网络首发时间: 2018-11-29 17:40
稀有金属 2020,44(03),249-255 DOI:10.13373/j.cnki.cjrm.xy18090019
电弧增材制造5356铝合金的组织与性能研究
杨光 彭晖杰 李长富 邢飞 刘祥宇 王超
沈阳航空航天大学航空制造工艺数字化国防重点学科实验室
辽宁增材制造产业技术研究院有限公司
沈阳中科煜宸科技有限公司
摘 要:
采用电弧增材制造工艺制备了5356铝合金成形试样。通过观察合金微观组织及对拉伸性能研究发现,电弧增材制造5356铝合金成形质量良好、冶金结合优良,气孔率为0.38%优于大多数焊接样品,未出现较大缺陷;试样显微组织主要由α(Al)基体和弥散强化相β(Al3 Mg2 )组成,在沉积态试样中由于非平衡凝固造成合金元素偏析和富集,经420℃/18 h均匀化退火处理元素分布均匀性得到改善;沉积态试样在不同方向取样试样中平均抗拉强度分别为267,277 MPa,均能达到AWSA5.01/A5.10标准规定值,均匀化退火后增材制造5356铝合金的强韧性同时得到提高,远远超过5356铝合金的焊接性能,元素均匀化及β相的弥散析出是均匀化处理试样性能改善的主要原因;室温拉伸试样的断口位置出现明显颈缩;沉积态断口表面较为平缓,均匀化退火后断口表面出现明显起伏;断口表面分布有细小且均匀的韧窝,且均匀化退火后韧窝更为细小。
关键词:
电弧增材制造 ;5356铝合金 ;显微组织 ;拉伸性能 ;断口 ;
中图分类号: TG146.21
作者简介: 杨光(1978-),男,天津蓟州人,博士,教授,研究方向:航空航天结构增材制造;电话:024-89723852;E-mail:yangguang@sau.edu.cn;
收稿日期: 2018-09-17
基金: 国家重点研发计划项目(2018YFB1105805,2017YFB1104002)资助;
Microstructure and Mechanical Property Research on Wire+Arc Additive Manufactured 5356-Aluminum Alloy
Yang Guang Peng Huijie Li Changfu Xing Fei Liu Xiangyu Wang Chao
Key Laboratory of Fundamental Science for National Defence of Aeronautical Digital Manufacturing Process,Shenyang Aerospace University
Liaoning Advanced Materials & Additive Manufacturing Institute
Shenyang Zhongke Yu Chen Technology Co.,Ltd.
Abstract:
Wire+arc additive manufacture was used to produce components with 5356-aluminum alloy.Through the study of the microstructure and tensile properties,it was found that the wire+arc additive manufactured(WAAM) 5356-aluminum alloy exhibited good forming quality and excellent metallurgical bonding property.The porosity of the alloy was 0.38% better than that of most welding samples and no obvious defects were found.The microstructure of the sample consisted mainly of α(Al) and β(Al3 Mg2 ).The non-equilibrium solidification led to segregation and enrichment of elements in the as-deposited sample,but element distribution uniformity was improved after 420℃/18 h homogenization annealing.The average tensile strength of as-deposited samples in different directions was267 and 277 MPa,which reached the AWSA5.01/A5.10 standard value,and the strength and toughness of the 5356-aluminum alloy were improved at the same time after the homogenization and annealing,homogenization of alloy elements and dispersion precipitation ofβ phase were the major factor for the improvement of the annealed samples' mechanical property.Necking at the fracture position was obvious for the tensile specimen at room temperature.The fracture surface of the as-deposited tensile samples was relatively flat,but it was obviously undulated after homogenization annealing.The surface of the fracture was distributed with fine and uniform dimples,and the dimples were finer after homogenization annealing.
