�ͲĶ���������������ݻ���ά����Ԫģ��
����ǿ1�����2 ���Ծ���1���Ƴ���1��Ԭ����1������1
(1. �й�ʯ�ʹ�ѧ ���繤��ѧԺ��ɽ�� �ൺ��266580��
2. �ൺ��˰��������ɽ�� �ൺ��266555)
ժҪ��Ϊ���Ż��ͲĶ�������������ƶȣ��о����ղ������������γߴ缰����֯�ݻ���Ӱ�죻�ڽ��������ѧģ�͵Ļ����ϣ�ͨ����ģ��ʵ��ͽ��������������Q235�����徧�����ȳ����ٽᾧ�����μ�϶���������Լ�����Ӧ������ѧģ�ͣ���ͨ����д�û��ӳ�������ϵ�ij11����H���������չ��̵���ά��������֯����Ԫ�����У�����������ƹ�����������Ӧ����Ӧ�䡢�¶��Լ������徧�����ݻ�������о��������������H�ִ������տ���ϸ�����崦�İ�������֯����ͬ���������¶�����ۻ�����Ӧ����ֵ��ͬʱ������ϸ���̶��൱��
�ؼ��ʣ�H�֣�������������������ݻ�����ֵ����
��ͼ����ţ�TG335 ���ױ�־�룺A ���±�ţ�1672-7207(2013)11-4468-06
3-D FEM simulation of austenite evolution in shape-metal multipass hot rolling
HE Qingqiang1, SUN Jia2, ZHAO Junyou1, YAN Chengxin1, YUAN Baomin1, LI Cuicui1
(1. College of Mechanical and Electronic Engineering, China University of Petroleum, Qingdao 266580, China;
2. China Merchants International Terminal (Qingdao) Co. Ltd., Qingdao 266555, China)
Abstract: In order to optimize the schedule of multi-pass hot rolling process of shape metal, effects of rolling parameters on the section size and microstructure evolution were investigated. Based on microstructure evolution equations available in literatures, a set of mathematic equations were reproduced to model the evolution of austenite grain size, recovery, static and dynamic recrystallisation and their effects on flow stress of materials. The equations were implemented into the commercial FE solver through subroutine programs for fully three dimensional thermo-mechanically coupled simulation of an eleven-pass hot rolling process, and then the distribution of stress, strain, temperature and the evolution of austenite grain size in cross section of beam blank were obtained. The simulation results show that the refined austenite grain mainly locates on the web of blank, and the grain is refined to a certain extent if the accumulated plastic strain under different rolling parameters is equivalent.
