高效螺旋厌氧反应器的液体流动特性
唐崇俭1, 2, 3,郑平2,闵小波1, 3,柴立元1, 3
(1. 中南大学 冶金与环境学院环境工程研究所,湖南 长沙,410083;
2. 浙江大学 环境工程系,浙江 杭州,310058;
3. 国家重金属污染防治工程技术研究中心,湖南 长沙,410083)
摘要:以NaCl作为示踪剂,采用刺激-响应的试验方法,对螺旋反应器内的液体流态特性进行研究。研究结果表明:在模拟无产气工况下,螺旋厌氧反应器和螺旋升流区的液体流态均呈现良好的平推流特性,有利于基质降解;在模拟高容积负荷工况下(产气率Ug=67.5 L/h),因大量产气实现反应器内液体的有效自循环,反应器流态介于平推流与全混流之间,反应器内的自循环量可达4倍进水流量,有助于稀释进水基质质量浓度,缓解基质抑制作用,这是螺旋厌氧反应器能够取得高容积效能的重要原因。
关键词:螺旋厌氧反应器;流态;平推流;自循环
中图分类号:X703 文献标志码:A 文章编号:1672-7207(2014)02-0650-05
Hydrodynamic characteristics of highly-efficient spiral anaerobic bioreactor
TANG Chongjian1, 2, 3, ZHENG Ping2, MIN Xiaobo1, 3, CHAI Liyuan1, 3
(1. Institute of Environmental Engineering, School of Metallurgy and Environment,
Central South University, Changsha 410083, China;
2. Department of Environmental Engineering, Zhejiang University, Hangzhou 310058, China;
3. National Engineering Research Center for Control and Treatment of Heavy-metals Pollution, Changsha 410083, China)
Abstract: The hydrodynamic characteristics of the highly-efficient spiral anaerobic bioreactor were investigated by using stimuli-responsive method and employing NaCl as the tracer. The results show that both flow patterns of the reactor and the upflow spiral section are similar to plug flow under the condition without gas production, which contributes to the substrate biodegradation. Effective internal self-circulation is realized in the spiral reactor with the simulated recirculation ratio of 4 under the high gas production rate (Ug=67.5 L/h). The self-recirculation significantly contributes to the dilution of the influent substrate concentration. Thus, it helps to relieve the substrate inhibition. This is an important factor for the high efficiency of the spiral anaerobic reactor.
Key words: spiral anaerobic bioreactor; hydrodynamics; plug flow; self-recirculation