Keyword:
Wire+are additive manufacture; 5356-aluminum alloy; microstructure; tensile property; fracture;
Received: 2018-09-17
电弧增材制造(wire+arc additive manufacturing,W A AM)是一种以电弧作为热源熔化丝材,通过逐层堆积的方法实现零件快速成形的增材制造技术,具有成形效率高(可达到每小时几千克)、材料利用率高、成形尺寸大、设备成本低等优势
[1 ,2 ]
,广泛应用于多种合金的增材制造过程。
近年来,国外研究学者对铝合金的电弧增材制造进行了大量研究。Filippo等
[3 ]
提出了一种基于新型热源模型的WAAM有限元建模方法,考虑了基体与填充材料之间的实际功率分布情况,可有效预测成形过程中的热累积及热变形情况;Kumar等
[4 ]
针对各CMT(cold metal transfer)参数对6061铝合金成形试样组织特征的影响进行了研究;Pickin等
[5 ]
对铝合金成形过程中的CMT工艺特性进行了研究,研究发现由于CMT模式的较低功率输入,对于成形过程中熔滴过渡具有更精确的控制;Colegrcove等
[6 ,7 ]
提出通过轧制的方式对成形焊道施加外力使其变形的新工艺,发现轧制后成形试件内部由柱状晶转变为等轴晶,气孔缺陷减少,试样拉伸性能得到改善。国内学者对于铝合金的增材制造也进行了相关研究。柏久阳等
[8 ,9 ]
建立焊道宽度尺寸预测模型有效预测了成形试样焊道宽度,根据成形参数建立最佳焊道间距计算模型,有效改善单道多层结构的表面平整度。此外,部分学者研究了不同电弧模式及工艺对快速成形的影响。从保强等
[10 ,11 ,12 ]
发现提高保护气流量有助于减少气孔缺陷,采用HPVP-GTAW(hybrid ultrahigh frequency pulse variable polarity-gas tungsten arc welding)电弧技术可提高成形构件强度;申俊琦等
[13 ]
发现相同参数下,采用变层间间隔时间成形试样的表面质量和组织性能均优于等间隔时间的成形试样。
国内外学者对于铝合金电弧增材制造的研究多集中于2xxx,4xxx及6xxx铝合金,对于5xxx铝镁合金的研究较少。5356铝合金属于5xxx系变形铝合金,具有密度低、抗拉强度适中、延展率高、疲劳强度高、耐腐蚀性强等特点,广泛应用于铁路交通、航空航天等行业
[14 ,15 ]
,是一种非常重要的轻质高性能结构材料。本文对5356铝合金电弧增材制造进行了研究,成功制备了成形形貌良好、性能优良的铝合金块状样品,深入分析了试件的组织特征与形成机制及对性能的影响。
1实验
试验所用焊丝型号为ER5356,焊丝直径1.2mm,基材为6061-T6铝合金,两种合金化学成分见表1。试验前采用机械打磨方法去除基板表面氧化膜并使用丙酮擦拭,同时对丝材进行烘干处理。