Key words: H-beam; multipass hot rolling; austenite evolution; numerical analysis
�������Ͼ��ܶ���θ������Գ�����ʱ��������֯�ڳ������С����μ�϶�����ͺ���һϵ��������ı仯����Ʒ�����յ�����֯���ֲ������˲�Ʒ����Ҫ��ѧ���������ܡ���ˣ�Ϊ�˷������мӹ������ƶȲ����к����Ż�������ȷԤ�ⲻͬ�ӹ�����������֯���ݻ����̡���20����70���ĩ�ڿ�ʼ���о����ڽ�����������ѧģ���Լ����չ��̵���ֵ�������濪չ�˴����о��ͷ������������У���ѧģ���о���Ҫ���������ϼ��ȹ����о���������ѧģ���о�[1]���ȱ��ι���������֯�ݻ�ģ���о�[2-3]����ȴ��������֯�����ѧģ���о�[4]�ȡ����йس����չ��̵���ֵ������Ҫ�����������λ����ΰ�������Ʒ���[5-7]���������߲���������[8]���������������֯�ݻ����̵Ķ�ά����[9]��ģ���̽�������֯�ݻ�����[10]�����ù���ƽ��Ӧ�䷨���ж�����Ͳ��������̷���[11]�ȡ�Ϊ��ȷ����H�ֶ�����������ղ����������ݻ����̵�Ӱ�죬Ӧ������ά��������֯��Ϸ��������ǣ�ֱ�Ӳ���������������Ԫ��������ʱ����������������״�ľ�仯���µ�Ԫ��̬��ʹ���㾫�Ƚ���ֱ������ɷ������̡�Ϊ�ˣ����������������ع���ֵ��������[12]�����ϣ���һ��ͨ����д�û��ӳ������������֯�ݻ����̵���ѧģ����ϵ�������������У�����ij�����H�ֶ���δ������չ���Ϊ���������ط����������̵��ȡ���������֯���ݻ����̣���֤���㷽������Ч�Բ������й��ղ���������֯���ݻ����̵�Ӱ������ܽᡣ
1 ���ȹ��̾���������ѧģ��
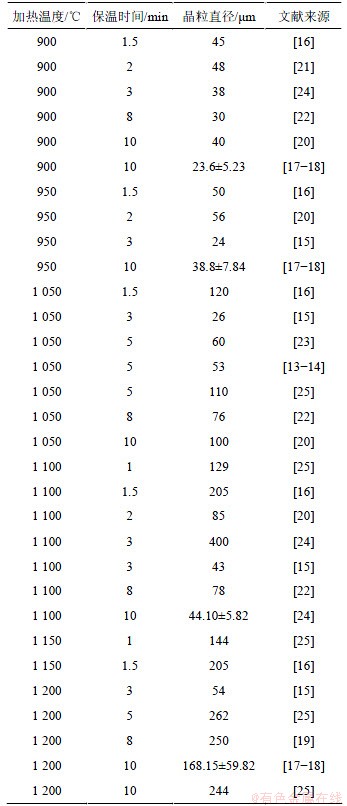
���˱������������������⣬������ͨ����Ҫ���¼��ȵ����ڰ����廯�¶ȣ����о��Ⱥ���ɢ������ʹ��������֯�ͳɷ־��ȡ������¶Ⱥ�ʱ������˰�����ľ����ȡ���1��ʾΪ���ϵ���Ҫ��ѧ�ɷ֣���2��ʾΪ��ͬһ�ֲ��ϰ����徧����ʵ��۲���[13-25]���ɱ�2�ɼ������й۲������ڽϴ�����900 ��Ϊ��������[22]�У�����8 min�����徧��ֱ��Ϊ30 ��m������[16]�б���1.5 min�����徧��ֱ��Ϊ45 ��m��Ϊ�ˣ����Ľ����˽�һ����ʵ��۲⣬ʵ���������¡�
(1) ���ô�WZK-1�ɿع��¶ȿ������ļ���¯���������ȣ�����һ��ʱ��ʹ������廯����Ѹ�ٷ����������õ�������ˮ�н��д��
��1 Q235��Ҫ�Ͻ�ɷ�
Table 1 Chemical composition of Q235 ��������/%

��2 �����徧����ʵ��۲���
Table 2 Experiment data of Austenite grain
(2) ��ɰ�ִ�ĥ���������������Ƥ����ĥ�����������۲�������
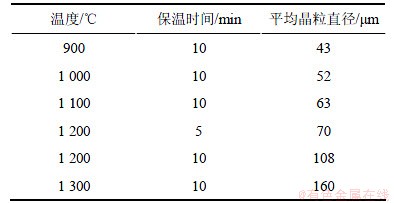
(3) �ù����Ϳ�ζ��Ͳ;�ϴ�ྫ���óɸ�ʴ�����ڼ��ȵ�70 ������ʱ���������������һ�������Ҫ����5~7 min������MM-6�����������ɹ۲ԭʼ�����徧�硣
ʵ��۲�������3��
��3 ʵ��۲���
Table 3 Experiment data of Austenite grain
����������ѧģ������������徧����ƽ��ֱ��d��
 (1)
(1)