自从20世纪70年代爆发全球性石油危机之后,厌氧消化技术(厌氧生物处理技术)以能耗低、负荷高、污泥产量少、可回收沼气等优点而受到青睐,并在有机废水处理中得到广泛应用[1-3]。厌氧反应器是厌氧消化技术的核心载体,厌氧消化技术的发展与厌氧反应器的研制密切相关。自20世纪80年代Lettinga 等[4-5]应用三相分离技术成功研发上流式厌氧污泥床(upflow anaerobic sludge blanket, UASB) 反应器后,陆续涌现出以外循环颗粒污泥膨胀床反应器(expanded granular sludge bed, EGSB)和内循环(internal circulation, IC)反应器为代表的一批高效厌氧生物反应器[6-8],并得到广泛应用。国内外已相继报道一些高效厌氧生物反应器。Iza等[9]报道实验室UASB反应器的有机容积负荷(organic loading rate, OLR)可达100~150 kg COD/(m3・d)。Thiele等[10]根据两相厌氧消化理论,提出阴离子交换基质往复工艺(anion-exchange substrate shuttle process, AESS),获得的OLR高达370 kg COD/(m3・d)。螺旋厌氧反应器是一种新型的厌氧生物反应器[11]。前期运行结果表明:螺旋厌氧反应器的OLR高达306 kg COD/(m3・d),容积去除率为240 kg COD/(m3・d),容积产气率为131 L/(L・d),各指标均已达到厌氧消化技术的世界先进水平[11]。流体力学特性是评价生物反应器高效性的一个重要指标,它反映厌氧反应器内混合液的流动状态,直接影响反应器的处理效能[12-13]。多釜串联模型和轴向扩散模型是反应器流态分析最为常见的2种模型[12]。卢刚等[13]采用多釜串联模型研究内循环颗粒污泥床硝化反应器循环区的流态,得到其串联级数(N)为1.021,接近于全混流反应器(continuous stirred tank reactor, CSTR);采用轴向扩散模型研究沉淀区的流态,得到其分散系数D/(μL)为0.00148,接近于平推流反应器(plug flow reactor, PFR)。Ashish等[14]利用轴向扩散模型建立UASB反应器的流态方程;Kalyuzhnyi等[15]利用多釜串联模型建立UASB反应器的污泥床动态方程。Tomlinson等[16]对多釜串联模型和轴向扩散模型的适用性进行研究,认为多釜串联模型适用于返混较大的反应器,而轴向扩散模型适用于返混较小的反应器。本文作者以NaCl为示踪剂,通过测定示踪剂在反应器中的停留时间分布,运用轴向扩散模型和多釜串联模型,研究螺旋厌氧反应器的流体流态,以期揭示螺旋厌氧反应器的高效机理,优化其设计和操作。
1 材料和方法
1.1 试验装置
供试螺旋厌氧反应器示意图如图1所示。反应器由有机玻璃制成,其内部结构包括螺旋升流区、沉淀区和循环区(含回流管)3个部分,总体积为18 L,其中螺旋升流区内径为15 cm,容积为8 L,沉淀区内径为30 cm,容积为9.8 L。试验采用微孔气体分布器(孔径约为0.2 mm)模拟高负荷工况下的产气情况。在反应器运行过程中,液体和空气由反应器底部引入,因气液提升而实现液体在反应器内的自循环。

图1 螺旋厌氧反应器示意图
Fig. 1 Schematic diagram of spiral bioreactor
1.2 试验过程与测定方法
采用刺激-响应技术研究反应器的液相流动模 型[12, 17]。以NaCl作为示踪剂,采用电导率来表征水中的NaCl浓度。在模拟反应器高效运行工况下,由反应器进水口瞬时注入一定量示踪剂,连续监测出水的电导率,试验持续时间约为4倍理论停留时间(ta)。试验中示踪剂回收率高于99%。
1.3 数据处理与计算
反应器理论液相停留时间(ta)由下式计算[8,12]:
 (1)
(1)
式中:Q为液体体积流量;V为反应器体积;εl指液相含率,εl =1-εg,εg为含气率。本试验中,εg保持为0.03~0.06。
由停留时间分布曲线,可得实际平均停留时间te和方差 [8, 12]:
[8, 12]:
 (2)
(2)
 (3)
(3)
式中:t i 为试验时间,C i 为时间为ti 时反应器出口处示踪剂浓度。
无因次时间(θ)可由下式表示:
θ=te/ta (4)
 (5)
(5)
一般而言,若te<ta,即te/ta<1时,反应器中存在一定的死区,其体积分数 可用下式计算[12-13]:
可用下式计算[12-13]:
 (6)
(6)
2 结果与讨论
2.1 无产气工况的反应器流体力学特性
在实际运行过程中,螺旋厌氧反应器的水力停留时间可降低至2 h,反应器的运行性能仍能保持高效、稳定[11]。因此,首先对无产气工况下的反应器流态和螺旋区(反应区)流态进行模拟研究。
2.1.1 反应器流态分析