试验采用的增材制造系统主要由CMT焊机及KUKA机器人组成。焊机为CMT 4000 Advance型弧焊电源,可提供CMT、CMT+脉冲、CMT+交流、CMT+脉冲+交流和常规直流MIG(melt inert-gas welding) 5种焊接电源模式。试验采用CMT+交流模式成形沉积试样。试验初期进行了单道单层、多道单层等大量基础工艺试验,对比分析了不同工艺参数下单道单层焊道的成形形貌(熔高、熔宽等)以及多道单层成形试验的表面平整度、尺寸精度,得出成形多道多层块状试样的最初工艺参数,同时在进行多道多层工艺试验时逐步调整并优化工艺参数,从而得出成形块状试样的最优成形参数,如表2所示。在实际成形过程中,为了避免成形试样出现坍塌现象,在基板底部采用水循环冷却装置,加快试样的冷却速度,减少热累积,并在成形过程中逐步调整成形参数,控制热输入,保证焊机电流的稳定性。
成形的块状试样如图1(a)所示,其尺寸为190 mm×40 mm×80 mm,成形质量良好,未出现明显的坍塌。从中间位置选取用于显微组织分析和硬度测试的样品,在两侧沿平行和垂直于沉积方向分别制备拉伸试样(各取6支,共12支),取样位置如图1(b)所示。使用余料进行多组均匀化退火试验,通过观察组织变化选取最终退火制度420℃/18 h,AC。将两个方向样品各取3支进行均匀化退火处理。拉伸试验根据标准GB/T228.1-2010进行,利用INSTRON5982电子万能材料试验机进行室温拉伸性能测试,拉伸时采用位移控制,试样初始应变速率为0.005 min-1 。
表1 ER5356焊丝及6061-T6铝合金基材化学成分 下载原图
Table 1 Chemical compositions of ER5356 wire and 6061-T6 Al plate(%,mass fraction)
表2 工艺参数 下载原图
Table 2 Welding parameters
图1WAAM样本及取样示意图
Fig.1 WAAM sample and sampling schematic(mm)
(a) WAAM sample;(b) Sampling schematic
使用PVA SAM300型超声扫描显微镜对沉积试样进行无损检测,利用西格马人工智能箱式电阻炉进行热处理工艺试验。试样经切取,打磨并抛光后,使用keller's试剂(1 ml HF+1.5 ml HCl+2.5ml HNO3 +95 ml H2 O)进行侵蚀。使用OLYMPUS GX51光学显微镜(OM)和ZEISS EIGMA扫描电子显微镜(SEM)观察金相试样的显微结构和拉伸试样的断口形貌。
2结果与讨论
2.1 XRD分析
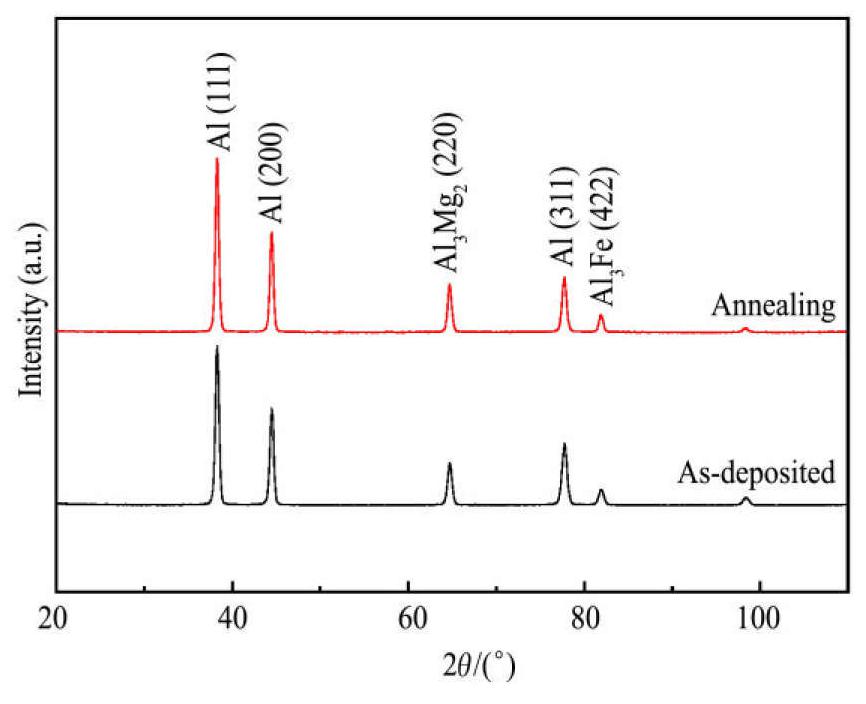