ʽ�У�d0Ϊδ����ʱ�İ����徧��ֱ������m��AΪ����������TΪ�����廯�¶ȣ�K��tΪ����ʱ�䣬min��R=8.314 J/(mol��K)��Ϊͨ�����峣�����������㣬����Q235�֣�d0=30 ��m��A=1.56��1012��
2 �������̰������ٽᾧԤ��ģ��
�ٽᾧ��������ѧģ��Ϊ
 (2)
(2)
ʽ�У�t0.5Ϊ�ٽᾧ���50%����ʱ�䣻��̬�ٽᾧʱ��q=1����̬�ٽᾧʱ��q=1.5��
�ٽ綯̬�ٽᾧ����Ӧ�����ѧģ��Ϊ
 (3)
(3)
���50%�ٽᾧ����ʱ�����ѧģ��Ϊ
 (4)
(4)
�¶Ȳ���Ӧ�����ʲ���Ϊ
 (5)
(5)
3 ���μ�϶����������ѧģ��
���ڸ��Ӷ������������̶��ԣ����μ�϶ʱ��tipͨ�����������95���ٽᾧ�����ʱ�䣬���ԣ����뿼�ǵ��μ�϶�ľ����������������ѧģ�ͼ�����μ�϶�ڼ侧��ֱ���ı仯��
����������̬�ٽᾧ������tip-K1t0.5��1����
 (6)
(6)
�������˶�̬�ٽᾧ������tip-K2t0.5��1����
 (7)
(7)
����������̬�ٽᾧ������tip-K1t0.5��1����
 (8)
(8)
�������˶�̬�ٽᾧ������tip-K2t0.5��1����
 (9)
(9)
ʽ�У�K1~K6Ϊ���ϳ���������Q235�֣�K1=4.32��K2=2.65��K3=1.5��1027��K4=8.2��1025��K5=4.0��107��K6=1.2��107��tipΪ���Ƶ��μ�϶ʱ�䣻dMRXΪ��̬�ٽᾧ�����徧��ֱ����dSRXΪ��̬�ٽᾧ�����徧��ֱ����
4 H�ֶ�����������շ���
4.1 ���������ع���ֵ��������
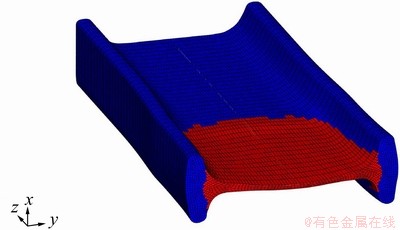
��ij�����(����ߡ���Ϊ400 mm��200 mm�������Ϊ8 mm����Ե��Ϊ13 mm)H��2���δ�������϶Ϊ������������ε����������̵���ֵ��������ʾ��ͼ�������������£�(1) ��������������ά��������֯��Ϸ���ģ�ͣ��ڷ��������У����趨����̬�ж��������жԱȣ������������γ���̬��Ԫ���ϲ���ֹ�õ��η������̣���ͼ1(a)��(2) ��ȡ��̬��Ԫ���ϵļ������ݽ������μ�϶�¶ȳ�������֯�ݱ����ģ�ͣ����ó�����ȡ�����ݽڵ����ݣ���ͼ1(b)~(d)��(3) ������һ����������ά��������֯��Ϸ���ģ�ͣ����ó�����ȡ�������¶ȳ�������֯�ݱ�Ȳ���, ��ͼ1(e)��
4.2 �������չ��̷������
H�ֲ��������������̣��ò���ʽ����¯��1 310 ��Ծ��ν������ϼ��Ȳ�����150 min���¯������ѹˮ���ۺ�������ʽ���������ж���δ�������ͷ�������5������������2��������ɵ�����������о���������ʽ(1)��������Ⱥ������ڵij�ʼ�����徧��ֱ����ԼΪ390 ��m��
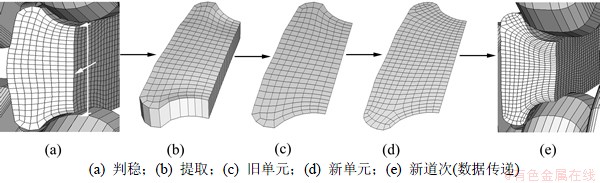
ͼ1 ��������������ֵ��������ʾ��ͼ
Fig.1 Schematic flow chart of numerical procedure
���û�����̬�жϵ���ֵ��������[12]�Զ��������������ֵ��������ø��������ƹ����м��뾫��ǰ�����ĵ�Ч����Ӧ�䡢�¶ȡ��ٽᾧ�����������徧��ֱ���Ȳ����ķֲ���ͼ������ʱ���ǵ��μ�϶�ڼ���������Χ������ɢ�ȼ������徧���ij���
ͼ2��ʾΪ��������δ����������ڵ�Ч����Ӧ��ķֲ������ͼ3��ʾΪ��ʱ���¶ȷֲ�����ͼ2��3���Կ���������������ʱ������Ա��γ���������������м䲿λ���ڷ�������У�����֯���������Զ��ж��ܹ�������̬�ٽᾧ�ķ�Χ�������㶯̬�ٽᾧ��������̬�ٽᾧ��İ����徧��ֱ�����ֱ���ͼ4~6��ʾ��
