTA, WCR-2C computer thermal analysis meter) under purified Ar atmosphere.
The specimens were subjected to hardness measurement. The Brinell hardness was obtained using a 2.5 mm-diameter steel ball at a load of 294 N (30 kgf) applied for a period of 30 s. Hardness in different positions of the die-cast magnesium part after no heat treatment and on-line solution treatment are shown in Fig. 1. The hardness was measured five times and the average was recorded.
3 Results and discussion
3.1 Hardness testing
The average values of hardness at different positions of the die-cast magnesium parts after no heat treatment and on-line solution is shown in Fig. 1. The hardness of the die-cast magnesium part after on-line solution was higher than that of the die-cast magnesium part after no heat treatment. The improvement of hardness at different positions exceeded 5% although the hardness in one position was not improved. The average value of hardness at all positions of the die-cast magnesium part was HBS 69.1 while that of the die-cast magnesium part after on-line solution was HBS 75.0. So the improvement of hardness of the die-casting magnesium part after on-line solution exceeded 8.5%. Moreover, it can be seen that the gap of hardness between different positions was obvious. During the cooling process, the formation of Al12Mg17 precipitate decreased the number of Al metal atoms in solid solution and softened the die-cast magnesium alloy. Besides, the difference of temperature of die-cast magnesium part led to the difference of the extent of formation of Al12Mg17 precipitates and the difference of the number of Al metal atoms in solid solution, so the hardnesses at different positions of die-cast magnesium part were distinct obviously. After on-line solution treatment, the formation of Al12Mg17 precipitate was stopped and the hardness of the die-cast magnesium part increased due to the solid solution strengthening and the difference of hardness of the die-cast magnesium part at different positions decreased.
Samples of die-cast AZ91D magnesium parts in the off-line solution (at 420 °C for 1 h, quenched in water) and off-line aging (at 190 °C for 4 h, cooled in air) were studied via hardness test. The hardness of die-cast sample without heat treatment was HBS 72.5 while that the of the die-cast magnesium part in off-line solution condition was HBS 67.5 and that of the die-cast magnesium part in off-line aging condition was HBS 85.6. It was obvious that the hardness of the die-cast magnesium alloy decreased after off-line solution but increased after off-line aging treatment.

Fig. 1 Hardness change vs testing position of die-cast AZ91D magnesium alloy part before and after on-line quenching hardness
3.2 Optical microstructure and XRD analysis of alloys
Figure 2 shows the optical microstructures of die-cast AZ91D magnesium alloy before and after heat treatment, on-line solution, off-line solution and off-line aging. Figure 3 shows the XRD patterns of alloy in these different conditions. The results reveal the main phases in the die-cast AZ91D alloy were α-Mg and Al12Mg17. The phases in alloy after on-line solution and off-line aging were still these phases. However, after off-line solution treatment (at 420 °C for 1 h, quenched in water), grain boundaries of die-cast AZ91D alloys became clear, and the typical reticular morphology of Al12Mg17 phase disappeared. So, it can be concluded that the Al12Mg17 phase in the die-cast AZ91D alloy in off-line solution condition has decomposed and the Al metal atoms solid solved into the α-Mg matrix.