图2为WAAM 5356铝合金试样的X射线衍射(XRD)图谱。从沉积态和退火态样品的谱线中看出,电弧成形5356铝合金试样中以α(Al)相为主,同时存在少量的β(Al3 Mg2 )相,又由于合金存在一定量Fe元素,衍射谱中也出现了较弱的Al3 Fe相衍射峰。对比退火前后发现,强峰出现位置相同,说明退火前后试样内部相的组成基本相同,但经退火后谱线中β(Al3 Mg2 )相所对应峰的强度高于退火之前,这表明经退火后试样内部析出更多的β(Al3 Mg2 )相。
2.2组织与成分分析
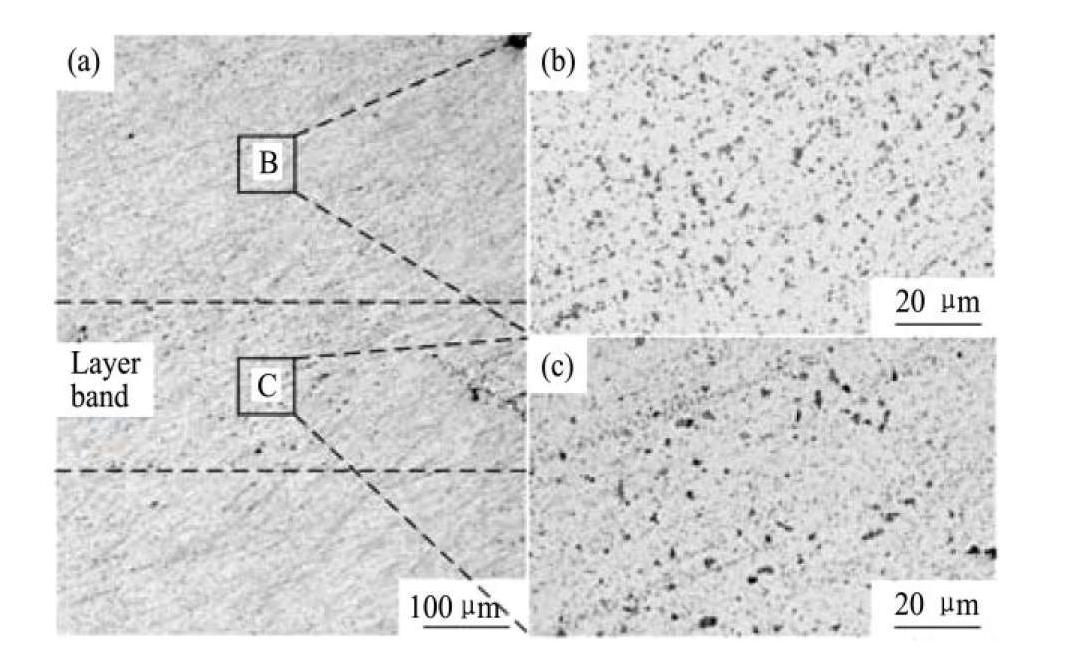
图3(a)为沉积态试样宏观特征,可以看出试样层间冶金结合良好,没有明显的未熔合现象,在层间结合区域存在着衬度不同的层带。经放大观察发现,在图3(b)中,白色部分主要为具有不显相界的α(Al)基体,细小灰黑色颗粒状为β(Al3 Mg2 )强化相,呈等轴状弥散分布在α(Al)固溶体上。而从图3(c)可看出,析出的β(Al3 Mg2 )相聚集并长大,因此,条纹之间衬度的差异是由于内部析出的β相大小不同而产生的。而β相的聚集长大是由于在沉积上层金属时,电弧的热输入将下层金属顶部区域重熔并形成熔池,熔池的高温对熔池下方基体产生热作用,基体组织内析出更多的β(Al3 Mg2 )相,高温存在的时间内β相的长大,从而形成层带区域。
图2 WAAM 5356铝合金XRD谱
Fig.2 XRD patterms for WAAM 5356-aluminum alloy
图3 沉积态WAAM 5356铝合金显微组织
Fig.3 Micro structure of as-deposited WAAM 5356-aluminum alloy
(a) Macrograph;(b) Deposition zone;(c) Layer band
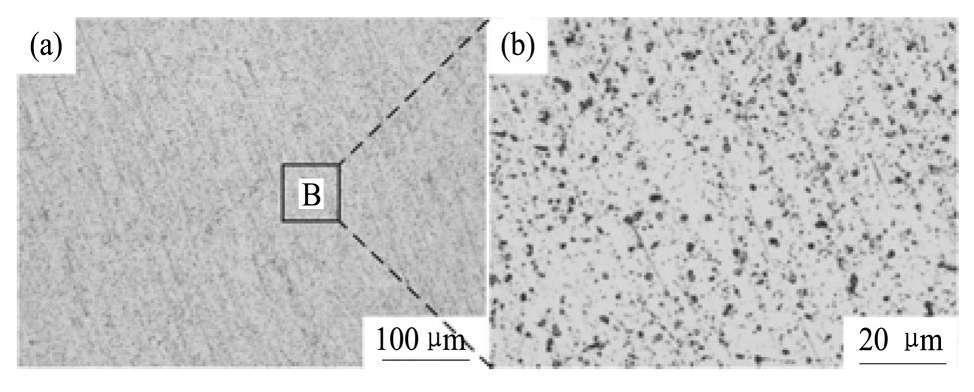
图4为均匀化热处理后沉积试样显微组织,对比发现,经均匀化热处理后,试样组织内部析出更多的弥散强化相β(Al3 Mg2 ),且分布更为均匀,同时均匀化退火使层带消失。
电弧增材过程中,液态熔池的凝固属于非平衡凝固。由于降温速度过快,固相中的溶质未充分扩散,产生Mg元素的晶内偏析,并形成非平衡共晶组织α(Al)+β(Al3 Mg2 ),因此形成的沉积态试样中,β相尺寸相对粗大,而经均匀化退火之后,β相尺寸减小,且分布更为均匀。
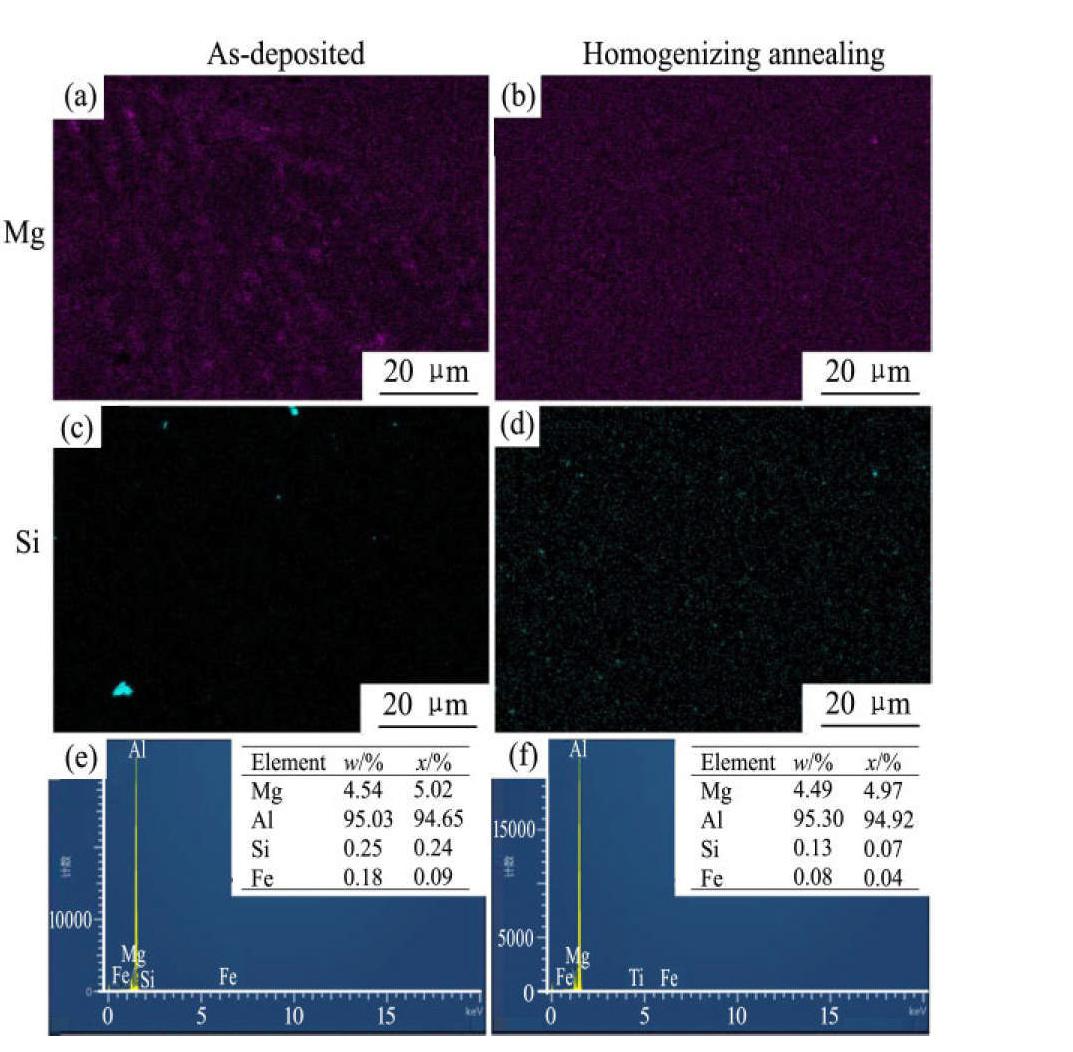
图5为采用能谱(EDS)分析出的均匀化热处理前后试样中合金元素分布状况,可以看出未经均匀化热处理的沉积试样中元素产生明显偏析,其中Mg,Si元素出现富集现象,如图5 (a,c)所示。而将试样进行420℃/18 h均匀化热处理,在退火温度下,组织内β相及Al3 Fe等相重新固溶到α(Al)基体中,经较长时间保温后,合金内各组成元素成分扩散,在空冷过程中逐渐析出,组织内非平衡共晶相成分扩散,趋于均匀化,未出现较为明显的偏析现象,如图5(b,d)所示。