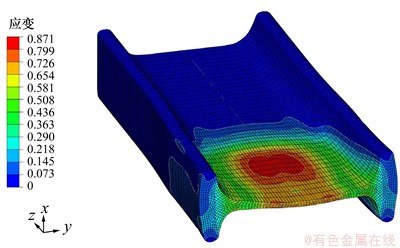
ͼ2 ��Ч����Ӧ��ֲ���ͼ
Fig.2 Predicted distributions of equivalent effective plastic strain
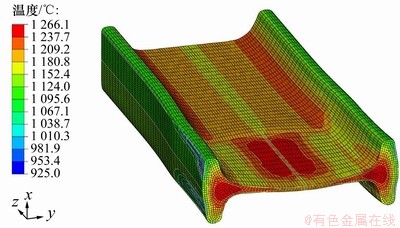
ͼ3 �¶ȷֲ���ͼ
Fig.3 Predicted distributions of temperature
��ͼ6���Կ�������С�İ����徧��ֱ����34 ��m���ң�������������������ĽӴ��������ľ���ֱ��Ϊ152 ��m���ң�������������Ե�������ԣ���������������������ڰ����徧���õ���������ϸ����ͼ7��ͼ8��ʾ�ֱ�Ϊ�뾫��ʱ�����ڰ����徧��ֱ���Լ��¶ȵķֲ������
ͼ4 ��̬�ٽᾧ����������
Fig.4 Predicted distributions of dynamic recrystallisation zone
ͼ5 ��̬�ٽᾧ�����ֲ���ͼ
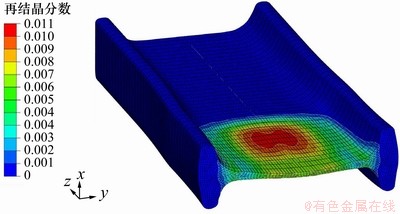
Fig.5 Predicted distributions of dynamic recrystallisation fraction
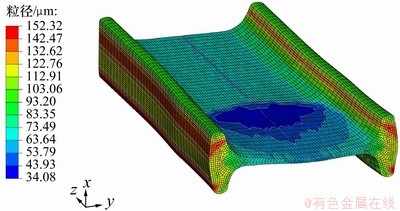
ͼ6 �����徧�������ֲ���ͼ
Fig.6 Predicted distributions of dynamic recrystallisation grain
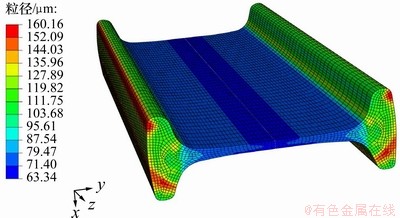
ͼ7 �뾫��ǰ���������徧�������ֲ���ͼ
Fig.7 Predicted distributions of dynamic recrystallisation grain size before finish rolling
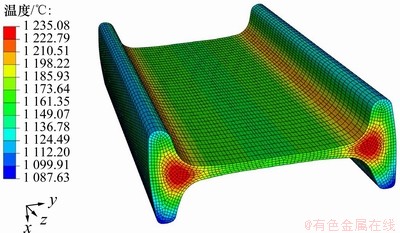
ͼ8 �뾫��ǰ���������¶ȷֲ���ͼ
Fig.8 Predicted distributions of temperature before finish rolling
5 ����
(1) ��������δ������̺������ڸ���λ�����徧�����õ��˲�ͬ�̶ȵ�ϸ�������������Ե��������ϸ���̶Ⱥͷֲ�������ϴ����ڸ��崦�����Ա����ܹ��շ���̬�ٽᾧ�ķ�������Чϸ���˰����徧���������ߴ�ȽϾ��ȣ���֮����Ե���İ����徧��δ�ܵõ���Чϸ���������ִ���ҷֲ����������ԣ�ϸ����Ե�İ����徧���������������ľ�����������ʵ�֡�
(2) �Ӵ����������뾫����ʱ���ڣ������ڵİ��������ڷ����Ƕ�̬�ٽᾧ���߾�̬�ٽᾧ�������徧����34 ��m����Ϊ64 ��m����Ե�����İ����徧��ֱ����152 ��m����Ϊ160 ��m�����ԣ�Ϊ����Ч���ô����Ը�������徧����ϸ�����ã����뾡�����ٴ������뾫������Ĵ��ͺ���ͷʱ�䡣
(3) �ƶ����ƹ��ʱ���뿼�Dz�ͬ��λ�����徧�����ݱ���̼����ص㣬�����������Чϸ�����徧��ΪĿ�꣬������ԵֻҪ��֤����״�����뾫�������Ҫ�ɣ��������������ʵ����Ե���ľ���ϸ��Ϊ����
(4) ֻҪ���е��ε��ۻ����Ա��δﵽһ���̶ȣ���ͬ�¶�/���������¸�������徧������Сֱ������30~50 ��m֮�䣻����ͬ��¯�¶��£�����2 m/s���ҵ������ٶȣ���������徧��ֱ������Сֵ�ӽ�30 ��m��
�ο����ף�
[1] Hodgson P D. Microstructure modeling for property prediction and control[J]. Journal of Materials Processing Technology, 1996, 60(1/2/3/4): 27-33.