无产气工况下,整体反应器的水力停留时间分布(residence time distribution, RTD)如图2所示。由图2可见:在0~90 min内,没有检测到示踪剂;而90~100 min后,示踪剂浓度急剧攀升至最大值,反应器内流态呈现明显的平推流状态。但之后RTD密度函数有严重的“拖尾”现象,部分流体的停留时间甚至超过4倍平均停留时间,据此可以判断反应器内可能存在死区(滞留区)[8, 12-13]。

图2 无产气工况下反应器的水力停留时间分布密度函数
Fig. 2 Residence time distribution for reactor without gas production
采用多釜串联模型进行分析时,反应器串连级数(N)可通过下式计算[8, 12]:
 (7)
(7)
式中:σθ2为方差。当N=1时,反应器流态呈全混流;N=∞时呈平推流。
而采用轴向扩散模型进行分析时,一般用分散系数(D/(μL))或佩克莱数(Pe=μL/D)来衡量实际反应器与平推流反应器(PFR)和全混流反应器(CSTR)的偏差(L为液流方向上反应器的长度)[8, 12]。当D/(μL)=0时,反应器流态呈PFR;当D/(μL)=∞时,反应器流态为CSTR[8, 12]。
Pe的计算公式为[8]
 (8)
(8)
试验中,分别测定“回流管通”和“回流管堵”2种工况下反应器的水力停留时间分布,分析结果如表1所示。
表1 无产气工况下反应器流态分析结果
Table 1 Results of flow distribution of reactor without gas production
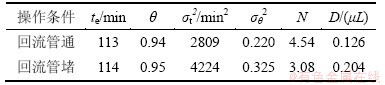
由表1可知:在无产气工况下,回流管的畅通或堵塞对于反应器的流态影响很小,几乎可以忽略。这表明在无产气时,反应器内的液体流态较为稳定,沉淀区与反应区(螺旋区)的相互影响较小。采用多釜串联模型进行分析,可得其串联级数(N)分别为4.54和3.08;采用轴向扩散模型分析,其分散系数分别为0.126和0.204,均表明反应器流态呈现较好的平推流特性。根据式(6),可算得此时反应器内死区所占的体积平均为5.5%。
2.1.2 螺旋升流区的流态分析
螺旋升流区为厌氧反应器的核心部分,是有机物转化的主要反应区,其流体力学性能对反应器容积去除效率具有重要影响。在无产气工况下,螺旋升流区的水力停留时间分布如图3所示。
由图3可见螺旋升流区的流态同样呈现2个特点:一是呈现典型的平推流状态;二是RTD密度函数存在拖尾现象,表明螺旋升流区同样存在一定的水力死区。进一步分析表明(表2),螺旋区的平推流效果显著,其多釜串联模型级数N为4.50。
2.2 模拟产气工况的反应器流态
2.2.1 反应器的流态分析
在反应器实际运行中,反应器进水COD质量浓度为20 g/L时,反应器的理论水力停留时间可缩短至2 h,COD去除率为75%,沼气产生量(Ug)约为67.5 L/h[11]。基于此,模拟该工况下的产气情况,分析反应器的流态特性,分析结果如表3所示。
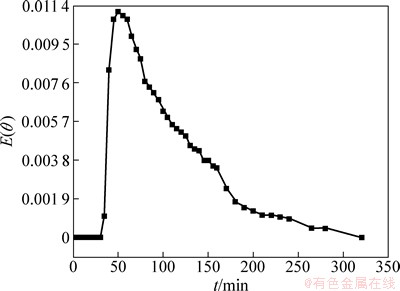
图3 螺旋升流区停留时间分布密度函数
Fig. 3 Residence time distribution for spiral section without gas production
表2 反应器螺旋升流区的流态分析结果
Table 2 Results of flow distribution for upflow spiral section without gas production

表3 模拟产气工况(Ug=67.5 L/h)的反应器流态分析结果
Table 3 Results of flow distribution of reactor with gas production (Ug=67.5 L/h)
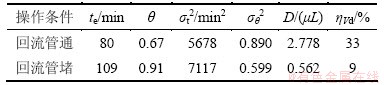
试验结果表明(表3):模拟产气工况下(Ug=67.5 L/h),回流管畅通或堵塞对反应器流态影响很大;在回流管堵塞的条件下,反应器流态全混合效果相对较弱,采用轴向扩散模型进行分析得到D/(μL)为0.562,计算的死区体积分数为9%。而在回流管畅通时,反应器流态呈现明显的全混合状态,采用多釜串联模型得N=1.12,采用轴向扩散模型得分散系数D/(μL)为2.778,表明此时反应器的返混现象明显(Tomlinson等[16]证明:当D/(μL)≥0.2时,返混程度较大),计算得到反应器内的死区体积比例为33%。
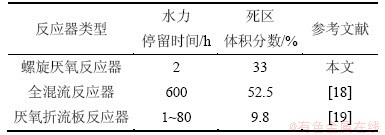