图4 均匀化退火试样显微组织
Fig.4 Microstructure of sample after homogenizing annealing
(a) Macrograph;(b) Microstructure
图5 成形试样EDS分析
Fig.5 EDS analysis of deposition sample
(a,b) Mg;(c,d) Si;(e,f) Elemental energy spectrum
2.3孔隙缺陷
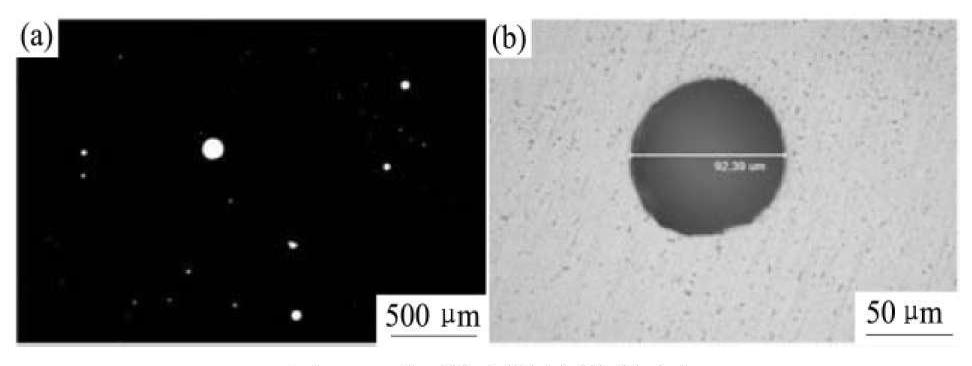
图6(a)为采用超声无损检测技术检测到的孔缺陷,可以看出成形试样中分布有大小尺寸不等的气孔缺陷,图6(b)为光学显微镜拍摄到的较大气孔,其直径约为90μm,采用阿基米德方法测定该成形试样孔隙率约为0.38%,优于大多数焊接样品
[16 ]
。在钨极氩弧焊的6061铝合金中,氢气孔是试样中最常见的缺陷
[17 ]
。在电弧高温作用下,空气中的水蒸气与铝反应产生原子H,H原子在液态铝中的溶解度很大,但几乎不溶于固态铝中,在液态熔池结晶过程中,H无法及时溢出,因而形成气孔。同时,在每层成形结束后高温铝合金直接暴露在空气中,造成严重的氧化现象,在下一层成形过程中,阴极清理作用将氧化膜打碎,而破碎的氧化膜也提供了气孔异质形核的条件
[18 ]
。WAAM成形条件与钨极氩弧焊均为电弧成形,因此判断成形试样中气孔也应为氢气孔。
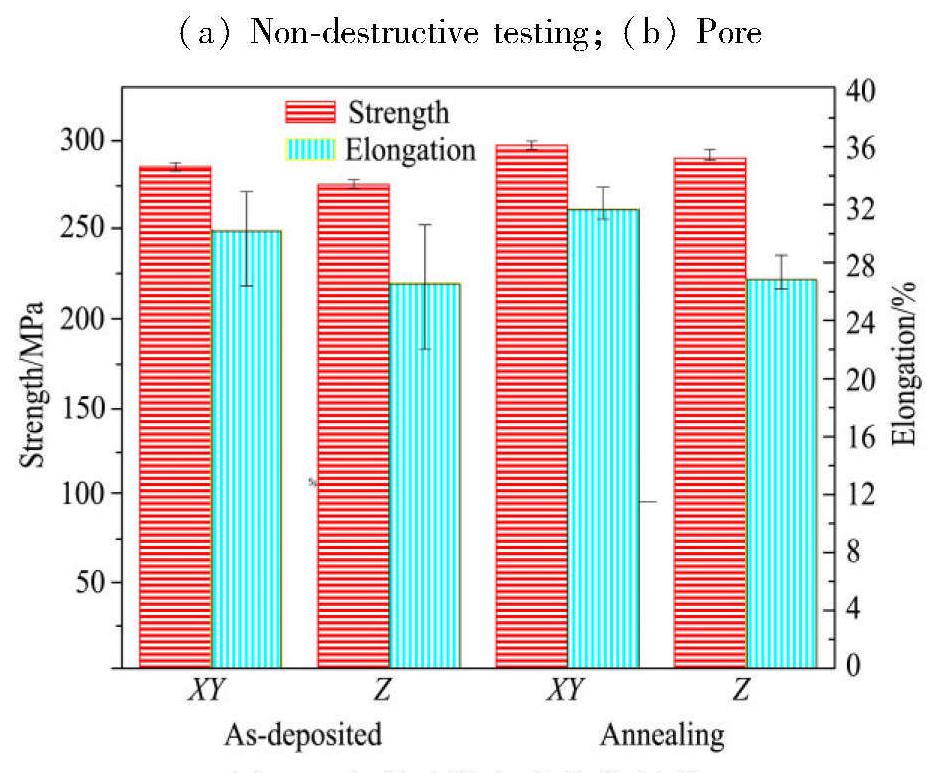
2.4室温拉伸性能
图7为成形试样室温拉伸性能。沉积态试样中,XY向取样试样平均抗拉强度为277 MPa,断后伸长率为30%,而Z向平均抗拉强度为267 MPa,断后伸长率为27%。无论XY向还是Z向,抗拉强度及断后伸长率均达到标准AWSA5.01/A5.10的性能要求。经均匀化退火后,试样的抗拉强度升高约5%;同时从断后伸长率变化可以看出,试样的塑性也有所提升。这是由于β(Al3 Mg2 )析出相有利于提高合金的耐蚀性,对合金起弥散强化作用
[19 ]
,经均匀化退火后,合金内部的元素偏析消除,且组织内析出更多的弥散强化相β(Al3 Mg2 ),因此提升了试样的强度及塑性。
图6 成形试样缺陷特征
Fig.6 Defect feature of sample
图7 成形试样室温拉伸性能
Fig.7 Tensile property at room temperature
2.5断口分析