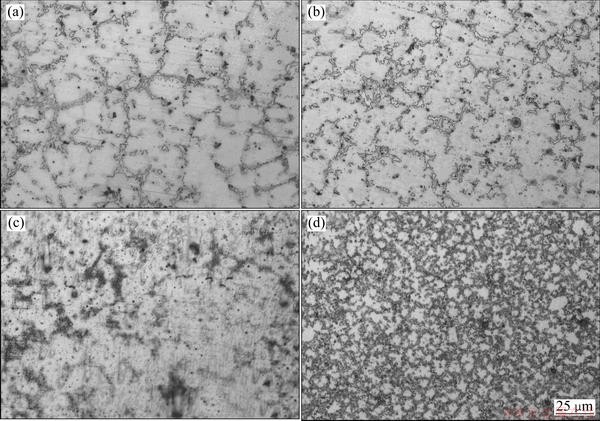
Fig. 2 Microstructures of die-cast AZ91D alloy before (a) and after different heat treatment of on-line solution (b), off-line solution (c) and off-line aging (d)

Fig. 3 XRD patterns of die-cast AZ91D alloy before and after different heat treatments
The microstructure of the die-cast AZ91D magnesium alloy consists of α-Mg and Al12Mg17 phases, which have been verified by the XRD pattern. As seen, the Mg17Al12 phase mainly distributed at the grain boundaries. The amount of Mg17Al12 phase in alloy in on-line solution condition has not been significantly decreased and the size of grains of these alloys was similar to that of the die-cast magnesium alloy. The Mg17Al12 phase in the die-cast AZ91D magnesium alloy has significantly dissolved and substitution solid solution formed after solution treatment at 400 °C for 1 h so the size of grains of these alloys was coarsened. After aging at 190 °C for 4 h, the amount of Al12Mg17 phase in the die-cast AZ91D magnesium alloy has significantly increased and the size of grains of these alloys was smaller than that of the die-cast magnesium alloy because Mg17Al12 phase has formed during the off-line aging.
Some experimental results revealed that a short rod-shaped precipitate of Mg17Al12 phase occurs in the AZ91D alloy aged for 18 h, and the precipitate keeps [011]β//[1342] relationship with the α-Mg matrix[13].
3.3 SEM image and EDS results for precipitate phase
The SEM images of the die-cast AZ91D magnesium alloy in different heat treatment conditions are shown in Fig. 4. The grain size and amount of Al12Mg17 phase in the die-cast magnesium alloy were similar before and after on-line solution, whereas the microstructure of the die-cast magnesium alloy in off-line aging condition became finer than that in die-cast condition and the amount of Al12Mg17 phase in die-cast magnesium alloy in off-line aging condition was significantly increased. Because the microstructure became finer and the amount of particle was increased, the hardness of the die-cast AZ91D magnesium alloy increased.
The EDX analysis of thedie-cast AZ91D magnesium alloy in off-line solution condition reveals that the chemical composition of an isolated spheroid white phase was 12.21% Mg, 59.17% Al and 28.63% Mn (in mole fraction), so it was Al-Mn intermetallic compounds. After on-line solution or off-line aging treatment, the intermetallic compound was distributed at the grain boundaries as a net shape. The EDX analysis of the die-cast AZ91D magnesium alloy in on-line solution condition reveals that the chemical composition of a white phase was 81.30% Mg and 18.02% Al (in mole fraction). After aging treatment, the chemical composition of a white phase was 83.20% Mg and 16.29% Al in mole fraction. It can be concluded that the intermetallic compound was Mg-Al phase. Based on the XRD patterns of these alloys, these phases were Mg17Al12 phase. The chemical composition of intermetallic compound in the die-cast AZ91D magnesium alloy was similar to that of the intermetallic compound in the die-cast AZ91D magnesium alloy after on-line solution or off-line aging, but it was obviously different from that of the intermetallic compounds in the die-cast AZ91D magnesium alloy after off-line solution.
During the solidification process of the die-cast AZ91D alloy, the form of eutectic reaction is mainly synergistic nucleation and growth of both α-Mg and β-Al12Mg17 of eutectic. Subsequently, they grow in the coupled growth way until the solidification process is ended. Due to the high cooling rate of the die-casting process, the α-Mg matrix is supersaturated with Al and becomes supersaturated Mg solid solution. When the temperature decreases slowly, the β-Al12Mg17 phase precipitates from the supersaturated Mg solid solution.
When the die-cast magnesium alloy was on-line solution treated, the solidification process has finished and the microstructures of α-Mg and β-Al12Mg17 of eutectic have exited but β-Al12Mg17 phase still precipitated from the supersaturated Mg solid solution. After on-line solution, the process of β-Al12Mg17 phase precipitating was stopped, and the microstructure contained Al in super-saturation at room temperature. So, the increase in hardness of the die-cast AZ91D magnesium alloy in on-line solution condition was attributed not only to the solid solution strengthening but also to the precipitation strengthening of the Al12Mg17 phase.