表4所示为不同厌氧反应器的死区体积比例。在保持回流管堵塞时,螺旋厌氧反应器的死区体积分数为9%,与厌氧折流板反应器(典型的平推流反应器)的死区体积比例十分接近;而保持回流管畅通时,螺旋厌氧反应器内死区体积分数达到33%,介于平推流反应器和全混流反应器对应值之间。据此可判定:在模拟产气工况下,由于产气及其气提作用,反应器内的液体实现自循环。
表4 不同厌氧反应器的死区体积分数
Table 4 Dead space of different anaerobic reactors
2.2.2 液体自循环量模拟
对比表1和表3,在模拟产气情况下,反应器流态发生明显变化,呈现较为明显的全混合状态,其中最主要的因素是因产气所产生的气提与混合作用[20],导致液体在反应器内的自循环。鉴于此,本文对螺旋厌氧反应器的液体自循环量进行模拟研究。
在试验中,将回流管堵塞,同时将沉淀池出水回流,分别考察回流比R为2.0与4.0时的水力停留时间分布情况,以前述模拟产气工况(回流管通)的流态作为对照,试验结果如图4所示,流态特性分析结果如表5所示。
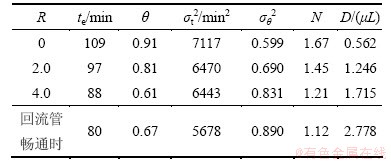
由图4可见:在模拟产气工况下,R=4.0时RTD密度分布函数与对照组的RTD密度分布函数具有较好的重合性。计算结果表明(表4):在模拟产气工况下(Ug=67.5 L/h),螺旋厌氧反应器自循环所产生的回流比略高于4.0。研究结果表明:螺旋厌氧反应器可在反应器内有效实现自循环,从而可起到稀释进水基质浓度和平衡反应器内酸碱度的效果,进而缓解基质抑制作用,这是螺旋厌氧反应器能够承受高进水COD质量浓度和获得高有机容积负荷的重要原因。

图4 模拟产气条件下不同回流比的水力停留时间分布图
Fig. 4 RTD with different circulation ratios with high loading rate
表5 模拟产气(Ug=67.5 L/h)以及回流条件下反应器的流态分析结果
Table 5 Results of flow distribution of reactor with gas production (Ug=67.5 L/h) under different circulation ratios
3 结论
(1) 在水力停留时间为2 h的工况下,螺旋厌氧反应器和反应区的流态均呈现较为明显的平推流状态,有利于基质降解。
(2) 在模拟高负荷产气工况下(Ug=67.5 L/h),螺旋厌氧反应器内的液体实现了自循环,自循环所产生的回流量与进水量之比略高于4.0。螺旋反应器的这一流态特性有助于稀释进水基质浓度,缓解高进水基质浓度的抑制作用,并且起到平衡反应器内酸碱度的效果,这是螺旋厌氧反应器能够承受高进水COD质量浓度和获得高有机容积负荷的重要原因。
参考文献:
[1] 郑平, 冯孝善. 废物生物处理[M]. 北京: 高等教育出版社, 2006: 281-361.
ZHENG Ping, FENG Xiaoshan. Biotechnology for wastes treatment[M]. Beijing: Higher Education Press, 2006: 281-361.
[2] Seghezzo L, Zeeman G, Lier J B, et al. A review: the anaerobic treatment of sewage in UASB and EGSB reactors[J]. Bioresource Technology, 1998, 65(3): 175-190.
[3] 易龙生, 饶玲华, 王鑫, 等. 餐厨垃圾理化性质及其厌氧发酵产气潜力分析[J]. 中南大学学报(自然科学版), 2012, 43(4): 1584-1588.
YI Longsheng, RAO Linghua, WANG Xin, et al. Physicochemical properties and biogas production potential of kitchen waste[J]. Journal of Central South University (Science and Technology), 2012, 43(4): 1584-1588.
[4] Lettinga G, Hulshoff Pol L. New technologies for anaerobic treatment[J]. Water Science and Technology, 1986, 18(12): 41-53.