图8为5356铝合金样品拉伸断口形貌。断裂角约为45°,断裂位置出现明显的颈缩现象,整体呈现韧性断裂特征。如图8(a,d)所示,沉积态与退火态拉伸试样具有相似的断口形貌,断口中均分布有大量显微孔洞;其断口表面布满细密且分布均匀的韧窝,如图8(b,e)所示。图8(c,f)为沉积态和退火态试样拉伸断口韧窝形貌,在韧窝底部可观察到第二相粒子存在,文献
[
20 ]
表明,在拉伸应力作用下,由于第二相粒子的存在,会导致显微空洞的形成,最终导致断裂,形成韧窝断口形貌,表现为典型的穿晶断裂模式。对比发现均匀化退火后的拉伸断口中,韧窝尺寸更为细小,且分布更为均匀,因此退火后试样的塑性较好。这主要是由于经均匀化退火后,β析出相分布更为弥散均匀。
图8 拉伸试样断口形貌
Fig.8 SEM images offi-acture morphology for tensile sample
(a~c) As-deposited;(d~f) Annealing
3结论
1.采用电弧增材制备了5356铝合金试样,获得表面形貌良好,性能优良的块状样品,其内部孔隙率约为0.38%。
2.成形试样组织主要由α(Al)基体及弥散分布的强化相β(Al3 Mg2 )组成。在沉积态试样中,合金元素出现偏析及富集现象,且存在β相粗大的层带区域。经420℃/18 h均匀化退火后,试样中层带区域消失,试样内部合金元素分布较为均匀,且组织中析出更多的弥散强化相β(Al3 Mg2 )。
3.WAAM 5356铝合金成形试样各向拉伸力学性能均达到AWSA5.01/A5.10的标准性能。经均匀化退火后,组织内部元素偏析现象消除,并析出更多强化相,因此各方向抗拉强度均提高约5%。
4.WAAM 5356铝合金成形试样室温拉伸断口大致呈45°,断口形貌中布满细小且分布均匀的韧窝,表现为典型的韧性断裂,且均匀化退火后韧窝更为细小。
参考文献
[1] Williams S W,Martina F,Addison A C,Ding J,Pardal G,Colegrove P.Wire+arc additive manufacturing[J].Materials Science&Technology,2015,(7):641.
[2] Tian C L,Chen J L,Dong P,He J W,Wang Y J.Current state and future development of the wire arc additive manufacture technology abroad[J].Aerospace Manufacturing Technology,2015,(2):57.(田彩兰,陈济轮,董鹏,何京文,王耀江.国外电弧增材制造技术的研究现状及展望[J].航天制造技术,2015,(2):57.)
[3] Filippo Montevecchi,Giuseppe Venturini,Antonio Scippa,Gianni Campatelli.Finite element modelling of wire-arc-additive-manufacturing process[J].Procedia Cirp,2016,55:109.