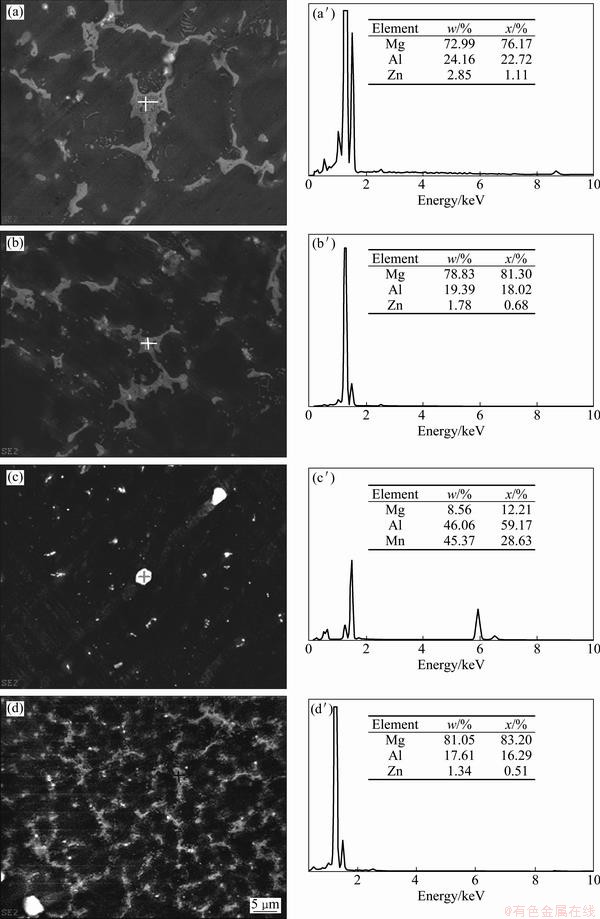
Fig. 4 SEM images of die-cast AZ91D alloy before (a,a′) and after different heat treatments of on-line solution (b,b′), off-line solution (c,c′) and off-line aging (d,d′)
After off-line solution treatment (at 420 °C for 1 h, water quenched), the Al12Mg17 phase in the die-cast AZ91D magnesium alloy decomposed and the solubility of Al in the Mg matrix increased [14]. As a whole, the hardness of the die-cast AZ91D magnesium alloy in off-line solution condition decreased because the extent of decrease in hardness owing to decomposition of β-Al12Mg17 phase exceeded that of the increase in hardness owing to the increase of solid solution strengthening.
After off-line aging treatment (at 190 °C for 4 h), the decomposition behavior of the Al12Mg17 phase has finished and the Al atoms solid solve in the Mg matrix in the first instance but precipitation strengthening of Al12Mg17 phase occurred during the cooling process. The precipitation strengthening was the main mechanism behind the increase in hardness of the die-cast AZ91D alloy. In recent studies [15,16], it is confirmed that the structure of the cast magnesium alloy consists of α-Mg (matrix) and secondary phase β-Al12Mg17 evenly located within the structure. The structure creates needle agglomerates precipitations, partially coherent with the matrix mostly at the grain boundaries. The fine morphology and precipitation of the Al12Mg17 phase can explain the enhancement of mechanical properties of AZ91D alloy.
3.4 Thermal analysis of die-cast AZ91D magnesium alloy before and after on-line solution
DTA analyses of the die-cast AZ91D magnesium alloy before and after in the on-line solution are shown in Fig. 5. Only one reaction was identified for the die-cast AZ91D magnesium alloy in on-line solution condition. The endothermic reaction at 430 °C was attributed to the decomposition of Al12Mg17 phase, based on the same reaction observed in the die-cast AZ91D magnesium alloy. The size at the peak in the die-cast sample was greater, indicating that the amount of Al12Mg17 phase in the die-cast sample was more than that in the die-cast AZ91D magnesium alloy in on-line solution condition. So, it indicates again that the precipitation process of β-Al12Mg17 phase was stopped by on-line solution, and the microstructure contained Al in super-saturation at room temperature.