[5] Lettinga G, Hulshoff Pol L. UASB-process design for various types of wastewaters[J]. Water Science and Technology, 1991, 24(8): 87-107.
[6] Rebac S, van Lier J B, Lens P, et al. Psychrophilic anaerobic treatment of low strength wastewaters[J]. Water Science and Technology, 1999, 39(5): 203-210.
[7] Lettinga G. Sustainable integrated biological wastewater treatment[J]. Water Science and Technology, 1996, 33(3): 85-89.
[8] 许保玖, 龙腾锐. 当代给水与废水处理原理[M]. 2版.北京: 高等教育出版社, 2000: 502-521.
XU Baojiu, LONG Tengrui. Contemporary principles of water and wastewater treatment[M]. 2nd ed. Beijing: Higher Education Press, 2000: 502-521.
[9] Iza J, Garcia P A, Sanz I, et al. Anaerobic fluidized bed reactors (AFBR): Performance and hydraulic behavior[C]//Advances of Water Pollution Control. London: Pergamon Press, 1988: 155-165.
[10] Thiele J H, Zeikus J G. Anion-exchange substrate shuttle process: A new approach to two-stage biomethanation of organic and toxic wastes[J]. Biotechnology and Bioengineering, 1988, 31(6): 521-535.
[11] Chen J W,Tang C J,Zheng P, et al. Performance of lab-scale SPAC anaerobic bioreactor with high loading rate[J]. Chinese Journal of Biotechnology, 2008, 24(8): 1413-1419.
[12] 金仁村. 自养型脱氮反应器性能的研究[D]. 杭州: 浙江大学环境与资源学院, 2007: 32-87.
JIN Ren-cun. Performance of autotrophic nitrogen removal bioreactors[D]. Hangzhou: Zhejiang University. College of Environmental Science and Resources, 2007: 32-87.
[13] 卢刚, 郑平. 内循环颗粒污泥床硝化反应器流动模型研究[J]. 生物工程学报, 2003, 19(6): 754-757.
LU Gang, ZHENG Ping. Flow model of internal-loop granular sludge bed nitrifying reactor[J]. Chinese Journal of Biotechnology, 2003, 19(6): 754-757.
[14] Ashish S, James G, Praveen V V, et al. Axial dispersion model for upflow anaerobic sludge blanket reactors[J]. Biotechnology Progress, 1998, 14(4): 645-648.
[15] Kalyuzhnyi S, Fedorovich V, Lens P. Novel dispersed plug flow model for UASB reactors focusing on sludge dynamics[C]//Proceedings of 9th International Conference on Anaerobic Digestion, Antwerpen: ICAD, 2001: 123-128.
[16] Tomlinson E J, Chambers B. The effect of longitudinal mixing on the settleability of activated sludge: Water Research Center Technical Report TR 122[R]. England: Stevenage, 1979: 1-46.
[17] Levenspiel O. Chemical reaction engineering[M]. 2nd ed. New York: John Wiley & Sons Press, 1972: 124-167.
[18] Torres J J, Soler A, Saez J, et al. Hydraulic performance of a deep stabilisation pond fed at 3.5 m depth[J]. Water Research, 2000, 34(3): 1042-1049.
[19] Grobicki A, Stuckey D C. Hydrodynamic characteristics of the anaerobic baffled reactor[J]. Water Research, 1992, 26(3): 371-378.
[20] Sanchez O, Michaud S, Escudie R, et al. Liquid mixing and gas-liquid mass transfer in a three-phase inverse turbulent bed reactor[J]. Chemical Engineering Journal, 2005, 114(1/3): 1-7.
(编辑 邓履翔)
收稿日期:2013-02-27;修回日期:2013-04-25
基金项目:国家自然科学基金资助项目(51204213);中国博士后科学基金资助项目(2013T60782,2012M511769);湖南省科技计划项目(2013WK2007);中南大学博士后科研启动基金资助项目(74341016006)
通信作者:唐崇俭(1984-),男,湖南江华人,博士,讲师,从事重金属污染治理与废水生物处理研究;电话:0731-88830875;E-mail:chjtang@csu.edu.cn