[4] Kumar N P,Vendan S A,Siva N.Investigations on the parametric effects of cold metal transfer process on the microstructural aspects in AA6061[J].Journal of Alloys&Compounds,2016,658:255.
[5] Pickin C G,Williams S W,Lunt M.Characterisationof the cold metal transfer(CMT)process and its application for low dilution cladding[J].Journal of Materials Processing Technology,2011,211(3):496.
[6] Colegrove P A,Donoghue J,Martina F,Gu J L,Prangnell P,H(o|")nnige J.Application of bulk deformation methods for microstructural and material property improvement and residual stress and distortion control in additively manufactured components[J].Scripta Materialia,2017,135:111.
[7] Gu J L,Ding J L,Williams S W,Gu H M,Bai Jin,Zhai Y C,Ma P H.The strengthening effect of interlayer cold working and post-deposition heat treatment on the additively manufactured Al-6.3Cu alloy[J].Materials Science&Engineering A,2016,651:18.
[8] Bai J Y,Wang J H,Lin S B,Yang C L.Width prediction of aluminium alloy weld additively manufactured by TIG arc[J].Transactions of the China Welding Institution,2015,36(9):87.(柏久阳,王计辉,林三宝,杨春利.铝合金电弧增材制造焊道宽度尺寸预测[J].焊接学报,2015,36(9):87.)