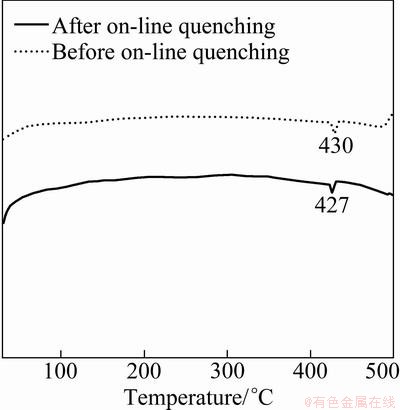
Fig. 5 DTA curves of die-cast AZ91D alloy before and after on-line solution
4 Conclusions
1) The hardness of die-cast AZ91D magnesium alloy can be improved by 8.5 % by on-line solution, but can be decreased slightly by off-line solution (at 420 °C for 1 h, quenched in water). The reasons were as follows: when the solidification process of die-cast magnesium alloy finished, the microstructure of α-Mg and β-Al12Mg17 of eutectic have exited but β-Al12Mg17 phase still precipitated from supersaturated Mg solid solution. After on-line solution, the process of β-Al12Mg17 phase precipitating was stopped, and the microstructure contained Al in super-saturation at room temperature. So, the increase in hardness for the die-cast AZ91D magnesium alloy in on-line solution condition was attributed not only to the solid solution strengthening but also to the precipitation strengthening of the Al12Mg17 phase. After off-line solution treatment (at 420 °C for 1 h, water quenched), the Al12Mg17 phase in the die-cast AZ91D magnesium alloy decomposed. As a whole, the hardness of the die-cast AZ91D magnesium alloy in off-line solution condition decreased because the extent of decrease in hardness owing to decomposition of β-Al12Mg17 phase exceeded that of the increase in hardness owing to the increase of solid solution strengthening.
2) The hardness of the die-cast AZ91D magnesium alloy in off-line aging condition (at 190 °C for 4 h, cooled in air) was improved because the microstructure became fine and the precipitation strengthening of Al12Mg17 phase occurred during the cooling process. The precipitation strengthening was the main mechanism behind the increase in hardness of the die-cast AZ91D alloy.
References
[1] KULEKCI M K. Magnesium and its alloys applications in automotive industry [J]. The International Journal of Advanced Manufacturing Technology, 2008, 39(9-10): 851-865.
[2] MORDIKE B L, EBERT T. Magnesium properties-applications- potential [J]. Materials Science and Engineering A, 2001, 302: 37-45.
[3] BRONFIN B, MOSCOVITCH N. New magnesium alloys for transmission parts [J]. Metal Science and Heat Treatment, 2006, 48(11-12): 479-486.
[4] TONG Guo-dong, LIU Hai-feng, LIU Yao-hui. Effect of rare earth additions on microstructure and mechanical properties of AZ91D magnesium alloys [J]. Transactions of Nonferrous Metals Society of China, 2010, 20(s2): 336-340.
[5] ZHOU Ji-xue, WANG Jie, WANG Jing, YANG Yuan-sheng. Effects of RE and Sr additions on dendrite growth and phase precipitation in AZ91D magnesium alloy [J]. Transactions of Nonferrous Metals Society of China, 2010, 20(s2): 331-335.
[6] LIU Jing-an, SHENG Chun-lei, WANG Wen-qin. On-line quenching technology of aluminum alloy extrusion [J]. Light Alloy Fabrication Technology, 2010, 38(2): 7-13. (in Chinese)
[7] WANG Zhi-wei, WANG Ming-pu, WANG Zheng-an, LI Zhou, YIN Zhi-min, PENG Zhi-hui, LIU Jing-an, SUN Xi-nan, ZHU Ming-feng, YANG Chun-mei, HUANG Ping, TANG Jian. Effects of on-line extrusion quenching technique on mechanical properties and microscopic structure of 6005A alloys employed in underground railway trains [J]. The Chinese Journal of Nonferrous Metals, 2001, 11(4): 603-606. (in Chinese)
[8] BALASUNDARAM A, GOKHALE A M. Quantitative characterization of spatial arrangement of shrinkage and gas (air) pores in cast magnesium alloys [J]. Materials Characterization, 2001, 46: 419-426.