[2] Lin J, Liu Y. A set of unified constitutive equations for modeling microstructure evolution in hot deformation[J]. Journal of Materials Processing Technology, 2003, 143/144: 281-285.
[3] Serajzadeh Siamak. A mathematical model for evolution of flow stress during hot deformation[J]. Materials Letters, 2005, 59(26): 3319-3324.
[4] Ohjoon K. A technology changes and for the prediction and mechanical properties in control of micro-structural steel[J]. ISIJ International, 1992, 32(3): 350-358.
[5] DU Linxiu, ZHANG Zhongping, SHE Guangfu, et al. Austenite recrystallization and controlled rolling of low carbon steels[J]. Journal of Iron and Steel Research, International, 2006, 13(3): 31-35, 50.
[6] Reed R C, Akbay T, Shen Z, et al. Determination of reaustenitisation kinetics in Fe-0.4C steel using dilatometry and neutron diffraction[J]. Materials Science and Engineering A, 1998, 256(1/2): 152-165.
[7] Ahmed H, Wells M A, Maijer D M, et al. Modeling of microstructure evolution during hot rolling of AA5083 using an internal state variable approach integrated into an FE model[J]. Materials Science and Engineering A, 2005, 390(1/2): 278-290.
[8] Liu Y, Lin J. Modeling of micro-structural evolution in multi-pass hot rolling[J]. Journal of Materials Processing Technology, 2003, 143/144: 723-728.
[9] Hodgson P D, Gibbs R K. A mathematical model to predict the mechanical properties of hot rolled C-Mn and micro-alloyed steels[J]. ISIJ International, 1992, 32(12): 1329-1338.
[10] Anell E. Application of mathematical modeling to hot rolling and controlled cooling of wire rods and bars[J]. ISIJ International, 1992, 32(3): 440-449.
[11] Wang F, Zhu Q, Lin J, et al. Prediction of micro-structural evolution in hot rolling[J]. Journal of Materials Processing Technology, 2006, 177: 530-533.
[12] ����ǿ, ���ں�, ����ǿ, ��. H�ֿ������̵������������Ԫ����[J]. ϵͳ����ѧ��, 2007, 19(1): 19-20, 55.
HE Qingqiang, ZHANG Qinhe, LIU Keqiang, et al. Fully coupled temperature-displacement simulation of h-shape metal cogging[J]. Journal of System Simulation, 2007, 19(1): 19-20, 55.
[13] �ᄚ, �����h, ������. ���ղ����Ե�̼���α�ǿ������Ӱ��[J]. �����ȴ���ѧ��, 2005, 26(5): 62-67.
TIAN Jing, YANG Wangyue, SUN Zuqing. Influence of process parameters on the deformation enhanced ferrite transformation in a low carbon steel[J]. Transactions of Materials and Heat Treatment, 2005, 26(5): 62-67.
[14] �ᄚ, ������, �����h, ��. �����¶ȶ��α�ǿ��������ʱ�ٽ�Ӧ������Ӱ��[J]. ���Թ���ѧ��, 2006, 13(2): 80-84.
TIAN Jing, WANG Guozhu, YANG Wangyue, et al. Influence of deformation temperature on the critical strain for completion of DEFT[J]. Journal of Plasticity Engineering, 2006, 13(2): 80-84.
[15] �����, �����, ���. ��̼�ְ������ٽᾧģ�͵Ľ���[J]. ���Ͽ�ѧ�빤��, 2005, 13(5): 516-520.
SHEN Binzhen, FANG Nengwei, SHEN Houfa, et al. Construction of the recrystallization model of low carbon steel during deformation[J]. Materials Science and Technology, 2005, 13(5): 516-520.
[16] ������, ������, ����, ��. ��ͨ��̼�ְ����徧��ϸ������Ա���ǿ����������徧���ߴ��Ӱ��[J]. �����о�, 2001(4): 21-24.