[9] Bai J Y,Wang J H,Lin S B,Yang C L,Fan C L.Model for multi-beads overlapping calculation in gta-additive manufacturing[J].Journal of Mechanical Engineering,2016,52(10):97.(柏久阳,王计辉,林三宝,杨春利,范成磊.电弧增材制造厚壁结构焊道间距计算策略[J].机械工程学报,2016,52(10):97.)
[10] Cong B Q,Ding J L.Influence of CMT process on porosity of wire arc additive manufactured Al-Cu alloy[J].Rare Metal Materials and Engineering,2014,43(12):3149.(从保强,丁佳洛.CMT工艺对Al-Cu合金电弧增材制造气孔的影响[J].稀有金属材料与工程,2014,43(12):3149.)
[11] Cong B Q,Su Y,Qi B J,Zhao G,Wang Q,Qiu Z W.Wire+arc additive manufacturing for aluminum alloy deposits[J].Aerospace Manufacturing Technology,2016,(3):29.(从保强,苏勇,齐铂金,赵罡,王强,祁泽武.铝合金电弧填丝增材制造技术研究[J].航天制造技术,2016,(3):29)
[12] Sun H Y,Cong B Q,Su Y,Qi B J,Qiu Z W,Wang Q.Geometry,microstructure and properties of wire+arc additive manufacturing Al-6.3Cu alloy deposits[J].Aeronau-tical Manufacturing Technology,2017,533(14):72.(孙红叶,从保强,苏勇,齐铂金,祁泽武,王强.Al-6.3Cu铝合金电弧填丝增材制造成形与组织性能[J].航空制造技术,2017,533(14):72.)
[13] Shen J Q,Hu S S,Liu W L,Han J H.Effects of time interval in rapid prototyping of Al-alloy based on welding[J].Transaction of the China Welding Institution,2009,29(5):109.(申俊琦,胡绳荪,刘望兰,韩敬华.铝合金焊接快速成形层间间隔时间分析[J].焊接学报,2008,29(5):109.)
[14] Xiong J T,Geng H B,Lin X,Huang D,Li J L,Zhang F S.Research status of wire and arc additive manufacture and its application in aeronautical manufacturing[J].Aeronautical Manufacturing Technology,2015,493(23-24):80.(熊江涛,耿海滨,林鑫,黄丹,李京龙,张赋升.电弧增材制造研究现状及在航空制造中应用前景[J].航空制造技术,2015,493(23-24):80.)
[15] Pan F S,Zhang D F.Aluminum Alloy and Application[M].Beijing:Chemical Industry Press,2006.1.(潘复生,张丁非.铝合金及应用[M].北京:化学工业出版社,2006.1.)
[16] Li S,Wang J,Yang S L,Wang C M,Hu X Y,Chen Z C,Tang D.Study on porosity defects of aiuminium alloy in laser-MIG hybrid welding[J].Applied Laser,2013,33(6):595.(黎硕,王军,杨上陆,王春明,胡席远,陈志春,唐舵.铝合金激光-MIG复合焊接气孔缺陷研究[J].应用激光,2013,33(6):595.)
[17] Wang Y,Li Z Y,Yang S L,Dai H,Zhang S J.Analysis and control of flange defects in 6061 aluminum alloy tungsten arc welding[J].Defense Manufacturing Technology,2017,(1):23.(王燕,李智勇,杨世亮,戴浩,张韶佳.6061铝合金钨极氩弧焊角接焊缝缺陷分析与控制[J].国防制造技术,2017,(1):23.)
[18] Bai J Y,Fan C L,Yang Y C,Xu Y L,Li R,Lin S B,Wang J H.Microstructures of 2219-A1 thin-walled parts produced by shaped metal deposition[J].Transaction of the China Welding Institution,2016,37(6):124.(柏久阳,范成磊,杨雨晨,徐艳利,李瑞,林三宝,王计辉.2219铝合金TIG填丝堆焊成形薄壁试样组织特征[J].焊接学报,2016,37(6):124.)
[19] Ouyang J H,Wang H,Kovacevic R.Rapid prototyping of 5356-aluminum alloy based on variable polarity gas tungsten arc welding:process control and microstructure[J].Materials&Manufacturing Processes,2002,17(1):103.
[20] Zhong Q P,Zhao Z H.Fractography[M].Beijing:Higher Education Press,2006.140.(钟群鹏,赵子华.断口学[M].北京:高等教育出版社,2006.140.)