[9] EVANGELISTA E, GARIBOLDI E, LOHNE O, SPIGARELLI S. High-temperature behaviour of as die-cast and heat treated Mg-Al-Si AS21X magnesium alloy [J]. Materials Science and Engineering A, 2004, 387-389: 41-45.
[10] ZHANG Yong-zhong, ZHANG Kui, CAI Dai-jin, WU Xu-ping, FAN Jian-zhong, CUI Bo, ZHENG Yu-xin, LEI Jian. Die-casting process and properties of AZ91D magnesium alloys [J]. Foundry, 2000, 49(2): 74-78. (in Chinese)
[11] LIU Zheng, LIU Chong-yang, WANG Zhong-guang. Influence of solution and aging on mechanical properties of AZ91HP die-casting alloy [J]. Acta Metallurgica Sinica, 1999, 35(8): 869-873. (in Chinese)
[12] HUANG Wei, LI Di. Effects of isothermal heat treatment at 300 °C on microstructure and mechanical properties of AZ91D die cast magnesium alloy [J]. Transactions of Materials and Heat Treatment, 2006, 27(2): 37-41. (in Chinese)
[13] XU Juan, LI Peng-fei, GUO Feng. Effect of heat treatment on microstructure of AZ91D alloy [J]. Transactions of Materials and Heat Treatment, 2011, 32(4): 30-33. (in Chinese)
[14] REN Yu-ping, QIN Gao-wu, PEI Wen-li, LI Song, GUO Yun, ZHAO Hong-da. Phase equilibria of Mg-rich corner in Mg-Zn-Al ternary system at 300 °C [J]. Transactions of Nonferrous Metals Society of China, 2012, 22: 241-245.
[15] DOBRZANSKI L A, TANSKI T, CIZEK L, BRYTAN Z. Structure and properties of magnesium cast alloys [J]. Journal of Materials Processing Technology, 2007, 192-193: 567-574.
[16] XU D K, HAN E H. Effects of icosahedral phase formation on the microstructure and mechanical improvement of Mg alloys: A review [J]. Progress in Natural Science: Materials Internation, 2012, 9(5): 1-22.
在线固溶及离线热处理对压铸AZ91D镁合金组织及硬度的影响
徐玉磊1, 2,张 奎1,李兴刚1,雷 健3,袁海波3,刘 正4
1. 北京有色金属研究总院 有色金属制备加工国家重点实验室,北京 100088;
2. 内蒙古科技大学 材料与冶金学院,包头014010;
3. 东风汽车有限公司 商用车技术中心工艺研究所,十堰 442001;
4. 沈阳工业大学 材料科学与工程学院,沈阳 110870
摘 要:研究在线固溶处理、离线固溶处理和时效处理对压铸AZ91D镁合金组织及硬度的影响。结果表明:在线淬火和离线时效处理可提高压铸AZ91D合金的布氏硬度,但是离线固溶处理使合金的硬度下降。通过X射线物相分析、光学显微组织分析、差热分析、扫描电镜及能谱分析,发现在线固溶和时效处理后合金的组织与压铸AZ91D的基本相同,仍由α-Mg及β-Al12Mg17组成。在压铸镁合金冷却过程中,在线固溶处理使温度急剧降低从而阻止了β-Al12Mg17相的继续析出,增强了Al元素固溶强化的效果。时效处理后,Al12Mg17从Mg的过饱和固溶体中析出并细化组织,改善了细晶强化的效果。离线的固溶处理使Al12Mg17分解,导致其固溶强化效果得到增强但是晶界强化相大幅度减少,从而使合金的硬度降低。
关键词:压铸镁合金;AZ91合金;在线固溶;离线固溶处理;时效处理;β-Al12Mg17相;组织细化;固溶强化
(Edited by YANG Hua)
Foundation item: Projects (2011BAE22B01, 2011BAE22B06) supported by the National Key Technologies R&D Program During the 12th Five-Year Plan Period of China; Project (2010NC018) supported by the Innovation Fund of Inner Mongolia University of Science and Technology, China
Corresponding author: ZHANG Kui; Tel: +86-10-82241168; E-mail: zhkui@grinm.com
DOI: 10.1016/S1003-6326(11)61513-6