WANG Ruizhen, YANG Zhongmin, ZHAO Yan, et al. Austenite grain refinement and its influence on ferrite grain size of strain enhanced transformation for plain low carbon steel[J]. Research on Iron and Steel, 2001(4): 21-24.
[17] �����h, ������, �뿡��, ��. ��̼�ֶ�����ȱ����е�Ӧ��ǿ������������嶯̬�ٽᾧ[J]. ����ѧ��, 2000, 36(11): 1192-1196.
YANG Wangyue, HU Anmin, QI Junjie, et al. Strain-enhanced transformation and ferrite dynamic recrystallization of plain low carbon steel in successive hot deformation[J]. Acta Metallurgica Sinica, 2000, 36(11): 1192-1196.
[18] �����h, ������, ������. ��̼�ְ����徧���ߴ�Ŀ���[J]. ����ѧ��, 2000, 36(10): 1050-1054.
YANG Wangyue, HU Anmin, SUN Zuqing. Control of austenite grain size in a low carbon steel[J]. Acta Metallurgica Sinica, 2000, 36(10): 1050-1054.
[19] ������, ��ƽ, �����h, ��. �ִ�����徧����Ӧ���յ��������γ��ص�[J]. �����Ƽ���ѧѧ��, 2000, 22(2): 170-173.
FU Yunyi, YANG Ping, YANG Wangyue, et al. Characterization of strain induced ferrite formed in coarse austenite grained Q235 steel[J]. Journal of University of Science and Technology Beijing, 2000, 22(2): 170-173.
[20] ��ԭ��, �����h, ������. Q235�ֵ���������֯ϸ����������ѧ���ܹ�ϵ[J]. �����ȴ���, 2000(9): 1-3.
HUANG Yuanding, YANG Wangyue, SUN Zuqing. Microstructure refinement of Q235 steel and its effect on tensile properties[J]. Heat Treatment of Metals, 2000(9): 1-3.
[21] �����, ¹����, �Ի�. Q235�ֶ�̬�ٽᾧģ�͵Ľ���[J]. �����Ƽ���ѧѧ��, 1998, 20(5): 465-470.
DOU Xiaofeng, LU Shouli, ZHAO Hui. Establishment of dynamic recrystallization model of Q235[J]. Journal of University of Science and Technology Beijing, 1998, 20(5): 465-470.
[22] ��ƽ, ���, ������, ��. Q235̼�ظ�Ӧ���յ�����е�Ӧ��-Ӧ�����߷���[J]. ����ѧ��, 2001, 37(6): 609-616.
YANG Pin, CUI Fenge, FU Yunyi, et al. Analysis of ��-�� curves during strain induced transformation in Q235 plain carbon steel[J]. Acta Metallurgica Sinica, 2001, 37(6): 609-616.
[23] ����, ֣ΪΪ, �����h, ��. Q235̼�ظֶ�����ȱ����е���֯�ݱ估����[J]. �����Ƽ���ѧѧ��, 2004, 26(5): 507-511.
ZHAO Lei, ZHENG Weiwei, YANG Wangyue, et al. Microstructure evolution and properties of Q235 plain carbon steel in multi-pass hot deformation[J]. Journal of University of Science and Technology Beijing, 2004, 26(5): 507-511.
[24] ������, ������, ������. ��̼��Q235�α������ľ�̬�ٽᾧ[J]. �����о�ѧ��, 2006, 18(3): 33-37.
WANG Ruizhen, YANG Zhongmin, CHE Yanmin. Static recrystallization of deformed austenite in low carbon steel Q235 journal of iron and steel research[J]. Journal of Iron and Steel Research, 2006, 18(3): 33-37.
[25] Sun W P, Hawbolt E B. Comparison between static and metadynamic recrystallization: An application to the hot rolling of steels[J]. ISIJ International, 1997, 37(10): 1000-1009.
(�༭ �Կ�)
�ո����ڣ�2012-10-18�������ڣ�2012-12-22
������Ŀ��ɽ��ʡ�������ѧ�ҽ�������������Ŀ(BS2011ZZ020)���ൺ�пƼ��ƻ���Ŀ(13-1-4-257-JCH)�������У��������ҵ���ר���ʽ�������Ŀ(12CX04062A)
ͨ�����ߣ�����ǿ(1978-)���У�ɽ�������ˣ���ʿ�������ڣ����½����������Գ��ι��̵��ۺ���ֵ�����о����绰��0532-86983310��E-mail: heqingqiang_upc@163.com

